- Восстановление деталей слесарно-механической обработкой

Содержание
- 2. Обработка деталей под размер ремонтный Дорогая деталь соединения – обрабатывается до заранее заданного ремонтного размера (например,
- 3. Восстановление деталей под ремонтные размеры характеризуется: - простотой и доступностью, низкой трудоемкостью (в 1,5...2,0 раза меньше,
- 4. Очередной ремонтный размер для вала (определяют по формуле) Для внутренних цилиндрических поверхностей (отверстия) где и -
- 5. Минимальный диаметр вала и максимальный диаметр отверстия определяют : - по условиям прочности детали, - исходя
- 6. Постановка дополнительной ремонтной детали (ДРД). Изношенная поверхность обрабатывается под больший (отверстие) или меньший (вал) размер и
- 7. Восстановление: - изношенных отверстий (а), - шестерен (б), - шеек цапф (в), - резьб (г) 1
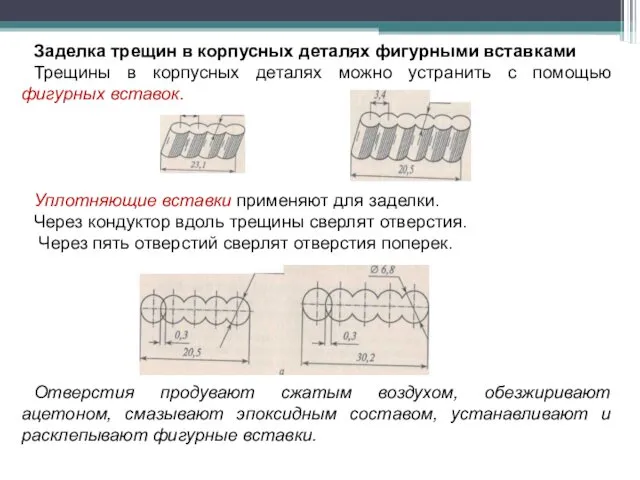
- 8. Заделка трещин в корпусных деталях фигурными вставками Трещины в корпусных деталях можно устранить с помощью фигурных
- 9. Стягивающие вставки используют для стягивания боковых кромок трещины на толстостенных деталях. Сверлят по кондуктору перпендикулярно трещине
- 10. Восстановление резьбовых поверхностей спиральными вставками Эти вставки увеличивают надежность резьбовых соединений деталей, особенно изготовленных из алюминия
- 11. Технологический процесс восстановление резьбы включает: рассверливание отверстия с применением накладного кондуктора и снятие фаски (1x45°). установка
- 12. Восстановление посадочных отверстий свертными втулками. Восстанавливают посадочные отверстия под подшипники качения. Технологический процесс включает в себя
- 13. Схема установки свертной втулки в отверстие детали на токарном станке: 1 — деталь; 2 — свертная
- 15. Скачать презентацию
Обработка деталей под размер ремонтный
Дорогая деталь соединения – обрабатывается до
Обработка деталей под размер ремонтный
Дорогая деталь соединения – обрабатывается до
Восстановление деталей под ремонтные размеры характеризуется:
- простотой и доступностью,
низкой трудоемкостью
- простотой и доступностью,
низкой трудоемкостью
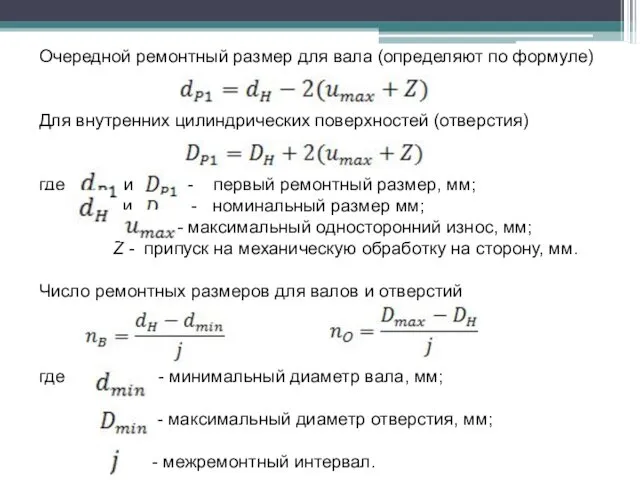
Очередной ремонтный размер для вала (определяют по формуле)
Для внутренних цилиндрических поверхностей
Очередной ремонтный размер для вала (определяют по формуле)
Для внутренних цилиндрических поверхностей
Минимальный диаметр вала и максимальный диаметр отверстия определяют :
- по
Минимальный диаметр вала и максимальный диаметр отверстия определяют :
- по
Постановка дополнительной ремонтной детали (ДРД).
Изношенная поверхность обрабатывается под больший (отверстие) или
Постановка дополнительной ремонтной детали (ДРД).
Изношенная поверхность обрабатывается под больший (отверстие) или
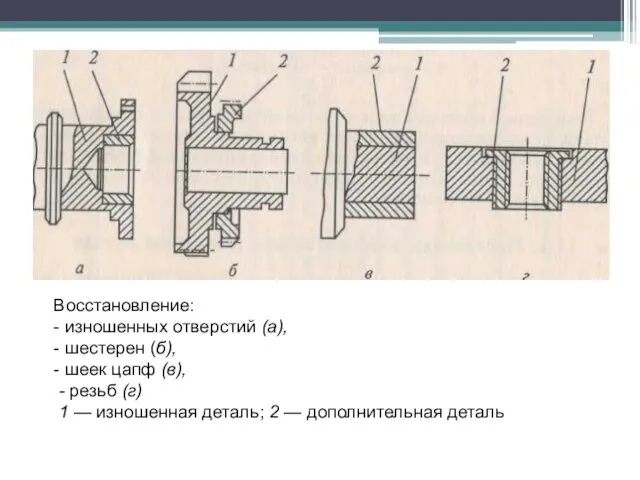
Восстановление:
- изношенных отверстий (а),
- шестерен (б),
- шеек цапф (в),
Восстановление:
- изношенных отверстий (а),
- шестерен (б),
- шеек цапф (в),
Заделка трещин в корпусных деталях фигурными вставками
Трещины в корпусных деталях можно
Заделка трещин в корпусных деталях фигурными вставками
Трещины в корпусных деталях можно
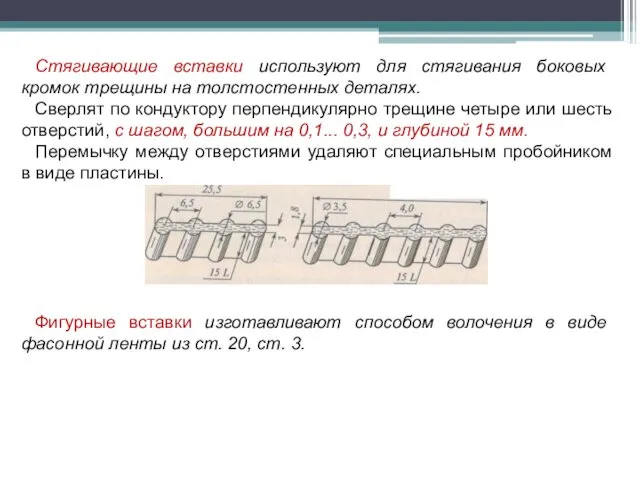
Стягивающие вставки используют для стягивания боковых кромок трещины на толстостенных деталях.
Стягивающие вставки используют для стягивания боковых кромок трещины на толстостенных деталях.

Восстановление резьбовых поверхностей спиральными вставками
Эти вставки увеличивают надежность резьбовых соединений деталей,
Восстановление резьбовых поверхностей спиральными вставками
Эти вставки увеличивают надежность резьбовых соединений деталей,
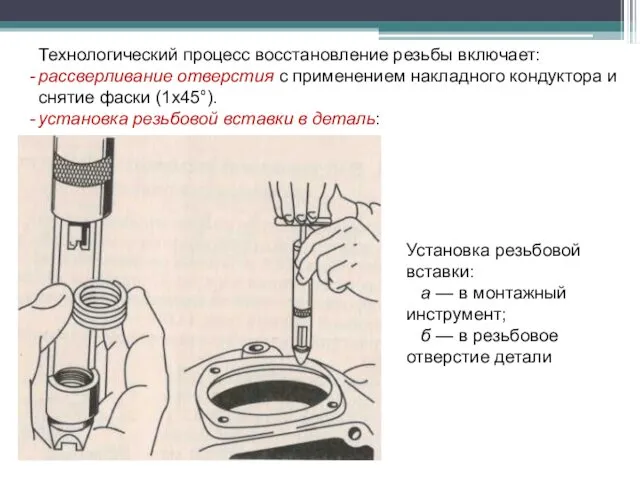
Технологический процесс восстановление резьбы включает:
рассверливание отверстия с применением накладного кондуктора и
Технологический процесс восстановление резьбы включает:
рассверливание отверстия с применением накладного кондуктора и
Восстановление посадочных отверстий свертными втулками.
Восстанавливают посадочные отверстия под подшипники качения.
Технологический
Восстановление посадочных отверстий свертными втулками.
Восстанавливают посадочные отверстия под подшипники качения.
Технологический
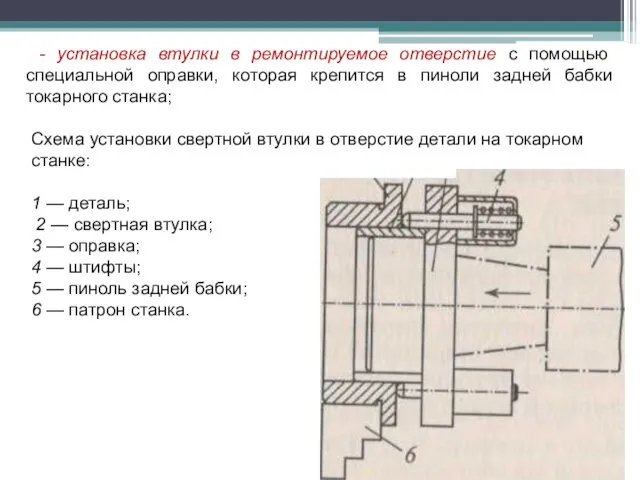
Схема установки свертной втулки в отверстие детали на токарном станке:
1 —
Схема установки свертной втулки в отверстие детали на токарном станке:
1 —
 Метрологическое обеспечение
Метрологическое обеспечение Изопроцессы
Изопроцессы Аккумуляторные батареи
Аккумуляторные батареи Представление аналогового сигнала в дискретной форме
Представление аналогового сигнала в дискретной форме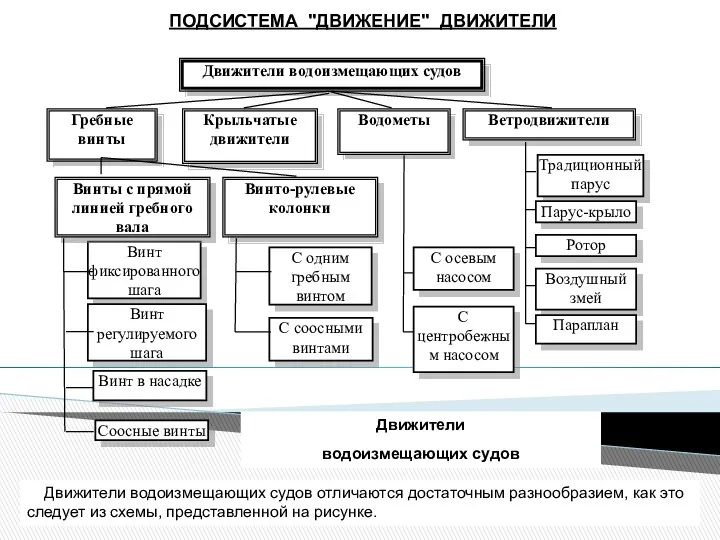 Подсистема Движение. Движители
Подсистема Движение. Движители 4MATIC - система полного привода
4MATIC - система полного привода Физика и нравственность
Физика и нравственность Принцип Бернулли. Закон Бернулли
Принцип Бернулли. Закон Бернулли Рідкі кристали та їх використання. Наноматеріали
Рідкі кристали та їх використання. Наноматеріали Работа газа. Внутренняя энергия идеального одноатомного газа
Работа газа. Внутренняя энергия идеального одноатомного газа Презентация по физике в 7 классе передача давления жидкостям и газам. Закон Паскаля
Презентация по физике в 7 классе передача давления жидкостям и газам. Закон Паскаля Кинематика. (Лекция 1)
Кинематика. (Лекция 1) Гололедные, гололедно-ветровые нагрузки
Гололедные, гололедно-ветровые нагрузки Программа элективного курса История физики и развитие представлений о мире
Программа элективного курса История физики и развитие представлений о мире Индукционные нагреватели. Перспективы и области применения
Индукционные нагреватели. Перспективы и области применения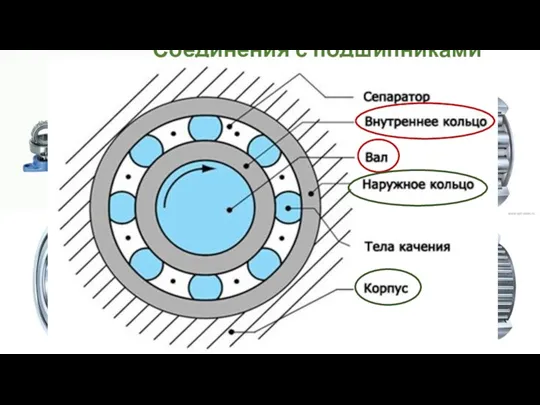 Соединения с подшипниками качения. Лекция №8
Соединения с подшипниками качения. Лекция №8 методическое объединение учителей физики
методическое объединение учителей физики Строительная механика стержней. Метод сил. Метод перемещений
Строительная механика стержней. Метод сил. Метод перемещений Основы динамики
Основы динамики Что такое инертность?
Что такое инертность? Динамика. 1 закон Ньютона. 10 класс
Динамика. 1 закон Ньютона. 10 класс Необходимость разработки и строительства в Республике Беларусь исследовательского ядерного реактора
Необходимость разработки и строительства в Республике Беларусь исследовательского ядерного реактора Миражи
Миражи Анізотропна дифракція Брегга
Анізотропна дифракція Брегга Волновые явления
Волновые явления Викторина на тему: Дисперсия света
Викторина на тему: Дисперсия света Кинематика и динамика материальной точки
Кинематика и динамика материальной точки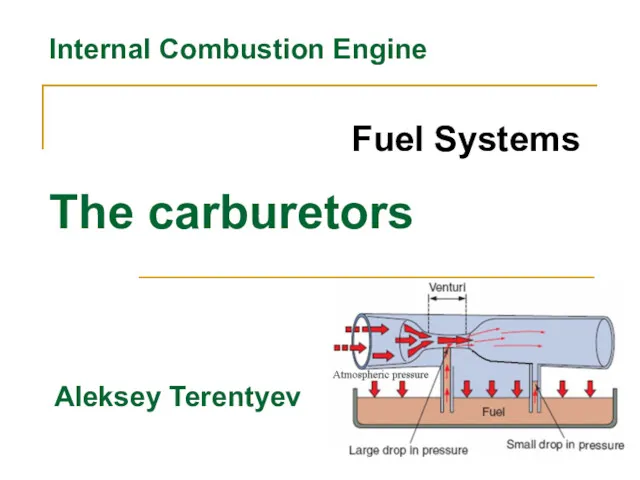 Internal Сombustion Engine. Fuel Systems. The carburetors
Internal Сombustion Engine. Fuel Systems. The carburetors