- Презентация Опиливание металла, 6 класс

Содержание
- 2. Цели: 1. Познакомиться с видами напильников. 2. Научиться приёмам опиливания металла. 3. Развить умение обрабатывать металл.
- 3. Опиливание – это срезание с заготовки небольшого слоя металла (припуска) при помощи напильников для получения точных
- 4. 1 2 3 4 5 7 6 8 1- нос 2- ребро 3- грань 4- пятка
- 5. По форме поперечного сечения напильники бывают:
- 6. Напильники могут быть с ОДИНАРНОЙ, ДВОЙНОЙ и РАШПИЛЬНОЙ насечками. Каждая насечка – это зуб напильника –
- 7. Рашпиль — имеет насечку в виде маленьких заусенцев, расположенных отдельно друг от друга. По характеру насечка
- 8. Простая (одинарная) насечка - применяется для цветных металлов Крестовая (перекрёстная) насечка — для стали, чугуна и
- 9. Промышленность выпускает напильники шести номеров – 0, 1, 2, 3, 4, 5. Напильники номер 0 и
- 10. Напильники бывают разной длины: от 100 до 400 мм. При опиливании выбирают напильник примерно на 150
- 11. Во время работы напильник совершает возвратно-поступательные движения: вперед — рабочий ход, назад— холостой. В процессе рабочего
- 13. - Ручка напильника должна быть исправной, без трещин и прочно насажена на хвостовик напильника. - При
- 15. Скачать презентацию
Цели:
1. Познакомиться с видами напильников.
2. Научиться приёмам опиливания металла.
3. Развить умение
Цели: 1. Познакомиться с видами напильников. 2. Научиться приёмам опиливания металла. 3. Развить умение
Опиливание – это срезание с заготовки небольшого слоя металла (припуска) при
Опиливание – это срезание с заготовки небольшого слоя металла (припуска) при
1
2
3
4
5
7
6
8
1- нос
2- ребро
3- грань
4- пятка
5- хвостовик
6- кольцо
7- ручка
8- длина
напильника
устройство
1
2
3
4
5
7
6
8
1- нос
2- ребро
3- грань
4- пятка
5- хвостовик
6- кольцо
7- ручка
8- длина
напильника
устройство
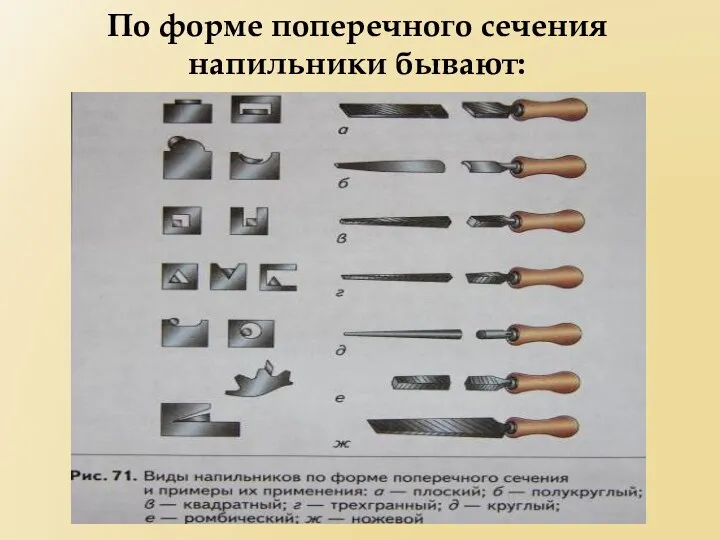
По форме поперечного сечения напильники бывают:
По форме поперечного сечения напильники бывают:
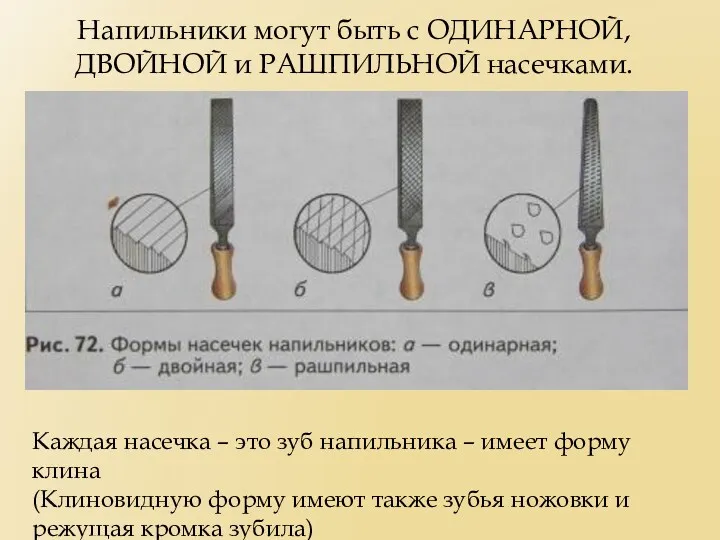
Напильники могут быть с ОДИНАРНОЙ, ДВОЙНОЙ и РАШПИЛЬНОЙ насечками.
Каждая насечка –
Напильники могут быть с ОДИНАРНОЙ, ДВОЙНОЙ и РАШПИЛЬНОЙ насечками.
Каждая насечка –
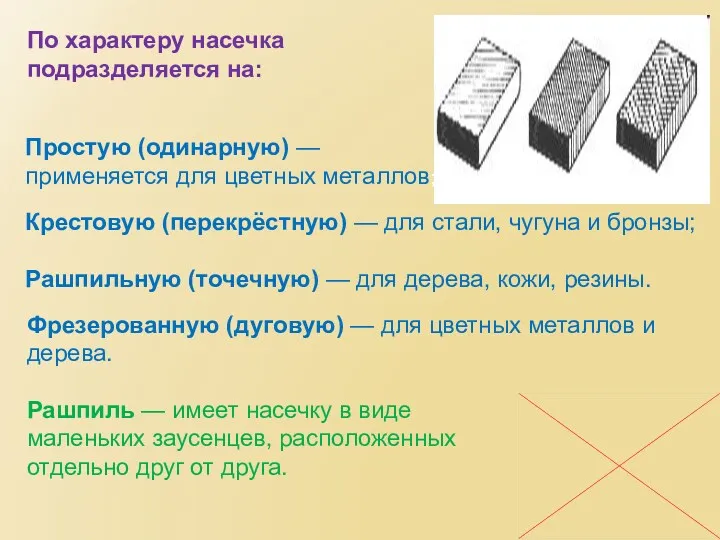
Рашпиль — имеет насечку в виде маленьких заусенцев, расположенных отдельно друг
Рашпиль — имеет насечку в виде маленьких заусенцев, расположенных отдельно друг
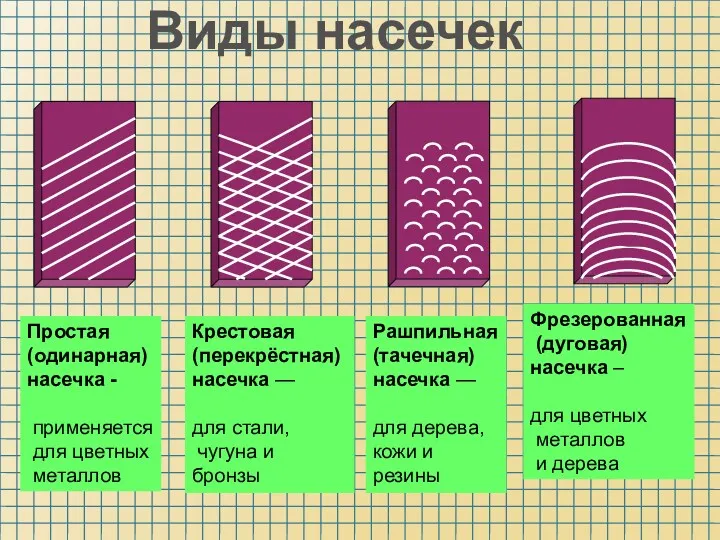
Простая
(одинарная)
насечка -
применяется
для цветных
металлов
Крестовая
(перекрёстная)
насечка —
Простая
(одинарная)
насечка -
применяется
для цветных
металлов
Крестовая
(перекрёстная)
насечка —
Промышленность выпускает напильники шести номеров – 0, 1, 2, 3, 4,
Промышленность выпускает напильники шести номеров – 0, 1, 2, 3, 4,
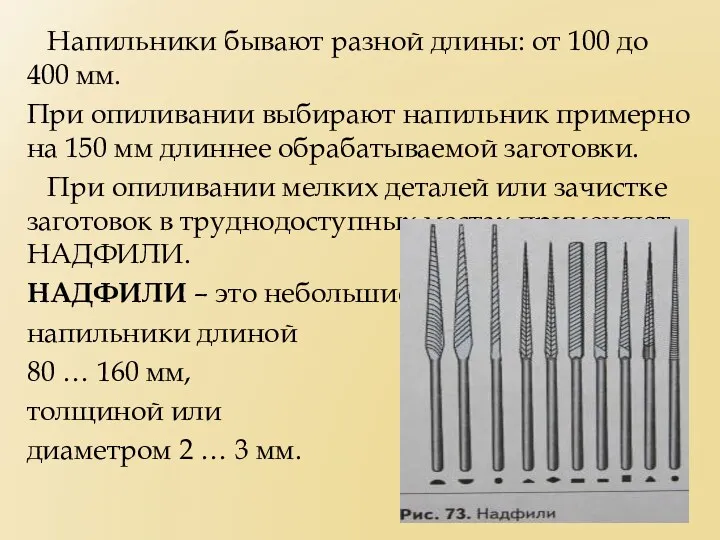
Напильники бывают разной длины: от 100 до 400 мм.
При опиливании выбирают
Напильники бывают разной длины: от 100 до 400 мм.
При опиливании выбирают
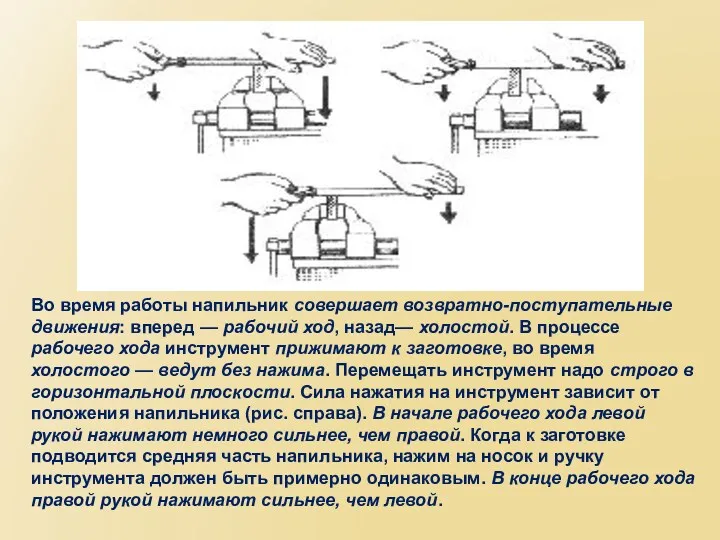
Во время работы напильник совершает возвратно-поступательные движения: вперед — рабочий ход,
Во время работы напильник совершает возвратно-поступательные движения: вперед — рабочий ход,

- Ручка напильника должна быть исправной, без трещин и прочно
- Ручка напильника должна быть исправной, без трещин и прочно
 Изобразительное искусство. 2 класс.Тема Городецкая роспись Диск
Изобразительное искусство. 2 класс.Тема Городецкая роспись Диск Презентация Осенний вернисаж
Презентация Осенний вернисаж урока в 5 классе Бутерброды. Горячие напитки.
урока в 5 классе Бутерброды. Горячие напитки. Внеурочное занятие по изобразительному искусству в 3 классеМир заповедной природы
Внеурочное занятие по изобразительному искусству в 3 классеМир заповедной природы сосчитай зайчиков интерактивная игра
сосчитай зайчиков интерактивная игра Праздник в городе.
Праздник в городе. Рисунок Деревья зимой для 1 класса.
Рисунок Деревья зимой для 1 класса. Кленовый лист
Кленовый лист конструирование
конструирование Презентация. Мастер-класс по изготовлению снежинок из бумаги.
Презентация. Мастер-класс по изготовлению снежинок из бумаги. Мастер-класс
Мастер-класс урок-презентация Физиология питания
урок-презентация Физиология питания Монументальная Скульптура
Монументальная Скульптура Ваш неповторимый стиль. Макияж.
Ваш неповторимый стиль. Макияж. Пища человека и рацион питания.
Пища человека и рацион питания. Презентация к уроку изобразительного искусства во 2 классе по теме Декоративная работа. Городец по программе Школа России
Презентация к уроку изобразительного искусства во 2 классе по теме Декоративная работа. Городец по программе Школа России Презентации с пошаговым изображением животных.(Н-Т)
Презентации с пошаговым изображением животных.(Н-Т) Презентация Паразиты человека.
Презентация Паразиты человека. Проектная работа Истоки губернской моды
Проектная работа Истоки губернской моды Символ 2015 года
Символ 2015 года Презентация урока по теме Опалубочные работы
Презентация урока по теме Опалубочные работы Шиповые соединения, 7 класс
Шиповые соединения, 7 класс Презентация Составление лоскутного узора
Презентация Составление лоскутного узора Введение в предмет Технология
Введение в предмет Технология Баба Яга.
Баба Яга. Роль овощей в питании.
Роль овощей в питании. презентация к уроку по технологии в 5 классе по теме Древесина- природный конструкционный материал
презентация к уроку по технологии в 5 классе по теме Древесина- природный конструкционный материал Презентация к дизайн - проекту Имидж
Презентация к дизайн - проекту Имидж