- Системы автоматического контроля

Содержание
- 2. Режимы функционирования САК Рабочий режим (номинальный). САК обеспечивает контроль за качеством изготовления продукции, потоками изделий, инструментов,
- 3. Режимы функционирования САК Плановый останов. Специфический режим функционирования АП, который обеспечивает последующий запуск не с нулевого
- 4. Системы активного контроля Наиболее прогрессивной формой контроля является активный контроль, при котором измерение и информация о
- 5. Активный контроль Применение тех или других средств контроля зависит от точности измеряемых деталей, их формы и
- 6. Классификация устройств активного автоматического контроля
- 7. Активный контроль Измерительные контрольные устройства основанны методах измерения: прямой. Наконечник контрольного устройства все время находится в
- 8. Активный контроль Рычажные устройства Имеют особо важное значение в приборах, предназначенных для активного контроля деталей малых
- 9. Активный контроль Одноконтактные безрычажные контрольные устройства Предназначено для контроля внутреннего диаметра. По мере увеличения отверстия наконечник
- 10. Активный контроль Одноконтактные контрольные устройства Предназначено для контроля высоты деталей на плоскошлифовальном станке с вращающимся столом.
- 11. Активный контроль Двухконтактные безрычажные устройства Контрольные устройства для контроля валов в процессе шлифования Не имеют погрешности
- 12. Активный контроль Двухконтактные безрычажные устройства Корпус датчика 1 подвешен на широкой плоской пружине 2 к планке
- 13. Активный контроль Трехконтактные контрольные устройства Эти приборы базируются по поверхности детали и следят за изменением ее
- 14. Активный контроль Трехконтактные контрольные устройства Боковой 12 и нижний 11 наконечники скобы являются опорными, третьим наконечником
- 15. Активный контроль Контролируемая деталь 1 располагается между подставкой 2 и измерительным стержнем 3. Зазор между контактами
- 16. Активный контроль Перемещение измерительного штока 1 передается рычагу 2, на конце которого имеется лыска, к ней
- 17. Активный контроль При контроле конусности задача обычно сводится к определению разности диаметров в двух точках. Изделие
- 18. Активный контроль Измерительные головки детали. Схемы и методы измерения Измерительные головки выпускаются с постоянным и регулируемым
- 19. Пассивный контроль Блок-схема контрольно-сортировочного автомата Пассивный контроль производится только для рассортировки деталей на годные и негодные
- 20. Пассивный контроль Транспортные устройства Транспортные устройства служат для перемещения детали на измерительную позицию Гребенка 1, имеющая
- 21. Пассивный контроль Транспортная система непрерывного действия Контролируемая деталь 1 перемещается по поверхности 6 с помощью непрерывно
- 22. Пассивный контроль Транспортная система с толкателем Толкатель 4, подает контролируемые детали на измерительную позицию. Привод устройство
- 23. Пассивный контроль Многоэтажная транспортная система с толкателем Контролируемая деталь поступает в вертикальную шахту 2, где задерживается
- 24. Пассивный контроль Схема сортировочного фотоэлектрического датчика и исполнительного устройства с отпадающими якорями электромагнитов Деталь 1 поступает
- 25. Пассивный контроль Схема сортировочного фотоэлектрического датчика и исполнительного устройства с отпадающими якорями электромагнитов При поступлении сигнала
- 27. Скачать презентацию
 Трудовой подвиг строителей Сурского и Казанского оборонительных рубежей
Трудовой подвиг строителей Сурского и Казанского оборонительных рубежей Ко Дню защитника отечества.
Ко Дню защитника отечества. Подсчет запасов и оценка ресурсов
Подсчет запасов и оценка ресурсов Доклад. Больной Петрушин Владислав, 5 лет
Доклад. Больной Петрушин Владислав, 5 лет Внеклассное мероприятие Литературная гостиная,посвященная творчеству В.А. Осеевой
Внеклассное мероприятие Литературная гостиная,посвященная творчеству В.А. Осеевой История волейбола
История волейбола Отделка швейных изделий
Отделка швейных изделий Пчелы. Как живут пчелы
Пчелы. Как живут пчелы Аппликация из бумаги
Аппликация из бумаги методический сборник В помощь воспитателю (для педагогов социально-реабилитационных центров(
методический сборник В помощь воспитателю (для педагогов социально-реабилитационных центров( Синэкология. Подходы к выделению экосистем
Синэкология. Подходы к выделению экосистем Машинные швы
Машинные швы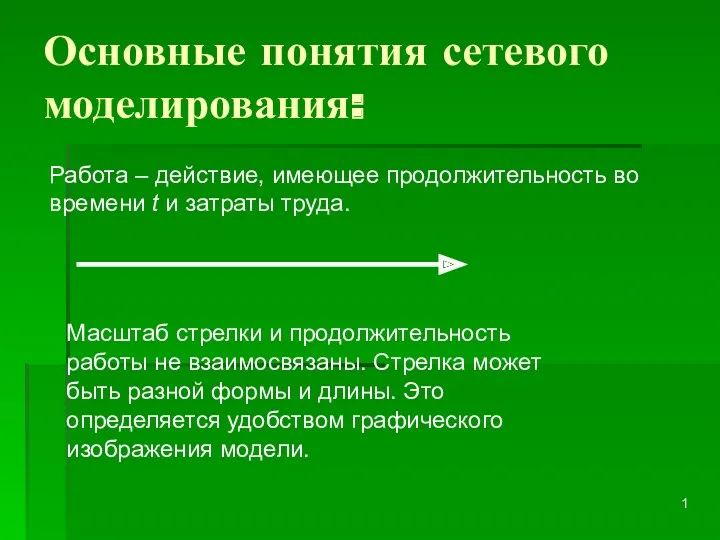 PERTime
PERTime Устройство, текущее содержание и ремонт железнодорожного пути. Практические работы
Устройство, текущее содержание и ремонт железнодорожного пути. Практические работы Презентация Индивидуальный образовательный маршрут
Презентация Индивидуальный образовательный маршрут Врожденные и приобретенные апластические анемии
Врожденные и приобретенные апластические анемии Внепечная обработка металлов
Внепечная обработка металлов Газ, тепло и свет в вашем доме
Газ, тепло и свет в вашем доме Воспитательский час Урок доброты
Воспитательский час Урок доброты Надежда Андреевна Дурова - героиня Отечественной войны 1812 года
Надежда Андреевна Дурова - героиня Отечественной войны 1812 года Правила поведения в школе.
Правила поведения в школе. Биологическое действие ионизирующих излучений. Радиочувствительность
Биологическое действие ионизирующих излучений. Радиочувствительность Пути повышения экономической эффективности производства и реализации продукции организации в современных условиях
Пути повышения экономической эффективности производства и реализации продукции организации в современных условиях freelance logo
freelance logo Презентация по музыкальной грамоте Где живут нотки
Презентация по музыкальной грамоте Где живут нотки О задачах развития отечественной промышленности в современных социально-экономических условиях
О задачах развития отечественной промышленности в современных социально-экономических условиях Внутренний водный транспорт
Внутренний водный транспорт Презентация ГЕОГРАФИЧЕСКОЕ ПОЛОЖЕНИЕ СЕВЕРНОЙ АМЕРИКИ.
Презентация ГЕОГРАФИЧЕСКОЕ ПОЛОЖЕНИЕ СЕВЕРНОЙ АМЕРИКИ.