- Организация производственного процесса на электротехническом предприятии

Содержание
- 2. Организация производственного процесса на предприятии Понятие и виды производственных процессов Организация производственного процесса во времени Организация
- 3. Понятие и виды производственных процессов (ПП) Производственный процесс – совокупность взаимосвязанных трудовых и естественных процессов, в
- 4. Понятие и виды производственных процессов (ПП) Производственный процесс состоит из трудовых автоматических процессов естественных процессов (не
- 5. Понятие и виды производственных процессов (ПП) В зависимости от назначения различают следующие производственные процессы: Основные процессы
- 6. Понятие и виды производственных процессов (ПП) В зависимости от назначения различают следующие производственные процессы: Вспомогательные процессы
- 7. Понятие и виды производственных процессов (ПП) В зависимости от назначения различают следующие производственные процессы: Обслуживающие процессы
- 8. Понятие и виды производственных процессов (ПП) Соотношение и характер взаимосвязей основных, вспомогательных и обслуживающих процессов формируют
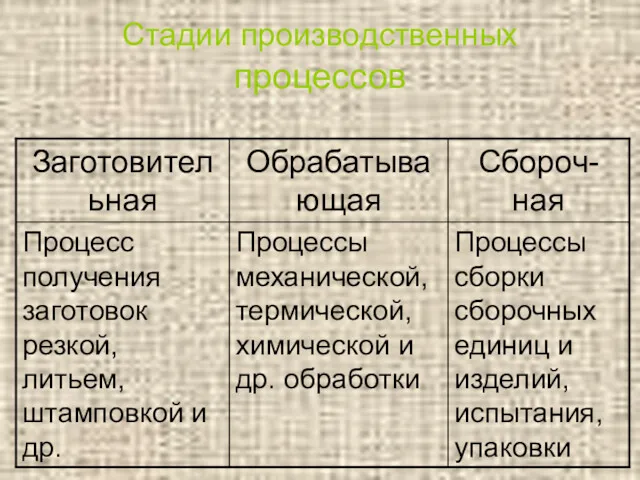
- 9. Стадии производственных процессов
- 10. Принципы организации ПП Специализация – закрепление за каждым подразделением и отдельными рабочими местами строго ограниченной номенклатуры
- 11. Принципы организации ПП Пропорциональность – согласованность по производительности и производственной мощности всех производственных подразделений и отдельных
- 12. Принципы организации ПП Прямоточность – обеспечение кратчайшего пути прохождения изделий по всем стадиям производственного процесса без
- 13. Принципы организации ПП Непрерывность – максимально возможное сокращение времени перерывов между смежными операциями При этом обеспечивается
- 14. Принципы организации ПП Ритмичность – обеспечение устойчивого (одинакового) выпуска продукции в равные промежутки времени на всех
- 15. Принципы организации ПП Автоматичность – максимально возможная и экономически целесообразная автоматизация как частных процессов, так и
- 16. Принципы организации ПП Технологическая стандартизация - устранение неоправданного разнообразия в технологических процессах и их материальном обеспечении
- 17. Принципы организации ПП Гибкость - позволяет мобильно перейти на выпуск новой продукции при освоении ее производства.
- 18. Организация ПП во времени Производственный цикл календарный период, в течение которого сырье или основные материалы превращается
- 19. Параметры производственного цикла Производственный цикл характеризуется параметрами: Длительность; Структура. Понятие длительности производственного цикла применяется как к
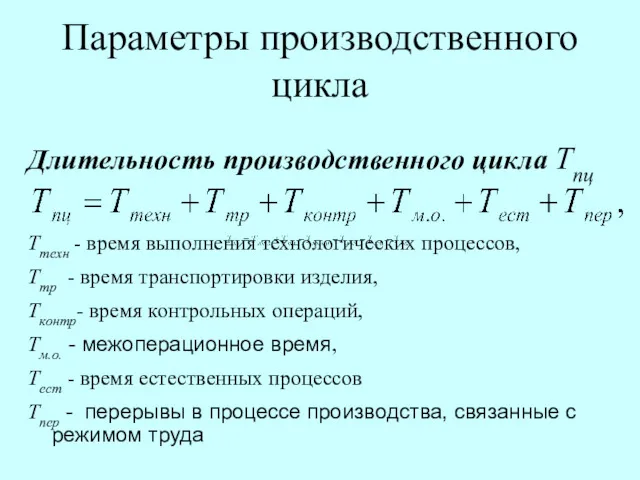
- 20. Параметры производственного цикла Длительность производственного цикла Тпц Ттехн - время выполнения технологических процессов, Ттр - время
- 21. Параметры производственного цикла Отдельные элементы Тпц могут перекрываться другими. Длительность составляющих Тпц зависит от факторов технического
- 22. Длительность цикла В общем случае структура производственного цикла включает части: 1. Время рабочего периода, 2. Время
- 23. Пути сокращения Тпц Углубление специализации Внедрение поточных методов Сокращение рабочего времени: - механизация и автоматизация ПП;
- 24. Пути сокращения Тпц Сокращение перерывов: - рациональная планировка оборудования; - применение мерной тары; - сокращение длительности
- 25. Длительность цикла Тпц Расчет производственного цикла сложного процесса Сложный процесс включает изготовление всех деталей, сборку всех
- 26. Длительность цикла Тпц Состав операций зависит от номенклатуры деталей, сборочных единиц и технологических процессов изготовления и
- 27. Длительность цикла Тпц Взаимная связь операций и процессов обусловливается схемой сборки изделия и производственными условиями. Схема
- 28. Организация ПП в пространстве Производственная структура – состав производственных подразделений предприятия (производства, цехи, хозяйства, службы), формы
- 29. Производственная структура Производственная структура подразделения предприятия (цеха) – этот состав участков, линий, рабочих мест, служб и
- 30. Производственная структура Совокупность взаимосвязанных рабочих мест, на которых выполняется технологически однородная работа или различные операции по
- 31. Производственная структура Существуют 3 формы внутрипроизводственной специализации: Технологическая, Предметная, Подетальная.
- 32. Производственная структура При технологической форме цехи специализируются на выполнении однородных технологических процессов (например, заготовительные, гальванические, термические
- 33. Производственная структура При предметной форме цехи специализируются на законченном изготовлении одного или нескольких однородных изделий или
- 34. Производственная структура Подетальная форма производства предполагает специализацию по изготовлению одной или нескольких однородных групп деталей. Если
- 35. Типы производства Тип производства – это комплексная характеристика особенности организации и технического уровня производства, которые обуславливаются:
- 36. Типы производства Основной параметр типа производства – Коэффициент закрепления операций: Do– количество наименований технологических операций, подлежащих
- 37. Типы производства Кзо – показывает среднее число детале-операций, выполняемых на одном рабочем месте в течение рассматриваемого
- 39. Скачать презентацию
Организация производственного процесса на предприятии
Понятие и виды производственных процессов
Организация производственного процесса
Организация производственного процесса на предприятии
Понятие и виды производственных процессов
Организация производственного процесса
Понятие и виды производственных процессов (ПП)
Производственный процесс –
совокупность взаимосвязанных трудовых
Понятие и виды производственных процессов (ПП)
Производственный процесс –
совокупность взаимосвязанных трудовых
Понятие и виды производственных процессов (ПП)
Производственный процесс состоит из
трудовых
автоматических процессов
естественных
Понятие и виды производственных процессов (ПП)
Производственный процесс состоит из
трудовых
автоматических процессов
естественных
Понятие и виды производственных процессов (ПП)
В зависимости от назначения различают следующие
Понятие и виды производственных процессов (ПП)
В зависимости от назначения различают следующие
Понятие и виды производственных процессов (ПП)
В зависимости от назначения различают следующие
Понятие и виды производственных процессов (ПП)
В зависимости от назначения различают следующие
Понятие и виды производственных процессов (ПП)
В зависимости от назначения различают следующие
Понятие и виды производственных процессов (ПП)
В зависимости от назначения различают следующие
Понятие и виды производственных процессов (ПП)
Соотношение и характер взаимосвязей основных, вспомогательных
Понятие и виды производственных процессов (ПП)
Соотношение и характер взаимосвязей основных, вспомогательных
Стадии производственных процессов
Стадии производственных процессов
Принципы организации ПП
Специализация –
закрепление за каждым подразделением и отдельными рабочими
Принципы организации ПП
Специализация –
закрепление за каждым подразделением и отдельными рабочими
Принципы организации ПП
Пропорциональность –
согласованность по производительности и производственной мощности всех производственных
Принципы организации ПП
Пропорциональность –
согласованность по производительности и производственной мощности всех производственных
Принципы организации ПП
Прямоточность –
обеспечение кратчайшего пути прохождения изделий по всем
Принципы организации ПП
Прямоточность –
обеспечение кратчайшего пути прохождения изделий по всем
Принципы организации ПП
Непрерывность –
максимально возможное сокращение времени перерывов между смежными
Принципы организации ПП
Непрерывность –
максимально возможное сокращение времени перерывов между смежными
Принципы организации ПП
Ритмичность –
обеспечение устойчивого (одинакового) выпуска продукции в равные
Принципы организации ПП
Ритмичность –
обеспечение устойчивого (одинакового) выпуска продукции в равные
Принципы организации ПП
Автоматичность –
максимально возможная и экономически целесообразная автоматизация как частных
Принципы организации ПП
Автоматичность –
максимально возможная и экономически целесообразная автоматизация как частных
Принципы организации ПП
Технологическая стандартизация - устранение неоправданного разнообразия в технологических процессах
Принципы организации ПП
Технологическая стандартизация - устранение неоправданного разнообразия в технологических процессах
Принципы организации ПП
Гибкость -
позволяет мобильно перейти на выпуск новой продукции при
Принципы организации ПП
Гибкость -
позволяет мобильно перейти на выпуск новой продукции при
Организация ПП во времени
Производственный цикл
календарный период, в течение которого сырье
Организация ПП во времени
Производственный цикл
календарный период, в течение которого сырье
Параметры производственного цикла
Производственный цикл характеризуется параметрами:
Длительность;
Структура.
Понятие длительности производственного цикла применяется как
Параметры производственного цикла
Производственный цикл характеризуется параметрами:
Длительность;
Структура.
Понятие длительности производственного цикла применяется как
Параметры производственного цикла
Длительность производственного цикла Тпц
Ттехн - время выполнения технологических процессов,
Параметры производственного цикла
Длительность производственного цикла Тпц
Ттехн - время выполнения технологических процессов,
Параметры производственного цикла
Отдельные элементы Тпц могут перекрываться другими.
Длительность составляющих Тпц зависит
Параметры производственного цикла
Отдельные элементы Тпц могут перекрываться другими.
Длительность составляющих Тпц зависит
Длительность цикла
В общем случае структура производственного цикла включает части:
1. Время рабочего
Длительность цикла
В общем случае структура производственного цикла включает части:
1. Время рабочего
Пути сокращения Тпц
Углубление специализации
Внедрение поточных методов
Сокращение рабочего времени:
- механизация
Пути сокращения Тпц
Углубление специализации
Внедрение поточных методов
Сокращение рабочего времени:
- механизация
Пути сокращения Тпц
Сокращение перерывов:
- рациональная планировка оборудования;
- применение мерной
Пути сокращения Тпц
Сокращение перерывов:
- рациональная планировка оборудования;
- применение мерной
Длительность цикла Тпц
Расчет производственного цикла сложного процесса
Сложный процесс включает изготовление всех
Длительность цикла Тпц
Расчет производственного цикла сложного процесса
Сложный процесс включает изготовление всех
Длительность цикла Тпц
Состав операций зависит от номенклатуры деталей, сборочных единиц и
Длительность цикла Тпц
Состав операций зависит от номенклатуры деталей, сборочных единиц и
Длительность цикла Тпц
Взаимная связь операций и процессов обусловливается схемой сборки изделия
Длительность цикла Тпц
Взаимная связь операций и процессов обусловливается схемой сборки изделия
Организация ПП в пространстве
Производственная структура – состав производственных подразделений предприятия (производства,
Организация ПП в пространстве
Производственная структура – состав производственных подразделений предприятия (производства,
Производственная структура
Производственная структура подразделения предприятия (цеха) – этот состав участков, линий,
Производственная структура
Производственная структура подразделения предприятия (цеха) – этот состав участков, линий,
Производственная структура
Совокупность взаимосвязанных рабочих мест, на которых выполняется технологически однородная работа
Производственная структура
Совокупность взаимосвязанных рабочих мест, на которых выполняется технологически однородная работа
Производственная структура
Существуют 3 формы внутрипроизводственной специализации:
Технологическая,
Предметная,
Подетальная.
Производственная структура
Существуют 3 формы внутрипроизводственной специализации:
Технологическая,
Предметная,
Подетальная.
Производственная структура
При технологической форме цехи специализируются на выполнении однородных технологических процессов
Производственная структура
При технологической форме цехи специализируются на выполнении однородных технологических процессов
Производственная структура
При предметной форме цехи специализируются на законченном изготовлении одного или
Производственная структура
При предметной форме цехи специализируются на законченном изготовлении одного или
Производственная структура
Подетальная форма производства предполагает специализацию по изготовлению одной или нескольких
Производственная структура
Подетальная форма производства предполагает специализацию по изготовлению одной или нескольких
Типы производства
Тип производства – это комплексная характеристика особенности организации и технического
Типы производства
Тип производства – это комплексная характеристика особенности организации и технического
Типы производства
Основной параметр типа производства –
Коэффициент закрепления операций:
Do– количество наименований
Типы производства
Основной параметр типа производства –
Коэффициент закрепления операций:
Do– количество наименований
Типы производства
Кзо – показывает среднее число детале-операций, выполняемых на одном рабочем
Типы производства
Кзо – показывает среднее число детале-операций, выполняемых на одном рабочем
 Сферы общественной жизни
Сферы общественной жизни Економіка підприємства
Економіка підприємства Предложение. Закон предложения и рыночное равновесие
Предложение. Закон предложения и рыночное равновесие Показатели, значения которых будут прогнозироваться в разделах Промышленность и Инвестиции
Показатели, значения которых будут прогнозироваться в разделах Промышленность и Инвестиции О социально-экономическом развитии Лоухского муниципального района по итогам 2022 года и задачах на 2023 год
О социально-экономическом развитии Лоухского муниципального района по итогам 2022 года и задачах на 2023 год Технологический процесс ремонта реечного рулевого механизма автомобиля Тойота Вилл в ООО Надежда и Ко
Технологический процесс ремонта реечного рулевого механизма автомобиля Тойота Вилл в ООО Надежда и Ко Лекция 1. Предпринимательская деятельность. Среда предпринимательской деятельности. Предприятие (организация)
Лекция 1. Предпринимательская деятельность. Среда предпринимательской деятельности. Предприятие (организация) Определение понятия ВВП. Методы исчисления ВВП
Определение понятия ВВП. Методы исчисления ВВП Сучасні тенденції розвитку світового господарства. Глобалізація
Сучасні тенденції розвитку світового господарства. Глобалізація С-К ФО Ставропольский край г. Пятигорск
С-К ФО Ставропольский край г. Пятигорск Повышение конкурентоспособности предприятия
Повышение конкурентоспособности предприятия Роль экономики в жизни общества
Роль экономики в жизни общества Виды ценовой дискриминации
Виды ценовой дискриминации Международная торговля услугами
Международная торговля услугами Основные функции при управлении адаптацией и их распределение
Основные функции при управлении адаптацией и их распределение Корреляция. Венчурная торговая система
Корреляция. Венчурная торговая система Жаһанданудың ағымдағы трендтері. Жаһандану және оның Қазақстанға әсері
Жаһанданудың ағымдағы трендтері. Жаһандану және оның Қазақстанға әсері Влияние инфляции на семейную экономику
Влияние инфляции на семейную экономику Инфляция и семейная экономика
Инфляция и семейная экономика Робототехника в производстве и АПК (10 причин развивать мехатронику и робототехнику)
Робототехника в производстве и АПК (10 причин развивать мехатронику и робототехнику) Жилищно-коммунальное хозяйство
Жилищно-коммунальное хозяйство Тема 22. Макроэкономическая нестабильность: инфляция
Тема 22. Макроэкономическая нестабильность: инфляция Проблемы модернизации современного государства
Проблемы модернизации современного государства Химическая промышленность мира
Химическая промышленность мира Региональная экономика и управление. Целевые программы
Региональная экономика и управление. Целевые программы Основные макроэкономические показатели
Основные макроэкономические показатели Общественный сектор в смешанной экономике. (Тема 1)
Общественный сектор в смешанной экономике. (Тема 1) Введение в экономическую теорию
Введение в экономическую теорию