- Сбор и учет производственных данных. Оперативный учет

Содержание
- 2. Производственная информация
- 3. Назначение и использование данных
- 5. Сбор фактических данных, определение плановых данных Сбор фактических данных имеет целью в первую очередь представить фактическую
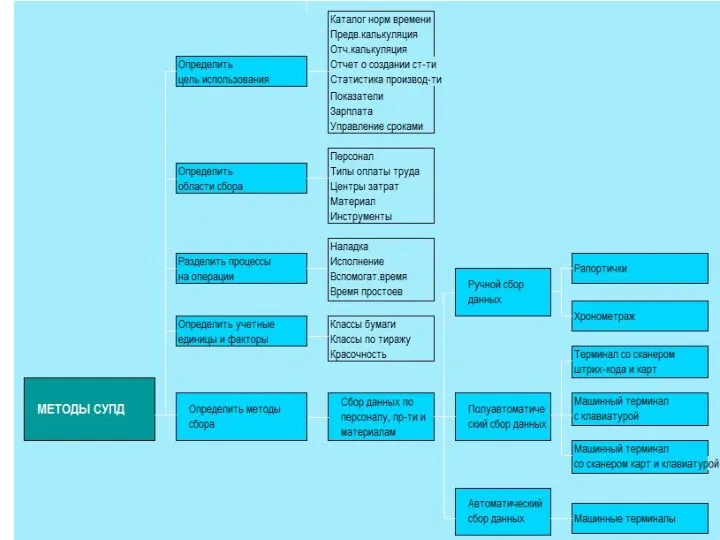
- 6. Предпосылками для планирования и учета производственных данных являются: определение цели их использования, например, для изготовления каталога
- 7. Ручной сбор данных Хронометраж Для ручных операций, например, настройки машины, обслуживанию ВШРА, сбор информации о фактических
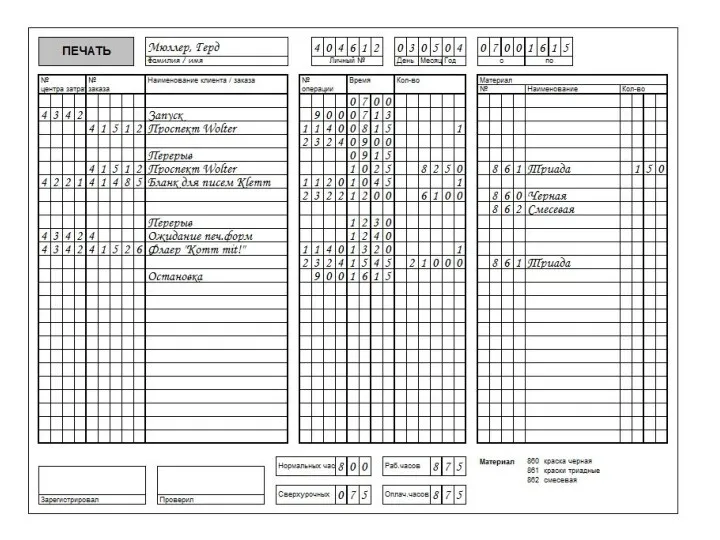
- 8. Более распространенным в нашей отрасли вариантом сбора производственных данных, чем хронометраж, является так называемая рапортичка. Она
- 11. Запись фактической производительности и расхода материалов на рапортичках лишь в ограниченной мере отражает фактическую ситуацию на
- 12. Полуавтоматический сбор и учет производственных данных Сбор при помощи персонального компьютера Так же, как могут быть
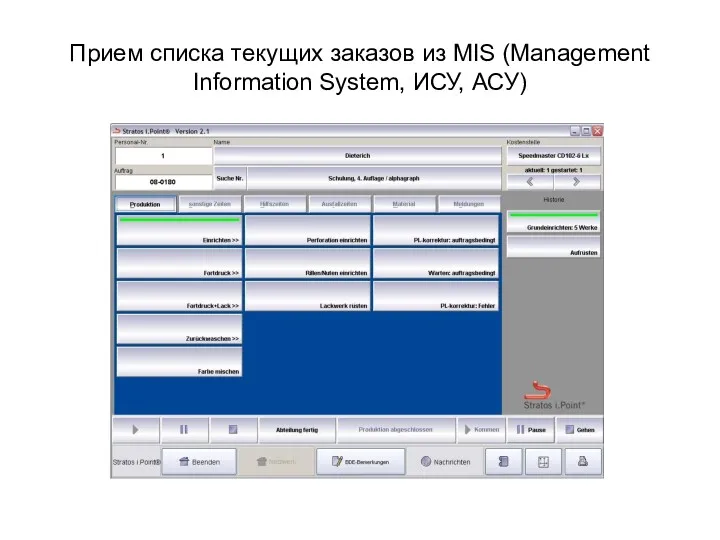
- 13. Прием списка текущих заказов из MIS (Management Information System, ИСУ, АСУ)
- 14. Вызов заказа на экран (в Stratos i.Point) происходит только после подписания заказа в печать и соответствующего
- 15. Получение дополнительной информации о заказе обеспечивает сравнение макета и спуска полос, меток, данных по бумаге и
- 16. Начало и конец каждого процесса передаются в MIS с точностью до секунды благодаря нажатию соответствующей «кнопки»
- 17. В зависимости от выполняемого процесса может последовать дополнительный ввод трех факторов. Эта функция важна для статистики
- 18. Вспомогательное время и простои также фиксируются дифференцированно по своему типу, что дает важную информацию для организации
- 19. Сбор при помощи машинных и общих терминалов Альтернативой персональному компьютеру могут служить оснащенные специально для сбора
- 21. Стационарные общие терминалы используются несколькими работниками. Они располагаются между несколькими рабочими местам и оборудованы дисплеем, клавиатурой
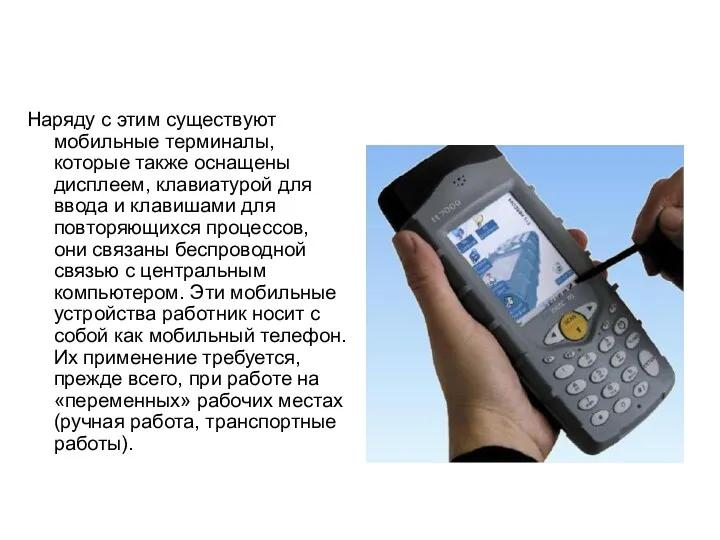
- 22. Наряду с этим существуют мобильные терминалы, которые также оснащены дисплеем, клавиатурой для ввода и клавишами для
- 23. Интеграция сбора и учета производственных данных в коммуникационную сеть Классическая форма устной или письменной коммуникации недостаточна
- 24. Значение постоянного и дифференцированного сбора и учета производственных данных часто недооценивается. Никому не придет в голову
- 25. Даже для небольших типографий все большее значение приобретают системы СУПД для оперативного управления заказами и производственными
- 27. Скачать презентацию

Производственная информация
Производственная информация

Назначение и использование данных
Назначение и использование данных

Сбор фактических данных, определение плановых данных
Сбор фактических данных имеет целью
Сбор фактических данных, определение плановых данных
Сбор фактических данных имеет целью
Предпосылками для планирования и учета производственных данных являются:
определение цели их использования,
Предпосылками для планирования и учета производственных данных являются:
определение цели их использования,
Ручной сбор данных
Хронометраж
Для ручных операций, например, настройки машины, обслуживанию ВШРА, сбор
Ручной сбор данных
Хронометраж
Для ручных операций, например, настройки машины, обслуживанию ВШРА, сбор
Более распространенным в нашей отрасли вариантом сбора производственных данных, чем хронометраж,
Более распространенным в нашей отрасли вариантом сбора производственных данных, чем хронометраж,

Запись фактической производительности и расхода материалов на рапортичках лишь в ограниченной
Запись фактической производительности и расхода материалов на рапортичках лишь в ограниченной
Полуавтоматический сбор и учет производственных данных
Сбор при помощи персонального компьютера
Так
Полуавтоматический сбор и учет производственных данных
Сбор при помощи персонального компьютера
Так
Прием списка текущих заказов из MIS (Management Information System, ИСУ, АСУ)
Прием списка текущих заказов из MIS (Management Information System, ИСУ, АСУ)
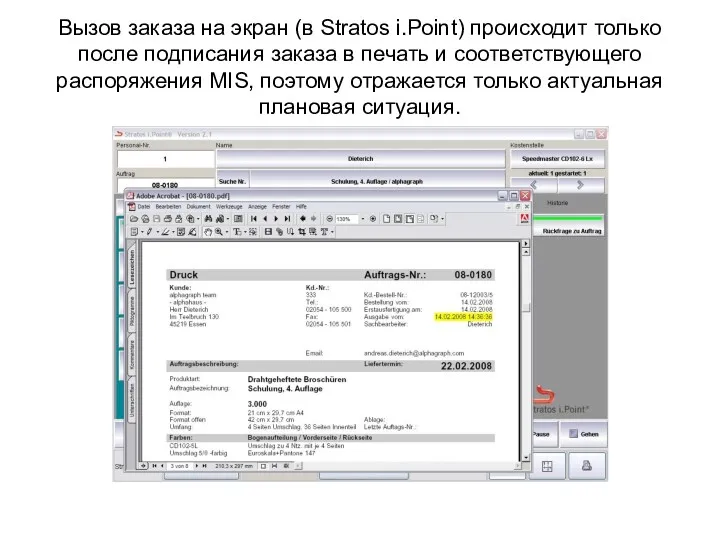
Вызов заказа на экран (в Stratos i.Point) происходит только после подписания
Вызов заказа на экран (в Stratos i.Point) происходит только после подписания
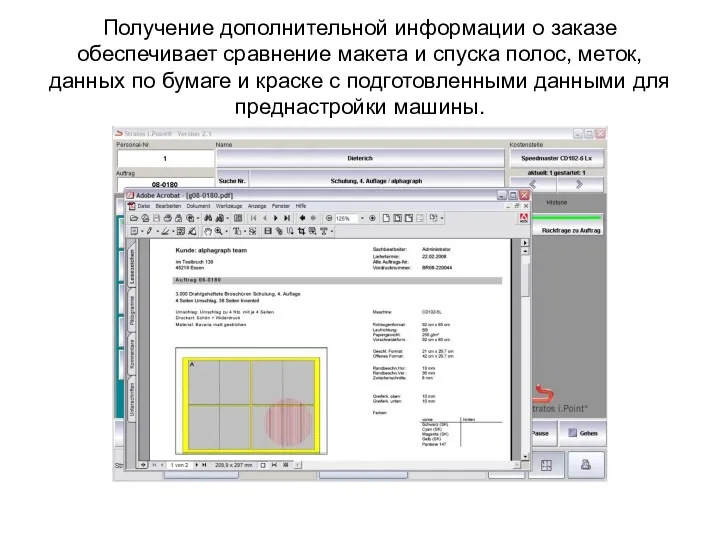
Получение дополнительной информации о заказе обеспечивает сравнение макета и спуска полос,
Получение дополнительной информации о заказе обеспечивает сравнение макета и спуска полос,

Начало и конец каждого процесса передаются в MIS с точностью до
Начало и конец каждого процесса передаются в MIS с точностью до
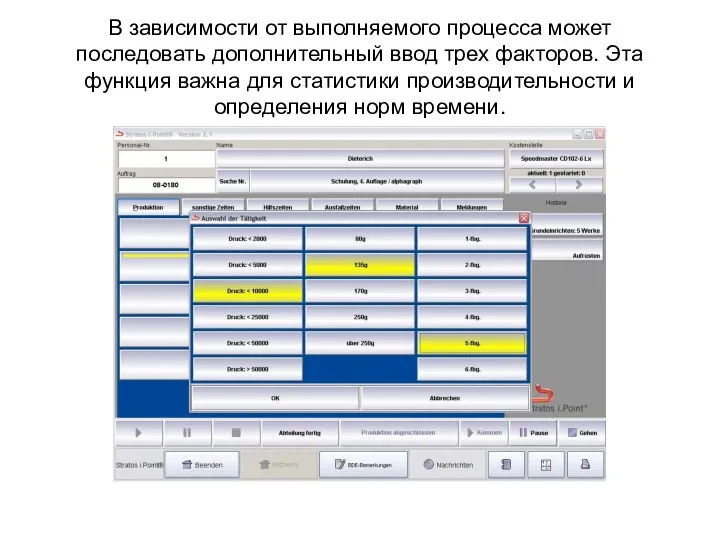
В зависимости от выполняемого процесса может последовать дополнительный ввод трех факторов.
В зависимости от выполняемого процесса может последовать дополнительный ввод трех факторов.
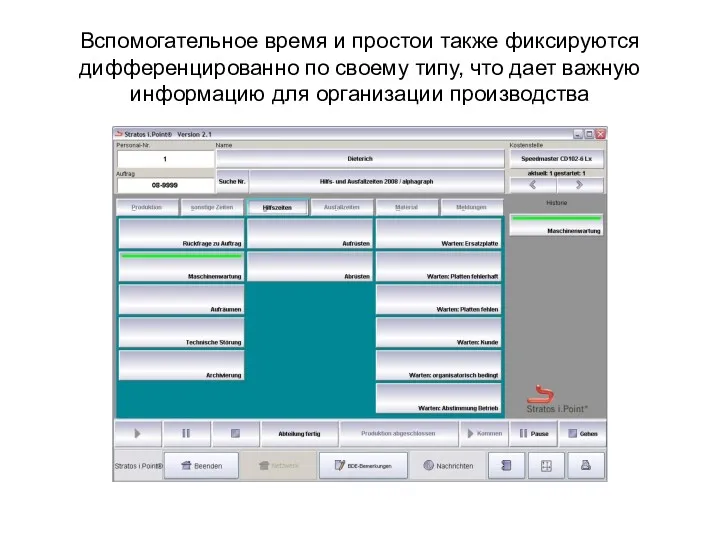
Вспомогательное время и простои также фиксируются дифференцированно по своему типу, что
Вспомогательное время и простои также фиксируются дифференцированно по своему типу, что
Сбор при помощи машинных и общих терминалов
Альтернативой персональному компьютеру могут служить
Сбор при помощи машинных и общих терминалов
Альтернативой персональному компьютеру могут служить

Стационарные общие терминалы используются несколькими работниками. Они располагаются между несколькими рабочими
Стационарные общие терминалы используются несколькими работниками. Они располагаются между несколькими рабочими
Наряду с этим существуют мобильные терминалы, которые также оснащены дисплеем, клавиатурой
Наряду с этим существуют мобильные терминалы, которые также оснащены дисплеем, клавиатурой
Интеграция сбора и учета производственных данных в коммуникационную сеть
Классическая форма
Интеграция сбора и учета производственных данных в коммуникационную сеть
Классическая форма
Значение постоянного и дифференцированного сбора и учета производственных данных часто недооценивается.
Значение постоянного и дифференцированного сбора и учета производственных данных часто недооценивается.
Даже для небольших типографий все большее значение приобретают системы СУПД для
Даже для небольших типографий все большее значение приобретают системы СУПД для
 Оценка уровня развития клиентоориентированного подхода фармацевтического предприятия на примере ООО Социальная аптека 3
Оценка уровня развития клиентоориентированного подхода фармацевтического предприятия на примере ООО Социальная аптека 3 Создаем технологии движения
Создаем технологии движения Анализ потребителей
Анализ потребителей Product Placement 60-90-е гг
Product Placement 60-90-е гг Специальный каталог Avon, только для мужчин
Специальный каталог Avon, только для мужчин Туристическая поездка по четырём монастырям Молдовы
Туристическая поездка по четырём монастырям Молдовы Competitors activity report
Competitors activity report Отчет по розничным продажам
Отчет по розничным продажам Отличное лето вместе с Петрушей от КВЗ. Отдых без неприятных последствий
Отличное лето вместе с Петрушей от КВЗ. Отдых без неприятных последствий Каталог Oriflame
Каталог Oriflame Сбыт и сбытовая политика
Сбыт и сбытовая политика Основы медицинского маркетинга
Основы медицинского маркетинга Исследование методов защиты информации в автоматизированных системах.МТС
Исследование методов защиты информации в автоматизированных системах.МТС Шаблон маркетинг-кита
Шаблон маркетинг-кита Гжельский государственный университет – современный, динамично развивающийся ВУЗ
Гжельский государственный университет – современный, динамично развивающийся ВУЗ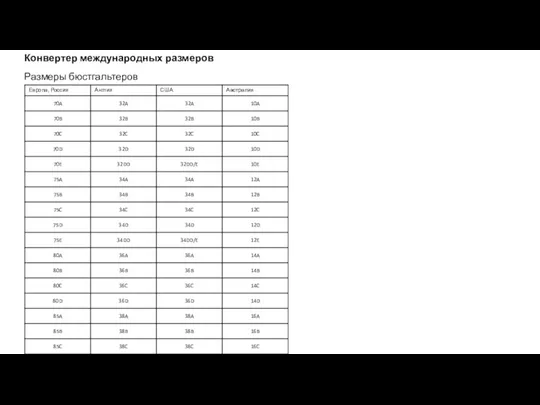 Конвертер международных размеров
Конвертер международных размеров Клубная программа Спортмастер для ТП
Клубная программа Спортмастер для ТП Визитные карточки в деловом общении
Визитные карточки в деловом общении Подборка средств для раздела HoReKa. Продукты Tana Professional
Подборка средств для раздела HoReKa. Продукты Tana Professional Вафельные батончики Roshetto с молочным и шоколадным вкусом!
Вафельные батончики Roshetto с молочным и шоколадным вкусом! Миссия, цели и задачи мастера консультанта
Миссия, цели и задачи мастера консультанта Методы стратегического и конкурентного анализа
Методы стратегического и конкурентного анализа Как продавать не товары, а решения для повышения конкурентоспособности компании
Как продавать не товары, а решения для повышения конкурентоспособности компании Таргетированная реклама Вконтакте
Таргетированная реклама Вконтакте Технология Delphia. Диагностическая платформа Zetetic
Технология Delphia. Диагностическая платформа Zetetic Шаблон. Представляем новый продукт
Шаблон. Представляем новый продукт Работа с Ozon
Работа с Ozon Теплоизоляция каркасно
Теплоизоляция каркасно