- Метрология. Допуски и посадки резьбовых цилиндрических соединений

Содержание
- 2. ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ Профиль резьбы — это контур сечения поверхности резьбы плоскостью, проходящей через ее
- 3. В зависимости от единиц измерения линейных размеров резьбы (миллиметры или дюймы) различают резьбы метрические и дюймовые.
- 5. Общие сведения Резьбовые соединения широко распространены в машиностроении. По эксплуатационному назначению резьбы подразделяются на специальные (соединение
- 6. Таблица 1. Стандарты на резьбовые соединения
- 7. Крепежные метрические резьбы подразделяются на резьбы с крупным шагом (Р) диаметром 1 ...68 мм и резьбы
- 8. Ход резьбы — расстояние, на которое перемещается точка за один полный оборот: t = nP, где
- 9. При равных наружных диаметрах метрические резьбы с мелким шагом отличаются от резьб с крупным шагом меньшей
- 10. Соединение болта с гайкой По ГОСТ 9150 — 2004 основной профиль метрической резьбы определяется углом профиля
- 11. К основным параметрам цилиндрических метрических резьб относятся (рис. б): d2 (D2) — средний диаметр резьбы соответственно
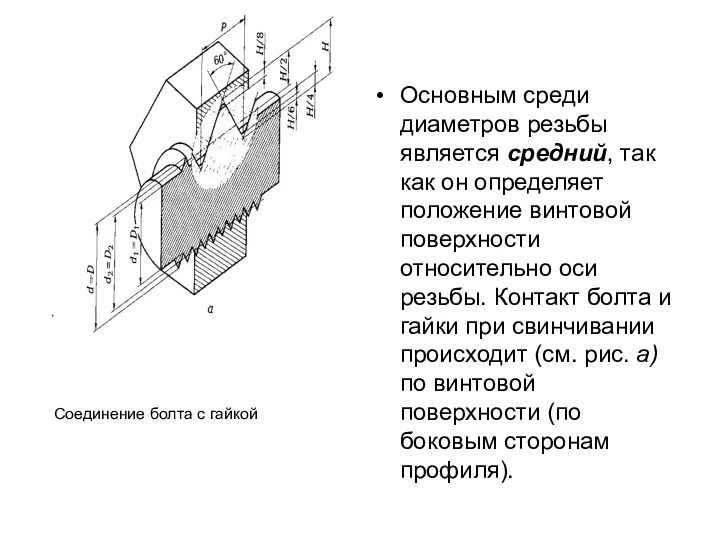
- 12. Соединение болта с гайкой Основным среди диаметров резьбы является средний, так как он определяет положение винтовой
- 13. Взаимозаменяемость резьбовых соединений обеспечивается установлением предельных контуров резьбы болта и гайки путем нормирования отклонений на ряд
- 14. Расположение полей допусков метрической резьбы при посадках с зазором: а — для болта с основными отклонениями
- 15. Для образования поля допуска диаметров d1 (внутренний диаметр резьбы болта) и D (наружный диаметр резьбы гайки)
- 16. В таблицах ГОСТ 16093 — 2004 также отсутствуют допуски на шаг и угол профиля, так как
- 17. Суммарный допуск среднего диаметра является суммой допуска собственного среднего диаметра T'd2 (T'D2) как линейной величины и
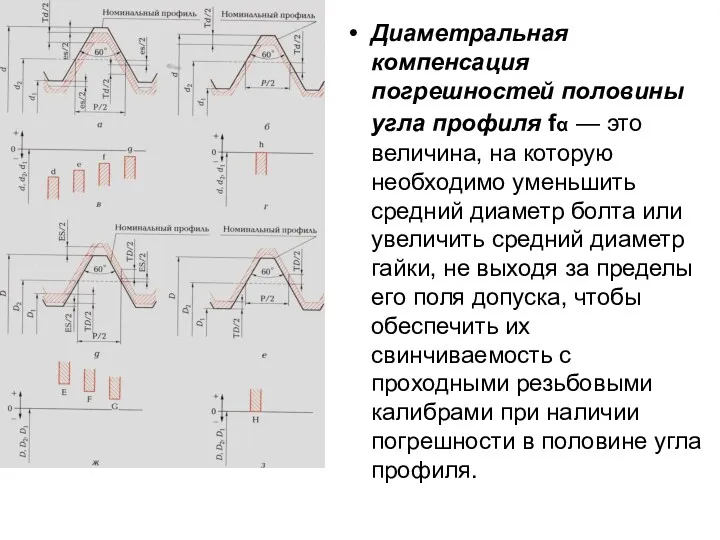
- 18. Диаметральная компенсация погрешностей половины угла профиля fα — это величина, на которую необходимо уменьшить средний диаметр
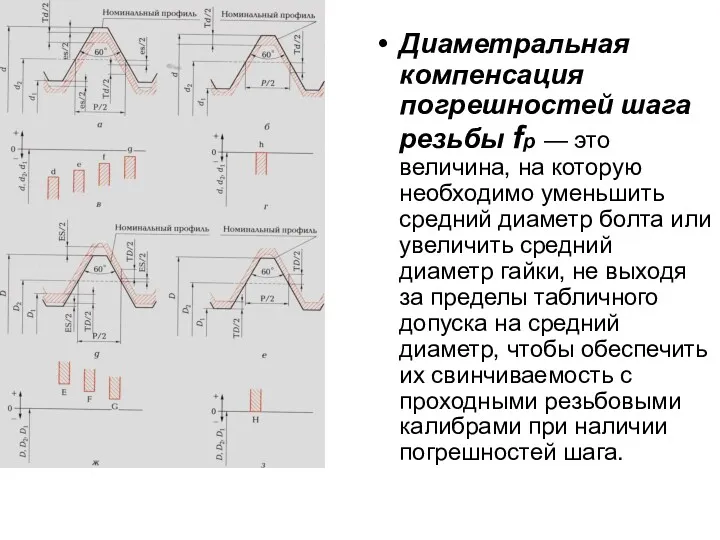
- 19. Диаметральная компенсация погрешностей шага резьбы fp — это величина, на которую необходимо уменьшить средний диаметр болта
- 20. Из-за наличия погрешностей резьбовые поверхности болта и гайки никогда не соприкасаются по всей винтовой поверхности, а
- 21. Свинчиваемость можно считать обеспеченной, если разность средних диаметров резьб болта и гайки не меньше сумм диаметральных
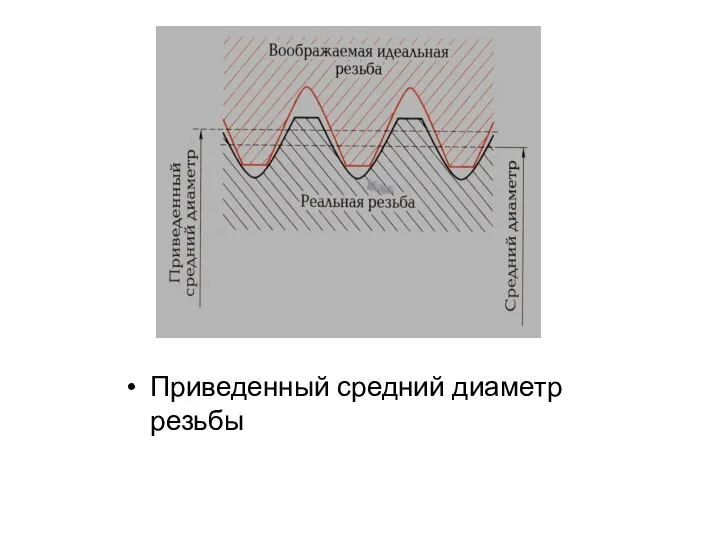
- 22. Приведенный средний диаметр резьбы
- 23. В табл.2 приведены поля допусков наружной (болт) и внутренней (гайка) резьб, используемых для образования посадок с
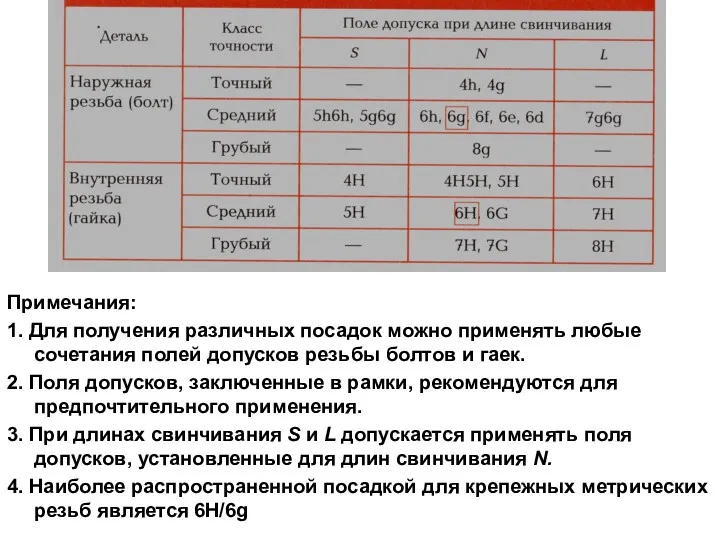
- 24. Примечания: 1. Для получения различных посадок можно применять любые сочетания полей допусков резьбы болтов и гаек.
- 25. Длина свинчивания (участок взаимного перекрытия резьб) в силу конструктивных особенностей резьбовых соединений оказывает влияние на качество
- 26. Класс точности — понятие условное (на чертежах указывают поля допусков), используемое для сравнительной оценки точности резьбы
- 27. Резьбовые соединения могут выполняться на посадках с зазором (ГОСТ 16093 — 2004) с натягом (ГОСТ 4608
- 28. Схема расположения полей допусков резьбового соединения на посадке 6Н/6g При изображении схемы расположения полей допусков резьбового
- 29. Условные обозначения полей допусков и посадок резьбовых соединений на чертежах Обозначение поля допуска резьбы болта М24
- 31. Скачать презентацию
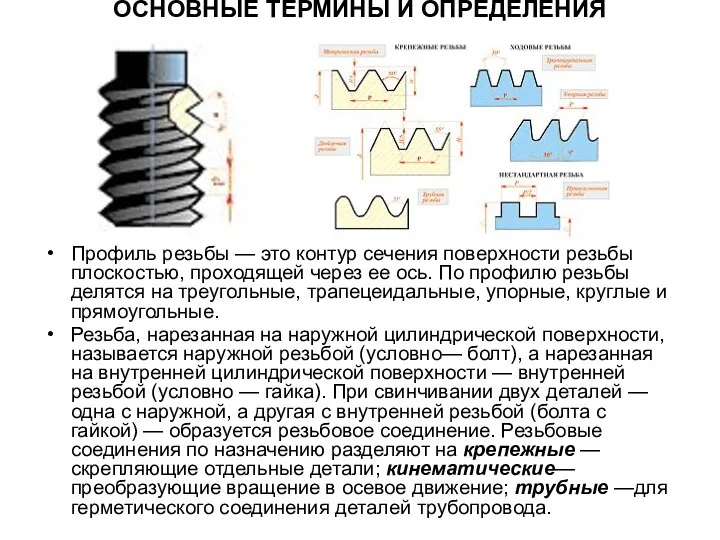
ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Профиль резьбы — это контур сечения поверхности резьбы
ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Профиль резьбы — это контур сечения поверхности резьбы
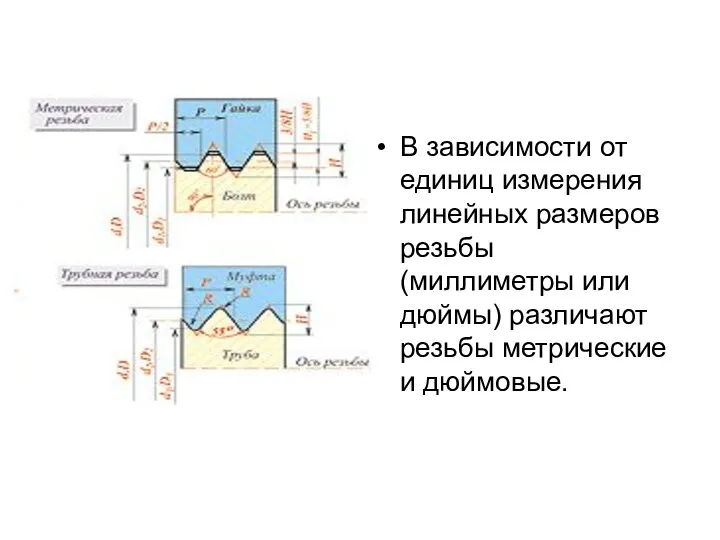
В зависимости от единиц измерения линейных размеров резьбы (миллиметры или дюймы)
В зависимости от единиц измерения линейных размеров резьбы (миллиметры или дюймы)
Общие сведения
Резьбовые соединения широко распространены в машиностроении.
По эксплуатационному назначению резьбы
Общие сведения
Резьбовые соединения широко распространены в машиностроении.
По эксплуатационному назначению резьбы
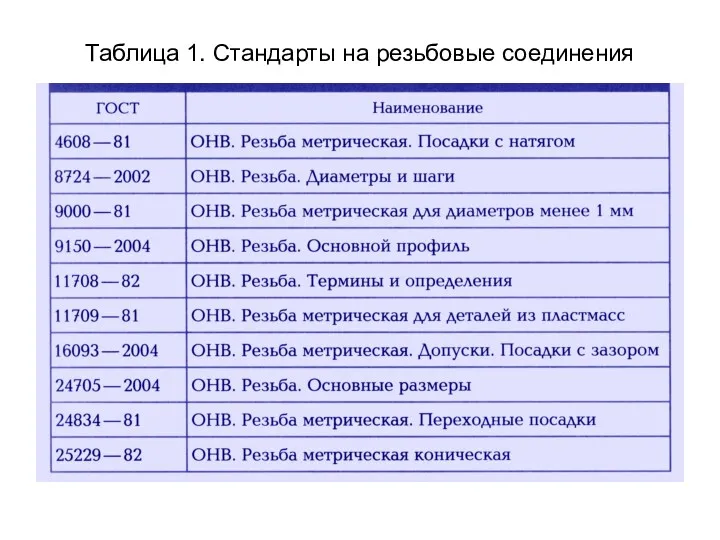
Таблица 1. Стандарты на резьбовые соединения
Таблица 1. Стандарты на резьбовые соединения
Крепежные метрические резьбы подразделяются на резьбы с крупным шагом (Р) диаметром
Крепежные метрические резьбы подразделяются на резьбы с крупным шагом (Р) диаметром
Ход резьбы — расстояние, на которое перемещается точка за один полный
Ход резьбы — расстояние, на которое перемещается точка за один полный
При равных наружных диаметрах метрические резьбы с мелким шагом отличаются от
При равных наружных диаметрах метрические резьбы с мелким шагом отличаются от

Соединение болта с гайкой
По ГОСТ 9150 — 2004 основной профиль
Соединение болта с гайкой
По ГОСТ 9150 — 2004 основной профиль
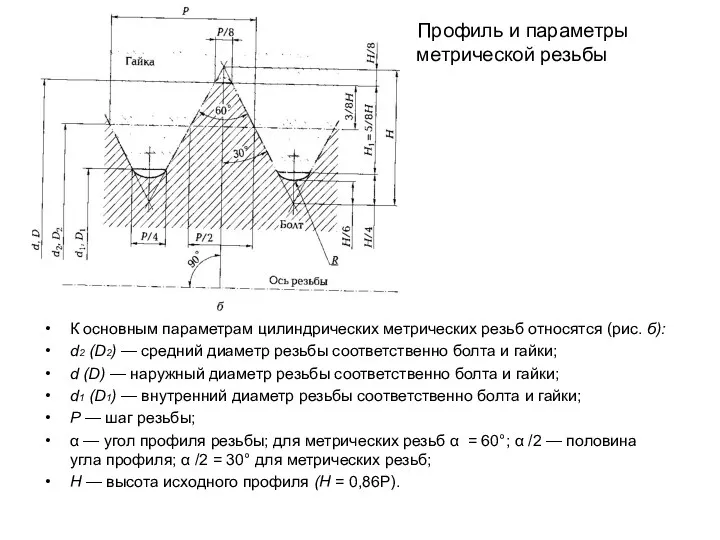
К основным параметрам цилиндрических метрических резьб относятся (рис. б):
d2 (D2) —
К основным параметрам цилиндрических метрических резьб относятся (рис. б):
d2 (D2) —
Соединение болта с гайкой
Основным среди диаметров резьбы является средний, так как
Соединение болта с гайкой
Основным среди диаметров резьбы является средний, так как
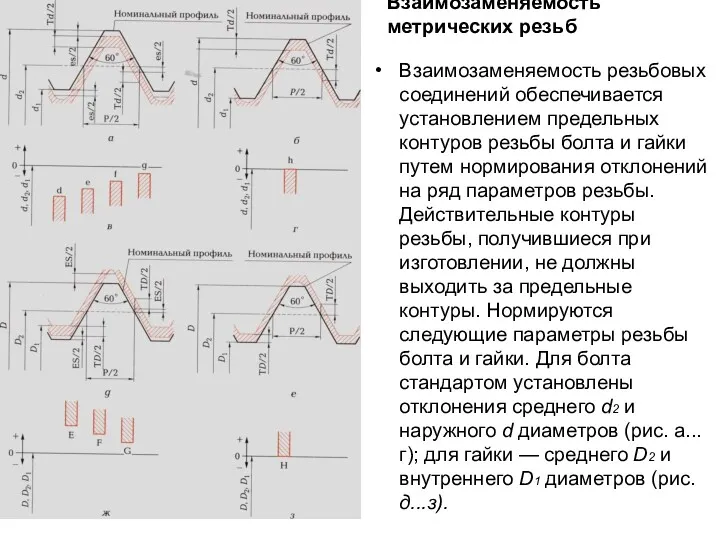
Взаимозаменяемость резьбовых соединений обеспечивается установлением предельных контуров резьбы болта и гайки
Взаимозаменяемость резьбовых соединений обеспечивается установлением предельных контуров резьбы болта и гайки
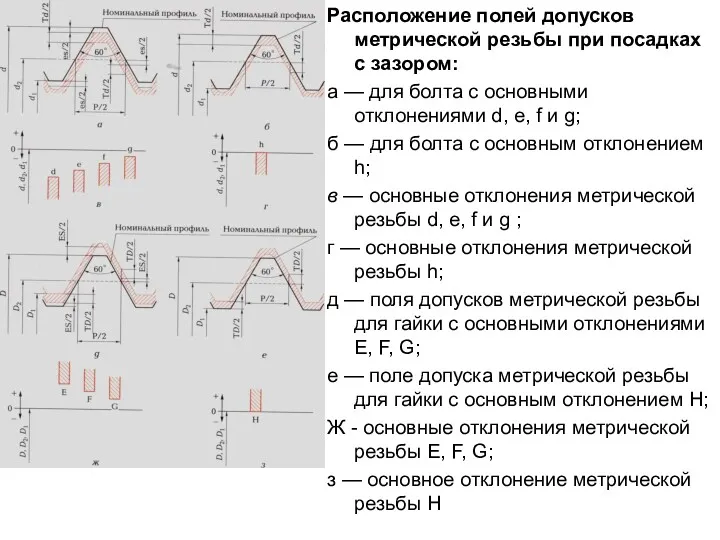
Расположение полей допусков метрической резьбы при посадках с зазором:
а — для
Расположение полей допусков метрической резьбы при посадках с зазором:
а — для
Для образования поля допуска диаметров d1 (внутренний диаметр резьбы болта) и
Для образования поля допуска диаметров d1 (внутренний диаметр резьбы болта) и
В таблицах ГОСТ 16093 — 2004 также отсутствуют допуски на шаг
В таблицах ГОСТ 16093 — 2004 также отсутствуют допуски на шаг
Суммарный допуск среднего диаметра является суммой допуска собственного среднего диаметра T'd2
Суммарный допуск среднего диаметра является суммой допуска собственного среднего диаметра T'd2
Диаметральная компенсация погрешностей половины угла профиля fα — это величина, на
Диаметральная компенсация погрешностей половины угла профиля fα — это величина, на
Диаметральная компенсация погрешностей шага резьбы fp — это величина, на которую
Диаметральная компенсация погрешностей шага резьбы fp — это величина, на которую
Из-за наличия погрешностей резьбовые поверхности болта и гайки никогда не соприкасаются
Из-за наличия погрешностей резьбовые поверхности болта и гайки никогда не соприкасаются
Свинчиваемость можно считать обеспеченной, если разность средних диаметров резьб болта и
Свинчиваемость можно считать обеспеченной, если разность средних диаметров резьб болта и
Приведенный средний диаметр резьбы
Приведенный средний диаметр резьбы
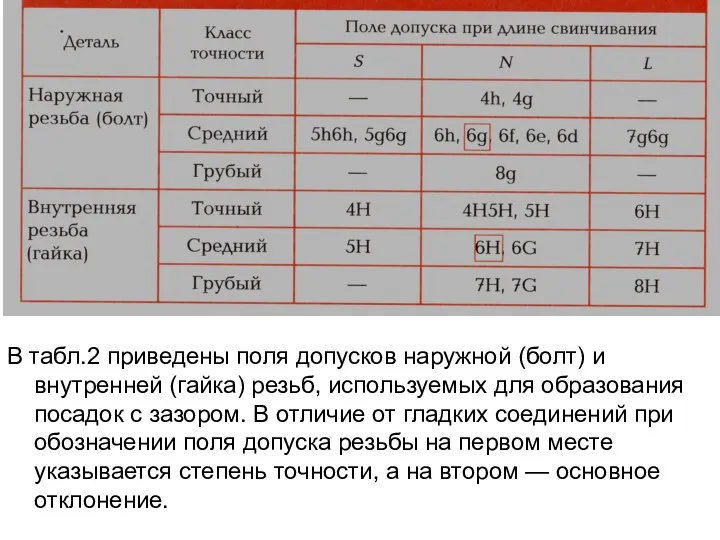
В табл.2 приведены поля допусков наружной (болт) и внутренней (гайка) резьб,
В табл.2 приведены поля допусков наружной (болт) и внутренней (гайка) резьб,
Примечания:
1. Для получения различных посадок можно применять любые сочетания полей
Примечания:
1. Для получения различных посадок можно применять любые сочетания полей
Длина свинчивания (участок взаимного перекрытия резьб) в силу конструктивных особенностей резьбовых
Длина свинчивания (участок взаимного перекрытия резьб) в силу конструктивных особенностей резьбовых
Класс точности — понятие условное (на чертежах указывают поля допусков), используемое
Класс точности — понятие условное (на чертежах указывают поля допусков), используемое
Резьбовые соединения могут выполняться на посадках
с зазором (ГОСТ 16093 —
Резьбовые соединения могут выполняться на посадках
с зазором (ГОСТ 16093 —
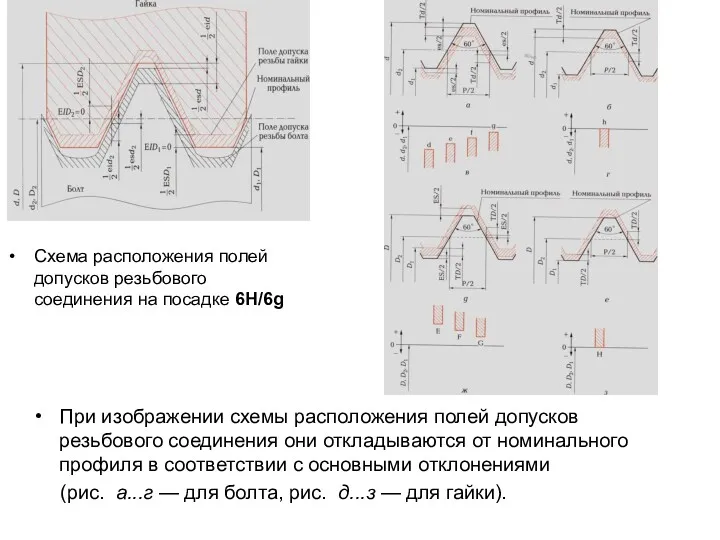
Схема расположения полей допусков резьбового соединения на посадке 6Н/6g
При изображении схемы
Схема расположения полей допусков резьбового соединения на посадке 6Н/6g
При изображении схемы
Условные обозначения полей допусков и посадок резьбовых соединений на чертежах
Обозначение поля
Условные обозначения полей допусков и посадок резьбовых соединений на чертежах
Обозначение поля
 Устройство, работа, возможные неисправности аккумуляторной батареи. Технология разработки плотных и мерзлых грунтов бульдозером
Устройство, работа, возможные неисправности аккумуляторной батареи. Технология разработки плотных и мерзлых грунтов бульдозером Техническая механика. Внутренние силы. Напряжения и деформации
Техническая механика. Внутренние силы. Напряжения и деформации Испарение и конденсация
Испарение и конденсация Экологические проблемы использования тепловых машин
Экологические проблемы использования тепловых машин e202dc03076113ae32ac6b39fa8609a1(1)
e202dc03076113ae32ac6b39fa8609a1(1) Лётные и эксплуатационные ограничения многодвигательного ВС DA-42NG
Лётные и эксплуатационные ограничения многодвигательного ВС DA-42NG История развития энергетики. Циклы этногенеза
История развития энергетики. Циклы этногенеза Давление твёрдых тел. Урок изучения нового материала. 7 класс
Давление твёрдых тел. Урок изучения нового материала. 7 класс Фотоэффект. Законы фотоэффекта
Фотоэффект. Законы фотоэффекта Линзы. Построение изображений в линзах
Линзы. Построение изображений в линзах Линзы. Построение изображений в собирающих линзах
Линзы. Построение изображений в собирающих линзах Цепные передачи
Цепные передачи работа и мощность эл.тока
работа и мощность эл.тока Дифракция света. Дифракция Фраунгофера
Дифракция света. Дифракция Фраунгофера Комплексные частотные характеристики линейных электрических цепей
Комплексные частотные характеристики линейных электрических цепей Конструирование твэл: твэлы с металлическим и дисперсионным топливом. Лекция10
Конструирование твэл: твэлы с металлическим и дисперсионным топливом. Лекция10 Атомная энергетика и её экологические проблемы
Атомная энергетика и её экологические проблемы Анализ переходных процессов операторным методом. Уравнения электромагнитного поля. (Лекция 5)
Анализ переходных процессов операторным методом. Уравнения электромагнитного поля. (Лекция 5) Силы в механике
Силы в механике Материаловедение и технологии современных и перспективных материалов
Материаловедение и технологии современных и перспективных материалов Лазерная технология
Лазерная технология Датчики температуры
Датчики температуры Ультразвук. Источники и применение
Ультразвук. Источники и применение внеклассное мероприятие для 7 класса
внеклассное мероприятие для 7 класса Перевірка технічного стану машин
Перевірка технічного стану машин урок-перезентация Закон всемирного тяготения
урок-перезентация Закон всемирного тяготения Зубчатые передачи
Зубчатые передачи Трехфазные цепи переменного тока
Трехфазные цепи переменного тока