- Квалиметрия. Семь инструментов качества

Содержание
- 2. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия 1. Причинно-следственная диаграмма (диаграмма Исикавы) 2. Контрольный листок 3. Контрольные
- 3. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 1. Причинно-следственная диаграмма (диаграмма Исикавы)
- 4. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества Каору Иcикава (Kaoru Ishikava) (1915—1990) — выдающийся
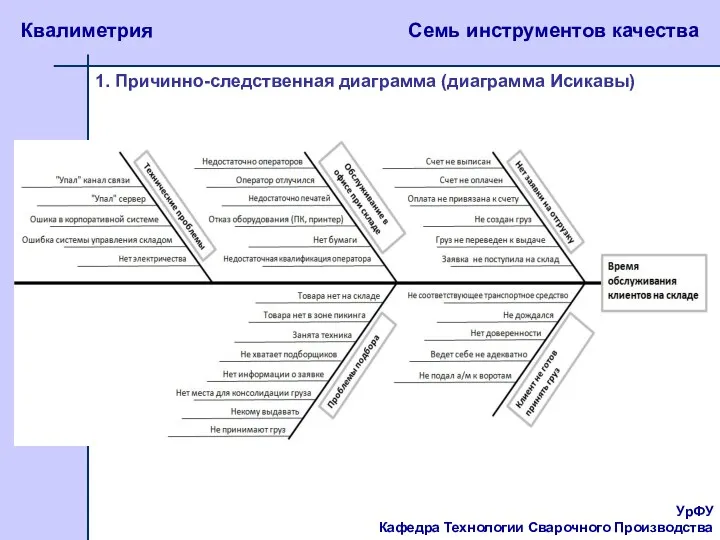
- 5. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 1. Причинно-следственная диаграмма (диаграмма Исикавы) Используется как
- 6. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 1. Причинно-следственная диаграмма (диаграмма Исикавы) Диаграмма типа
- 7. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 1. Причинно-следственная диаграмма (диаграмма Исикавы)
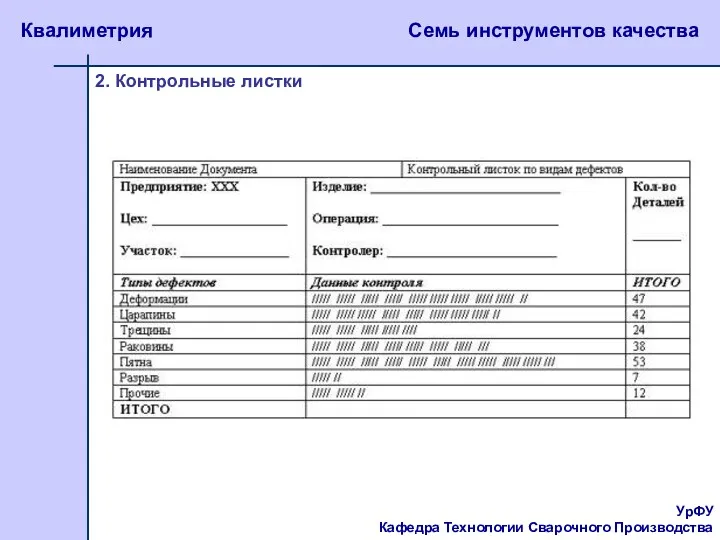
- 8. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 2. Контрольные листки Контрольный листок - бланк
- 9. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 2. Контрольные листки
- 10. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 3. Контрольные карты Шухарта Общий подход к
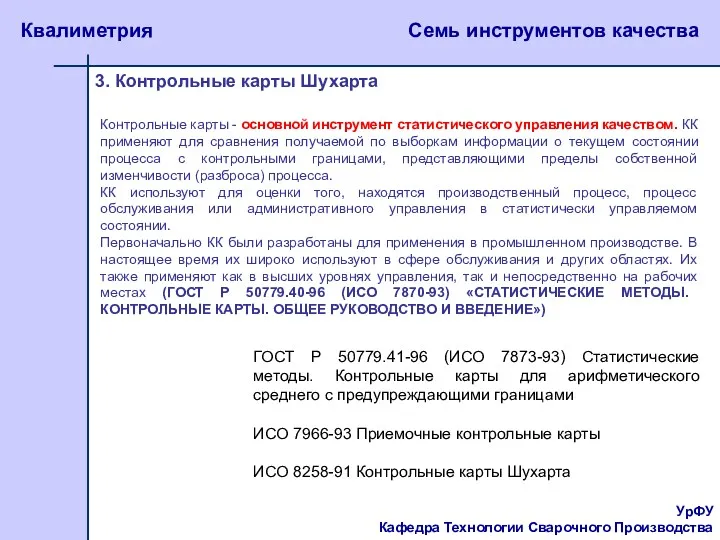
- 11. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 3. Контрольные карты Шухарта Контрольные карты -
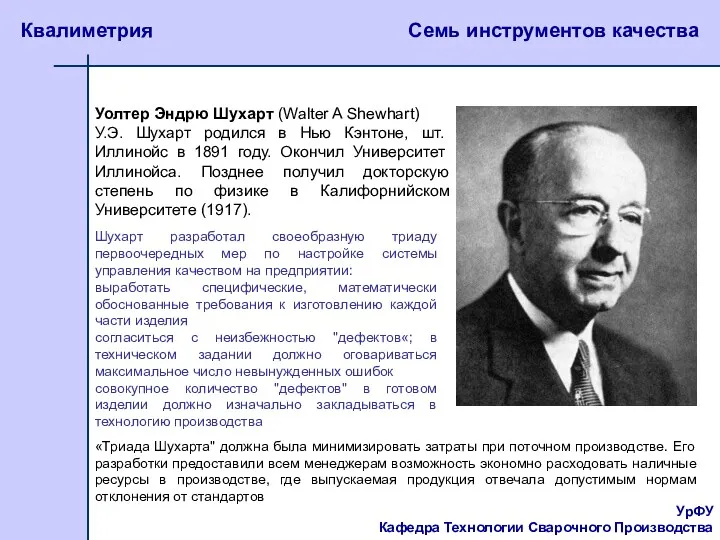
- 12. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества Уолтер Эндрю Шухарт (Walter A Shewhart) У.Э.
- 13. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 3. Контрольные карты Шухарта
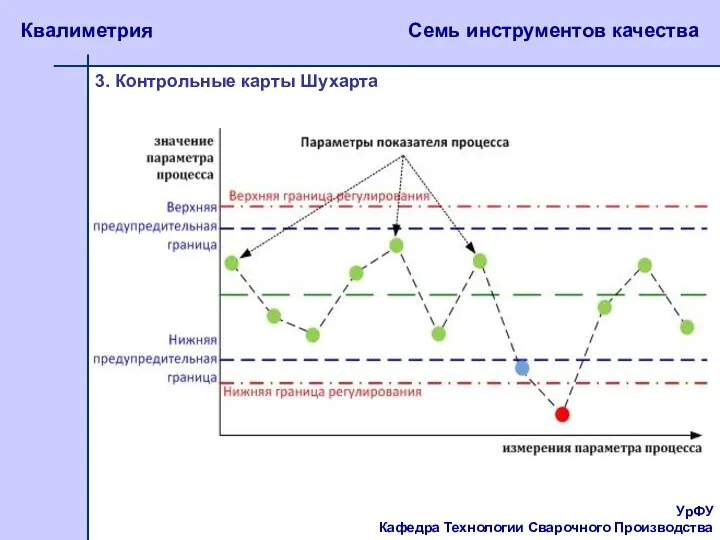
- 14. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 3. Контрольные карты Шухарта
- 15. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 3. Контрольные карты Шухарта Контрольные карты по
- 16. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 3. Контрольные карты Шухарта Контрольные карты по
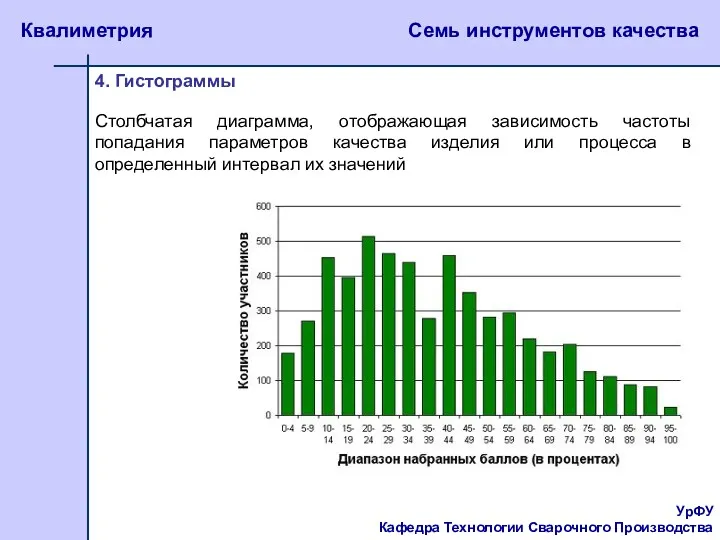
- 17. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 4. Гистограммы Столбчатая диаграмма, отображающая зависимость частоты
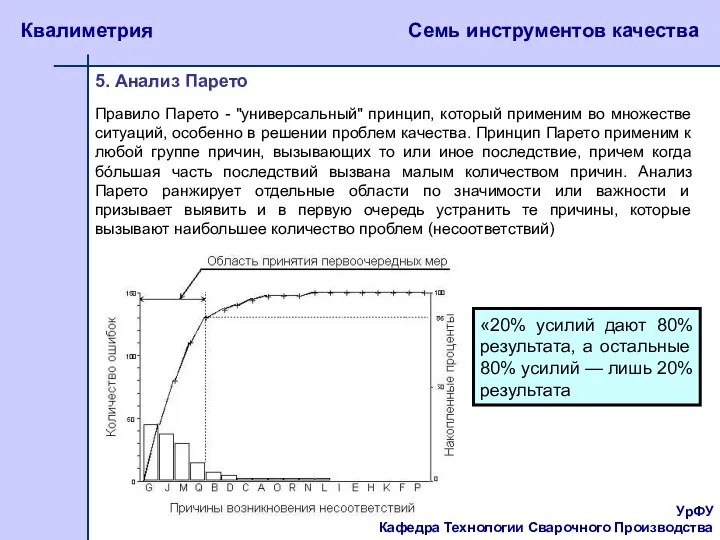
- 18. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 5. Анализ Парето Правило Парето - "универсальный"
- 19. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества Парето, Вильфредо (1848-1923) — итальянский инженер, экономист
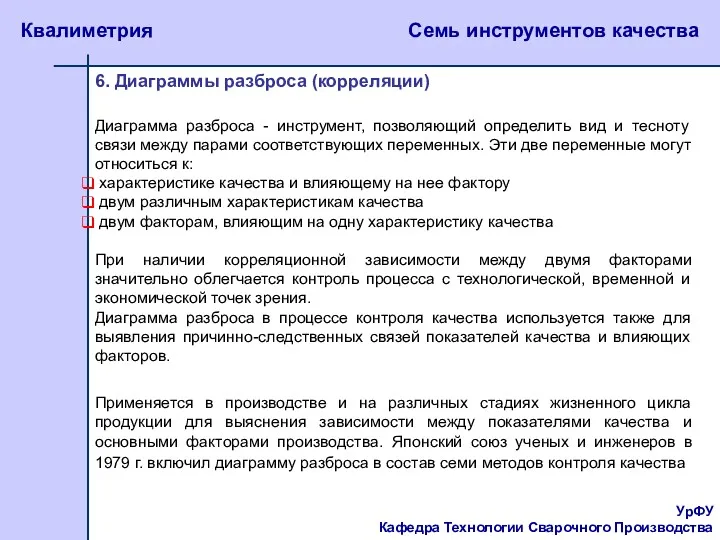
- 20. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 6. Диаграммы разброса (корреляции) Применяется в производстве
- 21. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 6. Диаграммы разброса (корреляции)
- 22. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 6. Диаграммы разброса (корреляции)
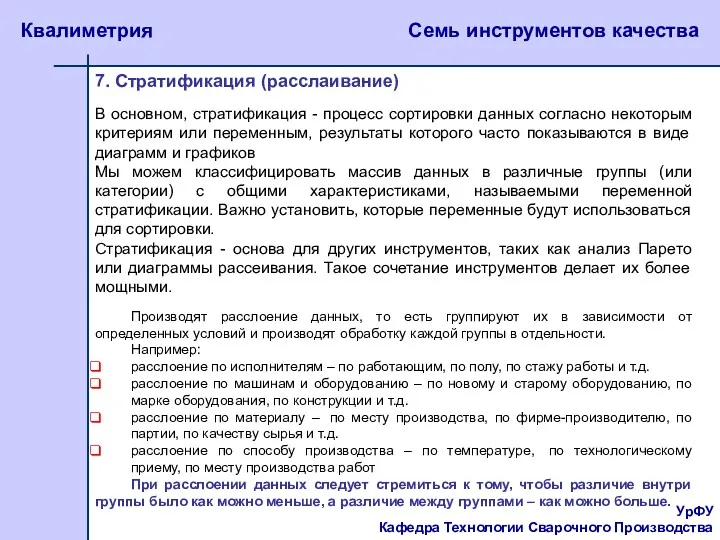
- 23. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 7. Стратификация (расслаивание) В основном, стратификация -
- 24. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь инструментов качества 7. Стратификация (расслаивание)
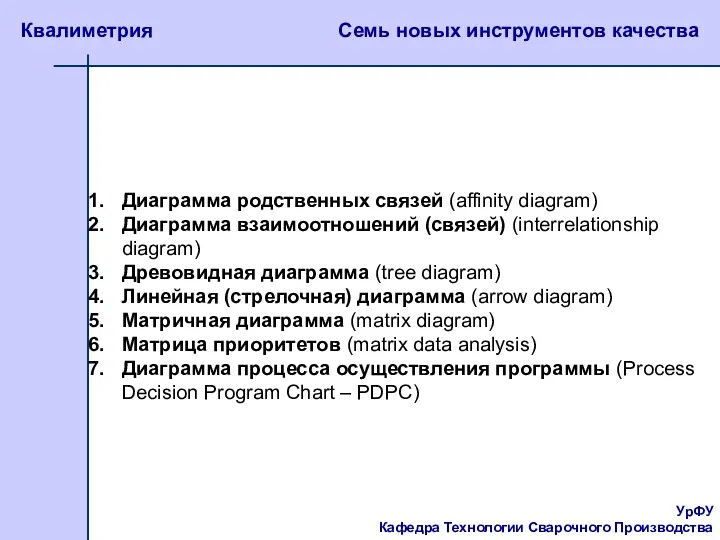
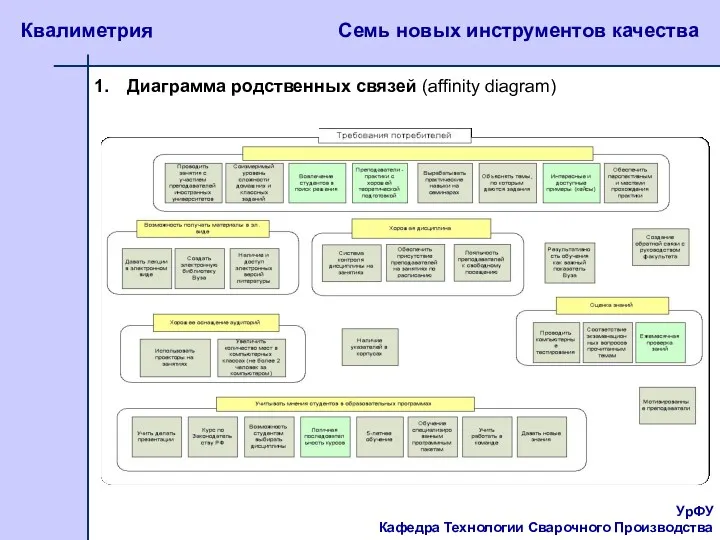
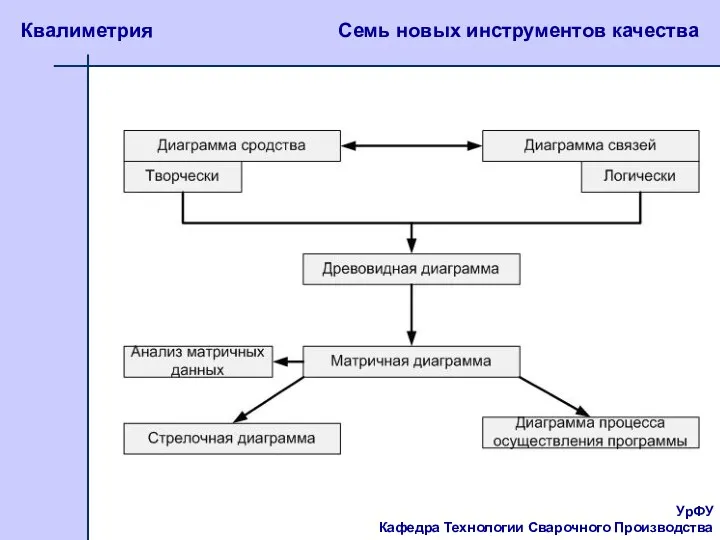
- 25. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества Диаграмма родственных связей (affinity diagram) Диаграмма
- 26. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества Диаграмма родственных связей (affinity diagram) Инструмент,
- 27. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества Диаграмма родственных связей (affinity diagram) QFD
- 28. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества Диаграмма родственных связей (affinity diagram) Процедура
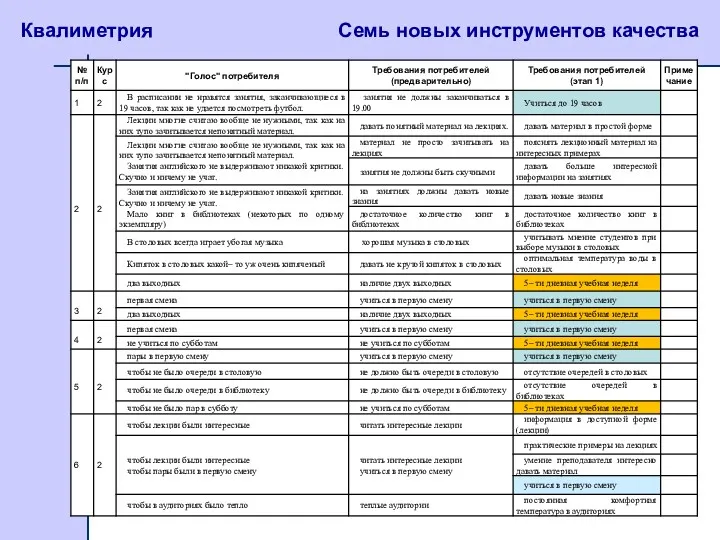
- 29. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества Диаграмма родственных связей (affinity diagram)
- 30. Квалиметрия Семь новых инструментов качества
- 31. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества Диаграмма родственных связей (affinity diagram)
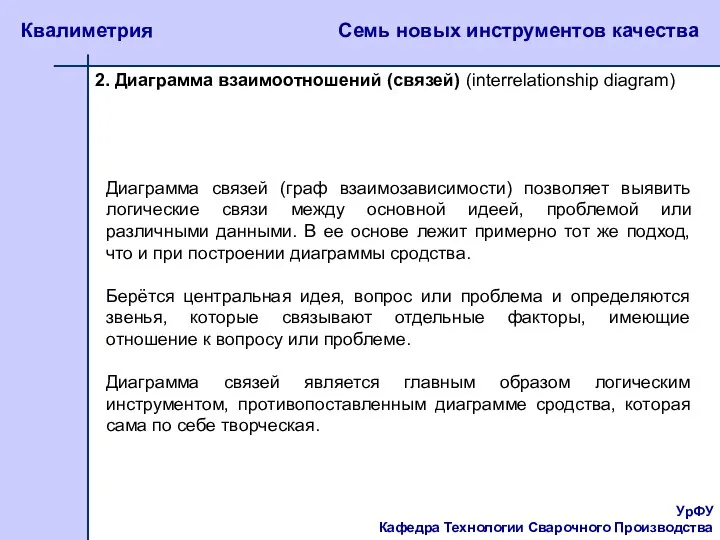
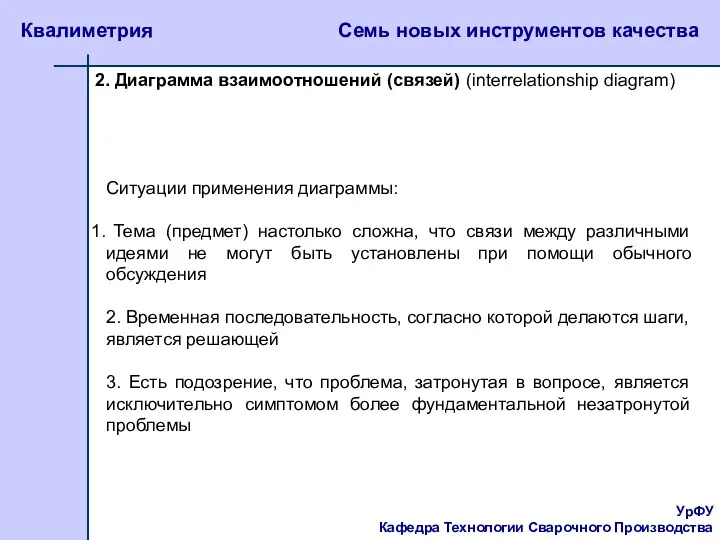
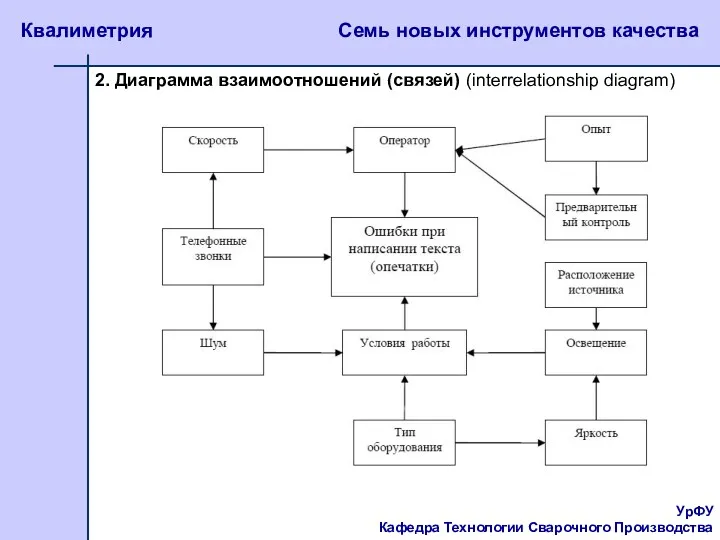
- 32. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества 2. Диаграмма взаимоотношений (связей) (interrelationship diagram)
- 33. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества 2. Диаграмма взаимоотношений (связей) (interrelationship diagram)
- 34. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества 2. Диаграмма взаимоотношений (связей) (interrelationship diagram)
- 35. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества 3. Древовидная диаграмма (tree diagram) Древовидная
- 36. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества 3. Древовидная диаграмма (tree diagram)
- 37. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества 4. Линейная (cтрелочная) диаграмма (arrow diagram)
- 38. Квалиметрия Семь новых инструментов качества 4. Линейная (cтрелочная) диаграмма (arrow diagram)
- 39. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества 5. Матричная диаграмма (matrix diagram) Позволяет
- 40. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества 5. Матричная диаграмма (matrix diagram) a1,
- 41. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества 5. Матричная диаграмма (matrix diagram)
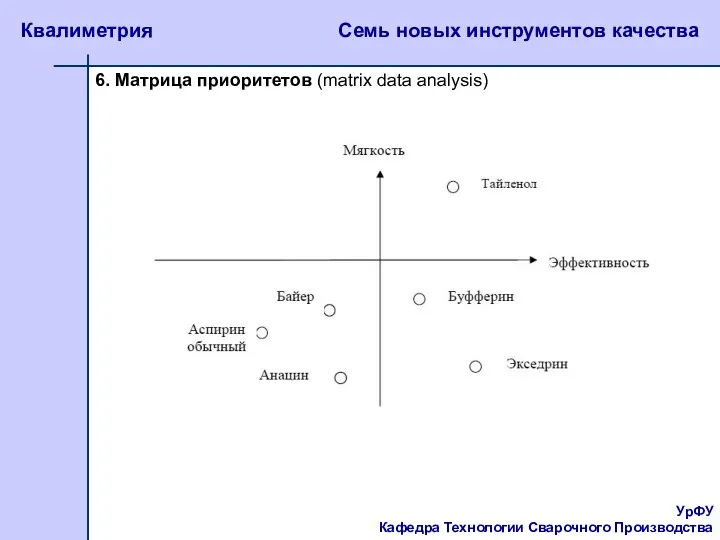
- 42. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества 6. Матрица приоритетов (matrix data analysis)
- 43. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества 6. Матрица приоритетов (matrix data analysis)
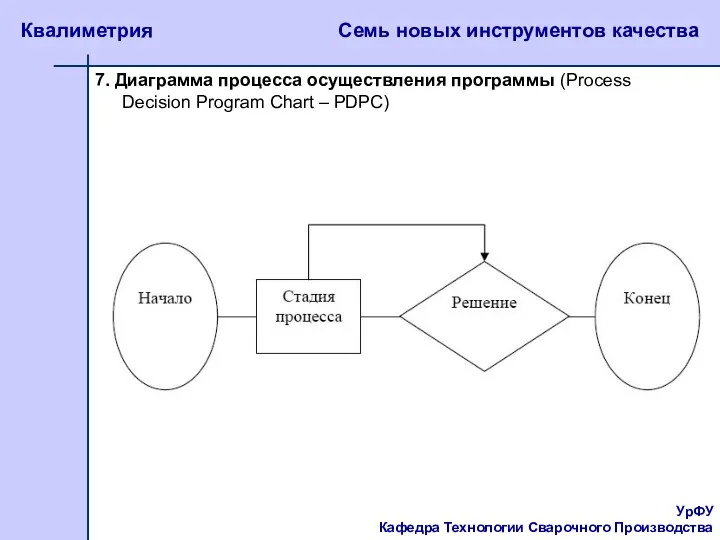
- 44. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества 7. Диаграмма процесса осуществления программы (Process
- 45. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества 7. Диаграмма процесса осуществления программы (Process
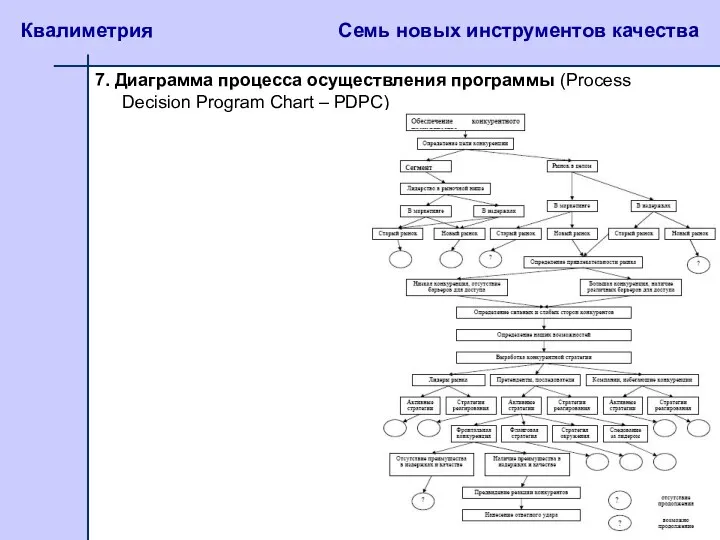
- 46. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества 7. Диаграмма процесса осуществления программы (Process
- 47. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества
- 48. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Семь новых инструментов качества
- 49. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Развертывание Функции Качества (QFD) QFD – это систематизированный путь развертывания
- 50. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Развертывание Функции Качества (QFD) Первый ключевой элемент – уточнение требований
- 51. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Развертывание Функции Качества (QFD) Второй ключевой элемент - это перевод
- 52. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Развертывание Функции Качества (QFD) Третий ключевой элемент – это выявление
- 53. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Развертывание Функции Качества (QFD) Четвертым ключевым элементом в развертывании функции
- 54. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Развертывание Функции Качества (QFD) Пятым ключевым элементом является установление (по
- 55. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Развертывание Функции Качества (QFD) Рассмотренные выше пять ключевых элементов Развертывания
- 56. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Развертывание Функции Качества (QFD) Алгоритм построения Дома Качества. Первый блок
- 57. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Развертывание Функции Качества (QFD) Алгоритм построения Дома Качества. Первый блок
- 58. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Развертывание Функции Качества (QFD) Алгоритм построения Дома Качества. Второй блок
- 59. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Развертывание Функции Качества (QFD) Алгоритм построения Дома Качества.
- 60. УрФУ Кафедра Технологии Сварочного Производства Квалиметрия Развертывание Функции Качества (QFD) Алгоритм построения Дома Качества.
- 62. Скачать презентацию
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
1. Причинно-следственная диаграмма (диаграмма Исикавы)
2. Контрольный листок
3. Контрольные
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
1. Причинно-следственная диаграмма (диаграмма Исикавы)
2. Контрольный листок
3. Контрольные

УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
1. Причинно-следственная диаграмма (диаграмма Исикавы)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
1. Причинно-следственная диаграмма (диаграмма Исикавы)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
Каору Иcикава (Kaoru Ishikava) (1915—1990) —
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
Каору Иcикава (Kaoru Ishikava) (1915—1990) —
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
1. Причинно-следственная диаграмма (диаграмма Исикавы)
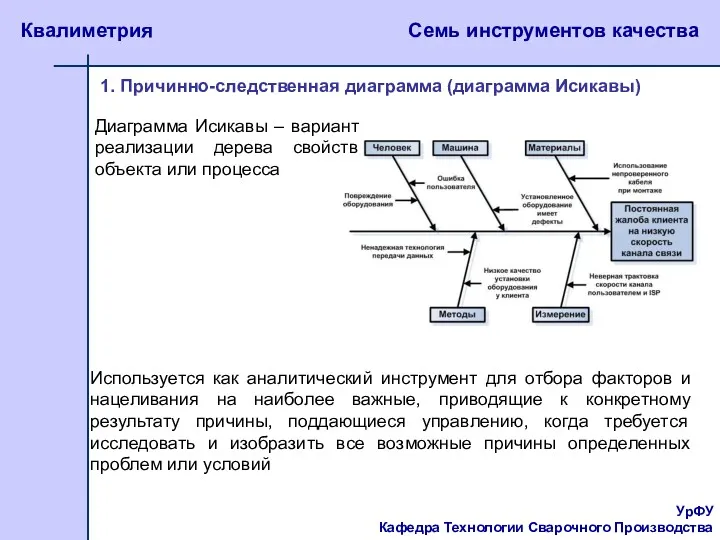
Используется
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
1. Причинно-следственная диаграмма (диаграмма Исикавы)
Используется
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
1. Причинно-следственная диаграмма (диаграмма Исикавы)
Диаграмма
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
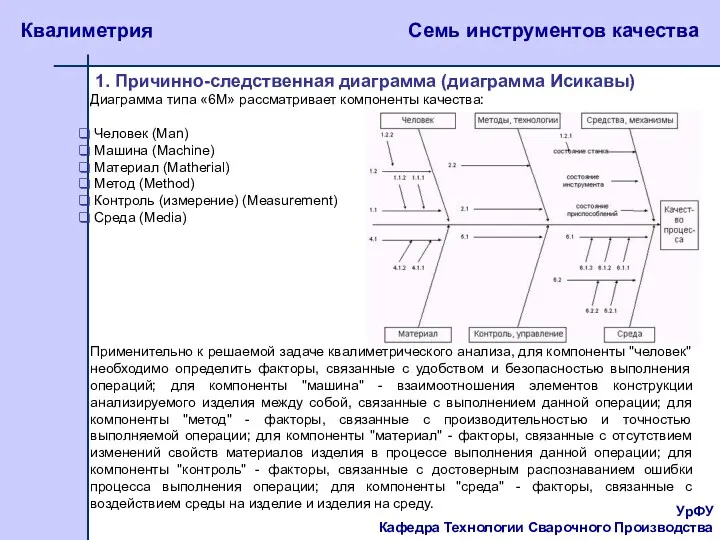
1. Причинно-следственная диаграмма (диаграмма Исикавы)
Диаграмма
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
1. Причинно-следственная диаграмма (диаграмма Исикавы)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
1. Причинно-следственная диаграмма (диаграмма Исикавы)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
2. Контрольные листки
Контрольный листок - бланк
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
2. Контрольные листки
Контрольный листок - бланк
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
2. Контрольные листки
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
2. Контрольные листки
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
3. Контрольные карты Шухарта
Общий подход к
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
3. Контрольные карты Шухарта
Общий подход к
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
3. Контрольные карты Шухарта
Контрольные карты -
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
3. Контрольные карты Шухарта
Контрольные карты -
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
Уолтер Эндрю Шухарт (Walter A Shewhart)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
Уолтер Эндрю Шухарт (Walter A Shewhart)

УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
3. Контрольные карты Шухарта
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
3. Контрольные карты Шухарта
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
3. Контрольные карты Шухарта
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
3. Контрольные карты Шухарта
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
3. Контрольные карты Шухарта
Контрольные карты по
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
3. Контрольные карты Шухарта
Контрольные карты по
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
3. Контрольные карты Шухарта
Контрольные карты по
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
3. Контрольные карты Шухарта
Контрольные карты по
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
4. Гистограммы
Столбчатая диаграмма, отображающая зависимость частоты
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
4. Гистограммы
Столбчатая диаграмма, отображающая зависимость частоты
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
5. Анализ Парето
Правило Парето - "универсальный"
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
5. Анализ Парето
Правило Парето - "универсальный"
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
Парето, Вильфредо (1848-1923) — итальянский инженер,
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
Парето, Вильфредо (1848-1923) — итальянский инженер,
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
6. Диаграммы разброса (корреляции)
Применяется в производстве
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
6. Диаграммы разброса (корреляции)
Применяется в производстве

УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
6. Диаграммы разброса (корреляции)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
6. Диаграммы разброса (корреляции)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
6. Диаграммы разброса (корреляции)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
6. Диаграммы разброса (корреляции)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
7. Стратификация (расслаивание)
В основном, стратификация -
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
7. Стратификация (расслаивание)
В основном, стратификация -

УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
7. Стратификация (расслаивание)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь инструментов качества
7. Стратификация (расслаивание)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
Диаграмма родственных связей (affinity diagram)
Диаграмма
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
Диаграмма родственных связей (affinity diagram)
Диаграмма
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
Диаграмма родственных связей (affinity diagram)
Инструмент,
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
Диаграмма родственных связей (affinity diagram)
Инструмент,
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
Диаграмма родственных связей (affinity diagram)
QFD
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
Диаграмма родственных связей (affinity diagram)
QFD
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
Диаграмма родственных связей (affinity diagram)
Процедура
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
Диаграмма родственных связей (affinity diagram)
Процедура

УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
Диаграмма родственных связей (affinity diagram)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
Диаграмма родственных связей (affinity diagram)
Квалиметрия
Семь новых инструментов качества
Квалиметрия
Семь новых инструментов качества
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
Диаграмма родственных связей (affinity diagram)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
Диаграмма родственных связей (affinity diagram)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
2. Диаграмма взаимоотношений (связей) (interrelationship
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
2. Диаграмма взаимоотношений (связей) (interrelationship
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
2. Диаграмма взаимоотношений (связей) (interrelationship
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
2. Диаграмма взаимоотношений (связей) (interrelationship
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
2. Диаграмма взаимоотношений (связей) (interrelationship
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
2. Диаграмма взаимоотношений (связей) (interrelationship
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
3. Древовидная диаграмма (tree diagram)
Древовидная
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
3. Древовидная диаграмма (tree diagram)
Древовидная

УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
3. Древовидная диаграмма (tree diagram)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
3. Древовидная диаграмма (tree diagram)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
4. Линейная (cтрелочная) диаграмма (arrow
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
4. Линейная (cтрелочная) диаграмма (arrow

Квалиметрия
Семь новых инструментов качества
4. Линейная (cтрелочная) диаграмма (arrow diagram)
Квалиметрия
Семь новых инструментов качества
4. Линейная (cтрелочная) диаграмма (arrow diagram)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
5. Матричная диаграмма (matrix diagram)
Позволяет
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
5. Матричная диаграмма (matrix diagram)
Позволяет

УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
5. Матричная диаграмма (matrix diagram)
a1,
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
5. Матричная диаграмма (matrix diagram)
a1,

УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
5. Матричная диаграмма (matrix diagram)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
5. Матричная диаграмма (matrix diagram)
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
6. Матрица приоритетов (matrix data
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
6. Матрица приоритетов (matrix data
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
6. Матрица приоритетов (matrix data
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
6. Матрица приоритетов (matrix data
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
7. Диаграмма процесса осуществления программы
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
7. Диаграмма процесса осуществления программы
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
7. Диаграмма процесса осуществления программы
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
7. Диаграмма процесса осуществления программы
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
7. Диаграмма процесса осуществления программы
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
7. Диаграмма процесса осуществления программы
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества

УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Семь новых инструментов качества
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
QFD – это систематизированный путь
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
QFD – это систематизированный путь
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Первый ключевой элемент – уточнение
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Первый ключевой элемент – уточнение
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Второй ключевой элемент - это
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Второй ключевой элемент - это
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Третий ключевой элемент – это
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Третий ключевой элемент – это
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Четвертым ключевым элементом в развертывании
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Четвертым ключевым элементом в развертывании
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Пятым ключевым элементом является установление
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Пятым ключевым элементом является установление
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Рассмотренные выше пять ключевых элементов
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Рассмотренные выше пять ключевых элементов
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Алгоритм построения Дома Качества.
Первый блок
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Алгоритм построения Дома Качества.
Первый блок
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Алгоритм построения Дома Качества.
Первый блок
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Алгоритм построения Дома Качества.
Первый блок
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Алгоритм построения Дома Качества.
Второй блок
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Алгоритм построения Дома Качества.
Второй блок

УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Алгоритм построения Дома Качества.
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Алгоритм построения Дома Качества.
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Алгоритм построения Дома Качества.
УрФУ
Кафедра Технологии Сварочного Производства
Квалиметрия
Развертывание Функции Качества (QFD)
Алгоритм построения Дома Качества.
 Теория потребительского поведения
Теория потребительского поведения Предложение. Эластичность предложения. Понятие предложения
Предложение. Эластичность предложения. Понятие предложения Постиндустриальное (информационное) общество
Постиндустриальное (информационное) общество Предприятия в экономике
Предприятия в экономике Роль и значение общесоциальных причин, способствующих совершению преступлений против собственности
Роль и значение общесоциальных причин, способствующих совершению преступлений против собственности Зовнішньоекономічна діяльність підприємств на території вільних економічних зон
Зовнішньоекономічна діяльність підприємств на території вільних економічних зон Экономическое развитие и инновационная экономика
Экономическое развитие и инновационная экономика Einführung eines einfachen routennavigators für radfahrer auf dem deutschen markt
Einführung eines einfachen routennavigators für radfahrer auf dem deutschen markt Презентация Зачем нужна экономика
Презентация Зачем нужна экономика Введение в микроэкономику
Введение в микроэкономику Economic growth
Economic growth Поняття, суб’єкти, об’єкти інвестиційної діяльності
Поняття, суб’єкти, об’єкти інвестиційної діяльності Мировая торговля и международная конкурентоспособность стран. Тема 2.1
Мировая торговля и международная конкурентоспособность стран. Тема 2.1 Рослинництво у вирішенні глобальних проблем людства
Рослинництво у вирішенні глобальних проблем людства Рынки муки Казахстана и стран Средней Азии
Рынки муки Казахстана и стран Средней Азии Отличительные особенности продвижения на промышленном рынке
Отличительные особенности продвижения на промышленном рынке Экономическая система: сущность и типы. Смешанная экономика и ее модели
Экономическая система: сущность и типы. Смешанная экономика и ее модели Государственно-частное партнерство: управление рисками
Государственно-частное партнерство: управление рисками Механизм функционирования рынка: спрос, предложение, рыночное равновесие
Механизм функционирования рынка: спрос, предложение, рыночное равновесие Стратегия социально-экономического развития Красноярского края
Стратегия социально-экономического развития Красноярского края Производительность труда. Тема 2.3
Производительность труда. Тема 2.3 Формирование новой модели мирового экономического развития
Формирование новой модели мирового экономического развития Рынок как объект управления. Рынок. Структура рынка
Рынок как объект управления. Рынок. Структура рынка Экономика и организация производства. Формирование издержек предприятия
Экономика и организация производства. Формирование издержек предприятия Великобритания. Экономика Великобритании
Великобритания. Экономика Великобритании Международная среда. Рост значения международных экономических отношений
Международная среда. Рост значения международных экономических отношений Понятие экономической оценки инвестиций
Понятие экономической оценки инвестиций Оценка инвестиционной привлекательности организации ООО СИС и разработка рекомендации по ее улучшению
Оценка инвестиционной привлекательности организации ООО СИС и разработка рекомендации по ее улучшению