- Основные слесарные операции в профессиональной деятельности

Содержание
- 2. Рабочее место и организация труда слесаря Рабочим местом называется часть производственной площади цеха или мастерской с
- 3. Слесарное дело Слесарное дело – это ремесло, состоящее в умении обрабатывать металл в холодном состоянии при
- 4. Технологический процесс – это часть производственного процесса, непосредственно связанная с изменением формы, размеров или физических свойств
- 5. Виды слесарных операций Подготовительные Сборка Обработка Технологические Демонтаж Монтаж Вспомогательные Ремонт
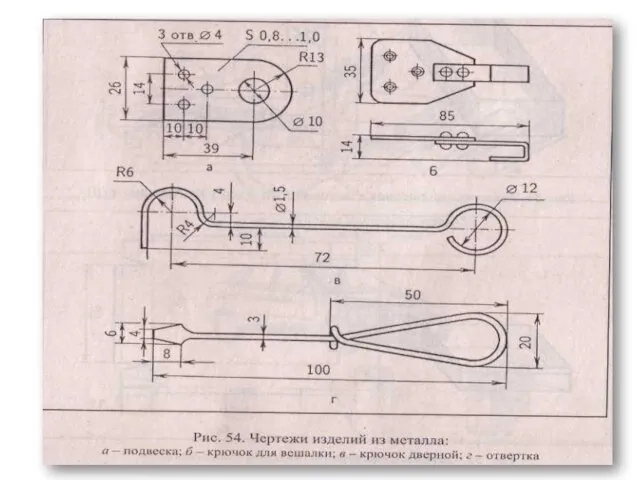
- 6. Технологический процесс разрабатывается на основе чертежа.
- 8. Карта технологического процесса
- 9. Требования к организации рабочего места слесаря Винт подъема и опускания регулируемых тисков. Каркас. Труба. Инструментальная полка.
- 10. Разметка и ее назначение.
- 11. Разметкой называется операция нанесения линий и точек на заготовку, предназначенную для обработки. Существуют два вида разметки:
- 13. Приемы плоскостной разметки
- 14. а- чертежи деталей; б- заготовка; в- нанесение горизонтальных контурных линий и горизонтальных осей отверстий; г- нанесение
- 15. Выбор базы Выбор базирующей поверхности или базовой линии осуществляются по следующим правилам: при наличии у заготовки
- 16. Правка Инструменты: Молотки Плиты - наковальни Валки (для правки жести) Ручные винтовые прессы Гидравлические прессы
- 17. Молоток – это ударный инструмент, состоящий из металлической головки, рукоятки и клина Слесарный молоток: а –
- 18. Правка листового металла Приемы правки листового металла: а – при деформированной середине листа; б – при
- 19. Правка закаленного металла (рихтовка) Правка закаленного металла (рихтовка): а – полос; б, в – угольников.
- 20. Гибка металла Гибкой называется операция, в результате которой заготовка принимает требуемую форму и размеры за счет
- 21. Инструменты Молоток Плоскогубцы Круглогубцы
- 23. Ручная разрезка и распиловка Разрезкой называется операция разделения материала на две отдельные части с помощью ручных
- 24. Труборез Труборез – это инструмент для разрезания труб. В труборезе роль режущей части выполняет ролик с
- 25. Опиливание металла Опиливанием называется способ резания, при котором осуществляется снятие слоя материала с поверхности заготовки с
- 26. Напильник представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеется насечка (нарезка).
- 27. Напильники: а — основные части (1— ручка; 2 — хвостовик; 3 — кольцо; 4 — пятка;
- 28. Напильники с одинарной насечкой применяют при опиливании мягких металлов. Напильники с двойной насечкой применяют при опиливании
- 29. По назначению напильники делят на следующие группы: Общего назначения Специального назначения Надфили Рашпили Машинные напильники.
- 30. Формы сечений напильников: а и б — плоские; в — квадратный; г — трехгранные; д —
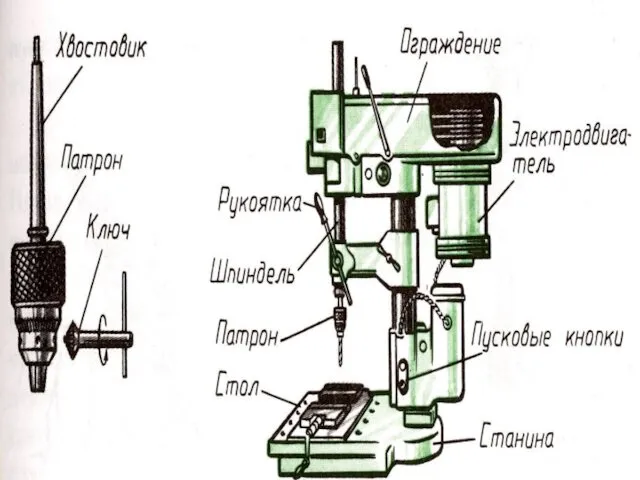
- 32. Сверление Сверлением называется выполнение в изделии или материале круглого отверстия с использованием специального режущего инструмента —
- 33. Свёрла Сверло́ — режущий инструмент с вращательным движением резания и осевым движением подачи, предназначенный для выполнения
- 34. Разновидности сверл: а, б — спиральные, в - с прямыми канавками, г — перовое, д —
- 35. Сверла изготовляют из инструментальной углеродистой стали У10А, У12А, легированной 9ХС или из быстрорежущей стали Р18, Р9.
- 36. Зенкование. это процесс обработки специальным инструментом цилиндрических и конических углублений и фасок отверстий под болты, винты
- 38. Нарезание резьбы Стандартные резьбовые детали Болт М12×60 Гайка М12 Шпилька М16×120 Винт М12×50
- 39. Изделия с винтовой поверхностью крепежные изделия специального назначения для передачи движения
- 40. Профили резьбы
- 41. Элементы резьбы Шаг резьбы - расстояние между вершинами или основаниями двух соседних витков; Глубина резьбы -
- 42. Нарезание резьбы С помощью плашек нарезается резьба на болтах, шпильках и подобных изделиях. Плашка представляет собой
- 44. Клёпка Клепкой называется соединение двух или нескольких деталей при помощи заклепок, представляющих собой цилиндрические стержни с
- 45. Способ соединения двух или нескольких деталей заклепками называют заклепочным соединением.
- 46. Последовательность процесса ручной клепки
- 48. Скачать презентацию

Рабочее место и организация труда слесаря
Рабочим местом называется часть производственной площади цеха
Рабочее место и организация труда слесаря
Рабочим местом называется часть производственной площади цеха
Слесарное дело
Слесарное дело – это ремесло, состоящее в умении обрабатывать металл в
Слесарное дело
Слесарное дело – это ремесло, состоящее в умении обрабатывать металл в
Технологический процесс – это часть производственного процесса, непосредственно связанная с изменением формы,
Технологический процесс – это часть производственного процесса, непосредственно связанная с изменением формы,
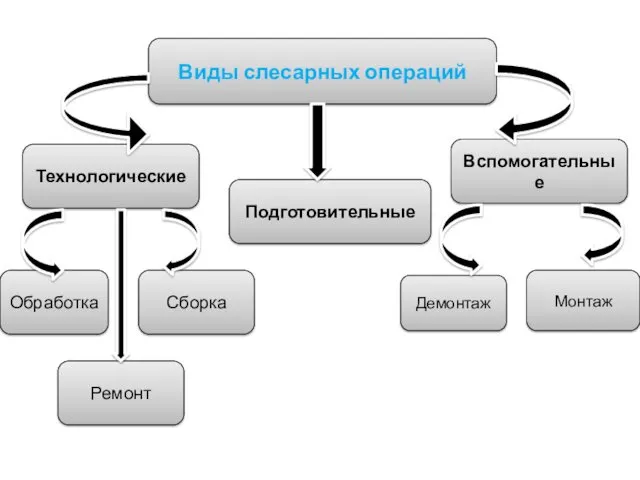
Виды слесарных операций
Подготовительные
Сборка
Обработка
Технологические
Демонтаж
Монтаж
Вспомогательные
Ремонт
Виды слесарных операций
Подготовительные
Сборка
Обработка
Технологические
Демонтаж
Монтаж
Вспомогательные
Ремонт

Технологический процесс разрабатывается на основе чертежа.
Технологический процесс разрабатывается на основе чертежа.

Карта технологического процесса
Карта технологического процесса

Требования к организации рабочего места слесаря
Винт подъема и опускания регулируемых тисков.
Каркас.
Труба.
Инструментальная
Требования к организации рабочего места слесаря
Винт подъема и опускания регулируемых тисков.
Каркас.
Труба.
Инструментальная

Разметка и ее назначение.
Разметка и ее назначение.
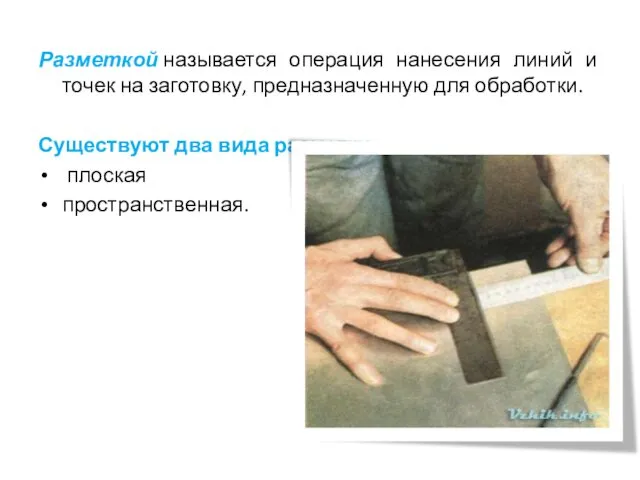
Разметкой называется операция нанесения линий и точек на заготовку, предназначенную для обработки.
Существуют
Разметкой называется операция нанесения линий и точек на заготовку, предназначенную для обработки.
Существуют
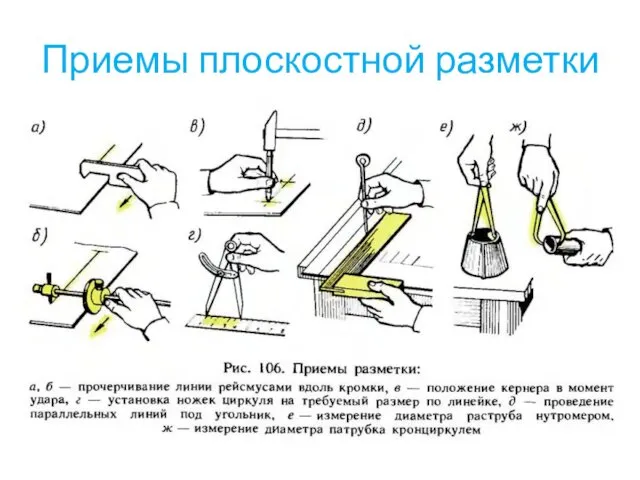
Приемы плоскостной разметки
Приемы плоскостной разметки
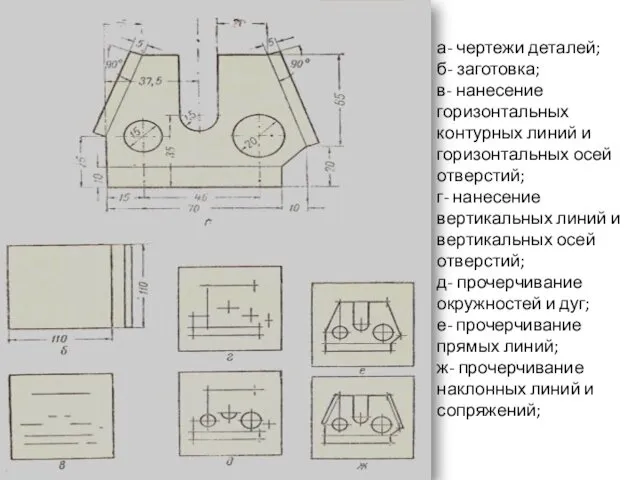
а- чертежи деталей;
б- заготовка;
в- нанесение горизонтальных контурных линий и горизонтальных осей
а- чертежи деталей;
б- заготовка;
в- нанесение горизонтальных контурных линий и горизонтальных осей
Выбор базы
Выбор базирующей поверхности или базовой линии осуществляются по следующим
Выбор базы
Выбор базирующей поверхности или базовой линии осуществляются по следующим

Правка
Инструменты:
Молотки
Плиты - наковальни
Валки (для правки жести)
Ручные винтовые прессы
Гидравлические
Правка
Инструменты:
Молотки
Плиты - наковальни
Валки (для правки жести)
Ручные винтовые прессы
Гидравлические

Молоток – это ударный инструмент, состоящий из металлической головки, рукоятки и
Молоток – это ударный инструмент, состоящий из металлической головки, рукоятки и
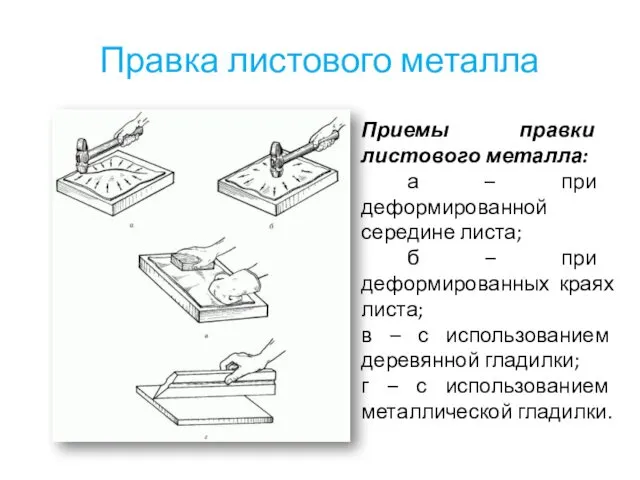
Правка листового металла
Приемы правки листового металла:
а – при деформированной середине
Правка листового металла
Приемы правки листового металла:
а – при деформированной середине
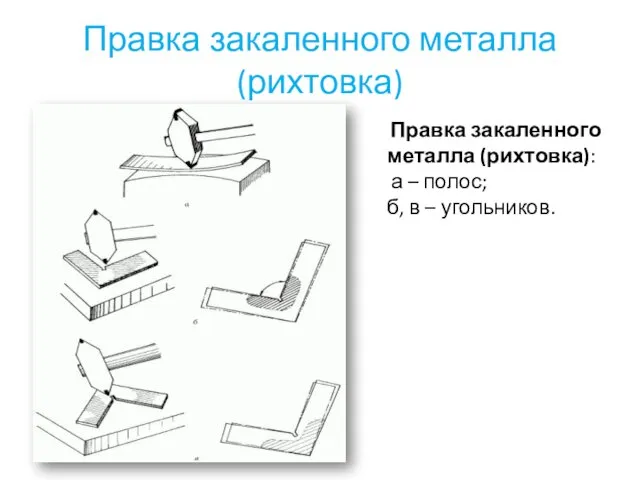
Правка закаленного металла (рихтовка)
Правка закаленного металла (рихтовка):
а – полос;
Правка закаленного металла (рихтовка)
Правка закаленного металла (рихтовка):
а – полос;

Гибка металла
Гибкой называется операция, в результате которой заготовка принимает требуемую форму
Гибка металла
Гибкой называется операция, в результате которой заготовка принимает требуемую форму

Инструменты
Молоток
Плоскогубцы
Круглогубцы
Инструменты
Молоток
Плоскогубцы
Круглогубцы
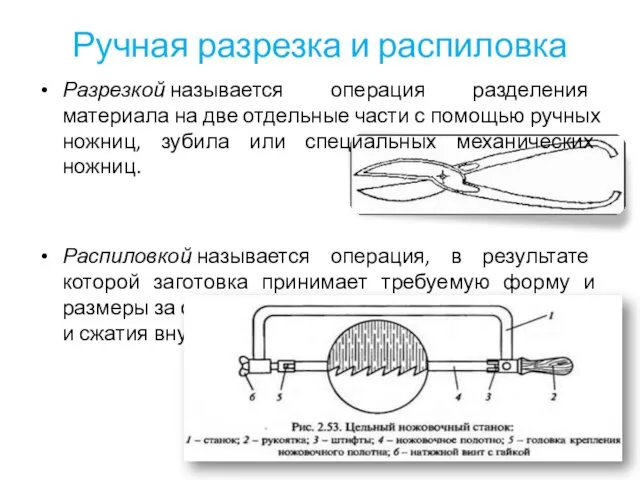
Ручная разрезка и распиловка
Разрезкой называется операция разделения материала на две отдельные части
Ручная разрезка и распиловка
Разрезкой называется операция разделения материала на две отдельные части

Труборез
Труборез – это инструмент для разрезания труб.
В труборезе роль режущей части выполняет
Труборез
Труборез – это инструмент для разрезания труб.
В труборезе роль режущей части выполняет
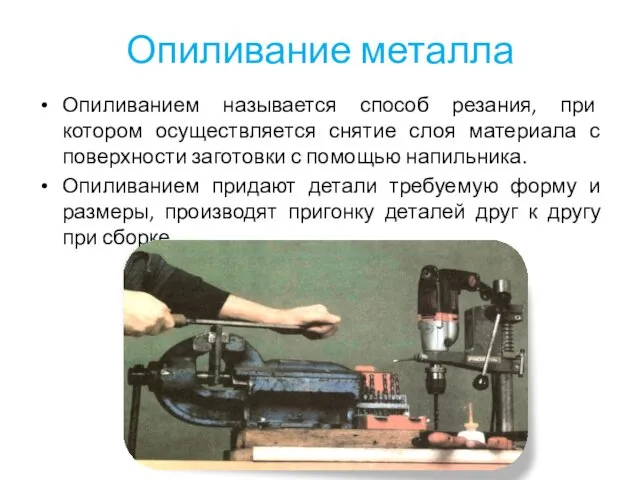
Опиливание металла
Опиливанием называется способ резания, при котором осуществляется снятие слоя материала
Опиливание металла
Опиливанием называется способ резания, при котором осуществляется снятие слоя материала

Напильник представляет собой стальной брусок определенного профиля и длины, на поверхности которого
Напильник представляет собой стальной брусок определенного профиля и длины, на поверхности которого

Напильники:
а — основные части (1— ручка; 2 — хвостовик; 3 — кольцо;
Напильники:
а — основные части (1— ручка; 2 — хвостовик; 3 — кольцо;

Напильники с одинарной насечкой применяют при опиливании мягких металлов.
Напильники с двойной насечкой применяют
Напильники с одинарной насечкой применяют при опиливании мягких металлов.
Напильники с двойной насечкой применяют

По назначению напильники делят на следующие группы:
Общего назначения
Специального назначения
Надфили
Рашпили
Машинные
По назначению напильники делят на следующие группы:
Общего назначения
Специального назначения
Надфили
Рашпили
Машинные

Формы сечений напильников:
а и б — плоские; в — квадратный; г — трехгранные; д — круглые; е — полукруглый; ж — ромбический; з — ножовочные.
Формы сечений напильников:
а и б — плоские; в — квадратный; г — трехгранные; д — круглые; е — полукруглый; ж — ромбический; з — ножовочные.


Сверление
Сверлением называется выполнение в изделии или материале круглого отверстия с использованием
Сверление
Сверлением называется выполнение в изделии или материале круглого отверстия с использованием

Свёрла
Сверло́ — режущий инструмент с вращательным движением резания и осевым движением
Свёрла
Сверло́ — режущий инструмент с вращательным движением резания и осевым движением

Разновидности сверл:
а, б — спиральные,
в - с прямыми
Разновидности сверл:
а, б — спиральные,
в - с прямыми
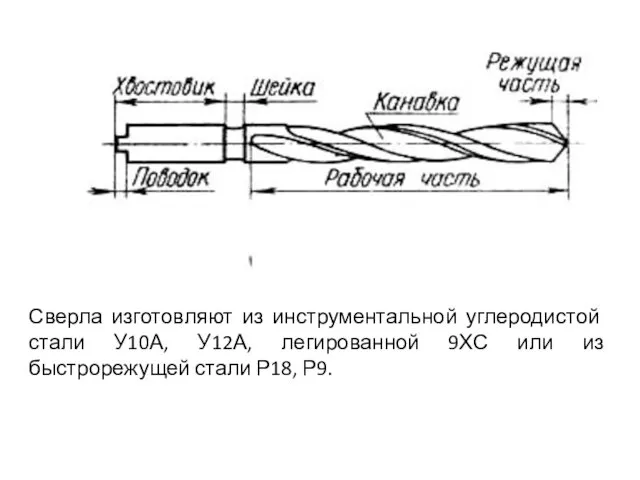
Сверла изготовляют из инструментальной углеродистой стали У10А, У12А, легированной 9ХС или
Сверла изготовляют из инструментальной углеродистой стали У10А, У12А, легированной 9ХС или

Зенкование. это процесс обработки специальным инструментом цилиндрических и конических углублений и
Зенкование. это процесс обработки специальным инструментом цилиндрических и конических углублений и

Нарезание резьбы
Стандартные резьбовые детали
Болт М12×60
Гайка М12
Шпилька М16×120
Винт М12×50
Нарезание резьбы
Стандартные резьбовые детали
Болт М12×60
Гайка М12
Шпилька М16×120
Винт М12×50

Изделия с винтовой поверхностью
крепежные изделия
специального
назначения
для передачи
движения
Изделия с винтовой поверхностью
крепежные изделия
специального
назначения
для передачи
движения
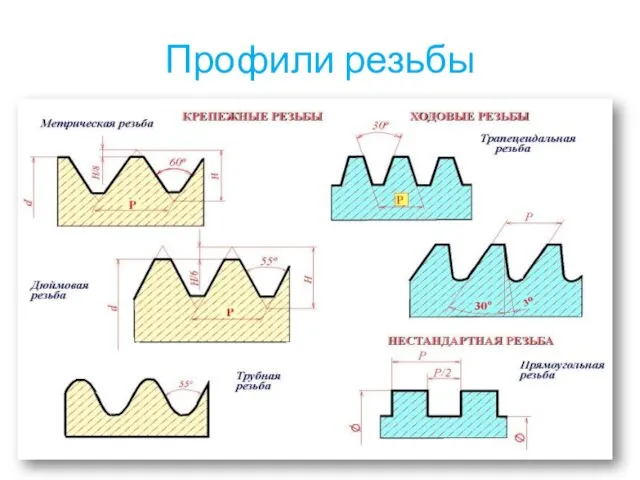
Профили резьбы
Профили резьбы
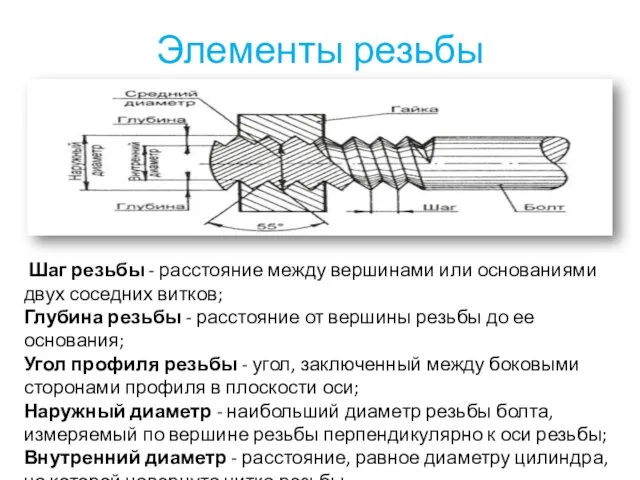
Элементы резьбы
Шаг резьбы - расстояние между вершинами или основаниями двух соседних витков;
Глубина
Элементы резьбы
Шаг резьбы - расстояние между вершинами или основаниями двух соседних витков;
Глубина

Нарезание резьбы
С помощью плашек нарезается резьба на болтах, шпильках и подобных
Нарезание резьбы
С помощью плашек нарезается резьба на болтах, шпильках и подобных


Клёпка
Клепкой называется соединение двух или нескольких деталей при помощи заклепок, представляющих собой
Клёпка
Клепкой называется соединение двух или нескольких деталей при помощи заклепок, представляющих собой

Способ соединения двух или нескольких деталей заклепками называют заклепочным соединением.
Способ соединения двух или нескольких деталей заклепками называют заклепочным соединением.

Последовательность процесса ручной клепки
Последовательность процесса ручной клепки
 Зависимость силы тока от напряжения. Закон Ома
Зависимость силы тока от напряжения. Закон Ома Явления переноса. Лекция № 16
Явления переноса. Лекция № 16 Тепловые двигатели в военном деле
Тепловые двигатели в военном деле Альтернативные виды топлива
Альтернативные виды топлива Электрическая емкость. Конденсаторы. Соединение конденсаторов. Расчет емкостей различных конденсаторов
Электрическая емкость. Конденсаторы. Соединение конденсаторов. Расчет емкостей различных конденсаторов Дисперсия света
Дисперсия света Аэрогазодинамика. Одномерные изоэнтропические течения газа (лекция 6)
Аэрогазодинамика. Одномерные изоэнтропические течения газа (лекция 6) Экзотические и перспективные виды электростанций
Экзотические и перспективные виды электростанций Hot charging area elevator chains
Hot charging area elevator chains Природа света. Световые волны. Законы отражения и преломления. Интерференция. Дифракция
Природа света. Световые волны. Законы отражения и преломления. Интерференция. Дифракция Serpent - The Monte-Сarlo Neutron Transport сode. Серпент - Монте-Карло код Нейтронного Транспорта
Serpent - The Monte-Сarlo Neutron Transport сode. Серпент - Монте-Карло код Нейтронного Транспорта Политехническое воспитание учащихся при обучении физике
Политехническое воспитание учащихся при обучении физике Решение задач по темам Архимедова сила, Условия плавания тел. 7 класс
Решение задач по темам Архимедова сила, Условия плавания тел. 7 класс Гидравлический пресс
Гидравлический пресс Плотность тела. формулы
Плотность тела. формулы Центральное растяжение-сжатие. Расчет ступенчатого бруса
Центральное растяжение-сжатие. Расчет ступенчатого бруса Transverse waves. Longitudinal waves. Energy and radiation pressure
Transverse waves. Longitudinal waves. Energy and radiation pressure Установка кабины на шасси автомобиля ГАЗ-3310
Установка кабины на шасси автомобиля ГАЗ-3310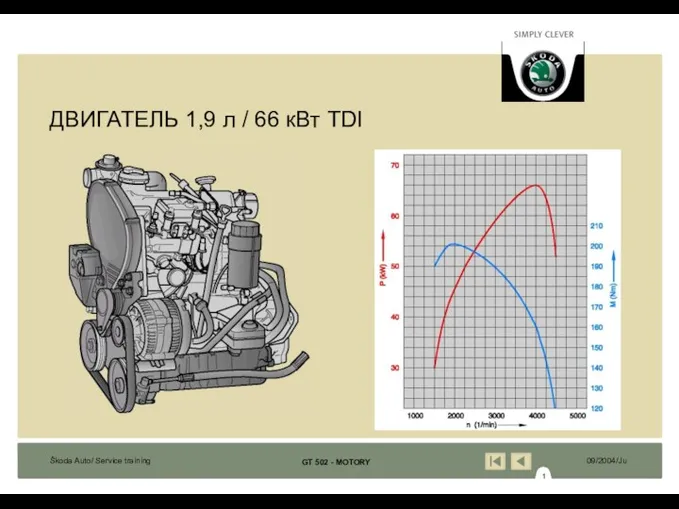 Двигатель накаливания TDI
Двигатель накаливания TDI Несжимаемая жидкость. Уравнение Бернулли
Несжимаемая жидкость. Уравнение Бернулли Техническое обслуживание силовых установок и ВСУ
Техническое обслуживание силовых установок и ВСУ Закон всесвітнього тяжіння. Розв’язання задач
Закон всесвітнього тяжіння. Розв’язання задач Подготовка к ЕГЭ по физике
Подготовка к ЕГЭ по физике Теплопередача
Теплопередача Закон Ома для полной цепи
Закон Ома для полной цепи Диэлектрики в электростатическом поле
Диэлектрики в электростатическом поле Теория возникновения вещества
Теория возникновения вещества Назначение и устройство КМ 394
Назначение и устройство КМ 394