Домашнее задание. Разработка технологического процесса термической обработки стальной детали презентация
- Домашнее задание. Разработка технологического процесса термической обработки стальной детали

Содержание
- 10. ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ РАБОТЫ Часть 1-.Пояснительная записка выполняется на листах формата А4, с титульным листом, оглавлением
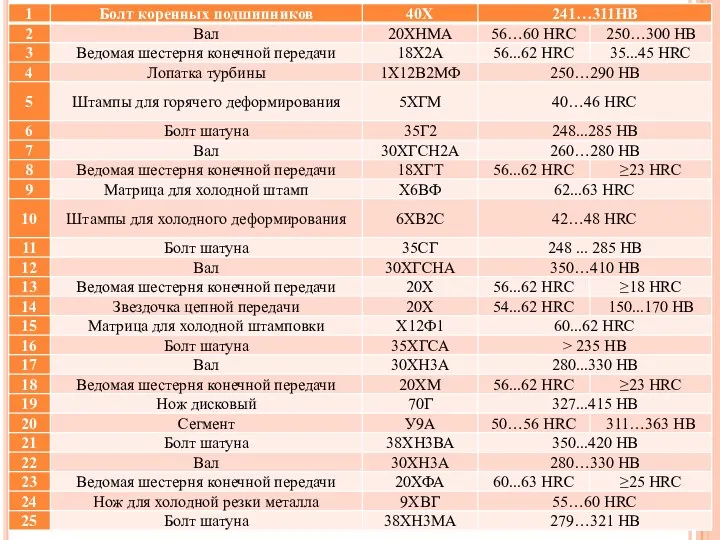
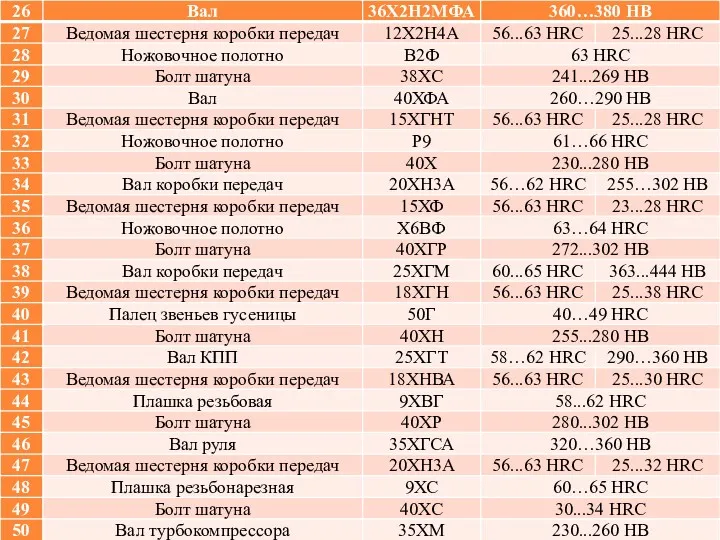
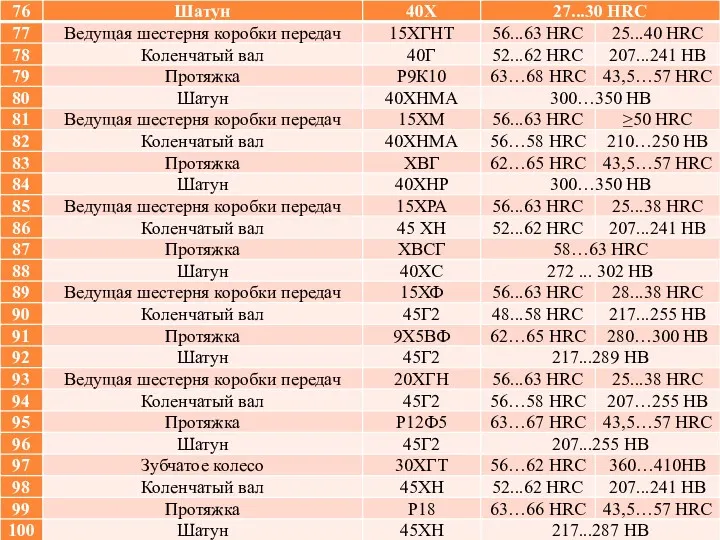
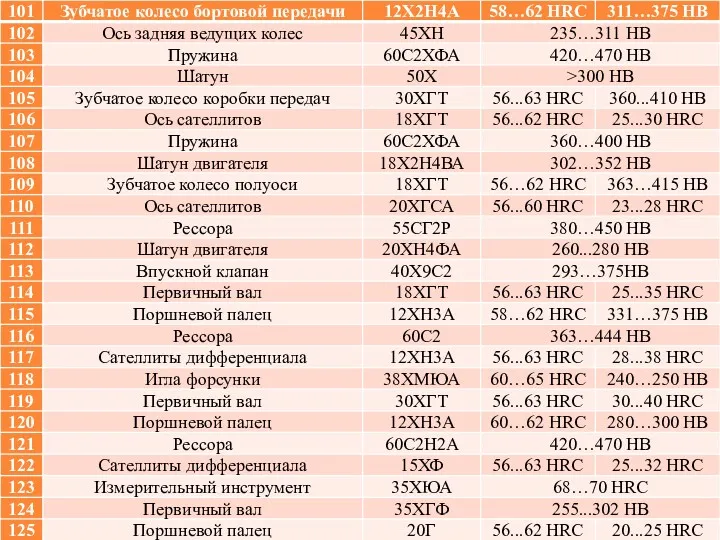
- 11. ПОЯСНИТЕЛЬНАЯ ЗАПИСКА 1. Разработка технологического процесса термической обработки стальной детали. 1.1. Расшифровать марку стали и указать
- 12. ПОЯСНИТЕЛЬНАЯ ЗАПИСКА 1.4. Суммарное влияние легирующих элементов и углерода на режимы термообработки. 1.4.1. влияние легирующих элементов
- 13. ГРАФИЧЕСКАЯ ЧАСТЬ Рисунок 1 - Стальной участок диаграммы состояния железо-цементит, указать заданную марку стали (до и
- 14. ГРАФИЧЕСКАЯ ЧАСТЬ Рисунок 2 - Схема термической обработки (без ХТО) Рисунок 2 - Схема термической обработки
- 15. ГРАФИЧЕСКАЯ ЧАСТЬ Рисунок 2 - Схемы возможных вариантов термообработки после цементации
- 16. ГРАФИЧЕСКАЯ ЧАСТЬ Рисунок 3 - Схема микроструктуры стали: а) в состоянии поставки; б) после окончательной термической
- 17. ГРАФИЧЕСКАЯ ЧАСТЬ Рисунок 4 - Диаграмма изотермического превращения аустенита (заданной стали)
- 18. КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ А-Операция: отжиг; нормализация; закалка; отпуск; слесарная; токарная; шлифовальная, сверлильная, резьбонарезная, навивка,
- 20. Скачать презентацию

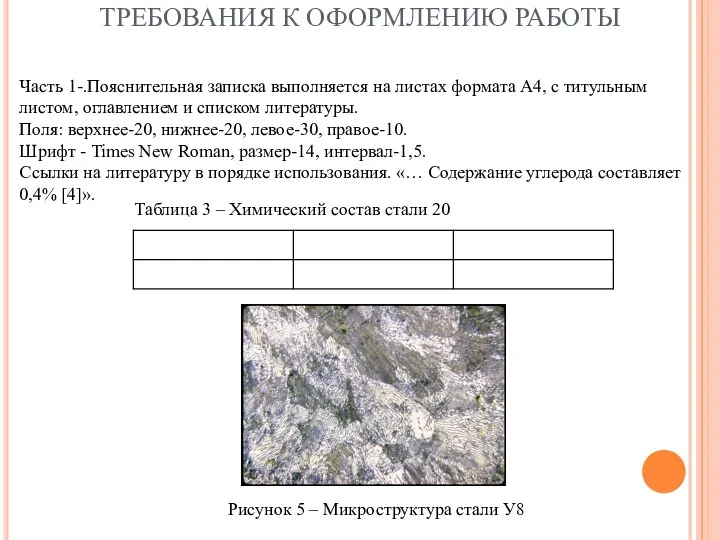
ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ РАБОТЫ
Часть 1-.Пояснительная записка выполняется на листах формата А4,
ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ РАБОТЫ
Часть 1-.Пояснительная записка выполняется на листах формата А4,
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
1. Разработка технологического процесса термической обработки стальной детали.
1.1. Расшифровать марку стали и
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
1. Разработка технологического процесса термической обработки стальной детали.
1.1. Расшифровать марку стали и
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
1.4. Суммарное влияние легирующих элементов и углерода на режимы термообработки.
1.4.1. влияние легирующих
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
1.4. Суммарное влияние легирующих элементов и углерода на режимы термообработки.
1.4.1. влияние легирующих
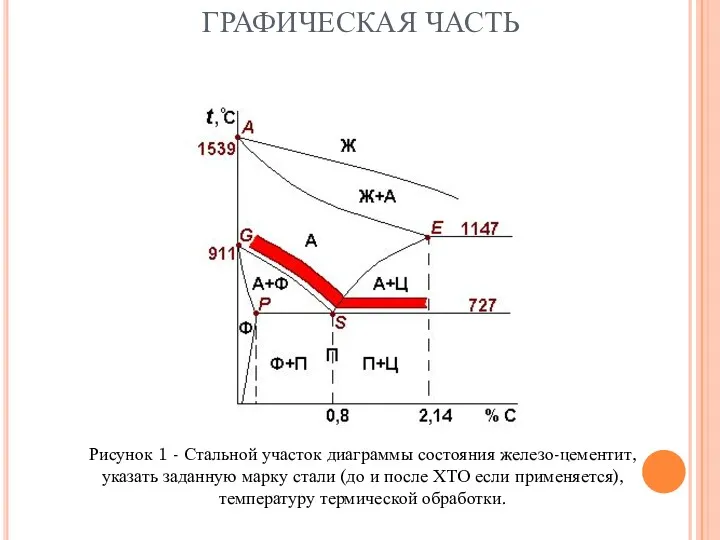
ГРАФИЧЕСКАЯ ЧАСТЬ
Рисунок 1 - Стальной участок диаграммы состояния железо-цементит, указать заданную
ГРАФИЧЕСКАЯ ЧАСТЬ
Рисунок 1 - Стальной участок диаграммы состояния железо-цементит, указать заданную
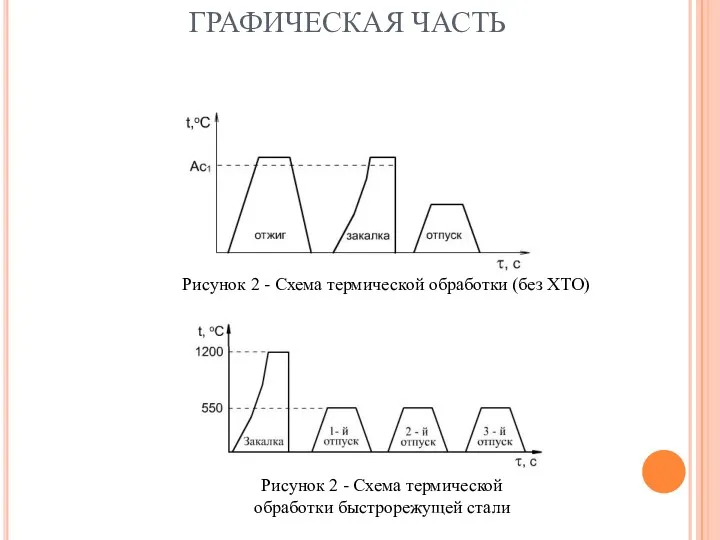
ГРАФИЧЕСКАЯ ЧАСТЬ
Рисунок 2 - Схема термической обработки (без ХТО)
Рисунок 2 -
ГРАФИЧЕСКАЯ ЧАСТЬ
Рисунок 2 - Схема термической обработки (без ХТО)
Рисунок 2 -
ГРАФИЧЕСКАЯ ЧАСТЬ
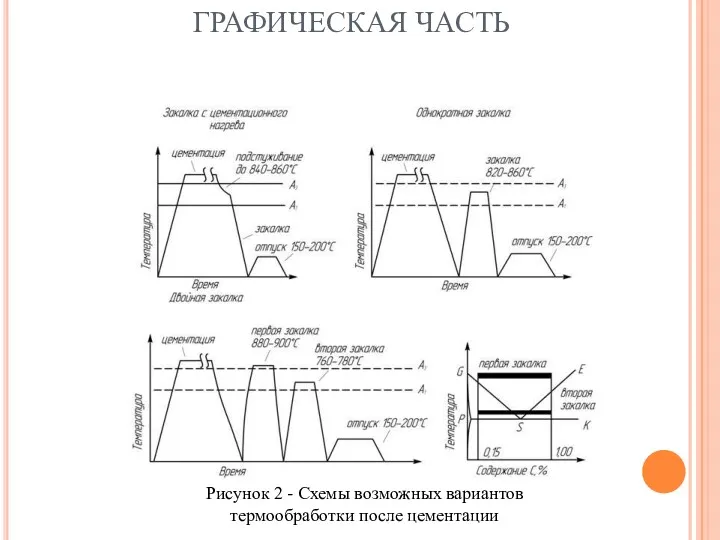
Рисунок 2 - Схемы возможных вариантов термообработки после цементации
ГРАФИЧЕСКАЯ ЧАСТЬ
Рисунок 2 - Схемы возможных вариантов термообработки после цементации
ГРАФИЧЕСКАЯ ЧАСТЬ
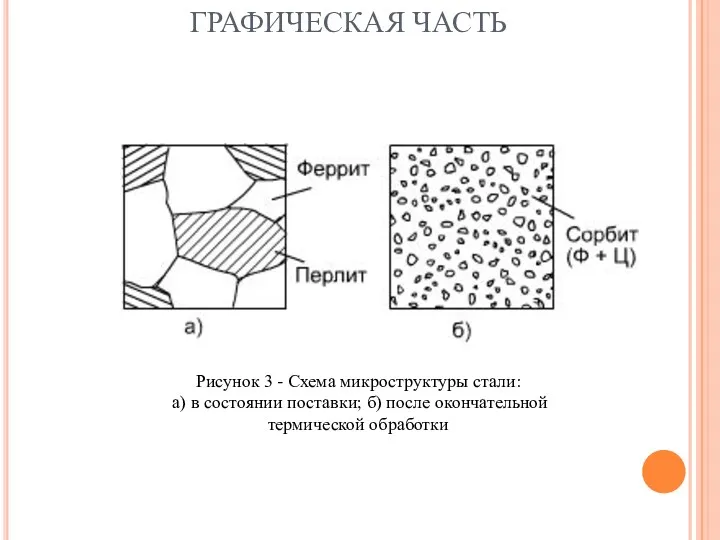
Рисунок 3 - Схема микроструктуры стали:
а) в состоянии поставки;
ГРАФИЧЕСКАЯ ЧАСТЬ
Рисунок 3 - Схема микроструктуры стали:
а) в состоянии поставки;
ГРАФИЧЕСКАЯ ЧАСТЬ
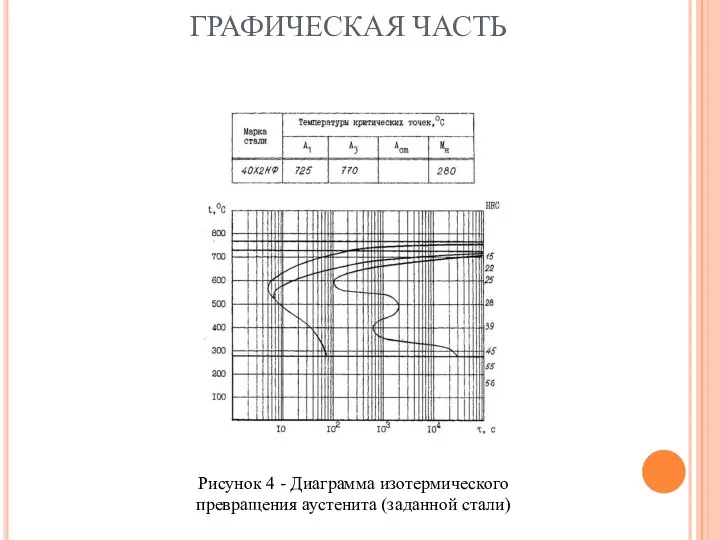
Рисунок 4 - Диаграмма изотермического превращения аустенита (заданной стали)
ГРАФИЧЕСКАЯ ЧАСТЬ
Рисунок 4 - Диаграмма изотермического превращения аустенита (заданной стали)
КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ
А-Операция: отжиг; нормализация; закалка; отпуск; слесарная; токарная;
КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ
А-Операция: отжиг; нормализация; закалка; отпуск; слесарная; токарная;
 Народная игра в обогащении активного словаря детей старшего дошкольного возраста
Народная игра в обогащении активного словаря детей старшего дошкольного возраста В гостях у Говоруши. Маленькие помощники
В гостях у Говоруши. Маленькие помощники Материал к внеклассному мероприятию
Материал к внеклассному мероприятию ТЕХНОЛОГИИ РАЗРЕШЕНИЯ ПЕДАГОГИЧЕСКИХ КОНФЛИКТОВ
ТЕХНОЛОГИИ РАЗРЕШЕНИЯ ПЕДАГОГИЧЕСКИХ КОНФЛИКТОВ Одуванчик. Работа с бумагой и картоном, аппликация
Одуванчик. Работа с бумагой и картоном, аппликация Общая характеристика педагогической профессии. Лекция 2
Общая характеристика педагогической профессии. Лекция 2 Современные образовательные технологии в дошкольной организации
Современные образовательные технологии в дошкольной организации Игра-подражание Подними ладошки
Игра-подражание Подними ладошки Путешествие по волшебному музыкальному лесу
Путешествие по волшебному музыкальному лесу Инновационная деятельность учителя
Инновационная деятельность учителя Объёмная аппликация из бумаги Деревенский домик
Объёмная аппликация из бумаги Деревенский домик Кольорові сторінки природи зима Урок-екскурсія. Що можна
Кольорові сторінки природи зима Урок-екскурсія. Що можна Своя игра
Своя игра Презентация к мероприятию Дорога добра
Презентация к мероприятию Дорога добра Ранняя профилактика девиантного поведения
Ранняя профилактика девиантного поведения Социальное партнерство ДОУ с семьей
Социальное партнерство ДОУ с семьей Организация работы учителя-дефектолога с детьми с интеллектуальной недостаточностью в детском саду
Организация работы учителя-дефектолога с детьми с интеллектуальной недостаточностью в детском саду Обработка древесиы
Обработка древесиы Правописание глаголов 2 лица единственного числа. Питание.
Правописание глаголов 2 лица единственного числа. Питание. Новый год в “Алгоритмике” 2020
Новый год в “Алгоритмике” 2020 В гости к лесным жителям
В гости к лесным жителям Мастер-класс Основы вышивки шелковыми лентами
Мастер-класс Основы вышивки шелковыми лентами Ата – аналармен жұмыстың түрлері
Ата – аналармен жұмыстың түрлері Методическое сопровождение педагогического процесса в ПОО
Методическое сопровождение педагогического процесса в ПОО Водные богатства
Водные богатства Формирование навыков монологического высказывания у детей старшего дошкольного возраста с ОНР III уровня
Формирование навыков монологического высказывания у детей старшего дошкольного возраста с ОНР III уровня Техники организации аналитико-прогностической работы с педагогами
Техники организации аналитико-прогностической работы с педагогами Рисование с использованием красок и пены
Рисование с использованием красок и пены