- Основы обработки конструкционных материалов. Опиливание металлов

Содержание
- 2. Опиливанием называется слесарная операция, при которой снимают слои материала с поверхности заготовки с помощью напильника.
- 3. Опиливание производят, чтобы получить определенную форму, точные размеры, гладкую прямолинейную или криволинейную поверхность, чтобы подогнать детали
- 4. Напильник представляет собой стальной закаленный брусок с насеченными на рабочих поверхностях правильно расположенными мелкими зубьями. Насечка
- 5. Напильник — это многолезвийный режущий инструмент, обеспечивающий сравнительно высокую точность и малую шероховатость обрабатываемой поверхности заготовки
- 6. Основные части напильника
- 7. Техника безопасности при работе с напильником При опиливании необходимо выполнять следующие правила техники безопасности: ручку на
- 9. Виды напильников Напильник драчевый Драчевые напильники применяют только для первичной, черновой обработки поверхности заготовок. Напильник с
- 10. Напильник личной Применяют после того, как основной слой металла, подлежащий опиливанию, уже снят с детали при
- 11. Напильник бархатный Применяются только для самой точной отделки, подгонки, доводки деталей и шлифования поверхностей. Поверхность, обработанная
- 12. Напильники изготовляют с насечкой следующих типов: с простой, или одинарной (рис. 38,в); с перекрестной, или двойной
- 13. Формы сечения напильников
- 14. Формы напильников
- 15. По своему назначению резки металла напильники делятся на следующие группы: Рашпили Надфили
- 17. Скачать презентацию
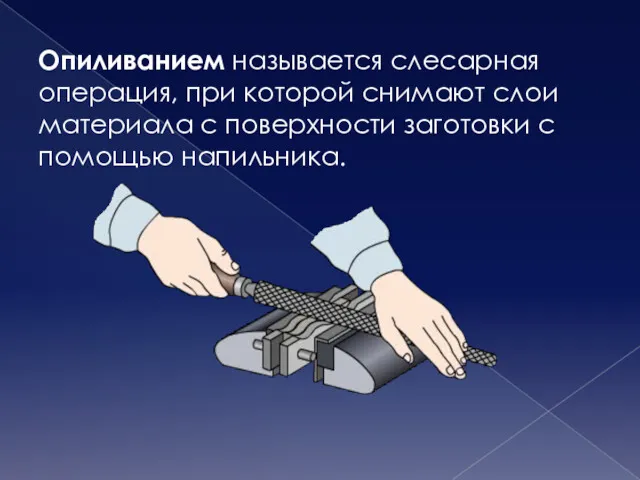
Опиливанием называется слесарная операция, при которой снимают слои материала с поверхности
Опиливанием называется слесарная операция, при которой снимают слои материала с поверхности
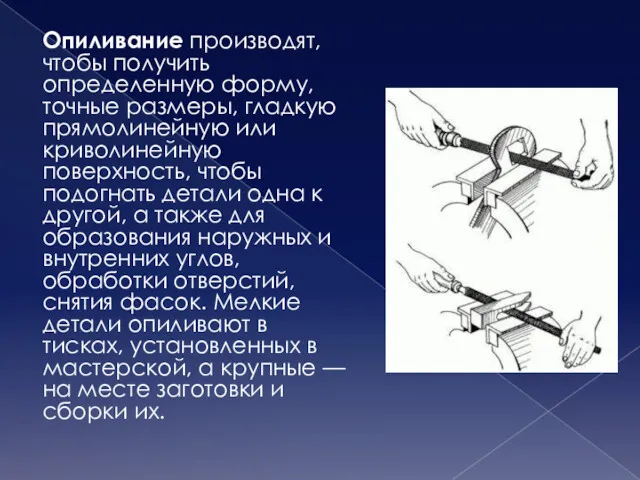
Опиливание производят, чтобы получить определенную форму, точные размеры, гладкую прямолинейную или
Опиливание производят, чтобы получить определенную форму, точные размеры, гладкую прямолинейную или
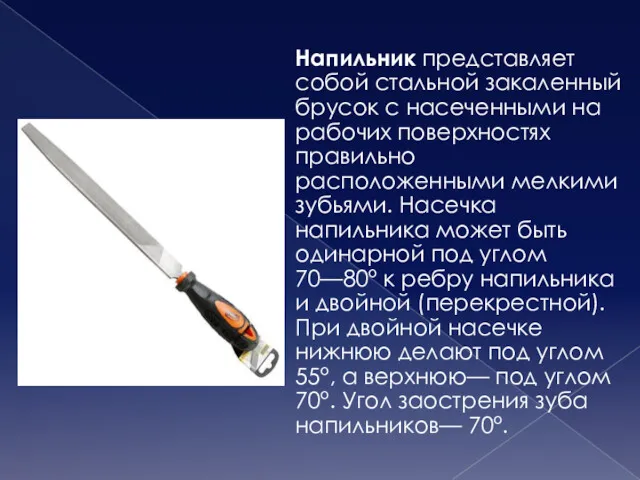
Напильник представляет собой стальной закаленный брусок с насеченными на рабочих поверхностях
Напильник представляет собой стальной закаленный брусок с насеченными на рабочих поверхностях

Напильник — это многолезвийный режущий инструмент, обеспечивающий сравнительно высокую точность и
Напильник — это многолезвийный режущий инструмент, обеспечивающий сравнительно высокую точность и

Основные части напильника
Основные части напильника
Техника безопасности при работе с напильником
При опиливании необходимо выполнять следующие правила
Техника безопасности при работе с напильником
При опиливании необходимо выполнять следующие правила


Виды напильников
Напильник драчевый
Драчевые напильники применяют только для первичной, черновой обработки поверхности
Виды напильников
Напильник драчевый
Драчевые напильники применяют только для первичной, черновой обработки поверхности

Напильник личной
Применяют после того, как основной слой металла, подлежащий опиливанию, уже
Напильник личной
Применяют после того, как основной слой металла, подлежащий опиливанию, уже
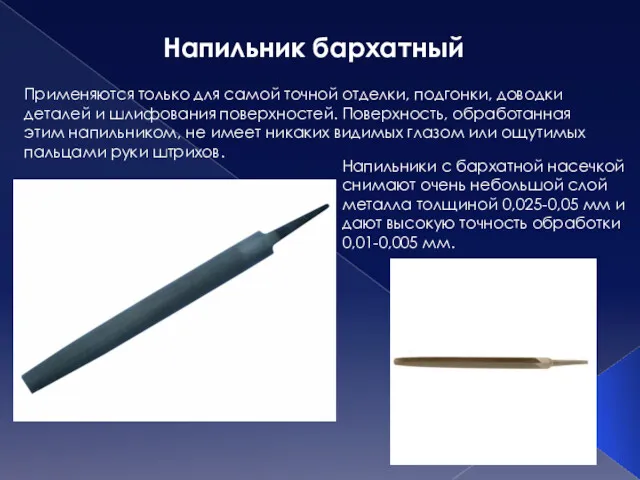
Напильник бархатный
Применяются только для самой точной отделки, подгонки, доводки деталей и
Напильник бархатный
Применяются только для самой точной отделки, подгонки, доводки деталей и
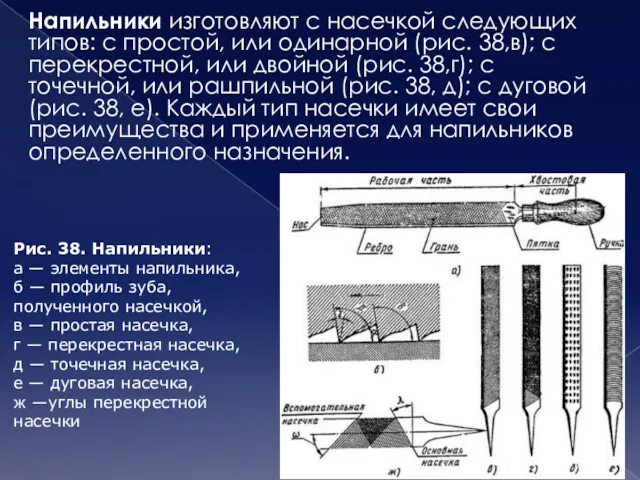
Напильники изготовляют с насечкой следующих типов: с простой, или одинарной (рис.
Напильники изготовляют с насечкой следующих типов: с простой, или одинарной (рис.

Формы сечения напильников
Формы сечения напильников
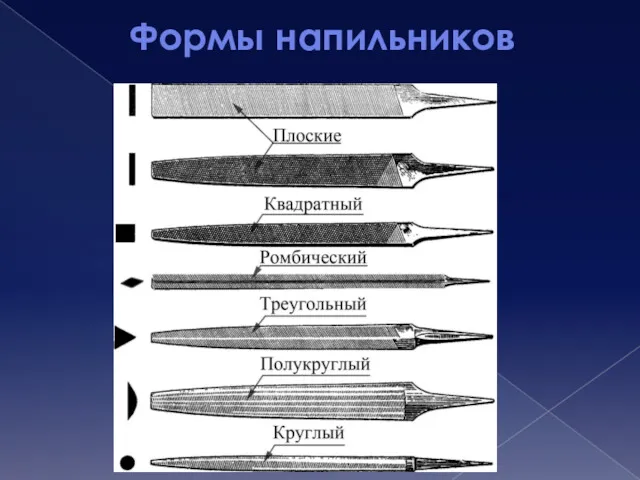
Формы напильников
Формы напильников

По своему назначению резки металла напильники делятся на следующие группы:
Рашпили
Надфили
Рашпили
Надфили
 Действие электрического тока на организм человека. (Лекция 6)
Действие электрического тока на организм человека. (Лекция 6) Вертолет Ми-8МТВ. Несущий винт
Вертолет Ми-8МТВ. Несущий винт Замедление нейтронов. Уравнение переноса
Замедление нейтронов. Уравнение переноса Колебательное движение.
Колебательное движение. Крутые машины
Крутые машины Механикалық гармоникалық тербелістердің теңдеулері мен графиктері
Механикалық гармоникалық тербелістердің теңдеулері мен графиктері Технология дефектовочных работ
Технология дефектовочных работ Материалтану саласындағы нанотехнологиялар
Материалтану саласындағы нанотехнологиялар Гибридные двигатели
Гибридные двигатели Решение задач по теме индуктивность
Решение задач по теме индуктивность Решение нестандартных задач по физике
Решение нестандартных задач по физике Внутренняя энергия тела
Внутренняя энергия тела Интересные факты о физике и астрономии
Интересные факты о физике и астрономии Измерение работы силы тяги, расчет косвенных погрешностей. Лабораторная работа
Измерение работы силы тяги, расчет косвенных погрешностей. Лабораторная работа Спектр атома водорода. (Лекция 7а)
Спектр атома водорода. (Лекция 7а) Турбины ТЭС и АЭС. Теория теплового процесса. Многоступенчатые турбины
Турбины ТЭС и АЭС. Теория теплового процесса. Многоступенчатые турбины Механика жидкостей и газов. Механические волны
Механика жидкостей и газов. Механические волны Постоянные магниты
Постоянные магниты Презентация. 7 класс. Архимедова сила.
Презентация. 7 класс. Архимедова сила. Ядерные реакции
Ядерные реакции Физическая викторина по теме Молекулярная физика. 10 класс
Физическая викторина по теме Молекулярная физика. 10 класс Кінетична потенціальна енергія
Кінетична потенціальна енергія Конденсатор құрылысы және түрлері
Конденсатор құрылысы және түрлері Теория динамических систем. Введение
Теория динамических систем. Введение Устройство и принцип работы воздухораспределителя 483
Устройство и принцип работы воздухораспределителя 483 Карданная передача полноприводного автомобиля КамАЗ-4310
Карданная передача полноприводного автомобиля КамАЗ-4310 Детали машин
Детали машин Величины, характеризующие колебательное движение
Величины, характеризующие колебательное движение