- Организация рабочего места слесаря. Тема 1.2

Содержание
- 2. Понятие о рабочем месте. Требование к планировке рабочего места. Рабочим местом называется определенный участок производственной площади,
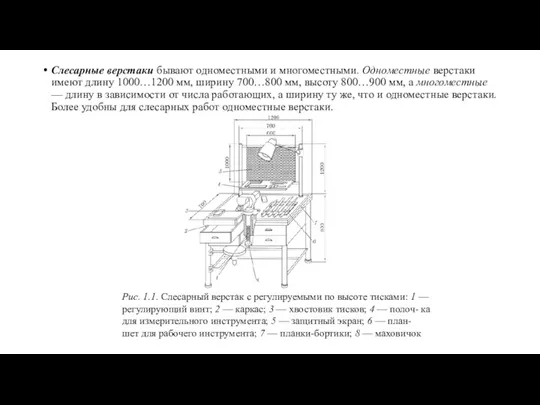
- 3. Слесарные верстаки бывают одноместными и многоместными. Одноместные верстаки имеют длину 1000…1200 мм, ширину 700…800 мм, высоту
- 4. К организации рабочего места предъявляются следующие требования: 1) рабочее место должно быть чистым, на нем должны
- 5. 6) точные и измерительные инструменты должны храниться в специальных футлярах или же деревянных коробках; 7) режущие
- 7. Основное оборудование Слесарные тиски являются основным приспособлением рабочего места слесаря. Они служат для установки и закрепления
- 8. Струбцины – применяют для временного скрепления деталей Виды струбцин: Параллельная струбцина (рис., а) состоит из двух
- 9. Рычажные ножницы (рис. 1.11) применяют для резки листового материала, круглых прутков и угольников Винтовой пресс
- 10. Заточные станки – применяются для заточки инструмента
- 11. Сверлильные станки
- 12. Слесарный инструмент При выполнении слесарных работ слесарь пользуется разнообразным рабочим инструментом. Слесарный инструмент делится на ручной
- 13. Механизированный инструмент подразделяется: по видам операций, для выполнения которых он предназначен (для рубки, резки, шабрения и
- 14. Абразивный инструмент Абразивный инструмент применяется для шлифования, обрезки и стачивания твердых материалов. Его используют при металлообработке,
- 15. Ручное и электрооборудование, применяемое для шлифования, обрезки или заточки, представлено большим ассортиментом: Угловая шлифовальная машина Наждачный
- 16. Основные правила установки шлифовальных кругов и работа на заточных станках Установка шлифовального круга на станок осуществляется
- 18. Скачать презентацию
Понятие о рабочем месте. Требование к планировке рабочего места.
Рабочим местом называется
Понятие о рабочем месте. Требование к планировке рабочего места.
Рабочим местом называется
Слесарные верстаки бывают одноместными и многоместными. Одноместные верстаки имеют длину 1000…1200
Слесарные верстаки бывают одноместными и многоместными. Одноместные верстаки имеют длину 1000…1200
К организации рабочего места предъявляются следующие требования:
1) рабочее место должно
К организации рабочего места предъявляются следующие требования:
1) рабочее место должно
6) точные и измерительные инструменты должны храниться в специальных футлярах
6) точные и измерительные инструменты должны храниться в специальных футлярах


Основное оборудование
Слесарные тиски являются основным приспособлением рабочего места слесаря. Они служат
Основное оборудование
Слесарные тиски являются основным приспособлением рабочего места слесаря. Они служат

Струбцины – применяют для временного скрепления деталей
Виды струбцин:
Параллельная струбцина (рис., а)
Струбцины – применяют для временного скрепления деталей
Виды струбцин:
Параллельная струбцина (рис., а)

Рычажные ножницы (рис. 1.11) применяют для резки листового материала, круглых прутков
Рычажные ножницы (рис. 1.11) применяют для резки листового материала, круглых прутков
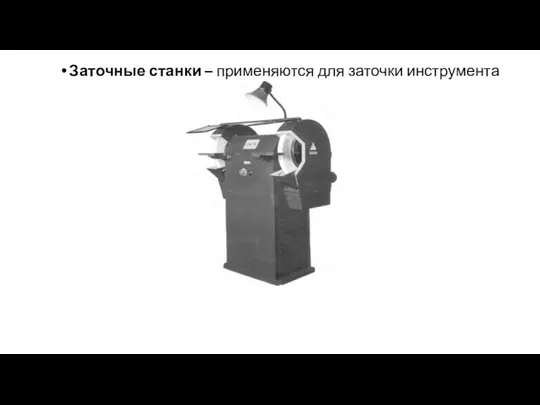
Заточные станки – применяются для заточки инструмента
Заточные станки – применяются для заточки инструмента

Сверлильные станки
Сверлильные станки
Слесарный инструмент
При выполнении слесарных работ слесарь пользуется разнообразным рабочим инструментом. Слесарный
Слесарный инструмент
При выполнении слесарных работ слесарь пользуется разнообразным рабочим инструментом. Слесарный
Механизированный инструмент подразделяется:
по видам операций, для выполнения которых он предназначен (для
Механизированный инструмент подразделяется:
по видам операций, для выполнения которых он предназначен (для
Абразивный инструмент
Абразивный инструмент применяется для шлифования, обрезки и стачивания твердых материалов.
Абразивный инструмент
Абразивный инструмент применяется для шлифования, обрезки и стачивания твердых материалов.
Ручное и электрооборудование, применяемое для шлифования, обрезки или заточки, представлено большим
Ручное и электрооборудование, применяемое для шлифования, обрезки или заточки, представлено большим
Основные правила установки шлифовальных кругов и работа на заточных станках
Установка шлифовального
Основные правила установки шлифовальных кругов и работа на заточных станках
Установка шлифовального
 Действие электрического тока на организм человека. (Лекция 6)
Действие электрического тока на организм человека. (Лекция 6) Вертолет Ми-8МТВ. Несущий винт
Вертолет Ми-8МТВ. Несущий винт Замедление нейтронов. Уравнение переноса
Замедление нейтронов. Уравнение переноса Колебательное движение.
Колебательное движение. Крутые машины
Крутые машины Механикалық гармоникалық тербелістердің теңдеулері мен графиктері
Механикалық гармоникалық тербелістердің теңдеулері мен графиктері Технология дефектовочных работ
Технология дефектовочных работ Материалтану саласындағы нанотехнологиялар
Материалтану саласындағы нанотехнологиялар Гибридные двигатели
Гибридные двигатели Решение задач по теме индуктивность
Решение задач по теме индуктивность Решение нестандартных задач по физике
Решение нестандартных задач по физике Внутренняя энергия тела
Внутренняя энергия тела Интересные факты о физике и астрономии
Интересные факты о физике и астрономии Измерение работы силы тяги, расчет косвенных погрешностей. Лабораторная работа
Измерение работы силы тяги, расчет косвенных погрешностей. Лабораторная работа Спектр атома водорода. (Лекция 7а)
Спектр атома водорода. (Лекция 7а) Турбины ТЭС и АЭС. Теория теплового процесса. Многоступенчатые турбины
Турбины ТЭС и АЭС. Теория теплового процесса. Многоступенчатые турбины Механика жидкостей и газов. Механические волны
Механика жидкостей и газов. Механические волны Постоянные магниты
Постоянные магниты Презентация. 7 класс. Архимедова сила.
Презентация. 7 класс. Архимедова сила. Ядерные реакции
Ядерные реакции Физическая викторина по теме Молекулярная физика. 10 класс
Физическая викторина по теме Молекулярная физика. 10 класс Кінетична потенціальна енергія
Кінетична потенціальна енергія Конденсатор құрылысы және түрлері
Конденсатор құрылысы және түрлері Теория динамических систем. Введение
Теория динамических систем. Введение Устройство и принцип работы воздухораспределителя 483
Устройство и принцип работы воздухораспределителя 483 Карданная передача полноприводного автомобиля КамАЗ-4310
Карданная передача полноприводного автомобиля КамАЗ-4310 Детали машин
Детали машин Величины, характеризующие колебательное движение
Величины, характеризующие колебательное движение