- Экологические проблемы химической промышленности. Производство неорганических веществ

Содержание
- 2. Химическая промышленность – одна из ведущих отраслей тяжелой индустрии. Она является научно-технической и материальной базой химизации
- 3. Рис…Принципиальная технологическая схема производства экстракционной фосфорной кислоты в дигидратном режиме.
- 4. Рис…Технологическая схема азотнокислотной переработки апатита.
- 5. Каустическую соду в основном получают электрохимическим способом – электролизом раствора (рассола) NaCl. Одновременно получают анодный продукт
- 6. Получение NaOH с использованием ртутного катода основано на образовании амальгамы натрия в электролизере под действием постоянного
- 7. Диафрагменный метод получения каустической соды более перспективен, поскольку исключает применение ртути. Щелочь, получаемую при электролизе в
- 8. Кальцинированная сода. Сода находит широкое применение в народном хозяйстве. В настоящее время мировое производство соды составляет
- 9. Кристаллы NaHCO3 отфильтровываются от маточника и подвергаются кальцинации (прокалке) с целью получения готового продукта: 2NaHCO3 →
- 10. Основные экологические проблемы химических производств Важнейшей экологической и экономической проблемой химического производства, является комплексная переработка сырья,
- 11. Переход в производстве фосфорных удобрений с сернокислотного разложения на азотнокислое позволяет вообще исключить образование фосфогипса. Но
- 12. НИУИФом разработана двухступенчатая технологическая схема переработки сточных вод с получением очищенной воды, для повторного использования, и
- 13. Отработана и технология получения пищевой соли. К сожалению, себестоимость этой соли дороже добываемой из природных источников,
- 14. Экологические проблемы нефтеперерабатывающих заводов Нефть это – «черное золото». Добыча и переработка нефти играют ключевую роль
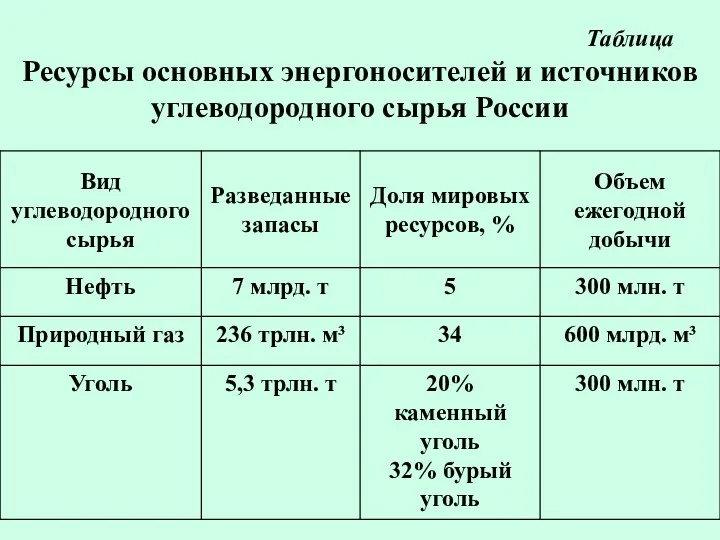
- 15. Таблица Ресурсы основных энергоносителей и источников углеводородного сырья России
- 16. Основным источником углеводородного сырья и основным энергоносителем в России является нефть. Интенсивное развитие процессов переработки углеводородного
- 17. На предприятиях нефтеперерабатывающей промышленности ежегодно образуется до 1,6 млн. т жидких и твердых отходов, из которых
- 18. Нефтеперерабатывающий завод представляет собой совокупность основных нефтетехнологических процессов (установок, блоков, цехов), а также вспомогательных и обслуживающих
- 19. Продукты первичной переработки нефти имеют разное применение. Таблица Фракции перегонки нефти
- 20. Общей современной тенденцией в структуре использования нефти в мировой экономике является снижение доли ее потребления в
- 21. Таблица Структура использования нефти в мировой экономике
- 22. В настоящее время на долю нефтехимии приходится относительно небольшое количество – около 8% потребляемой нефти. В
- 23. Схема мероприятий по снижению выбросов вредных веществ в атмосферу
- 24. Загрязнение гидросферы Со сточными водами нефтеперерабатывающих предприятий в водоёмы поступает значительное количество нефтепродуктов, сульфидов, хлоридов, соединений
- 25. Основные методы очистки нефтесодержащих стоков Все сточные воды (производственные, ливневые и бытовые) проходят комплекс очистных сооружений,
- 26. Электрокоагуляция позволяет удалять растворенные и взвешенные примеси органического и неорганического происхождения электролизом сточных вод с использованием
- 27. Особого внимания заслуживает электрофлотация, когда при пропускании электрического тока через сточные воды на электродах образуются пузырьки
- 28. Необходимость глубокой переработки нефти Извлекаемых запасов нефти (~140 млрд. т) при сохранении нынешнего уровня её добычи
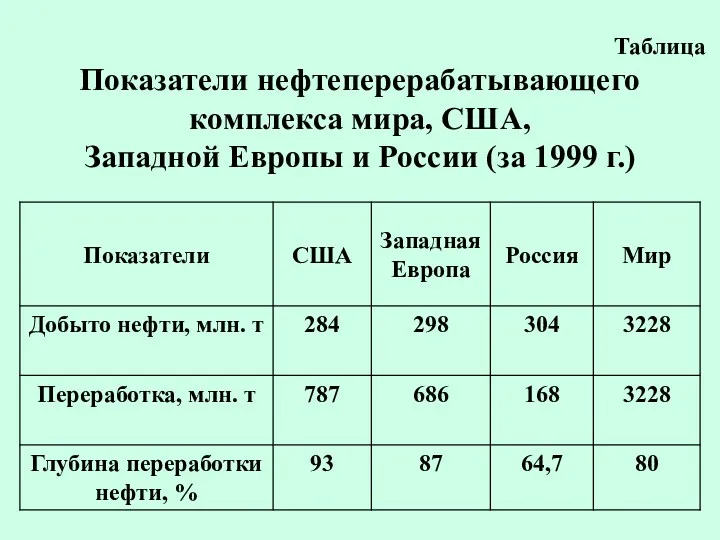
- 29. Таблица Показатели нефтеперерабатывающего комплекса мира, США, Западной Европы и России (за 1999 г.)
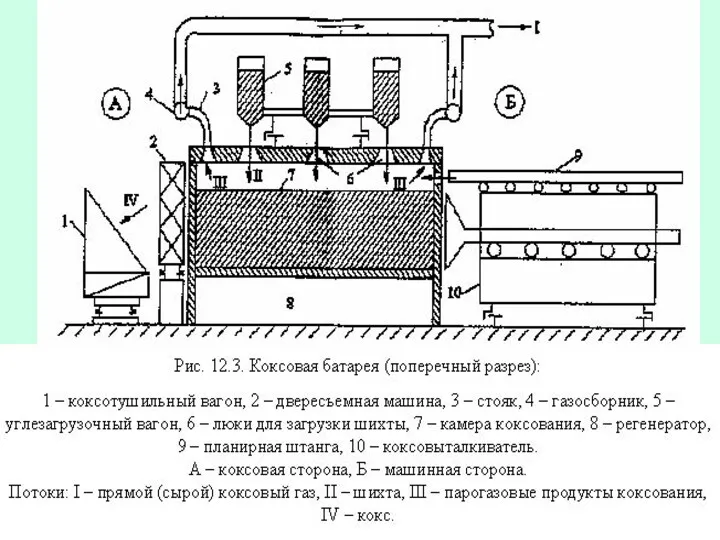
- 30. Экологические проблемы коксохимического производства Кокс – «хлеб» промышленности. В настоящее время коксохимическое производство - одно из
- 32. Коксование углей протекает в несколько стадий. При нагревании до 300°С, выделяется небольшое количество легкой смолы, образующейся
- 33. Состав газообразной и жидкой фаз после процесса коксования углей. В состав отходящих газов входят в %
- 34. Токсичность и предельно допустимые концентрации некоторых веществ, выделяющихся при коксовании угля
- 35. Основные проблемы коксохимического производства и пути их решения Снижение уровня загрязнений атмосферы, в настоящее время является
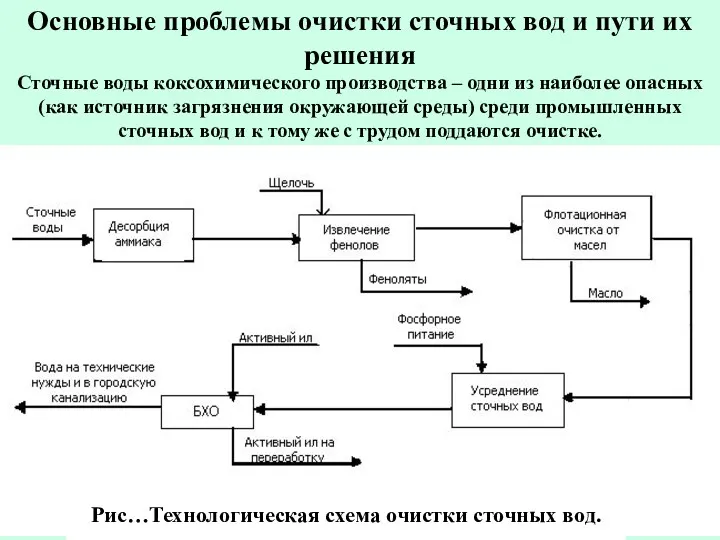
- 36. Основные проблемы очистки сточных вод и пути их решения Сточные воды коксохимического производства – одни из
- 37. Бессточное коксохимическое производство Передача очищенных сточных вод для доочистки совместно с хозяйственно - бытовыми стоками на
- 39. Скачать презентацию
Химическая промышленность – одна из ведущих отраслей тяжелой индустрии. Она
Химическая промышленность – одна из ведущих отраслей тяжелой индустрии. Она

Рис…Принципиальная технологическая схема производства экстракционной фосфорной кислоты в дигидратном режиме.
Рис…Принципиальная технологическая схема производства экстракционной фосфорной кислоты в дигидратном режиме.
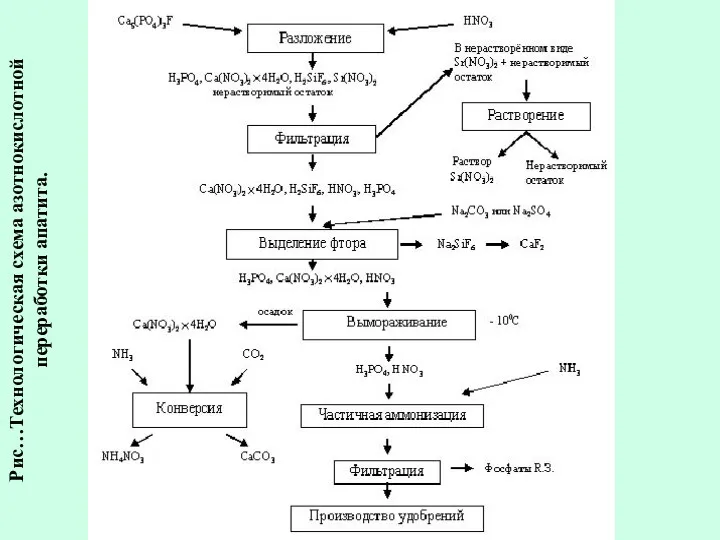
Рис…Технологическая схема азотнокислотной переработки апатита.
Рис…Технологическая схема азотнокислотной переработки апатита.
Каустическую соду в основном получают электрохимическим способом – электролизом раствора (рассола)
Каустическую соду в основном получают электрохимическим способом – электролизом раствора (рассола)
Получение NaOH с использованием ртутного катода основано на образовании амальгамы натрия
Получение NaOH с использованием ртутного катода основано на образовании амальгамы натрия
Диафрагменный метод получения каустической соды более перспективен, поскольку исключает применение
Диафрагменный метод получения каустической соды более перспективен, поскольку исключает применение
Кальцинированная сода. Сода находит широкое применение в народном хозяйстве. В настоящее
Кальцинированная сода. Сода находит широкое применение в народном хозяйстве. В настоящее
Кристаллы NaHCO3 отфильтровываются от маточника и подвергаются кальцинации (прокалке) с целью
Кристаллы NaHCO3 отфильтровываются от маточника и подвергаются кальцинации (прокалке) с целью
Основные экологические проблемы химических производств
Важнейшей экологической и экономической проблемой химического производства,
Основные экологические проблемы химических производств
Важнейшей экологической и экономической проблемой химического производства,
Переход в производстве фосфорных удобрений с сернокислотного разложения на азотнокислое позволяет
Переход в производстве фосфорных удобрений с сернокислотного разложения на азотнокислое позволяет
НИУИФом разработана двухступенчатая технологическая схема переработки сточных вод с получением очищенной
НИУИФом разработана двухступенчатая технологическая схема переработки сточных вод с получением очищенной
Отработана и технология получения пищевой соли. К сожалению, себестоимость этой соли
Отработана и технология получения пищевой соли. К сожалению, себестоимость этой соли
Экологические проблемы нефтеперерабатывающих заводов
Нефть это – «черное золото».
Добыча и переработка нефти
Экологические проблемы нефтеперерабатывающих заводов
Нефть это – «черное золото».
Добыча и переработка нефти
Таблица
Ресурсы основных энергоносителей и источников
углеводородного сырья России
Таблица
Ресурсы основных энергоносителей и источников
углеводородного сырья России
Основным источником углеводородного сырья и основным энергоносителем в России является нефть.
Интенсивное
Основным источником углеводородного сырья и основным энергоносителем в России является нефть.
Интенсивное
На предприятиях нефтеперерабатывающей промышленности ежегодно образуется до 1,6 млн. т жидких
На предприятиях нефтеперерабатывающей промышленности ежегодно образуется до 1,6 млн. т жидких
Нефтеперерабатывающий завод представляет собой совокупность основных нефтетехнологических процессов (установок, блоков, цехов),
Нефтеперерабатывающий завод представляет собой совокупность основных нефтетехнологических процессов (установок, блоков, цехов),
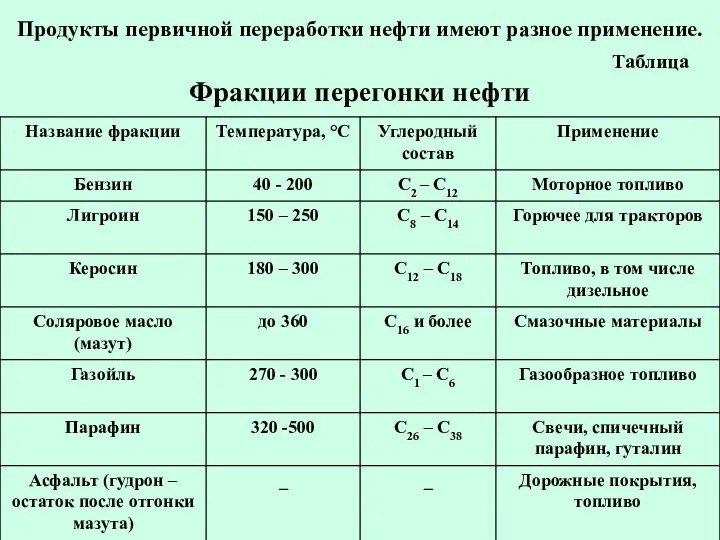
Продукты первичной переработки нефти имеют разное применение.
Таблица
Фракции перегонки нефти
Продукты первичной переработки нефти имеют разное применение.
Таблица
Фракции перегонки нефти
Общей современной тенденцией в структуре использования нефти в мировой экономике является
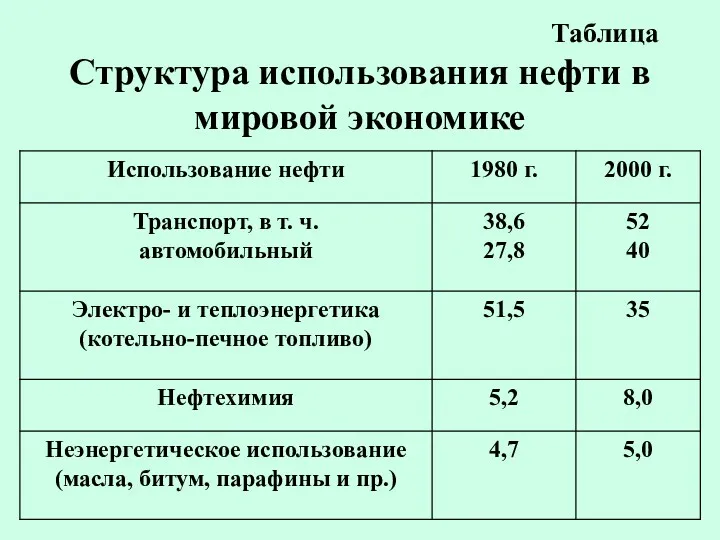
Таблица
Структура использования нефти в мировой экономике
Таблица
Структура использования нефти в мировой экономике
В настоящее время на долю нефтехимии приходится относительно небольшое количество –
В настоящее время на долю нефтехимии приходится относительно небольшое количество –
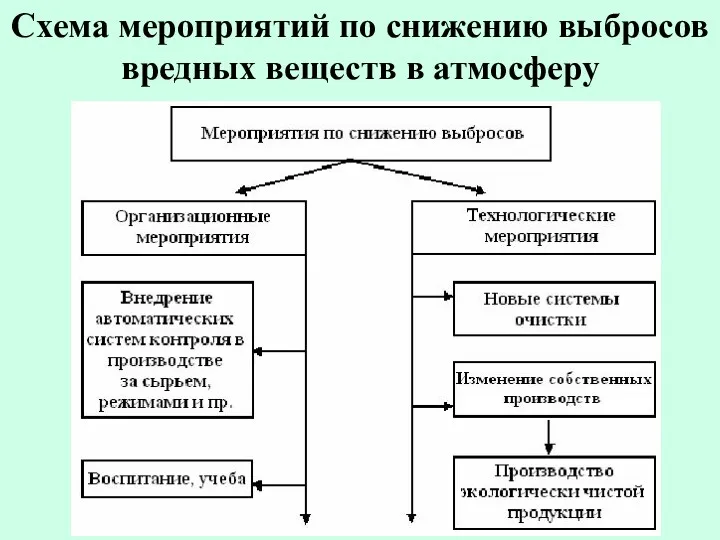
Схема мероприятий по снижению выбросов
вредных веществ в атмосферу
Схема мероприятий по снижению выбросов
вредных веществ в атмосферу
Загрязнение гидросферы
Со сточными водами нефтеперерабатывающих предприятий в водоёмы поступает значительное количество
Загрязнение гидросферы
Со сточными водами нефтеперерабатывающих предприятий в водоёмы поступает значительное количество
Основные методы очистки нефтесодержащих стоков
Все сточные воды (производственные, ливневые и
Основные методы очистки нефтесодержащих стоков
Все сточные воды (производственные, ливневые и
Электрокоагуляция позволяет удалять растворенные и взвешенные примеси органического и неорганического
Электрокоагуляция позволяет удалять растворенные и взвешенные примеси органического и неорганического
Особого внимания заслуживает электрофлотация, когда при пропускании электрического тока через сточные
Необходимость глубокой переработки нефти
Извлекаемых запасов нефти (~140 млрд. т) при сохранении
Необходимость глубокой переработки нефти
Извлекаемых запасов нефти (~140 млрд. т) при сохранении
Таблица
Показатели нефтеперерабатывающего комплекса мира, США,
Западной Европы и России (за 1999
Таблица Показатели нефтеперерабатывающего комплекса мира, США, Западной Европы и России (за 1999
Экологические проблемы коксохимического производства
Кокс – «хлеб» промышленности.
В настоящее время коксохимическое производство
Экологические проблемы коксохимического производства
Кокс – «хлеб» промышленности.
В настоящее время коксохимическое производство
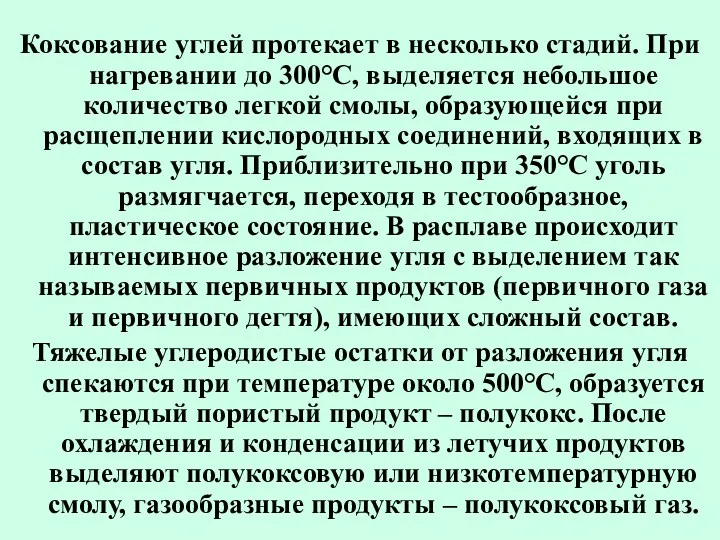
Коксование углей протекает в несколько стадий. При нагревании до 300°С, выделяется
Коксование углей протекает в несколько стадий. При нагревании до 300°С, выделяется
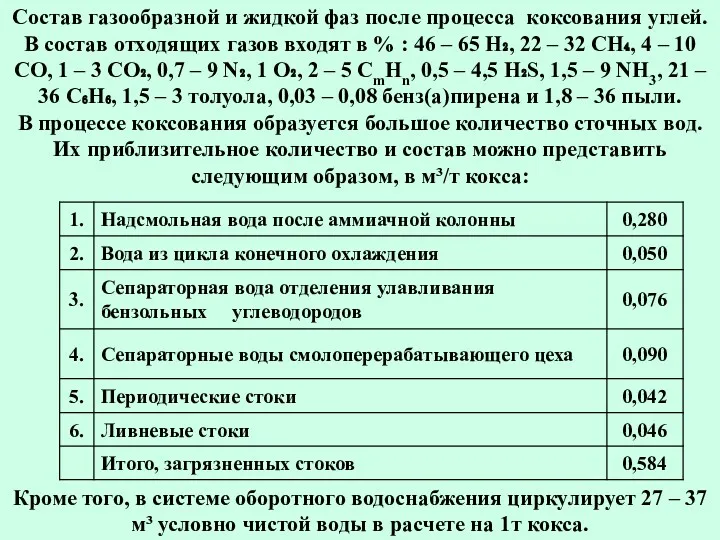
Состав газообразной и жидкой фаз после процесса коксования углей. В состав
Состав газообразной и жидкой фаз после процесса коксования углей. В состав
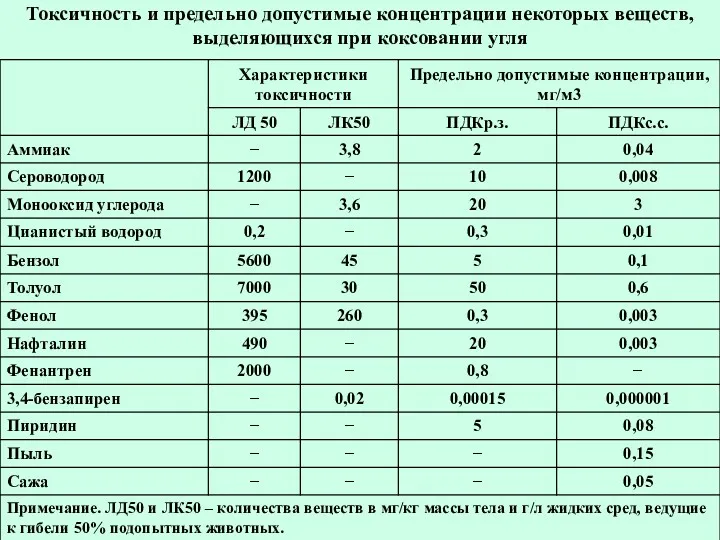
Токсичность и предельно допустимые концентрации некоторых веществ, выделяющихся при коксовании угля
Токсичность и предельно допустимые концентрации некоторых веществ, выделяющихся при коксовании угля
Основные проблемы коксохимического производства и пути их решения
Снижение уровня загрязнений атмосферы,
Основные проблемы коксохимического производства и пути их решения
Снижение уровня загрязнений атмосферы,
Основные проблемы очистки сточных вод и пути их решения
Сточные воды
Основные проблемы очистки сточных вод и пути их решения Сточные воды
Бессточное коксохимическое производство
Передача очищенных сточных вод для доочистки совместно с
Бессточное коксохимическое производство
Передача очищенных сточных вод для доочистки совместно с
 Первоцветы. Виртуальная Красная книга растений ДНР
Первоцветы. Виртуальная Красная книга растений ДНР Глобальное потепление и его последствия
Глобальное потепление и его последствия Национальный проект Экология
Национальный проект Экология Распространение организмов в Мировом океане
Распространение организмов в Мировом океане Забота об экологии. Безотходная переработка. Группа компаний ГЕО
Забота об экологии. Безотходная переработка. Группа компаний ГЕО Экосистема. Структура экосистемы
Экосистема. Структура экосистемы Абиотические факторы среды и их влияние на живые организмы
Абиотические факторы среды и их влияние на живые организмы Оценка воздействия Шелеховского участка НовоИркутской ТЭЦ на окружающую среду
Оценка воздействия Шелеховского участка НовоИркутской ТЭЦ на окружающую среду Найзабрудненіші міста України
Найзабрудненіші міста України Проблемы урбанизации, гигиена жилища
Проблемы урбанизации, гигиена жилища Загрязнение подземных вод (10 класс)
Загрязнение подземных вод (10 класс) Pollution in our environment
Pollution in our environment Размножение животных и воспроизводство населения. Регулирование численности популяций в природе
Размножение животных и воспроизводство населения. Регулирование численности популяций в природе Реакція деревних рослин на антропогенні забруднення
Реакція деревних рослин на антропогенні забруднення Раздельный сбор отходов
Раздельный сбор отходов Географическое ресурсоведение и геоэкология. Тематический контроль знаний по теме Мировые природные ресурсы
Географическое ресурсоведение и геоэкология. Тематический контроль знаний по теме Мировые природные ресурсы Механизмы обеспечения экологической безопасности. Государственное регулирование экологической опасности
Механизмы обеспечения экологической безопасности. Государственное регулирование экологической опасности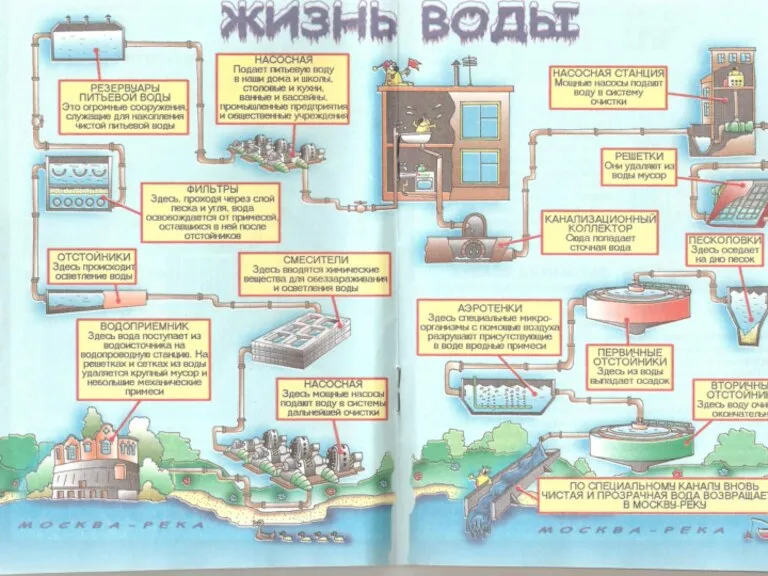 Общая схема очистки городских сточных вод
Общая схема очистки городских сточных вод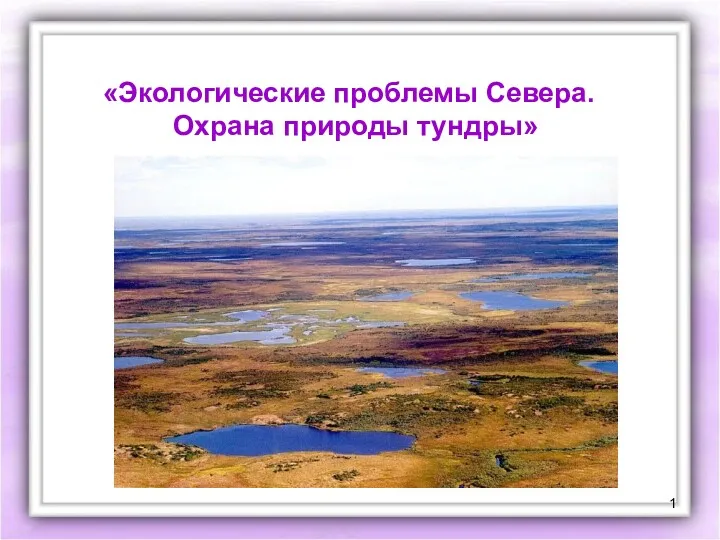 Экологические проблемы Севера. Охрана природы тундры
Экологические проблемы Севера. Охрана природы тундры Ландшафтная экология. Охрана ландшафта.
Ландшафтная экология. Охрана ландшафта. Государственные природные заказники Новосибирской области
Государственные природные заказники Новосибирской области Пасивне будівництво
Пасивне будівництво Основные источники и компоненты загрязнения атмосферного воздуха, их санитарно-гигиеническая характеристика
Основные источники и компоненты загрязнения атмосферного воздуха, их санитарно-гигиеническая характеристика Екологія мікроорганізмів
Екологія мікроорганізмів Альтернативні джерела енергії
Альтернативні джерела енергії Экология и энергосбережение
Экология и энергосбережение Основные положения законодательства об охране окружающей среды
Основные положения законодательства об охране окружающей среды Влияние вторичного загрязнения на качество атмосферного воздуха в приземном слое Красноярска
Влияние вторичного загрязнения на качество атмосферного воздуха в приземном слое Красноярска