- Урок по технологии (слесарное дело)

Содержание
- 2. Клепка – это операция получения неразъемного соединения материалов с использованием стержней, называемых заклепками. Заклепка, заканчивающаяся головкой,
- 3. Длина заклепки с полукруглой головкой измеряется до основания головки (длина тела), длина заклепки с потайной головкой
- 4. С точки зрения прочности и плотности используются следующие виды заклепочных соединений: прочные, от которых требуется только
- 6. Скачать презентацию
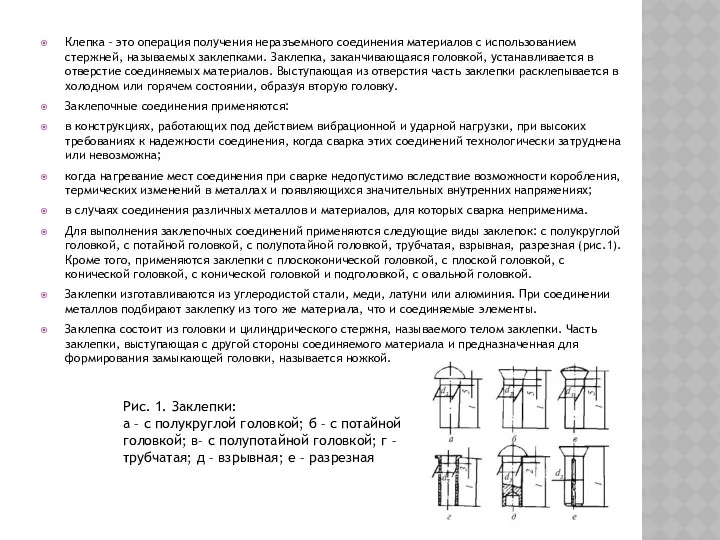
Клепка – это операция получения неразъемного соединения материалов с использованием стержней,
Клепка – это операция получения неразъемного соединения материалов с использованием стержней,
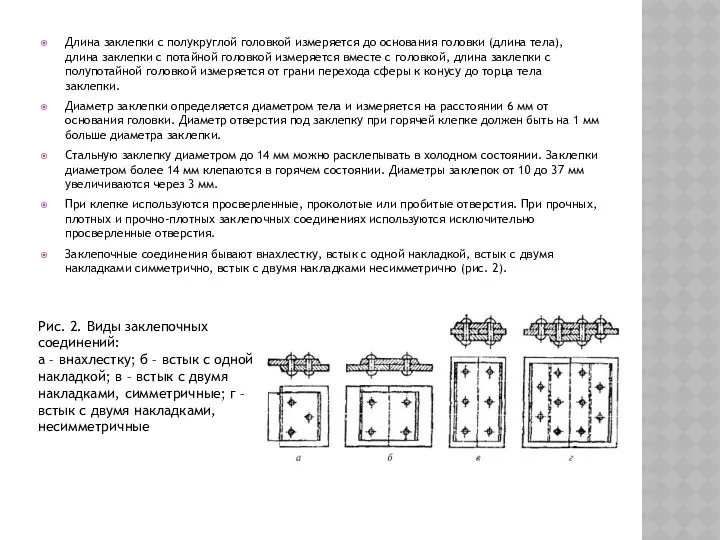
Длина заклепки с полукруглой головкой измеряется до основания головки (длина тела),
Длина заклепки с полукруглой головкой измеряется до основания головки (длина тела),

С точки зрения прочности и плотности используются следующие виды заклепочных соединений:
С точки зрения прочности и плотности используются следующие виды заклепочных соединений:
 :Изображение всюду вокруг нас.
:Изображение всюду вокруг нас. Росписи Северной Двины. Пермогорская роспись
Росписи Северной Двины. Пермогорская роспись Моделирование прямой юбки
Моделирование прямой юбки Презентация Кристаллы - простое волшебство
Презентация Кристаллы - простое волшебство Россия мастеровая
Россия мастеровая Презентация Русская народная кукла
Презентация Русская народная кукла Мастер-класс по вышивке шариков-темари
Мастер-класс по вышивке шариков-темари Изготовление русской народной куклы
Изготовление русской народной куклы КАРТИНА ИЗ ШЕРСТИ АЛЫЕ ПАРУСА
КАРТИНА ИЗ ШЕРСТИ АЛЫЕ ПАРУСА Урок ИЗО во 2 классе. Тема: Зимняя прогулка. Сюжетная композиция: пейзаж с фигурой человека в движении
Урок ИЗО во 2 классе. Тема: Зимняя прогулка. Сюжетная композиция: пейзаж с фигурой человека в движении Презентация к уроку ИЗО
Презентация к уроку ИЗО Проект Тканевая аппликация с элементами рисования 1 часть
Проект Тканевая аппликация с элементами рисования 1 часть Презентация Блюда из яиц 5 класс
Презентация Блюда из яиц 5 класс Интерактивная игра А ну-ка, рукодельницы для 5-6 класса
Интерактивная игра А ну-ка, рукодельницы для 5-6 класса Техника плетения декоративного панно бумажным шпагатом
Техника плетения декоративного панно бумажным шпагатом Фрукты в технике валяния в интерьере кухни
Фрукты в технике валяния в интерьере кухни Презентация к уроку по теме Нарезание наружной и внутренней резьбы вручную
Презентация к уроку по теме Нарезание наружной и внутренней резьбы вручную Презентация Елка из конфет
Презентация Елка из конфет Организация работы по ознакомлению детей с бумажным моделированием
Организация работы по ознакомлению детей с бумажным моделированием презентация: Развитие мелкой моторики у детей младшего дошкольного возраста .
презентация: Развитие мелкой моторики у детей младшего дошкольного возраста . презентация Гжель
презентация Гжель Декоративные наволочки. Ковровая техника иглой.
Декоративные наволочки. Ковровая техника иглой. Презентация. Схема изготовления модели фотоаппарата (оригами)
Презентация. Схема изготовления модели фотоаппарата (оригами) Конструирование в детском саду
Конструирование в детском саду Центр технического творчества и предпринимательства
Центр технического творчества и предпринимательства Использование техники оригами в работе с детьми дошкольного возраста
Использование техники оригами в работе с детьми дошкольного возраста Конспект непосредственно образовательной деятельности на тему: Девочка из цветка в старшей группе.Образовательная область Музыка
Конспект непосредственно образовательной деятельности на тему: Девочка из цветка в старшей группе.Образовательная область Музыка Презентация Пиктограммы
Презентация Пиктограммы