- Контроль качества сварных соединений

Содержание
- 2. Задачи контроля. выявление возможных причин появления брака и его предупреждение.
- 3. Работы по контролю качества сварочных работ проводят в три этапа: предварительный контроль, проводимый до начала сварочных
- 5. Предварительный контроль включает: проверку квалификации сварщиков, дефектоскопистов и ИТР, руководящих работами по сборке, сварке и контролю.
- 6. Проверка квалификации сварщика. Квалификацию сварщиков проверяют при установлении разряда. Разряд присваивают согласно требованиям, предусмотренным тарифно-квалификационными справочниками.
- 7. Контроль качества основного металла. Качество основного металла должно соответствовать требованиям сертификата, который посылают заводы-поставщики вместе с
- 8. Контроль качества электродов. При сварке конструкций, в чертежах которых указан тип электрода, нельзя применять электроды, не
- 9. Контроль качества сварочной проволоки. Каждая бухта сварочной проволоки должна иметь металлическую бирку, которая содержит: Наименование и
- 10. Контроль качества флюсов. Флюс проверяют на однородность по внешнему виду, определяют его химический состав, размер зерна,
- 11. Контроль заготовок. Перед поступлением заготовок на сборку проверяют чистоту поверхности металла, их габариты, качество подготовки кромок.
- 12. Контроль качества сварочного оборудования и приборов. Проверяют: исправность контрольно-измерительных приборов, надежность контактов и изоляции, правильность подключения
- 13. Контроль сборки. В собранном узле контролируют: зазор между кромками, притупление и угол раскрытия для стыковых соединений;
- 14. Контроль технологического процесса сварки. Перед тем как приступить к сварке, сварщик знакомится с технологическими картами, в
- 15. В процессе изготовления (пооперационный контроль) проверяют: качество подготовки кромок и сборки, режимы сварки, порядок выполнения швов,
- 16. Проверка качества сварки в готовом изделии. Для этой цели существуют следующие виды контроля: внешний осмотр и
- 18. Скачать презентацию
Задачи контроля.
выявление возможных причин появления брака и его предупреждение.
Задачи контроля.
выявление возможных причин появления брака и его предупреждение.
Работы по контролю качества сварочных работ проводят в три этапа:
предварительный контроль,
Работы по контролю качества сварочных работ проводят в три этапа:
предварительный контроль,

Предварительный контроль включает:
проверку квалификации сварщиков, дефектоскопистов и ИТР, руководящих работами по
Предварительный контроль включает:
проверку квалификации сварщиков, дефектоскопистов и ИТР, руководящих работами по

Проверка квалификации сварщика.
Квалификацию сварщиков проверяют при установлении разряда. Разряд присваивают
Проверка квалификации сварщика.
Квалификацию сварщиков проверяют при установлении разряда. Разряд присваивают
Контроль качества основного металла.
Качество основного металла должно соответствовать требованиям сертификата,
Контроль качества основного металла.
Качество основного металла должно соответствовать требованиям сертификата,
Контроль качества электродов.
При сварке конструкций, в чертежах которых указан тип
Контроль качества электродов.
При сварке конструкций, в чертежах которых указан тип
Контроль качества сварочной проволоки.
Каждая бухта сварочной проволоки должна иметь металлическую
Контроль качества сварочной проволоки.
Каждая бухта сварочной проволоки должна иметь металлическую
Контроль качества флюсов.
Флюс проверяют на однородность по внешнему виду, определяют
Контроль качества флюсов.
Флюс проверяют на однородность по внешнему виду, определяют
Контроль заготовок.
Перед поступлением заготовок на сборку проверяют чистоту поверхности металла,
Контроль заготовок.
Перед поступлением заготовок на сборку проверяют чистоту поверхности металла,
Контроль качества сварочного оборудования и приборов.
Проверяют:
исправность контрольно-измерительных приборов, надежность контактов
Контроль качества сварочного оборудования и приборов.
Проверяют:
исправность контрольно-измерительных приборов, надежность контактов
Контроль сборки.
В собранном узле контролируют:
зазор между кромками, притупление и
Контроль сборки.
В собранном узле контролируют:
зазор между кромками, притупление и
Контроль технологического процесса сварки.
Перед тем как приступить к сварке, сварщик
Контроль технологического процесса сварки.
Перед тем как приступить к сварке, сварщик
В процессе изготовления (пооперационный контроль) проверяют:
качество подготовки кромок и сборки,
В процессе изготовления (пооперационный контроль) проверяют:
качество подготовки кромок и сборки,
Проверка качества сварки в готовом изделии.
Для этой цели существуют следующие
Проверка качества сварки в готовом изделии.
Для этой цели существуют следующие
 Электрические цепи синусоидального тока
Электрические цепи синусоидального тока Экспериментальные методы исследования частиц
Экспериментальные методы исследования частиц Ракетные двигатели (ЖРД, ЯРД,ЭРД)
Ракетные двигатели (ЖРД, ЯРД,ЭРД) Электромагнитные излучения. Источники ЭМИ
Электромагнитные излучения. Источники ЭМИ Паровой двигатель
Паровой двигатель Условия плавания тел
Условия плавания тел Основные понятия и законы динамики
Основные понятия и законы динамики Конвекційний теплообмін
Конвекційний теплообмін Теория относительности Эйнштейна
Теория относительности Эйнштейна Итоговый урок по теме Тепловые явления. Изменение агрегатных состояний вещества
Итоговый урок по теме Тепловые явления. Изменение агрегатных состояний вещества В мире электричества.
В мире электричества. 濽á ÒÓÒúßÔ¿ ºá¬¡ âÒ¬á
濽á ÒÓÒúßÔ¿ ºá¬¡ âÒ¬á Колебательное движение
Колебательное движение Педагогический проект урока по физике 8 класс по теме: Параллельное и последовательное соединения проводников.
Педагогический проект урока по физике 8 класс по теме: Параллельное и последовательное соединения проводников. Закон сохранения энергии
Закон сохранения энергии Физические и химические явления вокруг нас
Физические и химические явления вокруг нас Использование электронных образовательных ресурсов на уроках физики и во внеурочной деятельности
Использование электронных образовательных ресурсов на уроках физики и во внеурочной деятельности Формирование экспериментального метода решения задач на уроках физики
Формирование экспериментального метода решения задач на уроках физики Что такое вариатор?
Что такое вариатор? Электрические контакты и условия работы
Электрические контакты и условия работы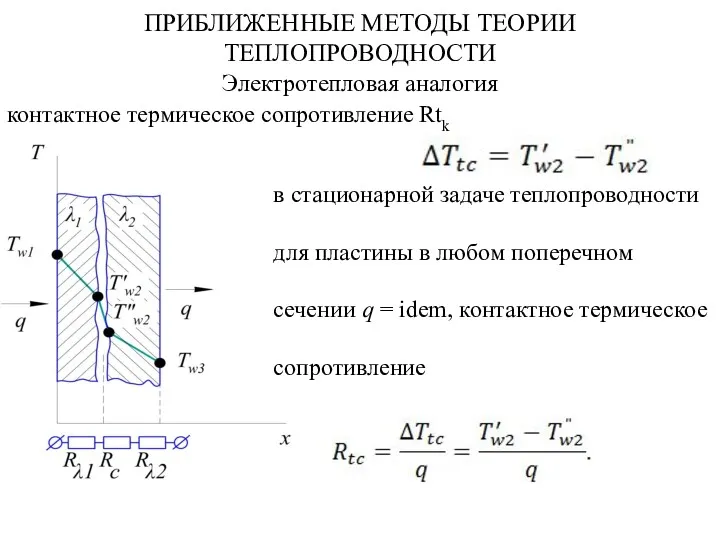 Приближенные методы теории теплопроводности. Электротепловая аналогия
Приближенные методы теории теплопроводности. Электротепловая аналогия 7 кл- Давление газа
7 кл- Давление газа Електромагнітні хвилі
Електромагнітні хвилі Технические средства систем автоматизированного электропривода. Двигатели
Технические средства систем автоматизированного электропривода. Двигатели Физические свойства воды в разных агрегатных состояниях
Физические свойства воды в разных агрегатных состояниях Презентация Электрическая цепь и ее составные части
Презентация Электрическая цепь и ее составные части Характеристики датчиков
Характеристики датчиков Введение: что изучает физика? Урок 1. 7 класс
Введение: что изучает физика? Урок 1. 7 класс