- Основы программирования

Содержание
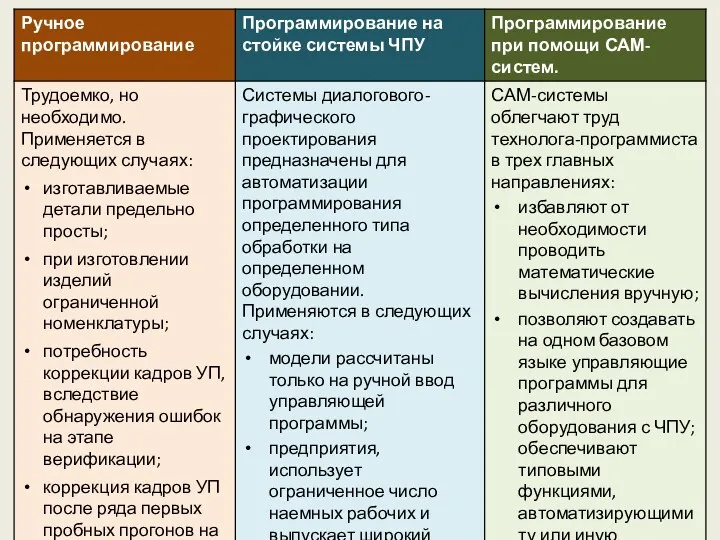
- 2. МЕТОДЫ ПРОГРАММИРОВАНИЯ ОБРАБОТКИ НА СТАНКАХ С ЧПУ Ручное программирование Программирование на стойке системы ЧПУ Программирование при
- 4. Структура управляющей программы Каждая управляющая программа должна начинаться символом «Начало программы» (%), после которого должен стоять
- 5. Значения символов адресов
- 6. Положение десятичной запятой Слова в управляющей программе должны быть записаны одним из двух способов: без использования
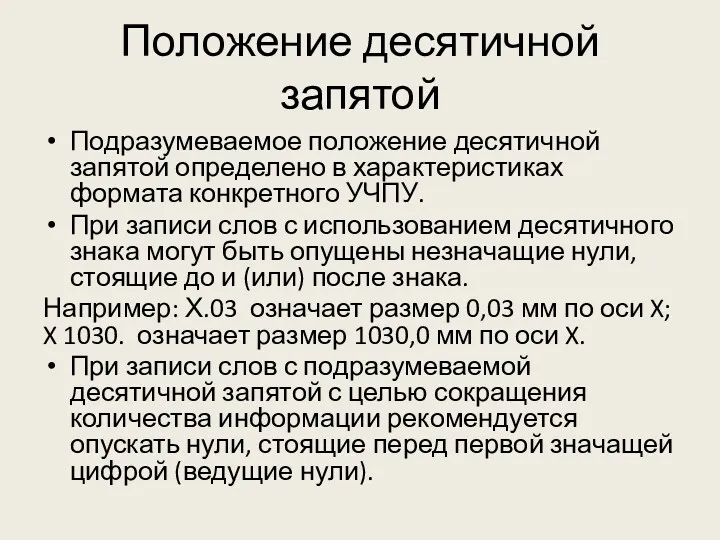
- 7. Положение десятичной запятой Подразумеваемое положение десятичной запятой определено в характеристиках формата конкретного УЧПУ. При записи слов
- 8. Значения управляющих символов и знаков
- 9. Значения управляющих символов и знаков
- 10. Правила составления программы Управляющую программу рекомендуется составлять таким образом, чтобы в кадре записывалась только та геометрическая,
- 11. Структура кадров Информационные слова в кадре рекомендуется записывать в следующей последовательности: слово (или слова) «Подготовительная функция»;
- 12. Структура слов. Размерные слова Для указания линейных перемещений используются слова X, Y, Z. Если на станке
- 13. Структура слов. Функция подачи и главного движения Скорость подачи указывается словом F, скорость главного движения указывается
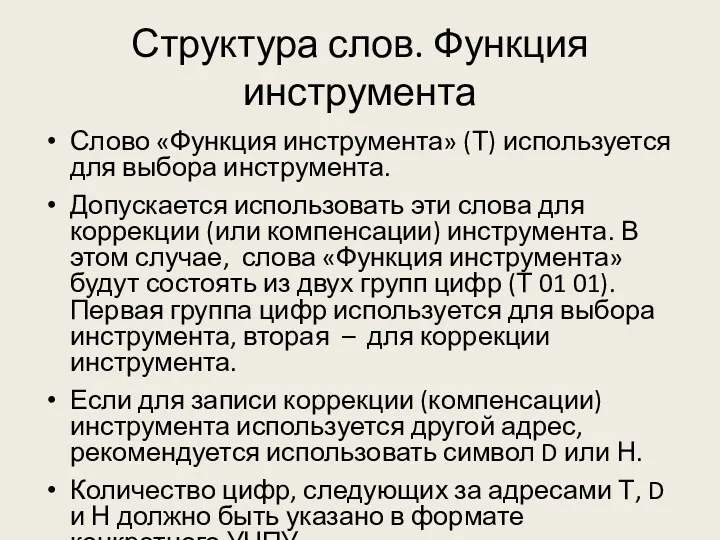
- 14. Структура слов. Функция инструмента Слово «Функция инструмента» (Т) используется для выбора инструмента. Допускается использовать эти слова
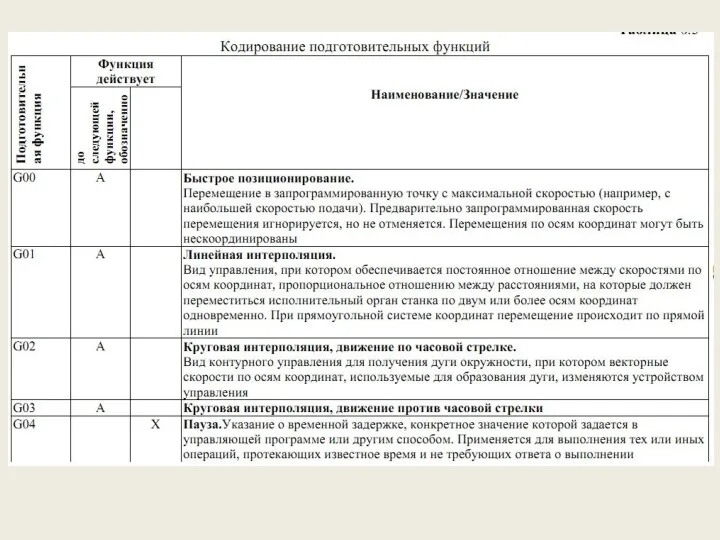
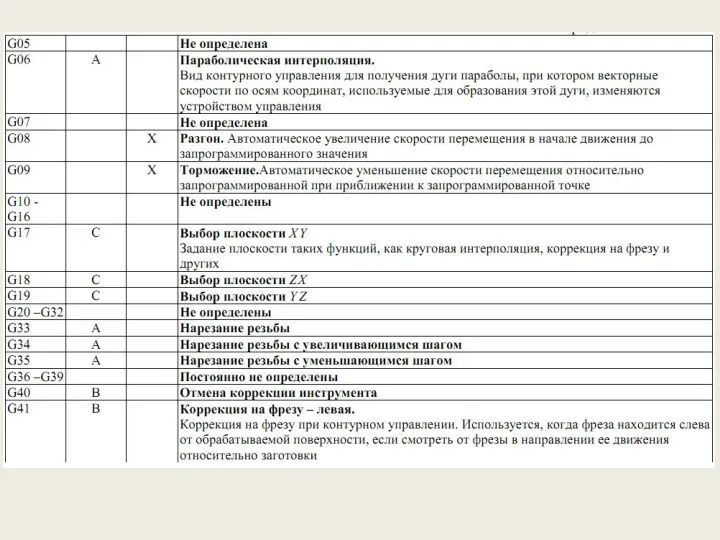
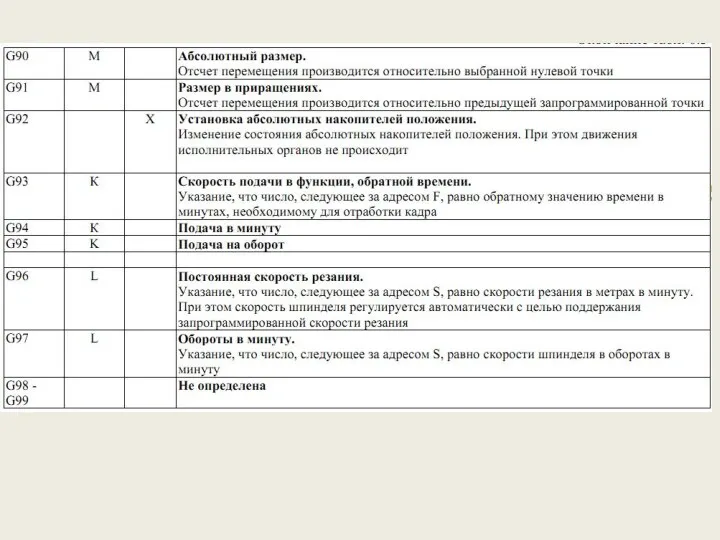
- 15. Структура слов. Кодирование подготовительных функции Подготовительные функции указывают системе ЧПУ особенности выполняемых в данном и последующих
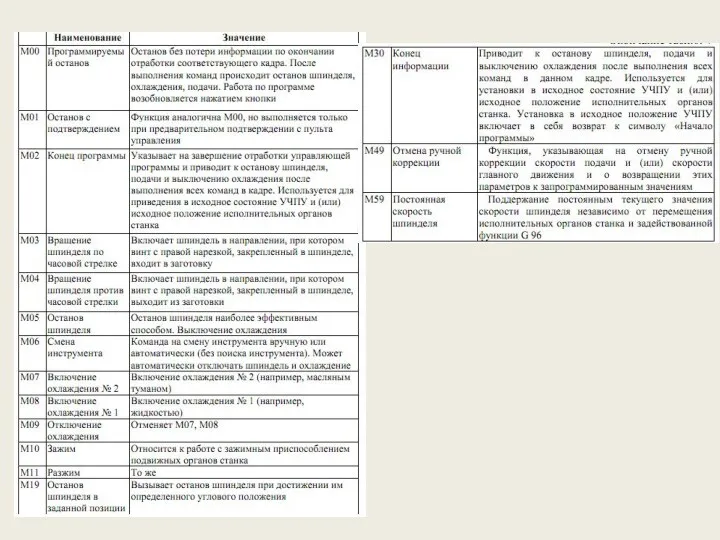
- 19. Структура слов. Кодирование вспомогательных функций Наряду с подготовительными функциями существуют и вспомогательные функции служащие для управления
- 21. Действие вспомогательных функций
- 22. ПОРЯДОК РАЗРАБОТКИ УП На первом этапе устанавливаются: параметры заготовки, которую предстоит обработать; параметры детали, требуемые после
- 23. Траектории перемещения инструмента
- 24. ПРОГРАММИРОВАНИЕ ТОКАРНОЙ ОБРАБОТКИ НА СТАНКАХ, ОСНАЩЕННЫХ СИСТЕМОЙ FANUC21i
- 25. КОНФИГУРАЦИЯ ПРОГРАММЫ Блок начинается с номера последовательности, который определяет блок и заканчивается кодом конец блока. Если
- 26. ЗАДАНИЕ РЕЖИМОВ РЕЗАНИЯ Скорость обработки v может быть указана явно в м/мин. Даже при изменении диаметра
- 27. ЗАДАНИЕ РЕЖИМОВ РЕЗАНИЯ Функции подачи контролируют скорость перемещения инструмента. Возможны два типа подачи: 1. Быстрая подача
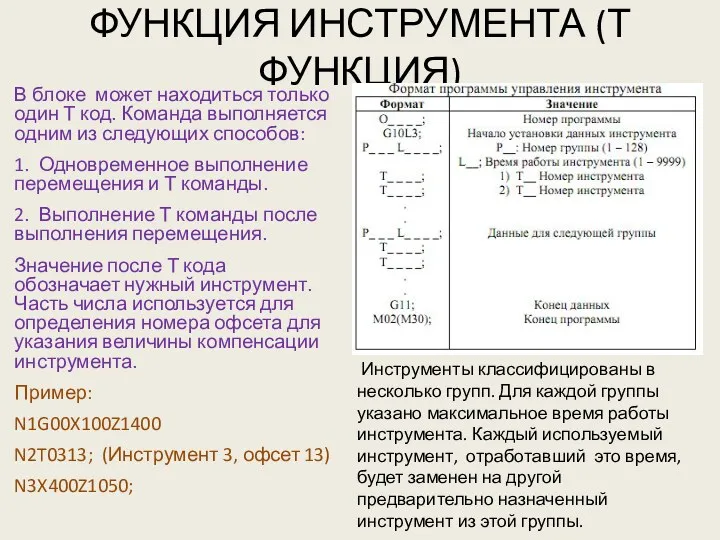
- 28. ФУНКЦИЯ ИНСТРУМЕНТА (Т ФУНКЦИЯ) В блоке может находиться только один Т код. Команда выполняется одним из
- 29. ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ Существует два типа вспомогательных функции: вспомогательные М функции и вспомогательные функции В кода. Если
- 30. ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ М02, М03 (конец программы). Обозначает конец основной программы, ЧПУ производит сброс. После программирования блока
- 31. ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ В данной СЧПУ возможно использование до трех М-команд в блоке. При указании трех М-кодов
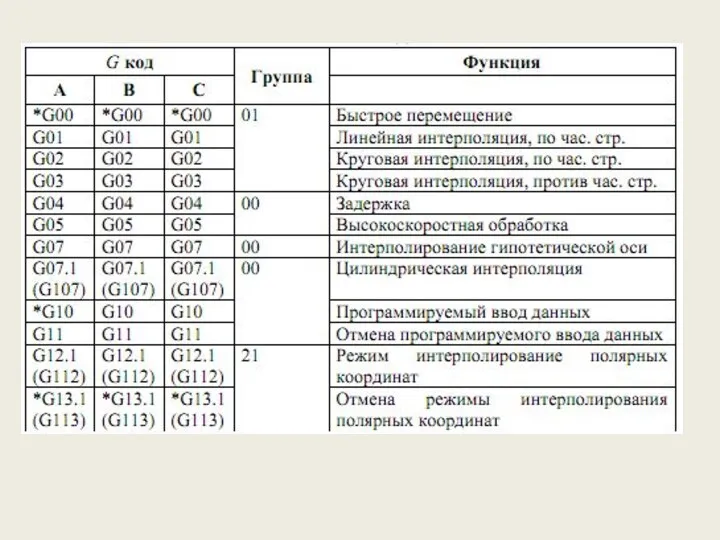
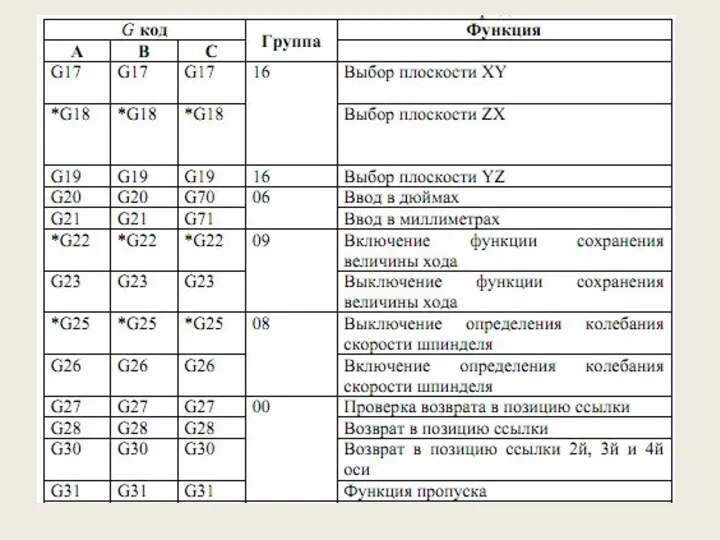
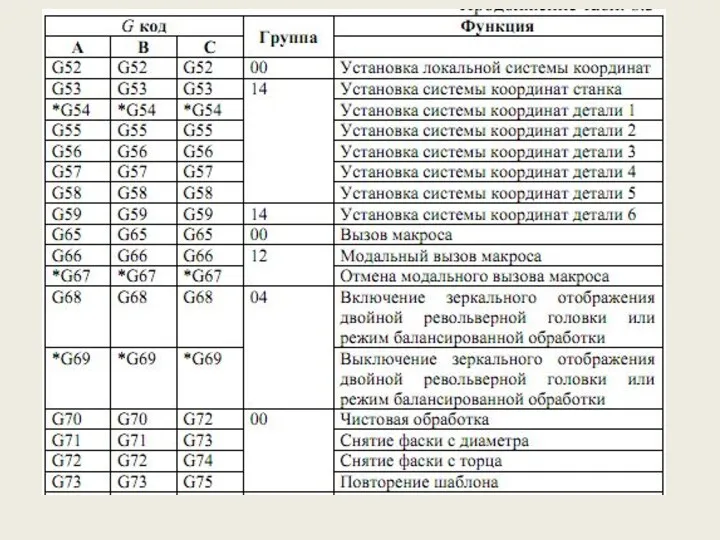
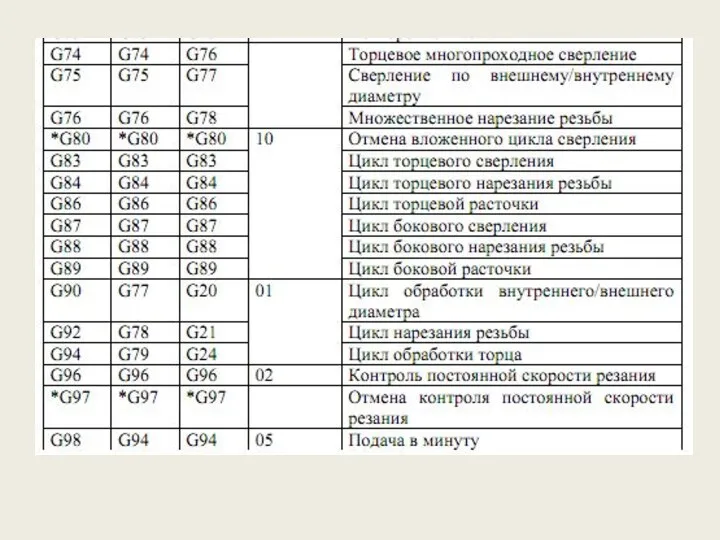
- 32. ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G ФУНКЦИИ) Номер следующий после буквы G определяет функция команды для данного блока. G-коды
- 39. Скачать презентацию
МЕТОДЫ ПРОГРАММИРОВАНИЯ ОБРАБОТКИ НА СТАНКАХ С ЧПУ
Ручное программирование
Программирование на
МЕТОДЫ ПРОГРАММИРОВАНИЯ ОБРАБОТКИ НА СТАНКАХ С ЧПУ
Ручное программирование
Программирование на
Структура управляющей программы
Каждая управляющая программа должна начинаться символом «Начало программы» (%),
Структура управляющей программы
Каждая управляющая программа должна начинаться символом «Начало программы» (%),
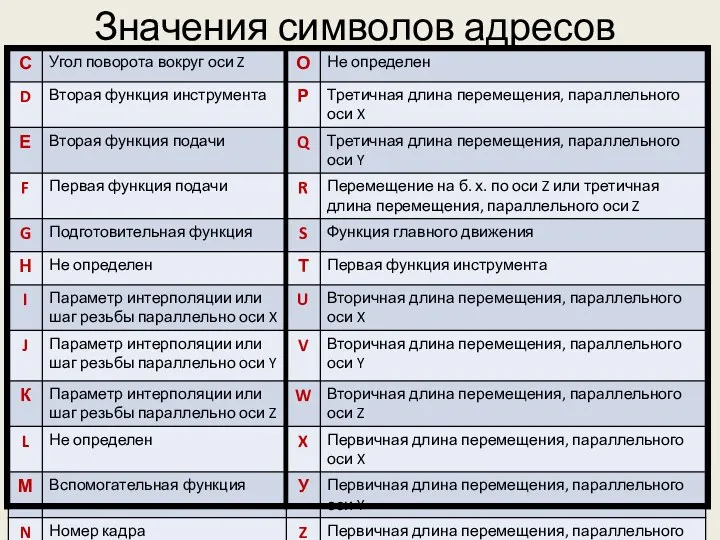
Значения символов адресов
Значения символов адресов
Положение десятичной запятой
Слова в управляющей программе должны быть записаны одним
Положение десятичной запятой
Слова в управляющей программе должны быть записаны одним
Положение десятичной запятой
Подразумеваемое положение десятичной запятой определено в характеристиках формата
Положение десятичной запятой
Подразумеваемое положение десятичной запятой определено в характеристиках формата
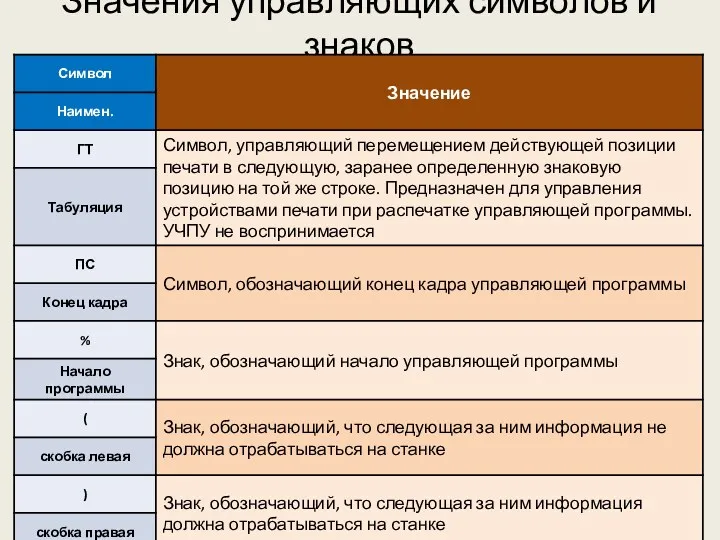
Значения управляющих символов и знаков
Значения управляющих символов и знаков
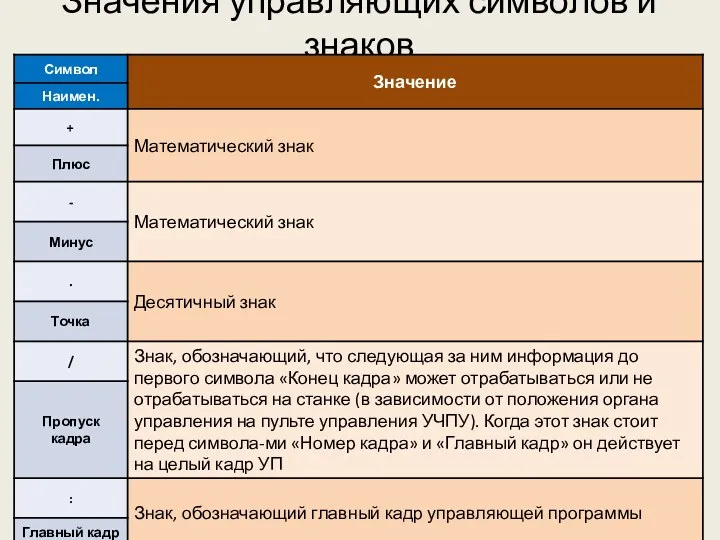
Значения управляющих символов и знаков
Значения управляющих символов и знаков
Правила составления программы
Управляющую программу рекомендуется составлять таким образом, чтобы в кадре
Правила составления программы
Управляющую программу рекомендуется составлять таким образом, чтобы в кадре
Структура кадров
Информационные слова в кадре рекомендуется записывать в следующей последовательности:
слово
Структура кадров
Информационные слова в кадре рекомендуется записывать в следующей последовательности:
слово
Структура слов. Размерные слова
Для указания линейных перемещений используются слова X,
Структура слов. Размерные слова
Для указания линейных перемещений используются слова X,
Структура слов. Функция подачи и главного движения
Скорость подачи указывается словом
Структура слов. Функция подачи и главного движения
Скорость подачи указывается словом
Структура слов. Функция инструмента
Слово «Функция инструмента» (Т) используется для выбора инструмента.
Структура слов. Функция инструмента
Слово «Функция инструмента» (Т) используется для выбора инструмента.
Структура слов. Кодирование подготовительных функции
Подготовительные функции указывают системе ЧПУ особенности выполняемых
Структура слов. Кодирование подготовительных функции
Подготовительные функции указывают системе ЧПУ особенности выполняемых
Структура слов. Кодирование вспомогательных функций
Наряду с подготовительными функциями существуют и вспомогательные
Структура слов. Кодирование вспомогательных функций
Наряду с подготовительными функциями существуют и вспомогательные
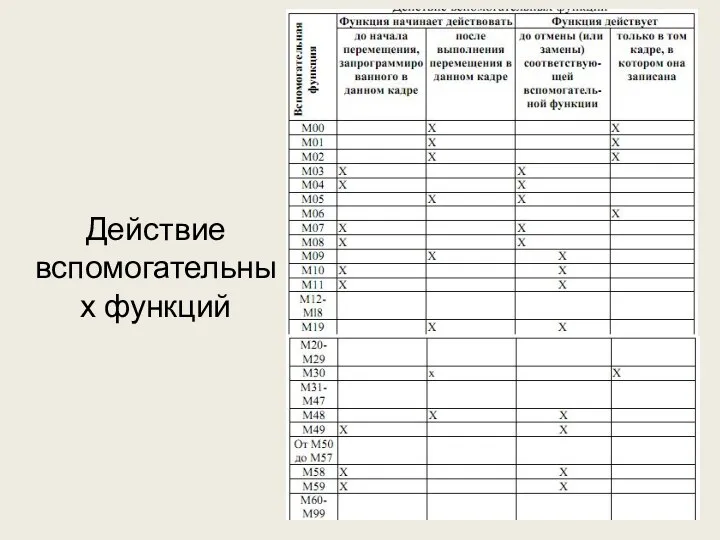
Действие вспомогательных функций
Действие вспомогательных функций
ПОРЯДОК РАЗРАБОТКИ УП
На первом этапе устанавливаются:
параметры заготовки, которую предстоит
ПОРЯДОК РАЗРАБОТКИ УП
На первом этапе устанавливаются:
параметры заготовки, которую предстоит

Траектории перемещения инструмента
Траектории перемещения инструмента

ПРОГРАММИРОВАНИЕ ТОКАРНОЙ ОБРАБОТКИ НА СТАНКАХ, ОСНАЩЕННЫХ СИСТЕМОЙ FANUC21i
ПРОГРАММИРОВАНИЕ ТОКАРНОЙ ОБРАБОТКИ НА СТАНКАХ, ОСНАЩЕННЫХ СИСТЕМОЙ FANUC21i
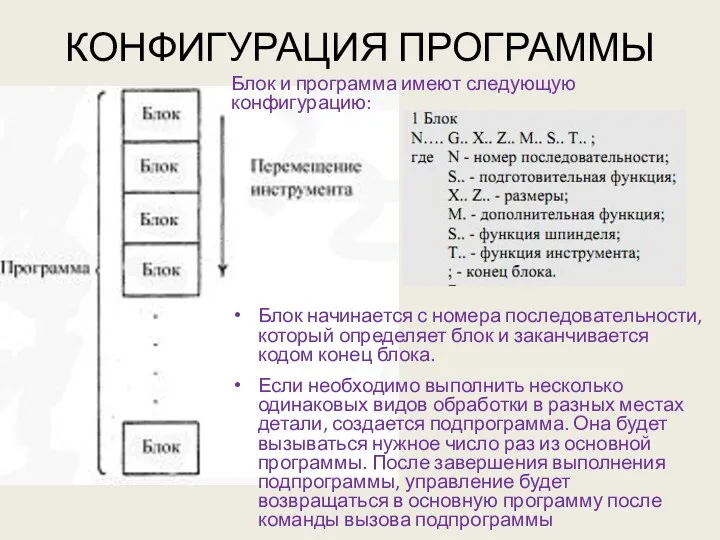
КОНФИГУРАЦИЯ ПРОГРАММЫ
Блок начинается с номера последовательности, который определяет блок и заканчивается
КОНФИГУРАЦИЯ ПРОГРАММЫ
Блок начинается с номера последовательности, который определяет блок и заканчивается
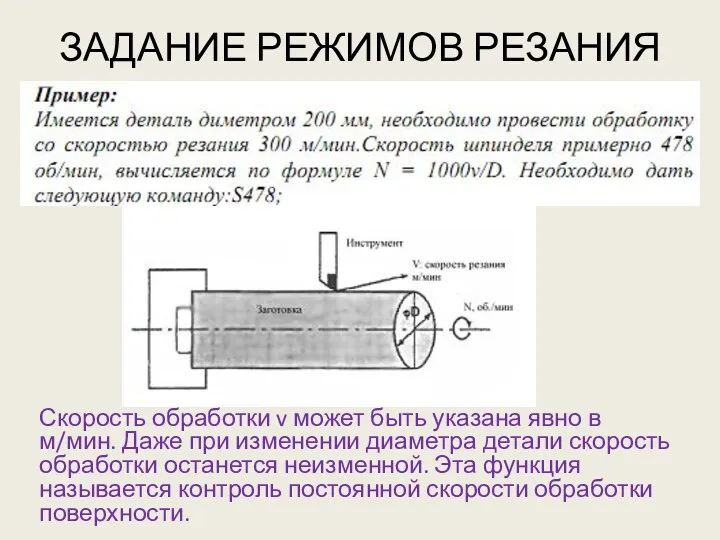
ЗАДАНИЕ РЕЖИМОВ РЕЗАНИЯ
Скорость обработки v может быть указана явно в м/мин.
ЗАДАНИЕ РЕЖИМОВ РЕЗАНИЯ
Скорость обработки v может быть указана явно в м/мин.
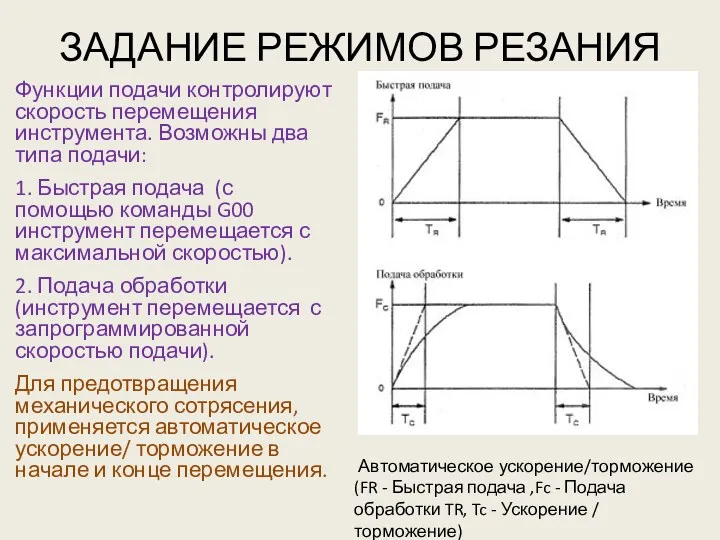
ЗАДАНИЕ РЕЖИМОВ РЕЗАНИЯ
Функции подачи контролируют скорость перемещения инструмента. Возможны два типа
ЗАДАНИЕ РЕЖИМОВ РЕЗАНИЯ
Функции подачи контролируют скорость перемещения инструмента. Возможны два типа
ФУНКЦИЯ ИНСТРУМЕНТА (Т ФУНКЦИЯ)
В блоке может находиться только один Т код.
ФУНКЦИЯ ИНСТРУМЕНТА (Т ФУНКЦИЯ)
В блоке может находиться только один Т код.
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ
Существует два типа вспомогательных функции: вспомогательные М функции и
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ
Существует два типа вспомогательных функции: вспомогательные М функции и
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ
М02, М03 (конец программы). Обозначает конец основной программы, ЧПУ
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ
М02, М03 (конец программы). Обозначает конец основной программы, ЧПУ
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ
В данной СЧПУ возможно использование до трех М-команд в
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ
В данной СЧПУ возможно использование до трех М-команд в
ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G ФУНКЦИИ)
Номер следующий после буквы G определяет
ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G ФУНКЦИИ)
Номер следующий после буквы G определяет

 Поколения ЭВМ. Первая электронная машина Eniak
Поколения ЭВМ. Первая электронная машина Eniak Интернет безопасность
Интернет безопасность Специальные возможности MS Word
Специальные возможности MS Word Блокчейн-платформа NEM
Блокчейн-платформа NEM Общий доклад по 3D-сканированию: Поверка и сертификация устройств, погрешность измерений, методики, программное обеспечение
Общий доклад по 3D-сканированию: Поверка и сертификация устройств, погрешность измерений, методики, программное обеспечение Перевантаження операцій в мові С++
Перевантаження операцій в мові С++ Этапы подготовки презентации
Этапы подготовки презентации Организация глобальных сетей
Организация глобальных сетей Новая концепция учета по видам запасов. Приемка на ответственное хранение. Журнал документов интеркампании
Новая концепция учета по видам запасов. Приемка на ответственное хранение. Журнал документов интеркампании Профессиональная подготовка юриста в условиях информатизации общества
Профессиональная подготовка юриста в условиях информатизации общества Детективное агентство
Детективное агентство Дизайн без графических дизайнеров
Дизайн без графических дизайнеров Анализ излучения молекулярных слоев красителей и металлических наночастиц, перспективных для создания плазменных нанолазеров
Анализ излучения молекулярных слоев красителей и металлических наночастиц, перспективных для создания плазменных нанолазеров Базы данных
Базы данных Глобальная информационная инфраструктура
Глобальная информационная инфраструктура Поняття про мультимедіа. ( 6 клас)
Поняття про мультимедіа. ( 6 клас) Школа подготовки технических администраторов. Домены, хостинги, сайты. (Занятие 11)
Школа подготовки технических администраторов. Домены, хостинги, сайты. (Занятие 11) Презентация по теме Технологии программирования
Презентация по теме Технологии программирования Модели и их свойства
Модели и их свойства Глобальное информационное общество, модели развития глобального информационного общества
Глобальное информационное общество, модели развития глобального информационного общества От интернета людей к интернету вещей
От интернета людей к интернету вещей Компьютерная мышь
Компьютерная мышь Циклы на языке Pascal
Циклы на языке Pascal 3D - моделирование и его применение
3D - моделирование и его применение Online-курс Женское счастье
Online-курс Женское счастье Основы языка SQL
Основы языка SQL Информатика 10 класс тема Коммуникационные технологии
Информатика 10 класс тема Коммуникационные технологии Таймлайн нейронной сети
Таймлайн нейронной сети