- Ультразвуковой контроль

Содержание
- 2. Места и причины ремонта Методы восстановления и контроля качества Сведения о проведенных ремонтах Объем контроля Метод
- 3. ЧТО ТАКОЕ УЛЬТРАЗВУК Звук, сгенерированный выше области слышимости человека (примерно 20 кГц), называется ультразвуком. Тем не
- 4. ЧАСТОТА, ПЕРИОД И ДЛИНА ВОЛНЫ Ультразвуковые колебания распространяются в виде волн, но в отличии от световых
- 5. АКУСТИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ
- 6. КЛАССИФИКАЦИЯ АКУСТИЧЕСКИХ МЕТОДОВ Акустические методы, основанные на: Приеме (пассивные) Излучении и приеме (активные) Бегущих волн Колебаний
- 7. Д И+П Эхо-метод Д П И Теневой Д П И Зеркально-теневой П И Д Эхо-зеркальный ("ТАНДЕМ")
- 8. ТИПЫ ВОЛН И ИХ РАСПРОСТРАНЕНИЕ Наиболее общие методы ультразвукового контроля используют продольные и поперечные волны. Продольная
- 9. ТИПЫ ВОЛН И ИХ РАСПРОСТРАНЕНИЕ (продолжение) При распространении акустических волн их амплитуда уменьшается – происходит ослабление
- 10. ПРИНЦИПЫ ИСПОЛЬЗОВАНИЯ УЛЬТРАЗВУКА Ультразвуковой метод неразрушающего контроля основан на введении в тестируемый объект высокочастотной волны для
- 11. АКУСТИЧЕСКИЙ ИМПЕДАНС КОЭФФИЦИЕНТЫ ОТРАЖЕНИЯ И ПРОЗРАЧНОСТИ Акустическое сопротивление материала характеризуется величиной акустического импеданса (Z), равного произведению
- 12. Сi С rL i СrS С rL С i ΘкрI ΘкрII С С R ПРОХОЖДЕНИЕ ВОЛН
- 13. Здесь: Θi - угол падения; Θr - угол преломления продольной (индекс L-Longitudinal) и поперечной (индекс S-Shear)
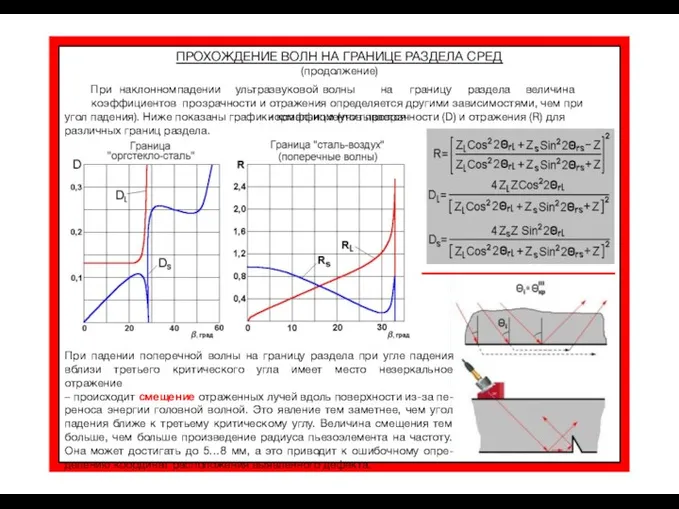
- 14. ПРОХОЖДЕНИЕ ВОЛН НА ГРАНИЦЕ РАЗДЕЛА СРЕД (продолжение) При наклонном падении ультразвуковой волны на границу раздела величина
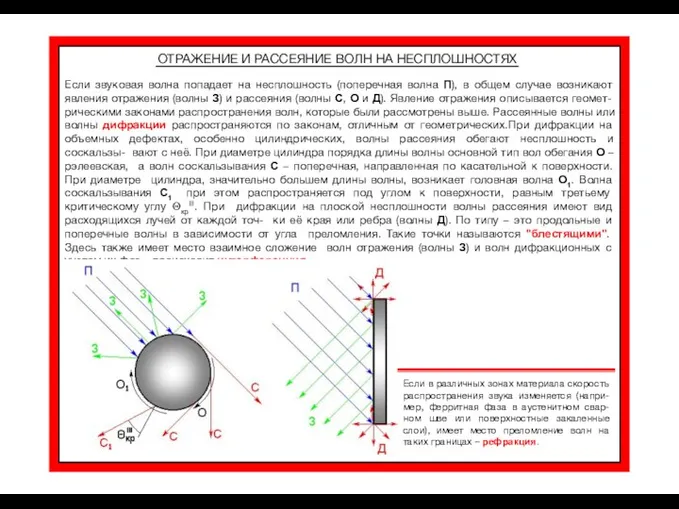
- 15. ОТРАЖЕНИЕ И РАССЕЯНИЕ ВОЛН НА НЕСПЛОШНОСТЯХ Если звуковая волна попадает на несплошность (поперечная волна П), в
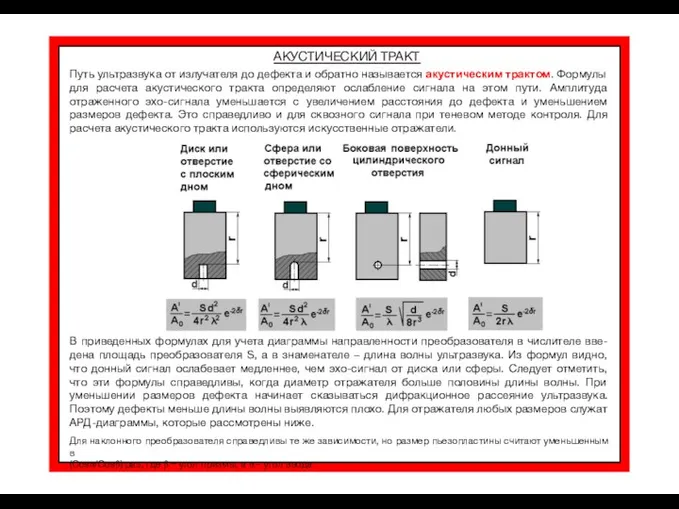
- 16. АКУСТИЧЕСКИЙ ТРАКТ Путь ультразвука от излучателя до дефекта и обратно называется акустическим трактом. Формулы для расчета
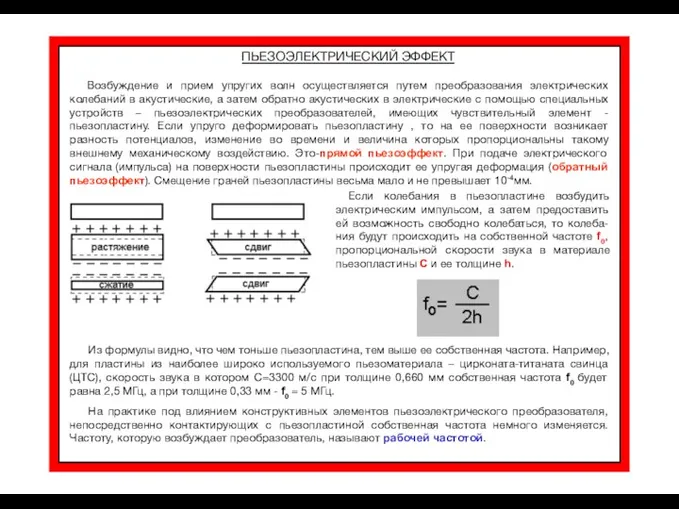
- 17. ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ЭФФЕКТ Возбуждение и прием упругих волн осуществляется путем преобразования электрических колебаний в акустические, а затем
- 18. ФОРМА И СПЕКТР УЛЬТРАЗВУКОВОГО СИГНАЛА Основные параметры, описывающие форму и спектр ультразвукового сигнала, следующие: Частота в
- 19. ЧТО ТАКОЕ УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ Ультразвуковой пьезоэлектрический преобразователь (ПЭП) предназначен для генерирования и регистрации высокочастотных ультразвуковых колебаний.
- 20. АКУСТИЧЕСКОЕ ПОЛЕ ПРЕОБРАЗОВАТЕЛЯ Область излучения акустического преобразователя (акустическое поле) разделяется на две зоны: ближнюю и дальнюю.
- 21. АКУСТИЧЕСКОЕ ПОЛЕ ПРЕОБРАЗОВАТЕЛЯ (продолжение) Акустическое поле преобразователя в общем случае можно представить в виде расходящихся конусом
- 22. СТРУКТУРНАЯ СХЕМА УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА 1 – усилитель [1.1- предусилитель; 1.2 – аттенюатор (калиброванный ослабитель сигнала); 1.3
- 23. КЛАССИФИКАЦИЯ ПЬЕЗОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ Все пьезоэлектрические преобразователи (ПЭП) можно классифицировать на типы по следующим принципам. Раздельно-совмещенные преобразователи
- 24. Наклонные преобразователи Принцип работы наклонных преобразователей основан на использова- нии преломления и преобразования продольной волны при
- 25. КЛАССИФИКАЦИЯ ПЬЕЗОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ (продолжение) Наклонные преобразователи Принцип работы наклонных преобразователей основан на использовании преломления и преобразования
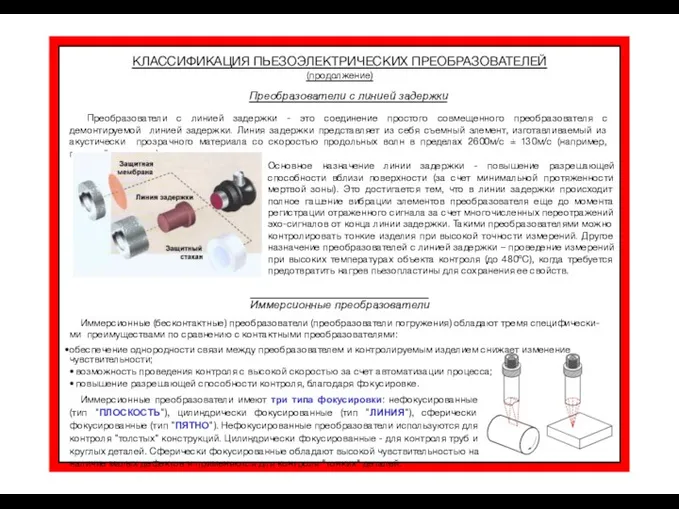
- 26. КЛАССИФИКАЦИЯ ПЬЕЗОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ (продолжение) Преобразователи с линией задержки Преобразователи с линией задержки - это соединение простого
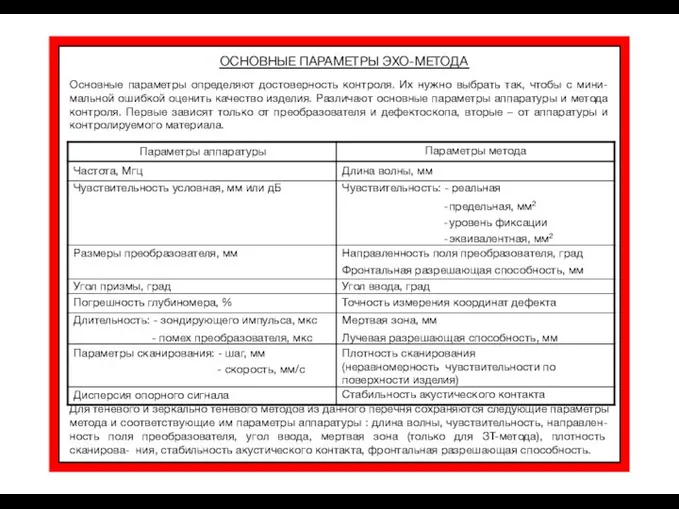
- 27. ОСНОВНЫЕ ПАРАМЕТРЫ ЭХО-МЕТОДА Основные параметры определяют достоверность контроля. Их нужно выбрать так, чтобы с мини- мальной
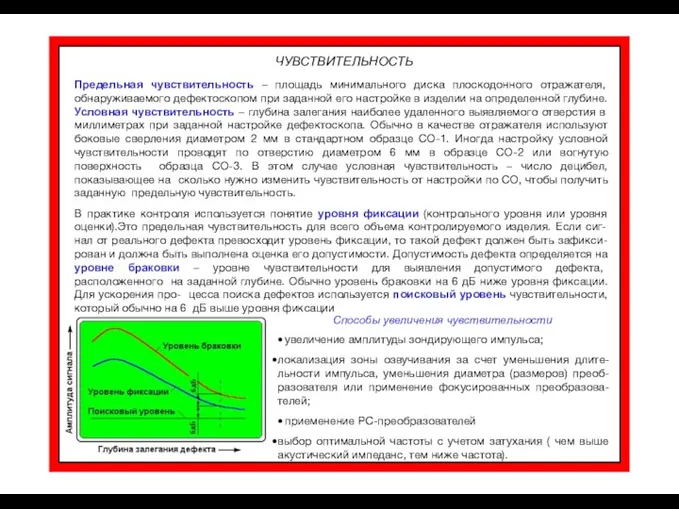
- 28. ЧУВСТВИТЕЛЬНОСТЬ Предельная чувствительность – площадь минимального диска плоскодонного отражателя, обнаруживаемого дефектоскопом при заданной его настройке в
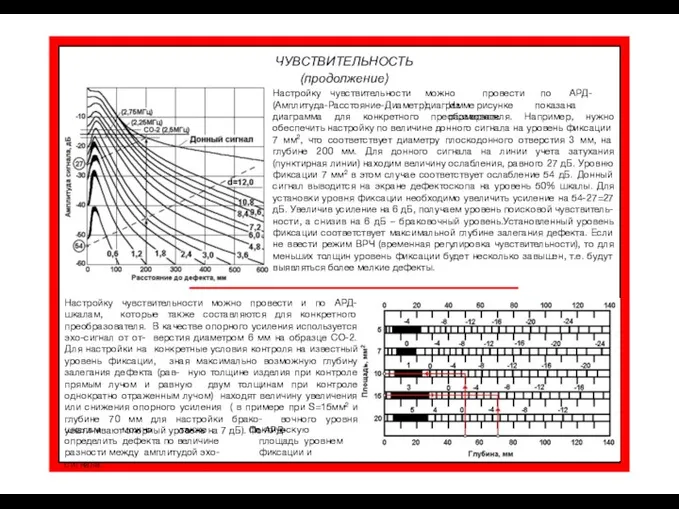
- 29. ЧУВСТВИТЕЛЬНОСТЬ (продолжение) Настройку чувствительности можно провести по АРД-диаграмме (Амплитуда-Расстояние-Диаметр). На рисунке показана размерная диаграмма для конкретного
- 30. МАКСИМАЛЬНАЯ И МИНИМАЛЬНАЯ ГЛУБИНА ПРОЗВУЧИВАНИЯ Максимальная глубина прозвучивания Rmax – наибольшая глубина, на которой выявляется дефект
- 31. Способы увеличения лучевой разрешающей способности повышение частоты ультразвука (сокращение длительности зондирующего импульса); применение преобразователей с минимальным
- 32. М80 проверка точки ввода (только для наклонных преобразователей); F и – проверка мертвой зоны; Н –
- 33. СКАНИРОВАНИЕ Сканирование – перемещение преобразователя по поверхности изделия. Преобразователь перемещают с определенной скоростью (скоростью сканирования), которая
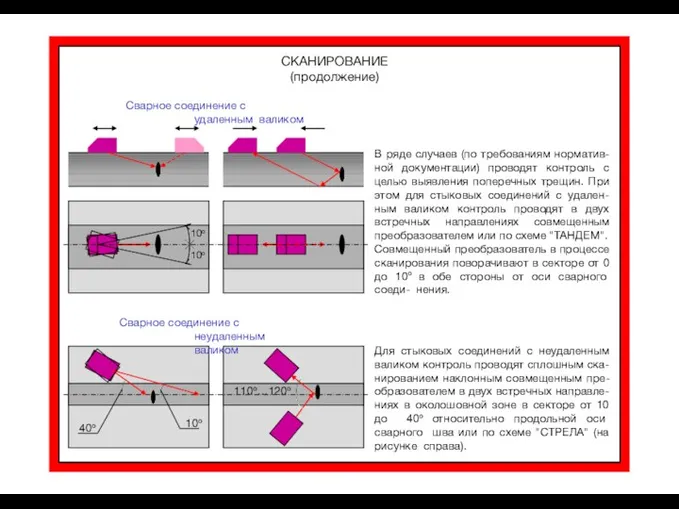
- 34. 40о 10о 110о…120о СКАНИРОВАНИЕ (продолжение) Сварное соединение с удаленным валиком Сварное соединение с неудаленным валиком В
- 35. СКАНИРОВАНИЕ (продолжение) Для контроля сварных соединений трубного проката диаметром от 10 до 529 мм и толщиной
- 36. Х h Координаты дефекта: Х – расстояние до дефекта от точки ввода луча; h – глубина
- 37. СХЕМЫ КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ Стаковые соединения Тавровые соединения Угловые соединения
- 38. ПРЕДСТАВЛЕНИЕ РЕЗУЛЬТАТОВ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ А-Развертка (ТИПЫ РАЗВЕРТОК) В-Развертка С-Развертка Развертка типа А – это изобра- жение
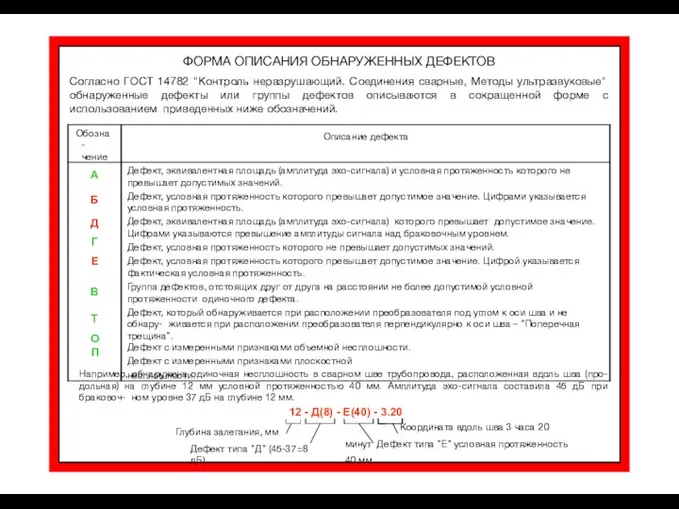
- 39. ФОРМА ОПИСАНИЯ ОБНАРУЖЕННЫХ ДЕФЕКТОВ Согласно ГОСТ 14782 "Контроль неразрушающий. Соединения сварные, Методы ультразвуковые" обнаруженные дефекты или
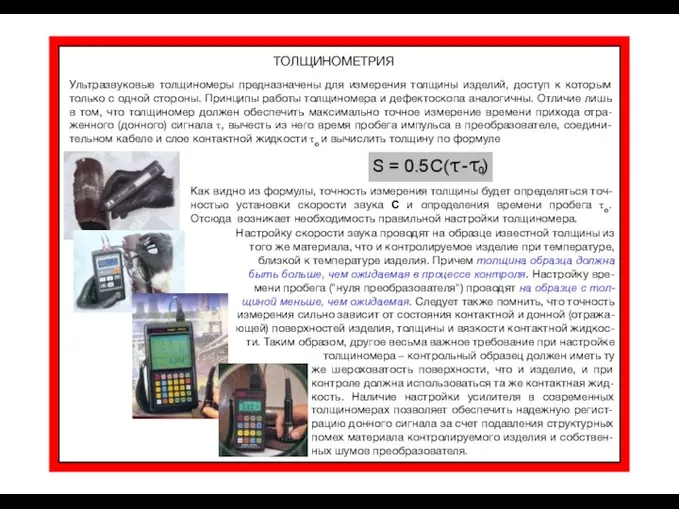
- 40. ТОЛЩИНОМЕТРИЯ Ультразвуковые толщиномеры предназначены для измерения толщины изделий, доступ к которым только с одной стороны. Принципы
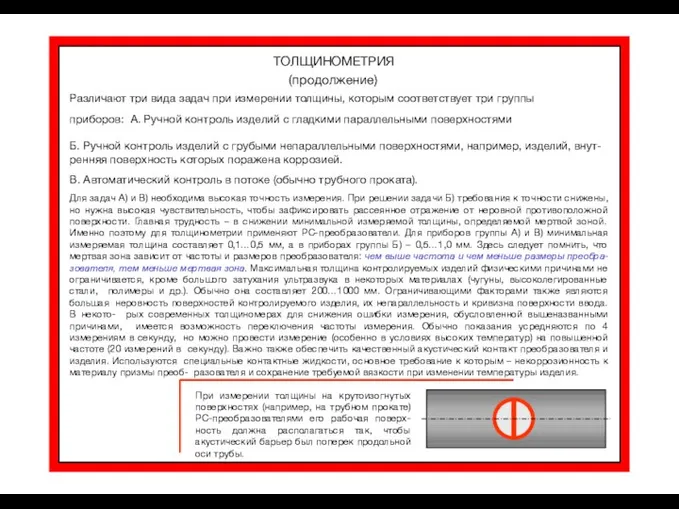
- 41. ТОЛЩИНОМЕТРИЯ (продолжение) Различают три вида задач при измерении толщины, которым соответствует три группы приборов: А. Ручной
- 42. Измерение толщины стенки при равномерном коррозионно-эрозионном повреждении
- 44. Скачать презентацию
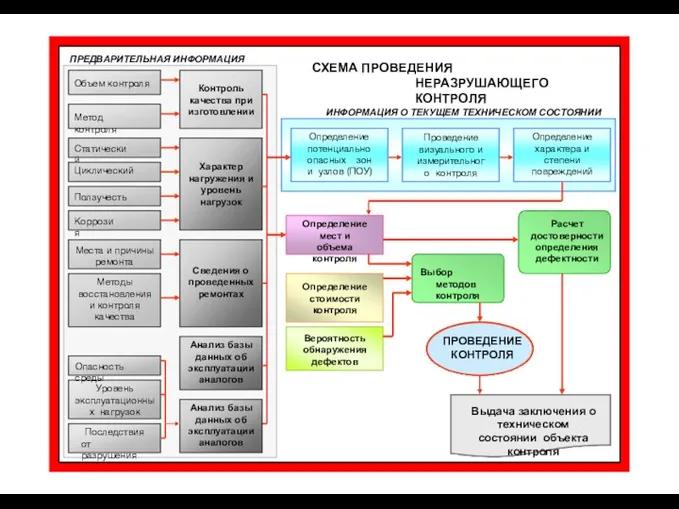
Места и причины ремонта
Методы восстановления и контроля качества
Сведения о проведенных ремонтах
Объем
Места и причины ремонта
Методы восстановления и контроля качества
Сведения о проведенных ремонтах
Объем
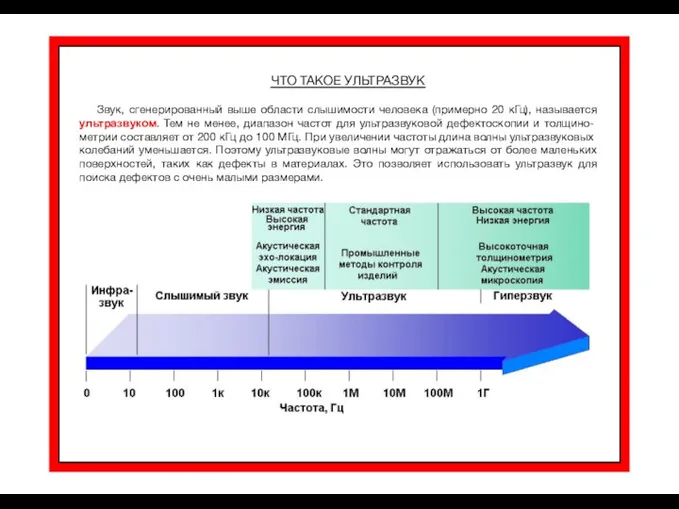
ЧТО ТАКОЕ УЛЬТРАЗВУК
Звук, сгенерированный выше области слышимости человека (примерно 20 кГц),
ЧТО ТАКОЕ УЛЬТРАЗВУК
Звук, сгенерированный выше области слышимости человека (примерно 20 кГц),
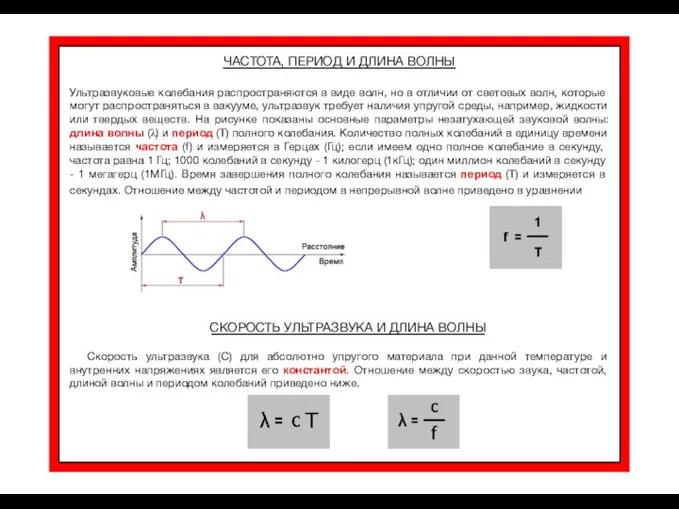
ЧАСТОТА, ПЕРИОД И ДЛИНА ВОЛНЫ
Ультразвуковые колебания распространяются в виде волн, но
ЧАСТОТА, ПЕРИОД И ДЛИНА ВОЛНЫ
Ультразвуковые колебания распространяются в виде волн, но
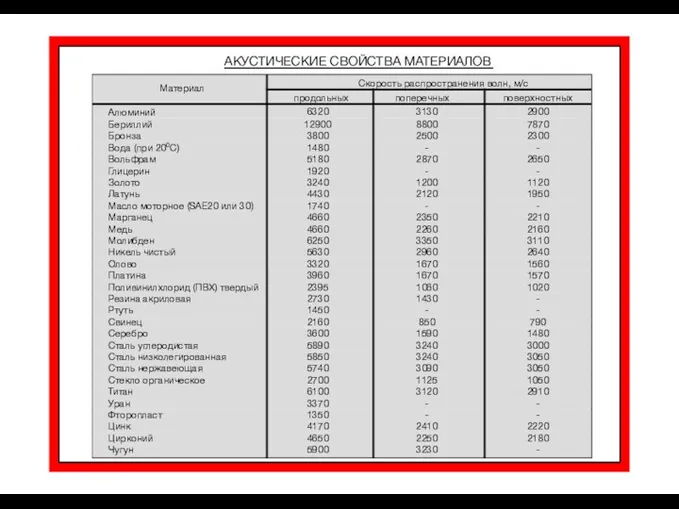
АКУСТИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ
АКУСТИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ
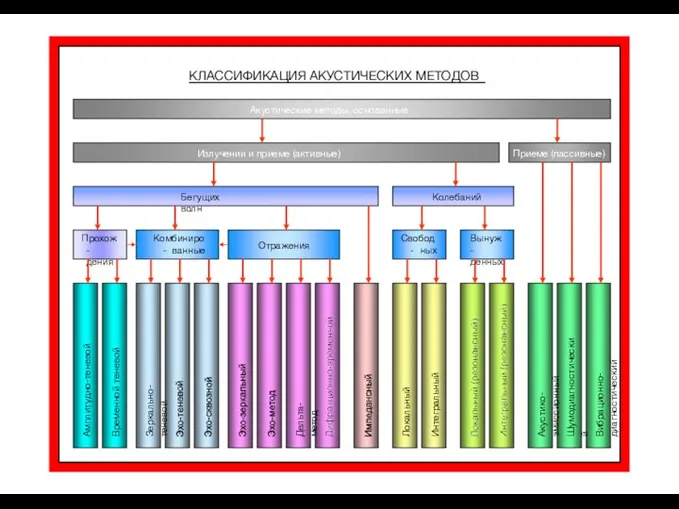
КЛАССИФИКАЦИЯ АКУСТИЧЕСКИХ МЕТОДОВ
Акустические методы, основанные на:
Приеме (пассивные)
Излучении и приеме (активные)
Бегущих волн
Колебаний
Шумодиагностический
Вибрационно-диагностический
Локальный
Интегральный
Амплитудно-теневой
Временной
КЛАССИФИКАЦИЯ АКУСТИЧЕСКИХ МЕТОДОВ
Акустические методы, основанные на:
Приеме (пассивные)
Излучении и приеме (активные)
Бегущих волн
Колебаний
Шумодиагностический
Вибрационно-диагностический
Локальный
Интегральный
Амплитудно-теневой
Временной
Д
И+П
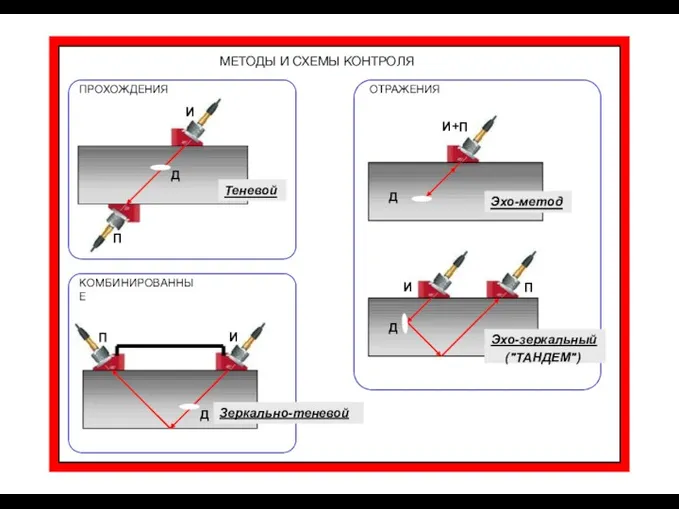
Эхо-метод
Д
П
И
Теневой
Д
П
И
Зеркально-теневой
П
И
Д
Эхо-зеркальный
("ТАНДЕМ")
ПРОХОЖДЕНИЯ
ОТРАЖЕНИЯ
КОМБИНИРОВАННЫЕ
МЕТОДЫ И СХЕМЫ КОНТРОЛЯ
Д
И+П
Эхо-метод
Д
П
И
Теневой
Д
П
И
Зеркально-теневой
П
И
Д
Эхо-зеркальный
("ТАНДЕМ")
ПРОХОЖДЕНИЯ
ОТРАЖЕНИЯ
КОМБИНИРОВАННЫЕ
МЕТОДЫ И СХЕМЫ КОНТРОЛЯ
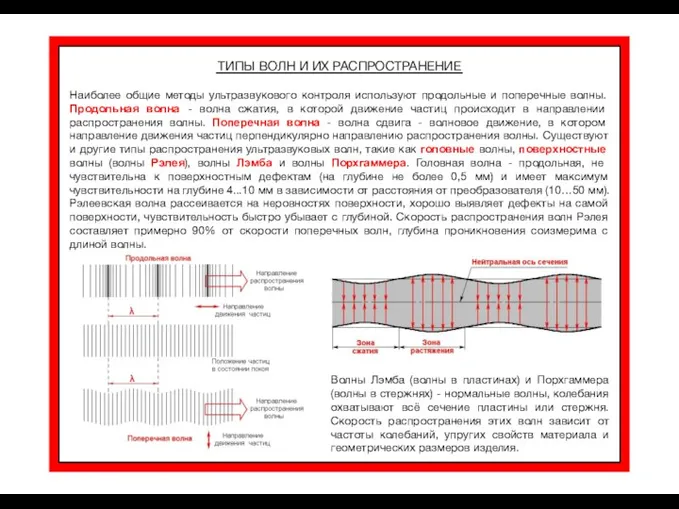
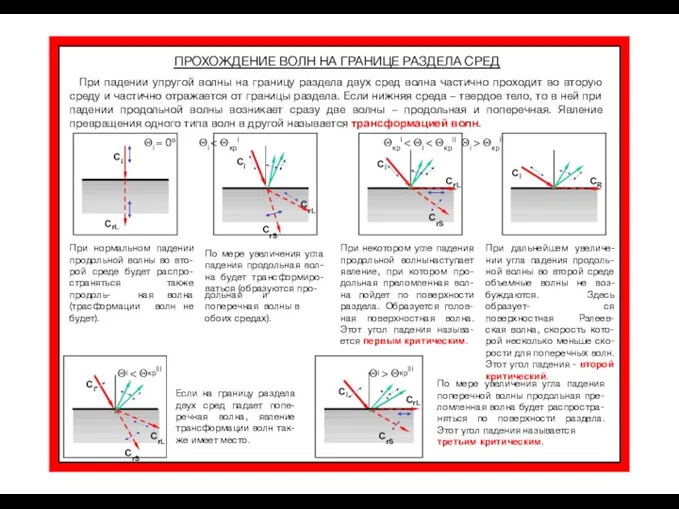
ТИПЫ ВОЛН И ИХ РАСПРОСТРАНЕНИЕ
Наиболее общие методы ультразвукового контроля используют продольные
ТИПЫ ВОЛН И ИХ РАСПРОСТРАНЕНИЕ
Наиболее общие методы ультразвукового контроля используют продольные
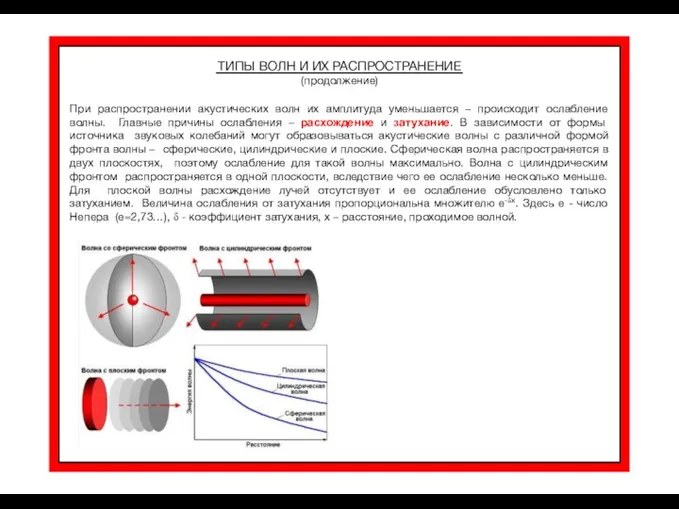
ТИПЫ ВОЛН И ИХ РАСПРОСТРАНЕНИЕ
(продолжение)
При распространении акустических волн их амплитуда уменьшается
ТИПЫ ВОЛН И ИХ РАСПРОСТРАНЕНИЕ
(продолжение)
При распространении акустических волн их амплитуда уменьшается
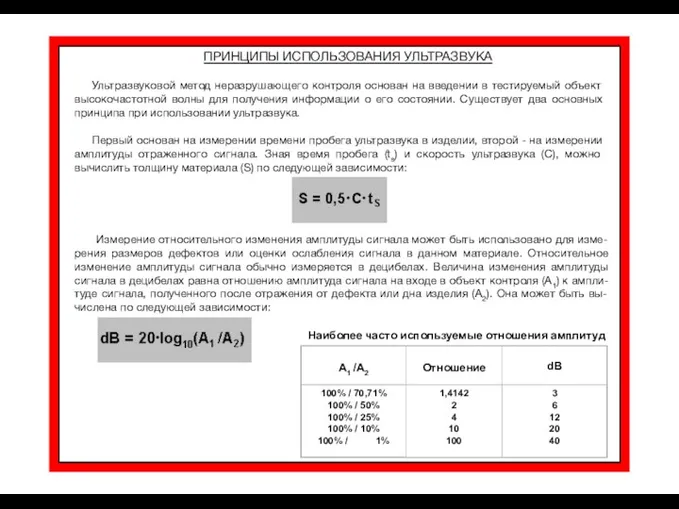
ПРИНЦИПЫ ИСПОЛЬЗОВАНИЯ УЛЬТРАЗВУКА
Ультразвуковой метод неразрушающего контроля основан на введении в тестируемый
ПРИНЦИПЫ ИСПОЛЬЗОВАНИЯ УЛЬТРАЗВУКА
Ультразвуковой метод неразрушающего контроля основан на введении в тестируемый
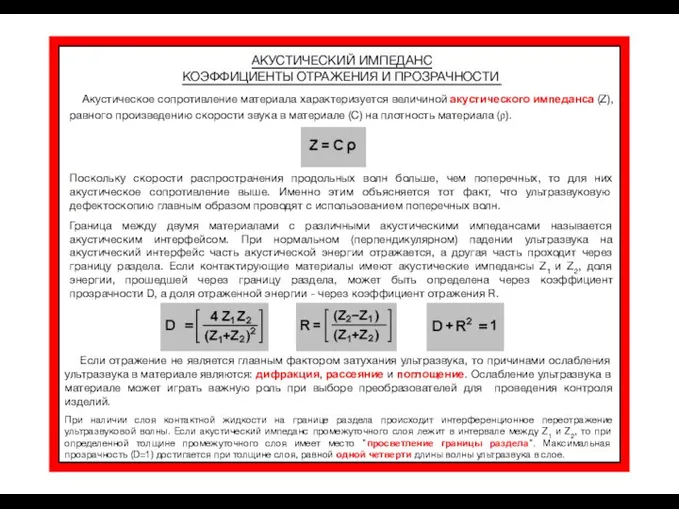
АКУСТИЧЕСКИЙ ИМПЕДАНС КОЭФФИЦИЕНТЫ ОТРАЖЕНИЯ И ПРОЗРАЧНОСТИ
Акустическое сопротивление материала характеризуется величиной акустического
АКУСТИЧЕСКИЙ ИМПЕДАНС КОЭФФИЦИЕНТЫ ОТРАЖЕНИЯ И ПРОЗРАЧНОСТИ
Акустическое сопротивление материала характеризуется величиной акустического
Сi
С
rL
i
СrS
С
rL
С
i
ΘкрI < Θi < ΘкрII Θi > ΘкрII
С
С
R
ПРОХОЖДЕНИЕ ВОЛН НА ГРАНИЦЕ РАЗДЕЛА
Сi
С
rL
i
СrS
С
rL
С
i
ΘкрI < Θi < ΘкрII Θi > ΘкрII
С
С
R
ПРОХОЖДЕНИЕ ВОЛН НА ГРАНИЦЕ РАЗДЕЛА
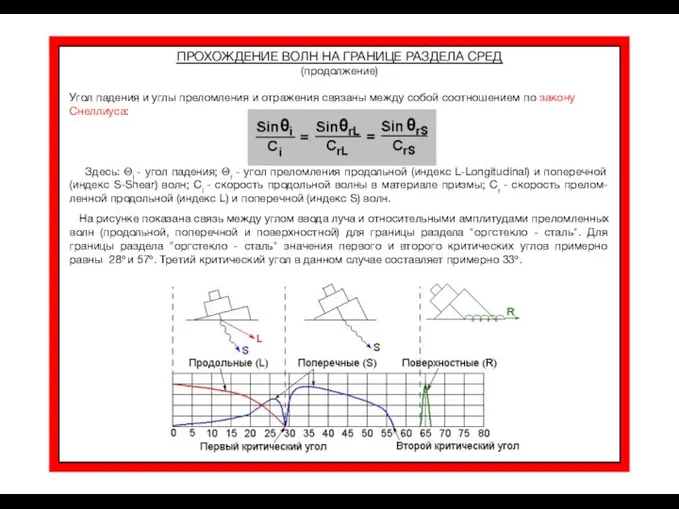
Здесь: Θi - угол падения; Θr - угол преломления продольной (индекс
Здесь: Θi - угол падения; Θr - угол преломления продольной (индекс
ПРОХОЖДЕНИЕ ВОЛН НА ГРАНИЦЕ РАЗДЕЛА СРЕД
(продолжение)
При наклонном падении ультразвуковой волны на границу раздела величина коэффициентов прозрачности и отражения определяется другими
ПРОХОЖДЕНИЕ ВОЛН НА ГРАНИЦЕ РАЗДЕЛА СРЕД
(продолжение)
При наклонном падении ультразвуковой волны на границу раздела величина коэффициентов прозрачности и отражения определяется другими
ОТРАЖЕНИЕ И РАССЕЯНИЕ ВОЛН НА НЕСПЛОШНОСТЯХ
Если звуковая волна попадает на несплошность
ОТРАЖЕНИЕ И РАССЕЯНИЕ ВОЛН НА НЕСПЛОШНОСТЯХ
Если звуковая волна попадает на несплошность
АКУСТИЧЕСКИЙ ТРАКТ
Путь ультразвука от излучателя до дефекта и обратно называется акустическим
АКУСТИЧЕСКИЙ ТРАКТ
Путь ультразвука от излучателя до дефекта и обратно называется акустическим
ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ЭФФЕКТ
Возбуждение и прием упругих волн осуществляется путем преобразования электрических колебаний
ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ЭФФЕКТ
Возбуждение и прием упругих волн осуществляется путем преобразования электрических колебаний
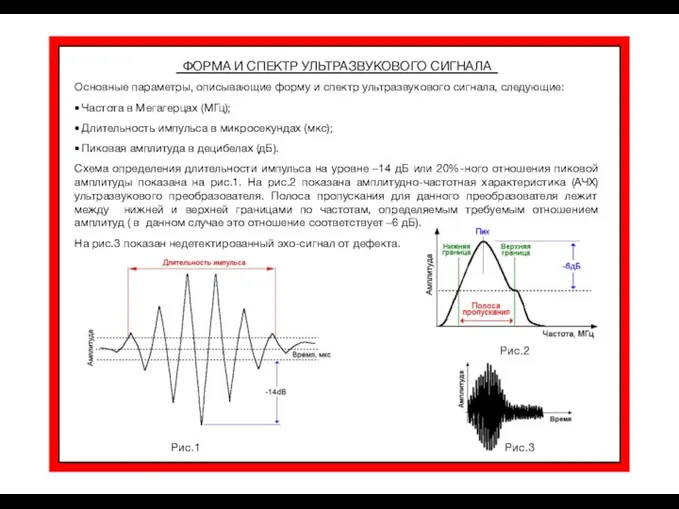
ФОРМА И СПЕКТР УЛЬТРАЗВУКОВОГО СИГНАЛА
Основные параметры, описывающие форму и спектр ультразвукового
ФОРМА И СПЕКТР УЛЬТРАЗВУКОВОГО СИГНАЛА
Основные параметры, описывающие форму и спектр ультразвукового
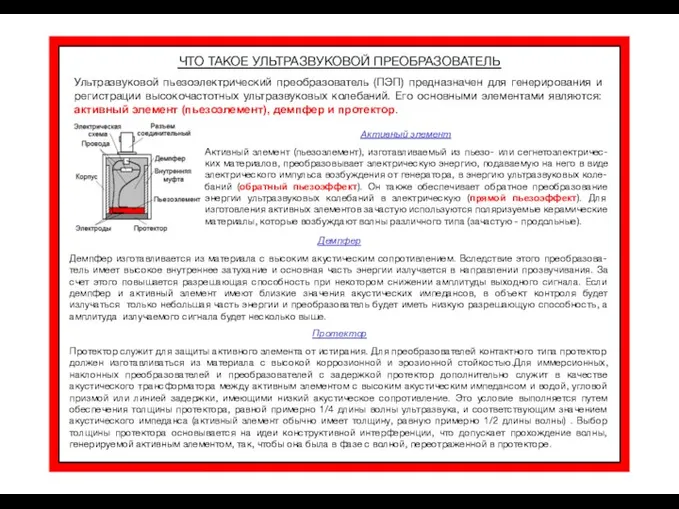
ЧТО ТАКОЕ УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ
Ультразвуковой пьезоэлектрический преобразователь (ПЭП) предназначен для генерирования и
ЧТО ТАКОЕ УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ
Ультразвуковой пьезоэлектрический преобразователь (ПЭП) предназначен для генерирования и
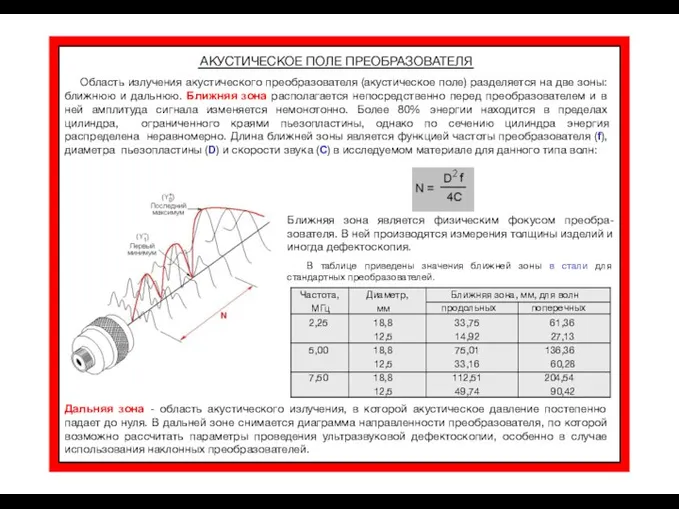
АКУСТИЧЕСКОЕ ПОЛЕ ПРЕОБРАЗОВАТЕЛЯ
Область излучения акустического преобразователя (акустическое поле) разделяется на две
АКУСТИЧЕСКОЕ ПОЛЕ ПРЕОБРАЗОВАТЕЛЯ
Область излучения акустического преобразователя (акустическое поле) разделяется на две
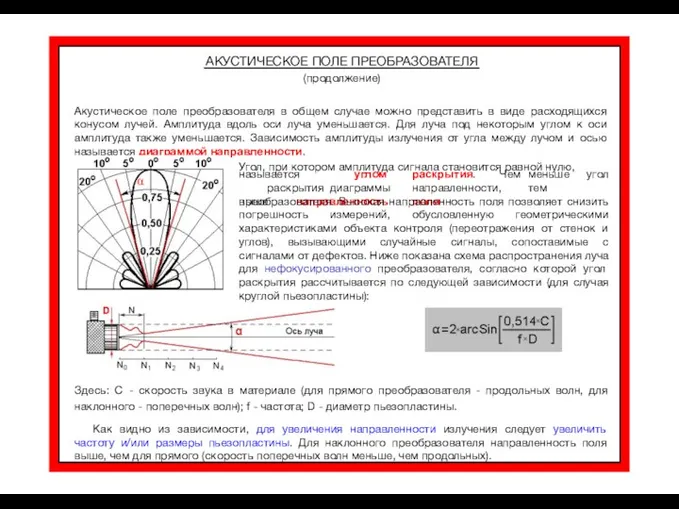
АКУСТИЧЕСКОЕ ПОЛЕ ПРЕОБРАЗОВАТЕЛЯ
(продолжение)
Акустическое поле преобразователя в общем случае можно представить в
АКУСТИЧЕСКОЕ ПОЛЕ ПРЕОБРАЗОВАТЕЛЯ
(продолжение)
Акустическое поле преобразователя в общем случае можно представить в
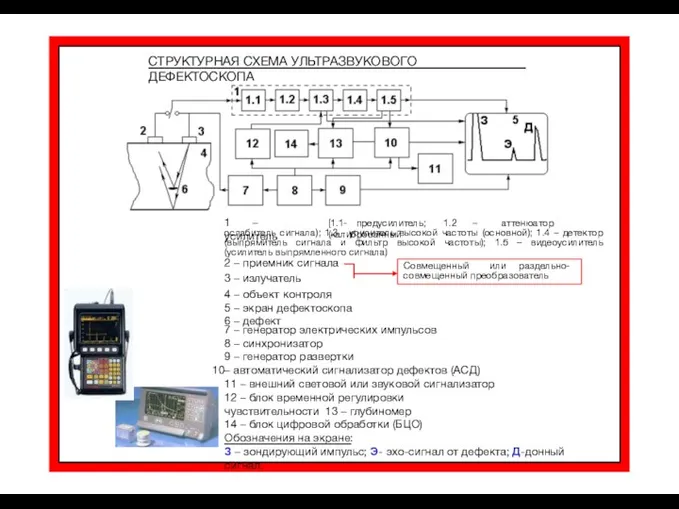
СТРУКТУРНАЯ СХЕМА УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА
1 – усилитель
[1.1- предусилитель; 1.2 – аттенюатор (калиброванный
ослабитель сигнала); 1.3 - усилитель высокой частоты (основной);
СТРУКТУРНАЯ СХЕМА УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА
1 – усилитель
[1.1- предусилитель; 1.2 – аттенюатор (калиброванный
ослабитель сигнала); 1.3 - усилитель высокой частоты (основной);
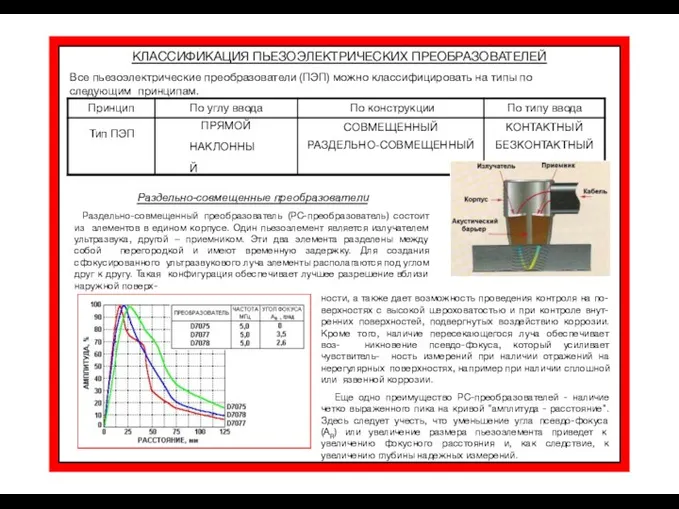
КЛАССИФИКАЦИЯ ПЬЕЗОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ
Все пьезоэлектрические преобразователи (ПЭП) можно классифицировать на типы по
КЛАССИФИКАЦИЯ ПЬЕЗОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ
Все пьезоэлектрические преобразователи (ПЭП) можно классифицировать на типы по
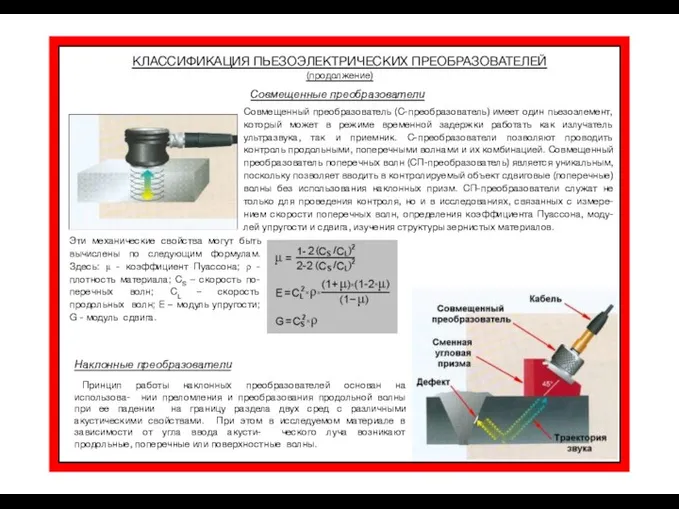
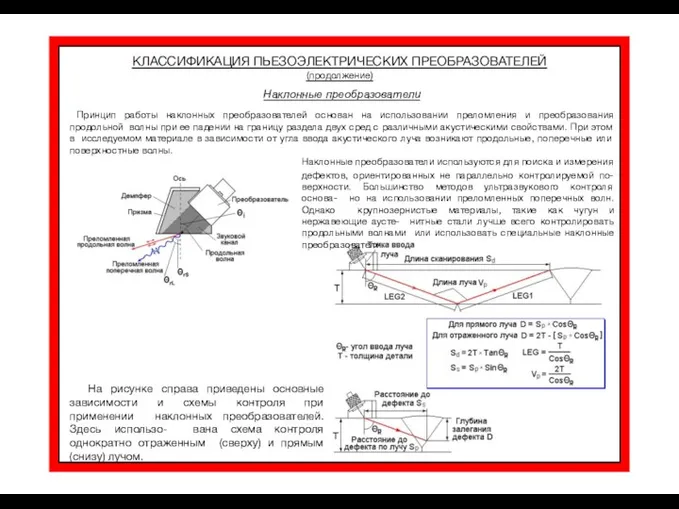
Наклонные преобразователи
Принцип работы наклонных преобразователей основан на использова- нии преломления и
Наклонные преобразователи
Принцип работы наклонных преобразователей основан на использова- нии преломления и
КЛАССИФИКАЦИЯ ПЬЕЗОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ
(продолжение)
Наклонные преобразователи
Принцип работы наклонных преобразователей основан на использовании преломления
КЛАССИФИКАЦИЯ ПЬЕЗОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ
(продолжение)
Наклонные преобразователи
Принцип работы наклонных преобразователей основан на использовании преломления
КЛАССИФИКАЦИЯ ПЬЕЗОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ
(продолжение)
Преобразователи с линией задержки
Преобразователи с линией задержки - это
КЛАССИФИКАЦИЯ ПЬЕЗОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ
(продолжение)
Преобразователи с линией задержки
Преобразователи с линией задержки - это
ОСНОВНЫЕ ПАРАМЕТРЫ ЭХО-МЕТОДА
Основные параметры определяют достоверность контроля. Их нужно выбрать так,
ОСНОВНЫЕ ПАРАМЕТРЫ ЭХО-МЕТОДА
Основные параметры определяют достоверность контроля. Их нужно выбрать так,
ЧУВСТВИТЕЛЬНОСТЬ
Предельная чувствительность – площадь минимального диска плоскодонного отражателя, обнаруживаемого дефектоскопом при
ЧУВСТВИТЕЛЬНОСТЬ
Предельная чувствительность – площадь минимального диска плоскодонного отражателя, обнаруживаемого дефектоскопом при
ЧУВСТВИТЕЛЬНОСТЬ
(продолжение)
Настройку чувствительности
можно провести по АРД-диаграмме
(Амплитуда-Расстояние-Диаметр).
На рисунке показана размерная
диаграмма для конкретного преобразователя. Например, нужно обеспечить настройку по величине донного
ЧУВСТВИТЕЛЬНОСТЬ
(продолжение)
Настройку чувствительности
можно провести по АРД-диаграмме
(Амплитуда-Расстояние-Диаметр).
На рисунке показана размерная
диаграмма для конкретного преобразователя. Например, нужно обеспечить настройку по величине донного
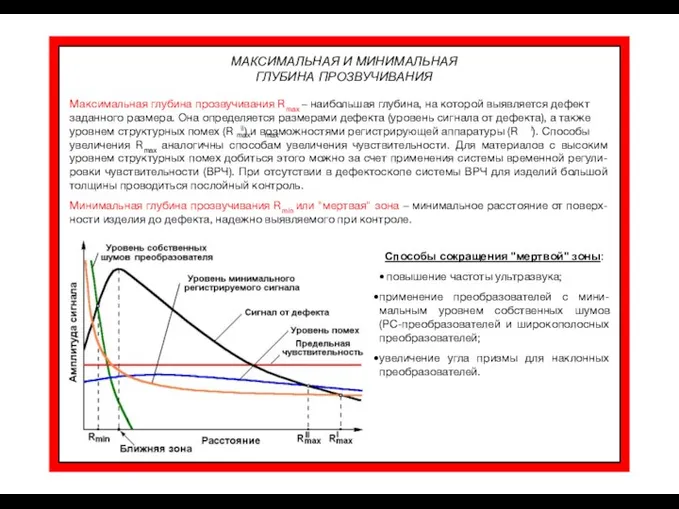
МАКСИМАЛЬНАЯ И МИНИМАЛЬНАЯ ГЛУБИНА ПРОЗВУЧИВАНИЯ
Максимальная глубина прозвучивания Rmax – наибольшая глубина,
МАКСИМАЛЬНАЯ И МИНИМАЛЬНАЯ ГЛУБИНА ПРОЗВУЧИВАНИЯ
Максимальная глубина прозвучивания Rmax – наибольшая глубина,
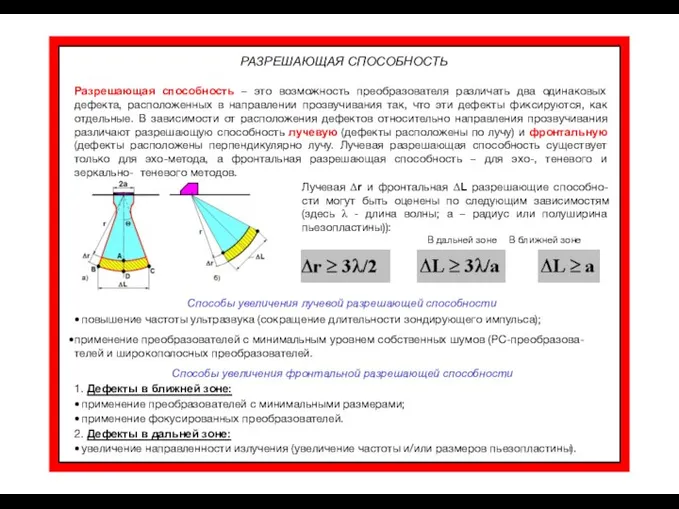
Способы увеличения лучевой разрешающей способности
повышение частоты ультразвука (сокращение длительности зондирующего импульса);
применение
Способы увеличения лучевой разрешающей способности
повышение частоты ультразвука (сокращение длительности зондирующего импульса);
применение
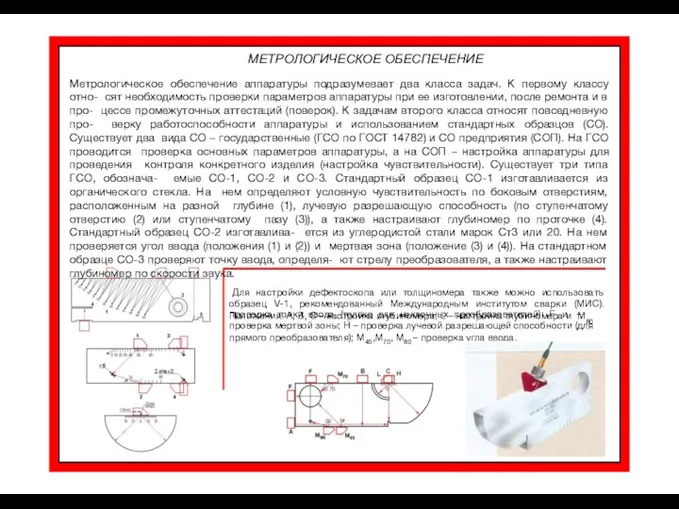
М80
проверка точки ввода (только для наклонных преобразователей); F и –
проверка мертвой зоны;
М80
проверка точки ввода (только для наклонных преобразователей); F и –
проверка мертвой зоны;
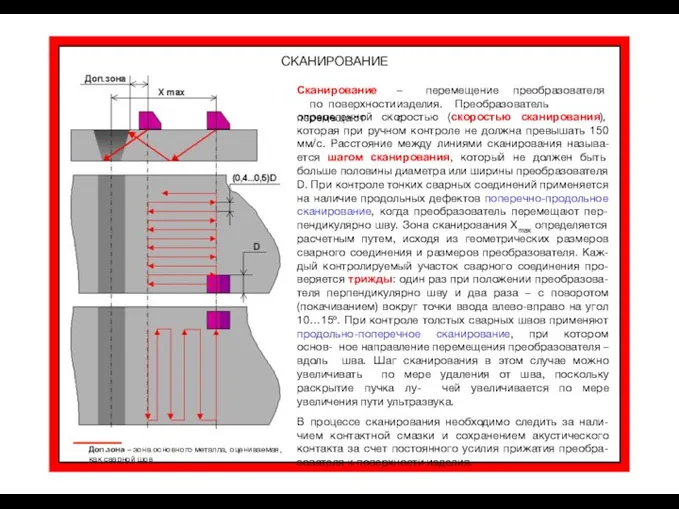
СКАНИРОВАНИЕ
Сканирование – перемещение преобразователя по поверхности изделия. Преобразователь перемещают с
определенной скоростью (скоростью сканирования), которая при ручном контроле не должна
СКАНИРОВАНИЕ
Сканирование – перемещение преобразователя по поверхности изделия. Преобразователь перемещают с
определенной скоростью (скоростью сканирования), которая при ручном контроле не должна
40о
10о
110о…120о
СКАНИРОВАНИЕ
(продолжение)
Сварное соединение с удаленным валиком
Сварное соединение с неудаленным валиком
В ряде случаев
40о
10о
110о…120о
СКАНИРОВАНИЕ
(продолжение)
Сварное соединение с удаленным валиком
Сварное соединение с неудаленным валиком
В ряде случаев

СКАНИРОВАНИЕ
(продолжение)
Для контроля сварных соединений трубного проката диаметром от 10 до 529
СКАНИРОВАНИЕ
(продолжение)
Для контроля сварных соединений трубного проката диаметром от 10 до 529
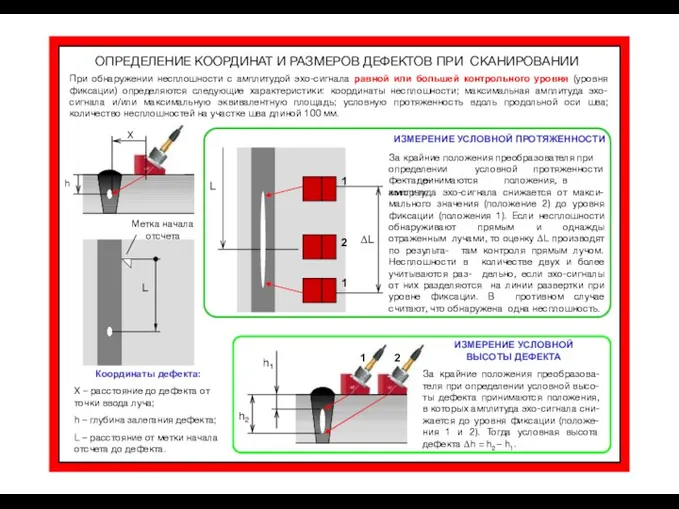
Х
h
Координаты дефекта:
Х – расстояние до дефекта от точки ввода луча;
h –
Х
h
Координаты дефекта:
Х – расстояние до дефекта от точки ввода луча;
h –
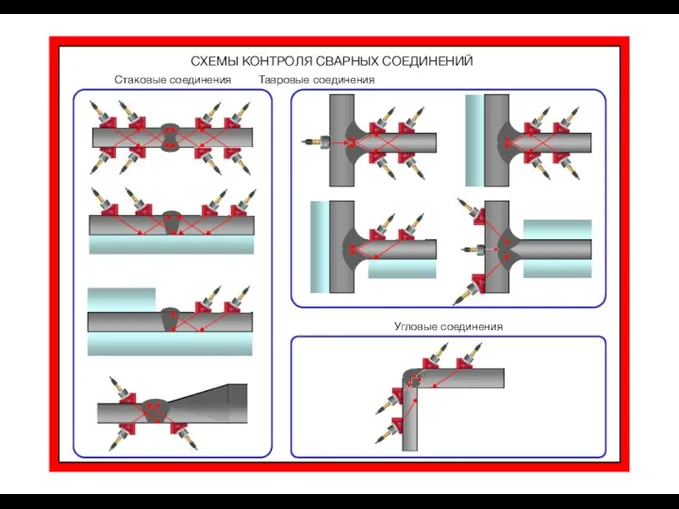
СХЕМЫ КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ
Стаковые соединения Тавровые соединения
Угловые соединения
СХЕМЫ КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ
Стаковые соединения Тавровые соединения
Угловые соединения
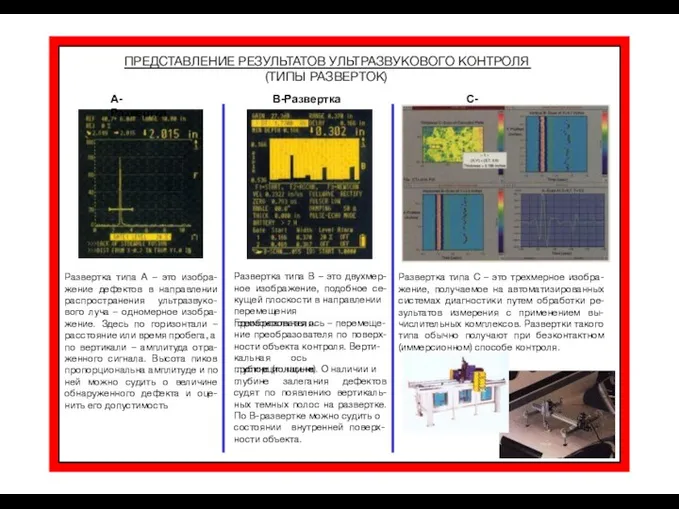
ПРЕДСТАВЛЕНИЕ РЕЗУЛЬТАТОВ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
А-Развертка
(ТИПЫ РАЗВЕРТОК)
В-Развертка
С-Развертка
Развертка типа А – это изобра- жение
ПРЕДСТАВЛЕНИЕ РЕЗУЛЬТАТОВ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
А-Развертка
(ТИПЫ РАЗВЕРТОК)
В-Развертка
С-Развертка
Развертка типа А – это изобра- жение
ФОРМА ОПИСАНИЯ ОБНАРУЖЕННЫХ ДЕФЕКТОВ
Согласно ГОСТ 14782 "Контроль неразрушающий. Соединения сварные, Методы
ФОРМА ОПИСАНИЯ ОБНАРУЖЕННЫХ ДЕФЕКТОВ
Согласно ГОСТ 14782 "Контроль неразрушающий. Соединения сварные, Методы
ТОЛЩИНОМЕТРИЯ
Ультразвуковые толщиномеры предназначены для измерения толщины изделий, доступ к которым только
ТОЛЩИНОМЕТРИЯ
Ультразвуковые толщиномеры предназначены для измерения толщины изделий, доступ к которым только
ТОЛЩИНОМЕТРИЯ
(продолжение)
Различают три вида задач при измерении толщины, которым соответствует три группы
ТОЛЩИНОМЕТРИЯ
(продолжение)
Различают три вида задач при измерении толщины, которым соответствует три группы
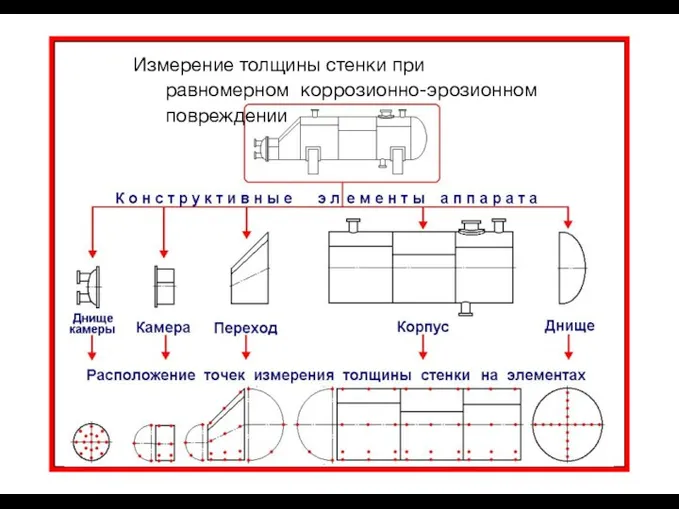
Измерение толщины стенки при равномерном коррозионно-эрозионном повреждении
Измерение толщины стенки при равномерном коррозионно-эрозионном повреждении
 Современные тепловые двигатели
Современные тепловые двигатели Схемы электрических соединений электрических станций и подстанций
Схемы электрических соединений электрических станций и подстанций Презентация Определение цены деления прибора 7 класс
Презентация Определение цены деления прибора 7 класс Разработка урока по теме Закон Кулона
Разработка урока по теме Закон Кулона Кинетическая и потенциальная энергия, работа, мощность
Кинетическая и потенциальная энергия, работа, мощность Происхождение элементов
Происхождение элементов Электропроводность диэлектриков
Электропроводность диэлектриков Матеріали дипломної роботи. Електропостачання житлового мікрорайону міста Дрогобич
Матеріали дипломної роботи. Електропостачання житлового мікрорайону міста Дрогобич Презентация к уроку Газовые законы 10 класс
Презентация к уроку Газовые законы 10 класс Квантовая механика
Квантовая механика Умови плавання тіл
Умови плавання тіл Ядерный реактор
Ядерный реактор Своя игра по теме Электрические явления. 8 класс
Своя игра по теме Электрические явления. 8 класс Презентация для урока Обнаружение магнитного поля по его действию на электрический ток. 9 класс
Презентация для урока Обнаружение магнитного поля по его действию на электрический ток. 9 класс Почему радуга разноцветная
Почему радуга разноцветная Лекция 41. Рентгеновская трубка. Эффект Комптона. Введение в квантовую механику
Лекция 41. Рентгеновская трубка. Эффект Комптона. Введение в квантовую механику ТО и ТР заднего моста
ТО и ТР заднего моста Презентация Механическая работа
Презентация Механическая работа Методическая разработка конспекта урока по теме Осторожно, электрический ток!
Методическая разработка конспекта урока по теме Осторожно, электрический ток! Проектирование фрагментов уроков физики с применением ЦОР
Проектирование фрагментов уроков физики с применением ЦОР интерференция света
интерференция света Механические напряжения и деформации в тонких пленках
Механические напряжения и деформации в тонких пленках Режимы работы промышленных электрических сетей
Режимы работы промышленных электрических сетей Физика и музыка
Физика и музыка Физическая спартакиада. Игра-соревнование
Физическая спартакиада. Игра-соревнование Презентация к урокупо теме Третий закон Ньютона, 9 кл.
Презентация к урокупо теме Третий закон Ньютона, 9 кл. Свободные и вынужденные колебания, колебательные системы
Свободные и вынужденные колебания, колебательные системы Особенности ядерных реакций
Особенности ядерных реакций