- 3D принтеры

Содержание
- 3. Устройство 3д принтера
- 4. Отличия и возможности отличия : в качестве печати (разрешение принтера), скорости печати, объёме рабочего пространства, возможности
- 5. Элементы принтера экструдер (то есть печатающей головкой); рабочая поверхность, на которой непосредственно происходит печать; линейный мотор,
- 6. Рабочая часть 3D платформа (рабочее пространство) печатающая головка «экструдер» (extrude – выдавить). Экструдер послойно создает объект
- 7. схематическое устройство механизмов. Это упрощенная модель — она служит только для наглядной демонстрации базовых принципов работы
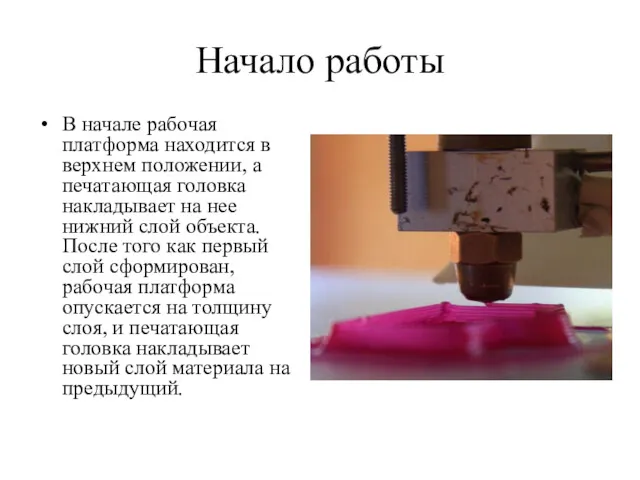
- 8. Начало работы В начале рабочая платформа находится в верхнем положении, а печатающая головка накладывает на нее
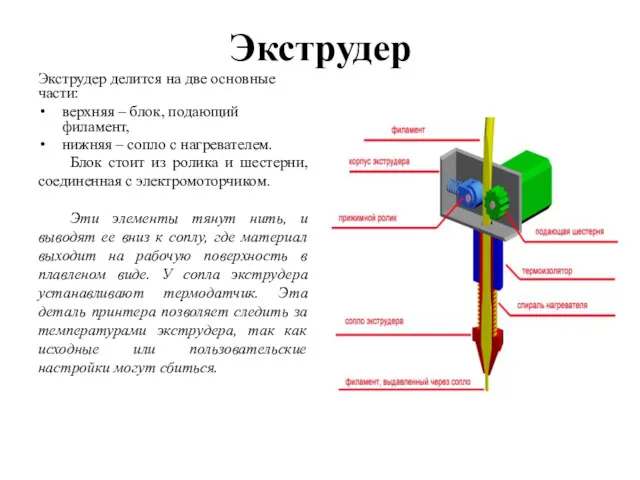
- 9. Экструдер Экструдер делится на две основные части: верхняя – блок, подающий филамент, нижняя – сопло с
- 10. Каждый материал имеет свои температуры плавления, и при использовании любого из них необходимо установить подходящую температуру.
- 11. Термопринтеры Популярен на данный момент 3D принтер с холодным экструдером в виде шприца. Такой принтер позволяет
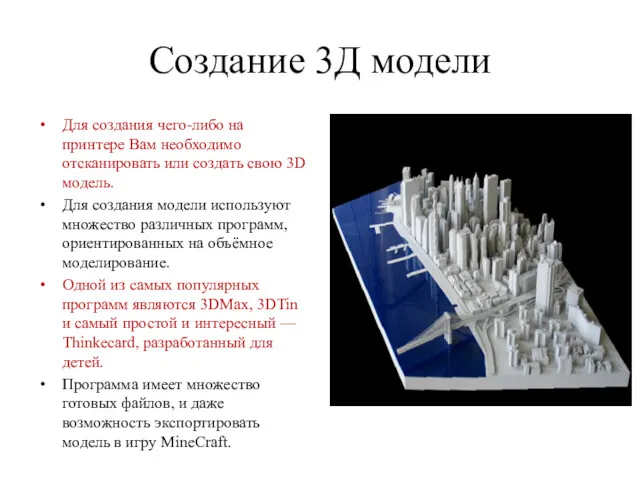
- 12. Создание 3Д модели Для создания чего-либо на принтере Вам необходимо отсканировать или создать свою 3D модель.
- 13. Разрешение печати Ключевая характеристика любого 3D-принтера — «разрешение печати». Под этим параметром понимают минимально допустимую высоту
- 14. На фото одна и та же модель, напечатанная с разным разрешением. Объект номер 1 — самый
- 15. : Разрешение печати зависит от многих факторов от технологии работы 3D-принтера (например, лазерные принтеры печатают самые
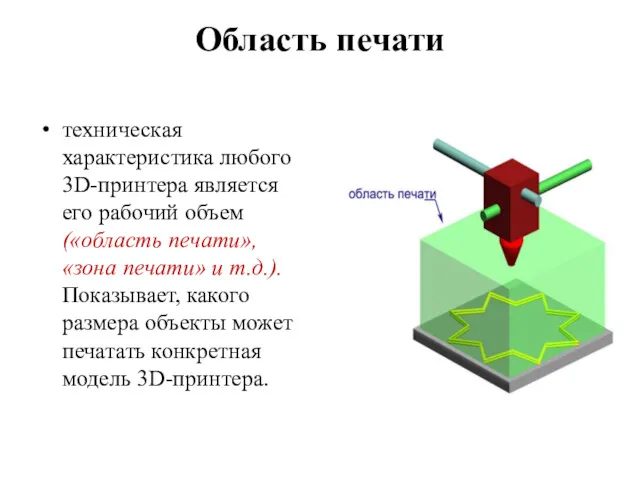
- 16. Область печати техническая характеристика любого 3D-принтера является его рабочий объем («область печати», «зона печати» и т.д.).
- 17. Этот параметр отображает зону досягаемости (охвата) печатающей головки принтера — в горизонтальной плоскости (по осям X
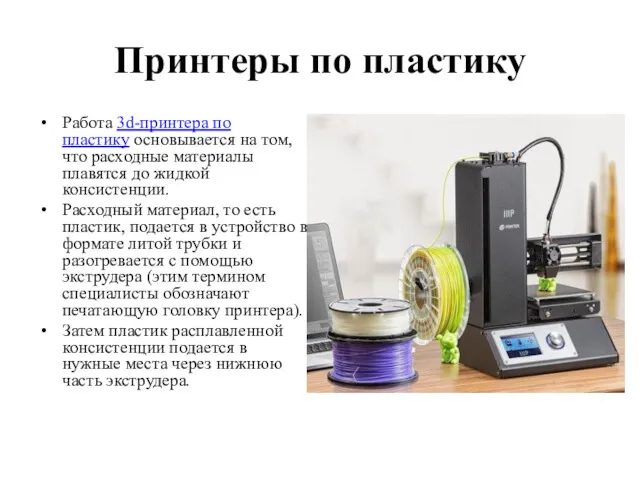
- 18. Принтеры по пластику Работа 3d-принтера по пластику основывается на том, что расходные материалы плавятся до жидкой
- 19. ТЕРМОПЛАСТИКИ
- 20. ABS Высокая прочность, долговечность, стойкость к ударным нагрузкам Идеально подходит для движущихся частей, автомобильных деталей, корпусов
- 21. PLA Прочный, удобный для пользователей, долговечный Идеален для печати маленьких игрушек Более высокая скорость печати, более
- 22. Устройства для печати по пластику гораздо чаще применяются в домашних условиях или на предприятиях малого бизнеса,
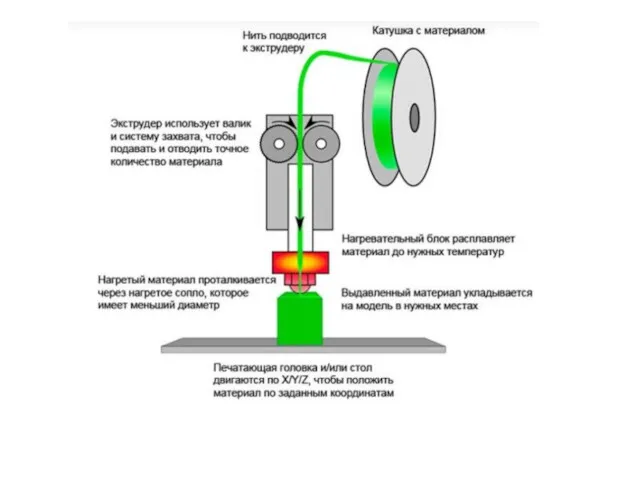
- 23. Технологии 3d-печати, их специфика и используемые материалы. FDM Аббревиатура FDM расшифровывается как «моделирование методом наплавления». Также
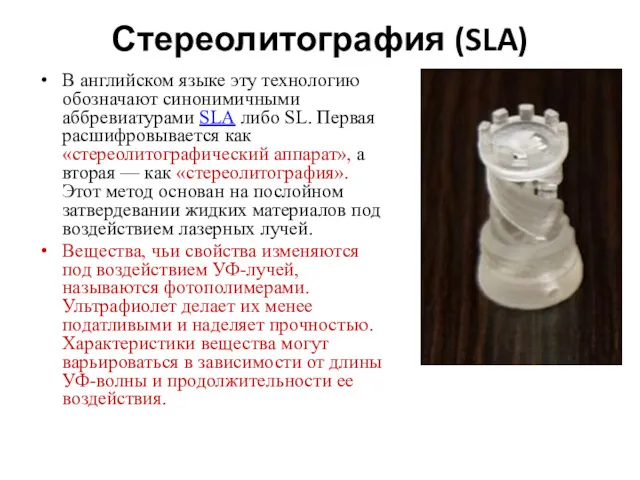
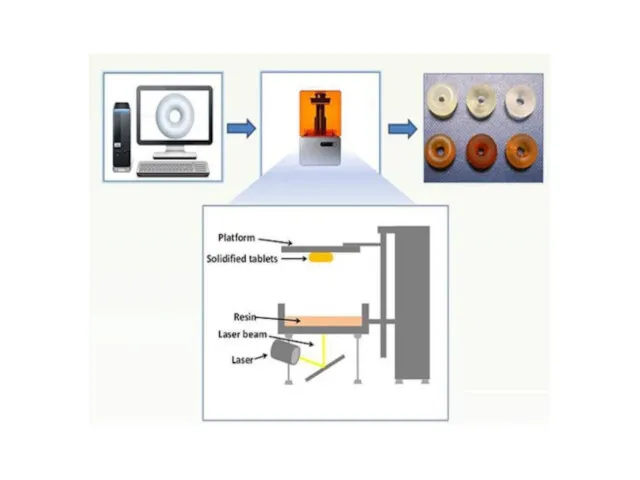
- 25. Стереолитография (SLA) В английском языке эту технологию обозначают синонимичными аббревиатурами SLA либо SL. Первая расшифровывается как
- 27. При 3d-печати внутри емкости с фотополимером жидкой консистенции размещают сетчатую платформу для выращивания прототипа. Платформа опускается
- 29. DLP Обозначает цифровую обработку светом. Воздействию света подвергают фитополимерные смолы, чтобы они затвердели. Для печати задействуют
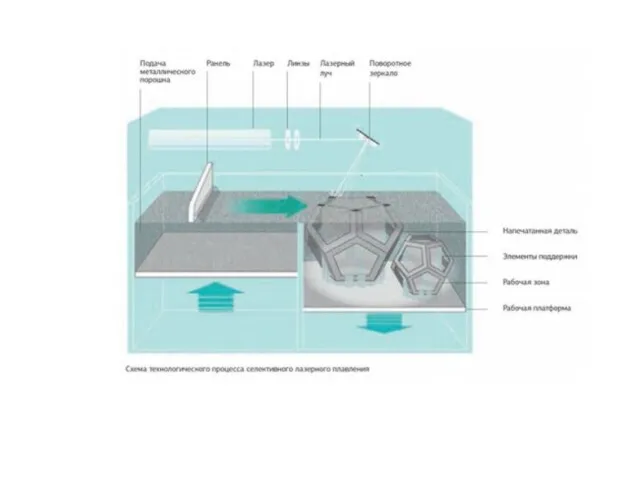
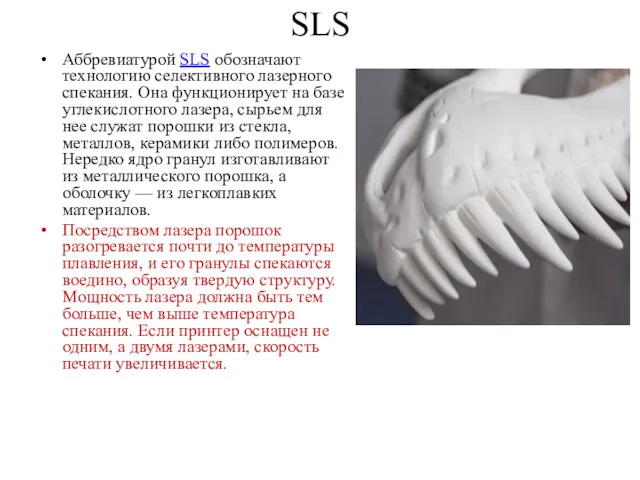
- 30. SLS Аббревиатурой SLS обозначают технологию селективного лазерного спекания. Она функционирует на базе углекислотного лазера, сырьем для
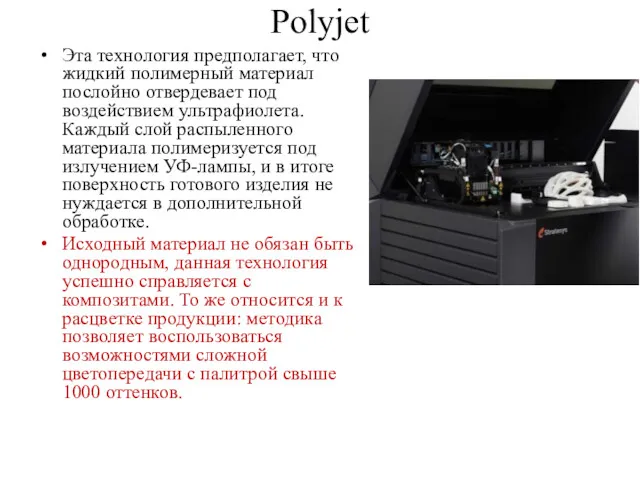
- 31. Polyjet Эта технология предполагает, что жидкий полимерный материал послойно отвердевает под воздействием ультрафиолета. Каждый слой распыленного
- 32. Наиболее востребованными технологиями 3d-печати являются: FDM. Предусматривает послойное выращивание изделий из расплавленной пластиковой нити. Имеет большой
- 33. Распространенные проблемы 3D печати Деформация - Отклеивание первого слоя Смещение первого слоя (Слоновья нога) Смещение слоев
- 34. Деформация - Отклеивание первого слоя Деформация основы распечатки проиходит из-за особенностей пластика. ABS и PLA платик
- 35. Смещение первого слоя (Слоновья нога) Как правило, основа модели смещается из-за веса распечатки, который давит на
- 36. Смещение слоев в модели Слои смещаются в средине распечатки. Ремни принтера не достаточно туго закреплены. Верхняя
- 37. Отсутствующие слои Пробелы в модели появляются из-за того, что некоторые слои отсутвуют (частично или полностью). Принтер
- 38. Трещины в высоких объектах Трещины по бокам модели, чаще всего в высоких моделях. Проблема может возникнуть
- 39. Дыры на верхнем слое Дыры и щели на верхней поверхности распечатки. Две наиболее распространенные причины этой
- 40. Волоски, паутина При печати образуются «паутинки» или «волоски» между элементами модели. Когда головка принтера перемещается по
- 41. Недостаточное экструдирование Недостаточное экструдирование возникает, когда экструдер не может выдавливать достаточно материала (или не может делать
- 43. Скачать презентацию


Устройство 3д принтера
Устройство 3д принтера
Отличия и возможности
отличия :
в качестве печати (разрешение принтера),
скорости печати,
объёме
Отличия и возможности
отличия :
в качестве печати (разрешение принтера),
скорости печати,
объёме
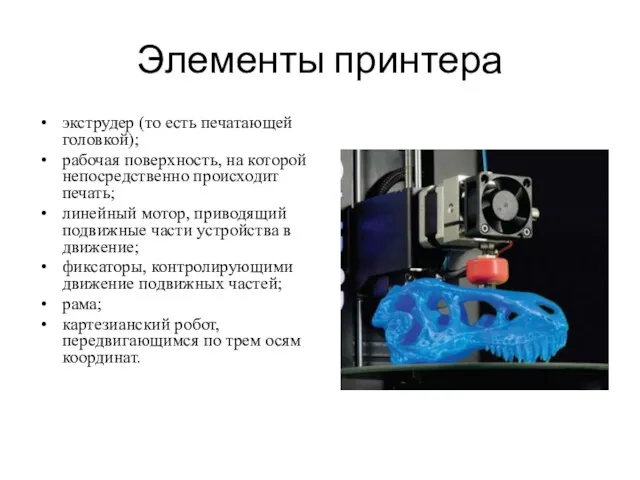
Элементы принтера
экструдер (то есть печатающей головкой);
рабочая поверхность, на которой непосредственно происходит
Элементы принтера
экструдер (то есть печатающей головкой);
рабочая поверхность, на которой непосредственно происходит
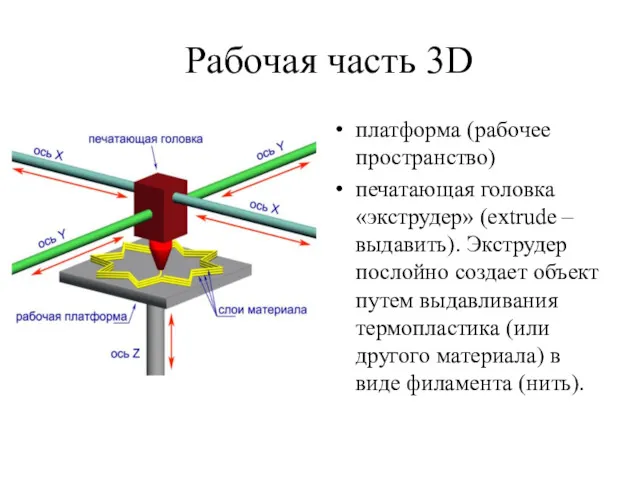
Рабочая часть 3D
платформа (рабочее пространство)
печатающая головка «экструдер» (extrude
Рабочая часть 3D
платформа (рабочее пространство)
печатающая головка «экструдер» (extrude
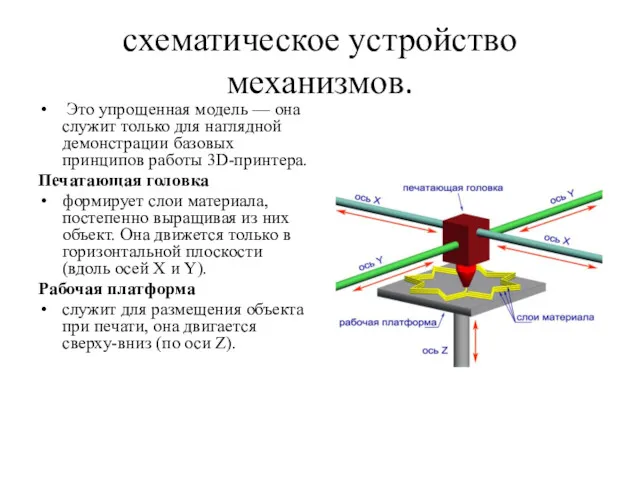
схематическое устройство механизмов.
Это упрощенная модель — она служит только для
схематическое устройство механизмов.
Это упрощенная модель — она служит только для
Начало работы
В начале рабочая платформа находится в верхнем положении, а печатающая
Начало работы
В начале рабочая платформа находится в верхнем положении, а печатающая
Экструдер
Экструдер делится на две основные части:
верхняя – блок, подающий филамент,
Экструдер
Экструдер делится на две основные части:
верхняя – блок, подающий филамент,
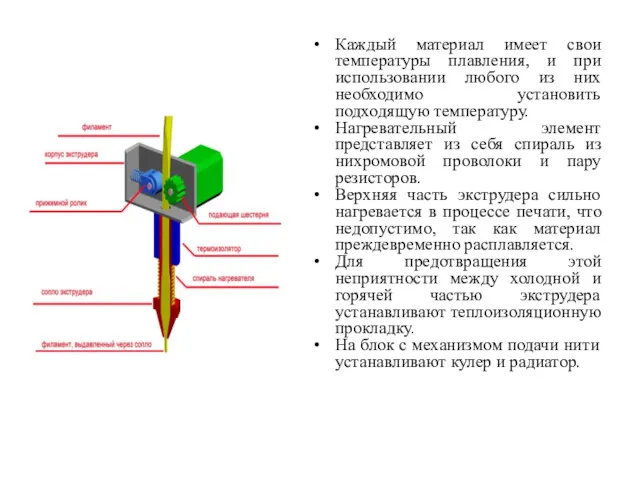
Каждый материал имеет свои температуры плавления, и при использовании любого из
Каждый материал имеет свои температуры плавления, и при использовании любого из

Термопринтеры
Популярен на данный момент 3D принтер с холодным экструдером в виде
Термопринтеры
Популярен на данный момент 3D принтер с холодным экструдером в виде
Создание 3Д модели
Для создания чего-либо на принтере Вам необходимо отсканировать или
Создание 3Д модели
Для создания чего-либо на принтере Вам необходимо отсканировать или

Разрешение печати
Ключевая характеристика любого 3D-принтера — «разрешение печати». Под этим параметром
Разрешение печати
Ключевая характеристика любого 3D-принтера — «разрешение печати». Под этим параметром
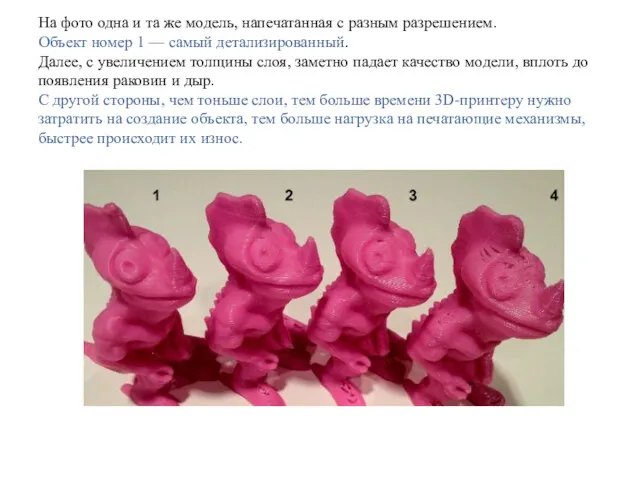
На фото одна и та же модель, напечатанная с разным разрешением.
На фото одна и та же модель, напечатанная с разным разрешением.
:
Разрешение печати зависит от многих факторов
от технологии работы 3D-принтера (например, лазерные
:
Разрешение печати зависит от многих факторов
от технологии работы 3D-принтера (например, лазерные
Область печати
техническая характеристика любого 3D-принтера является его рабочий объем («область печати»,
Область печати
техническая характеристика любого 3D-принтера является его рабочий объем («область печати»,
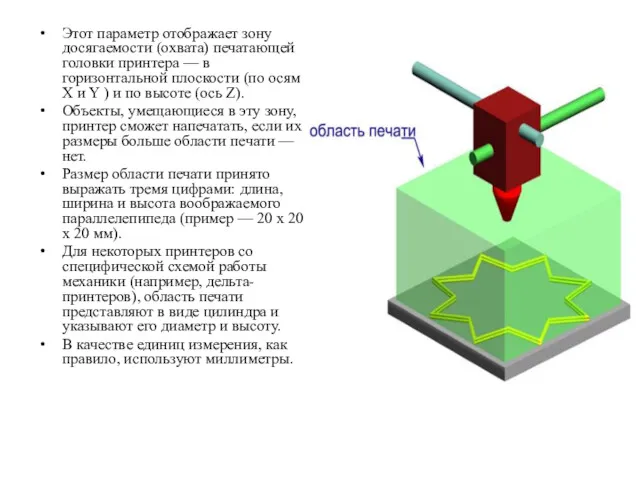
Этот параметр отображает зону досягаемости (охвата) печатающей головки принтера — в
Этот параметр отображает зону досягаемости (охвата) печатающей головки принтера — в
Принтеры по пластику
Работа 3d-принтера по пластику основывается на том, что расходные материалы плавятся
Принтеры по пластику
Работа 3d-принтера по пластику основывается на том, что расходные материалы плавятся

ТЕРМОПЛАСТИКИ
ТЕРМОПЛАСТИКИ
ABS
Высокая прочность, долговечность, стойкость к ударным нагрузкам
Идеально подходит для движущихся частей,
ABS
Высокая прочность, долговечность, стойкость к ударным нагрузкам
Идеально подходит для движущихся частей,
PLA
Прочный, удобный для пользователей, долговечный
Идеален для печати маленьких игрушек
Более высокая скорость
PLA
Прочный, удобный для пользователей, долговечный
Идеален для печати маленьких игрушек
Более высокая скорость
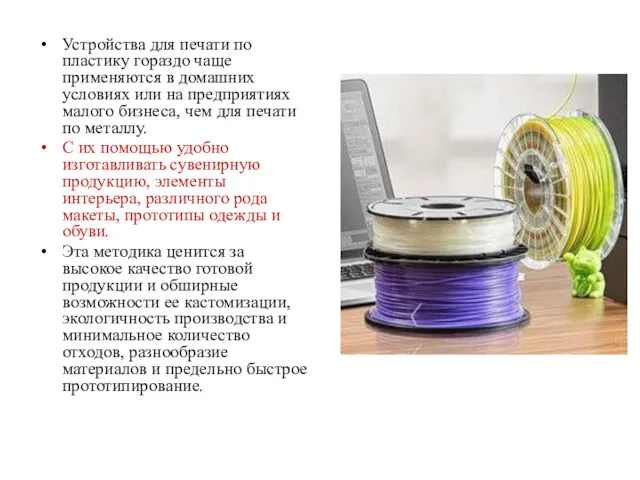
Устройства для печати по пластику гораздо чаще применяются в домашних условиях
Устройства для печати по пластику гораздо чаще применяются в домашних условиях
Технологии 3d-печати, их специфика и используемые материалы.
FDM
Аббревиатура FDM расшифровывается как «моделирование методом наплавления».
Технологии 3d-печати, их специфика и используемые материалы.
FDM
Аббревиатура FDM расшифровывается как «моделирование методом наплавления».
Стереолитография (SLA)
В английском языке эту технологию обозначают синонимичными аббревиатурами SLA либо SL. Первая
Стереолитография (SLA)
В английском языке эту технологию обозначают синонимичными аббревиатурами SLA либо SL. Первая
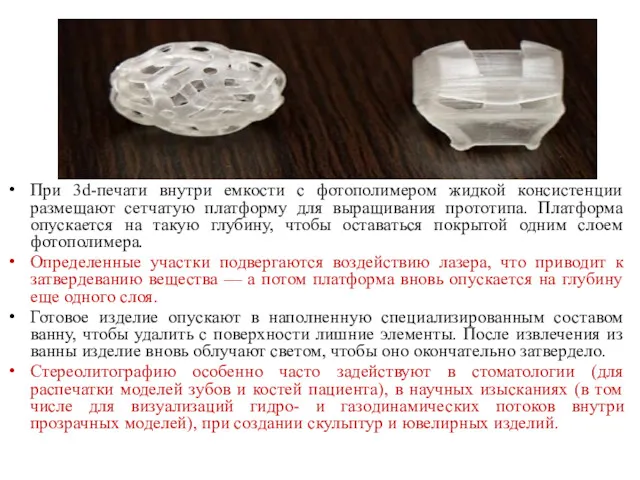
При 3d-печати внутри емкости с фотополимером жидкой консистенции размещают сетчатую платформу
При 3d-печати внутри емкости с фотополимером жидкой консистенции размещают сетчатую платформу

DLP
Обозначает цифровую обработку светом. Воздействию света подвергают фитополимерные смолы, чтобы они
DLP
Обозначает цифровую обработку светом. Воздействию света подвергают фитополимерные смолы, чтобы они
SLS
Аббревиатурой SLS обозначают технологию селективного лазерного спекания. Она функционирует на базе углекислотного лазера,
SLS
Аббревиатурой SLS обозначают технологию селективного лазерного спекания. Она функционирует на базе углекислотного лазера,
Polyjet
Эта технология предполагает, что жидкий полимерный материал послойно отвердевает под воздействием
Polyjet
Эта технология предполагает, что жидкий полимерный материал послойно отвердевает под воздействием
Наиболее востребованными технологиями 3d-печати являются:
FDM. Предусматривает послойное выращивание изделий из расплавленной
Наиболее востребованными технологиями 3d-печати являются:
FDM. Предусматривает послойное выращивание изделий из расплавленной
Распространенные проблемы 3D печати
Деформация - Отклеивание первого слоя
Смещение первого слоя (Слоновья
Распространенные проблемы 3D печати
Деформация - Отклеивание первого слоя
Смещение первого слоя (Слоновья
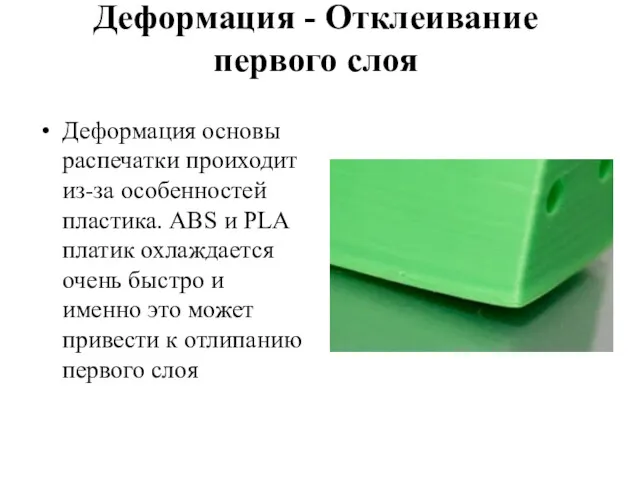
Деформация - Отклеивание первого слоя
Деформация основы распечатки проиходит из-за особенностей пластика.
Деформация - Отклеивание первого слоя
Деформация основы распечатки проиходит из-за особенностей пластика.
Смещение первого слоя (Слоновья нога)
Как правило, основа модели смещается из-за веса
Смещение первого слоя (Слоновья нога)
Как правило, основа модели смещается из-за веса
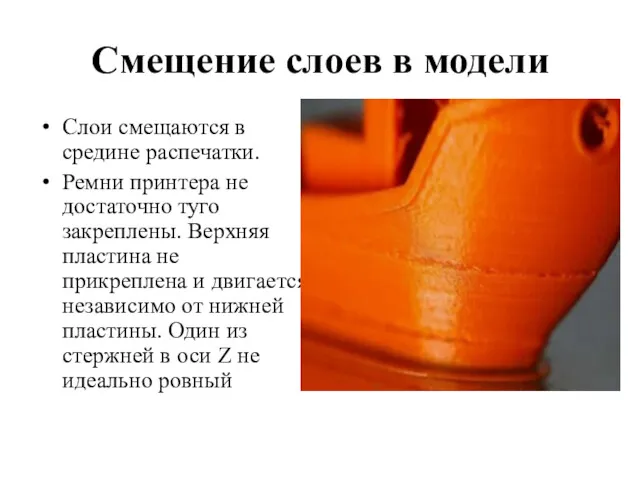
Смещение слоев в модели
Слои смещаются в средине распечатки.
Ремни принтера не достаточно
Смещение слоев в модели
Слои смещаются в средине распечатки.
Ремни принтера не достаточно
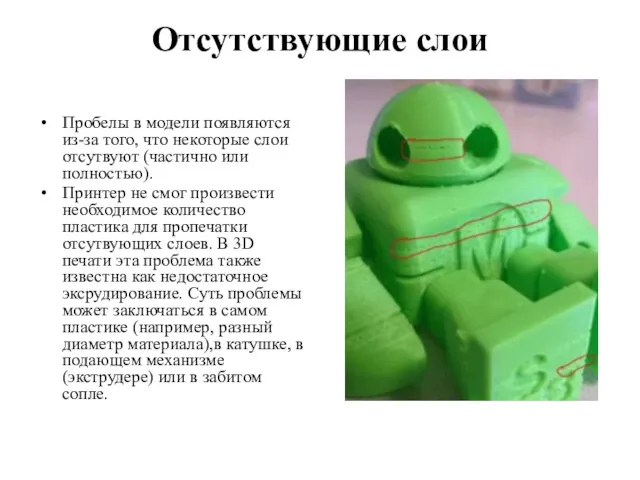
Отсутствующие слои
Пробелы в модели появляются из-за того, что некоторые слои отсутвуют
Отсутствующие слои
Пробелы в модели появляются из-за того, что некоторые слои отсутвуют
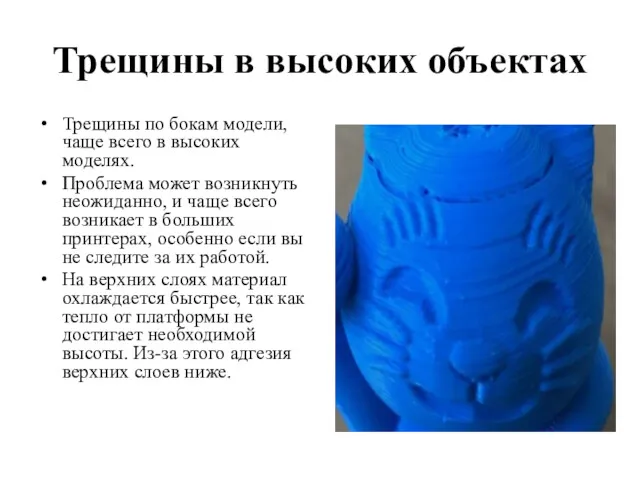
Трещины в высоких объектах
Трещины по бокам модели, чаще всего в высоких
Трещины в высоких объектах
Трещины по бокам модели, чаще всего в высоких
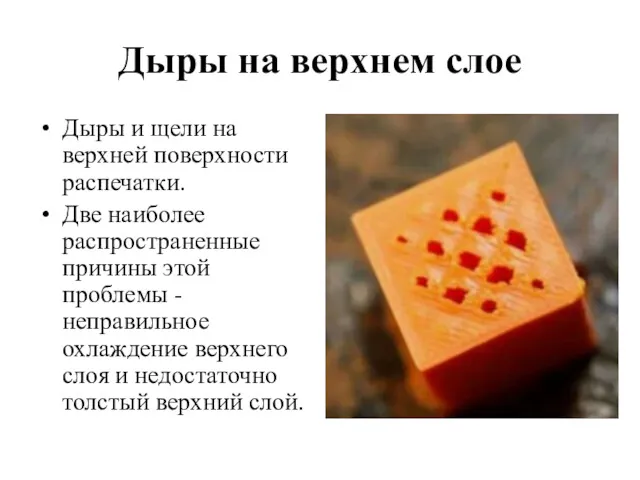
Дыры на верхнем слое
Дыры и щели на верхней поверхности распечатки.
Две наиболее
Дыры на верхнем слое
Дыры и щели на верхней поверхности распечатки.
Две наиболее
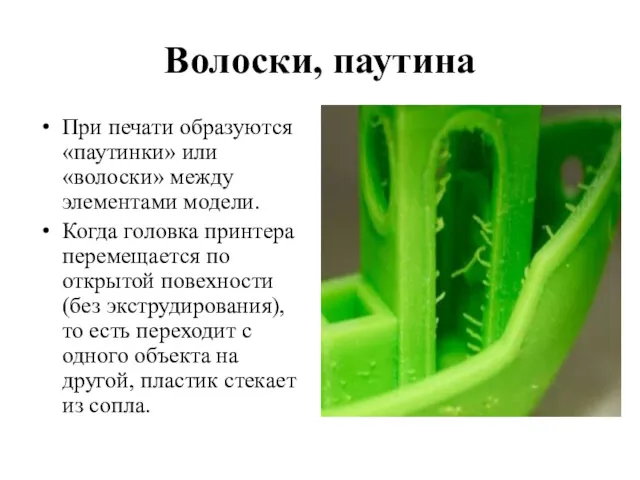
Волоски, паутина
При печати образуются «паутинки» или «волоски» между элементами модели.
Когда головка
Волоски, паутина
При печати образуются «паутинки» или «волоски» между элементами модели.
Когда головка
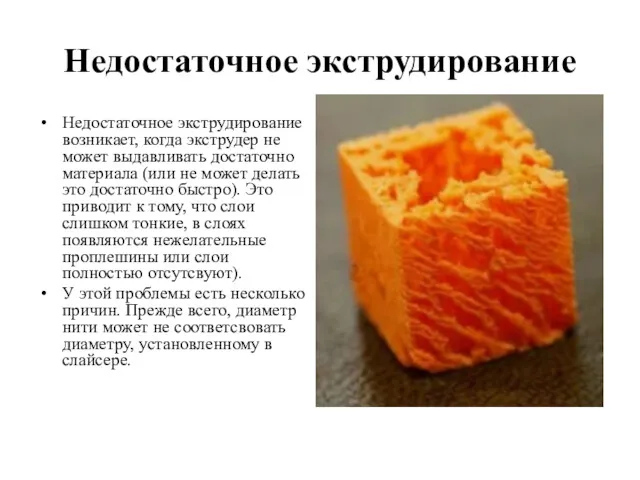
Недостаточное экструдирование
Недостаточное экструдирование возникает, когда экструдер не может выдавливать достаточно материала
Недостаточное экструдирование
Недостаточное экструдирование возникает, когда экструдер не может выдавливать достаточно материала
 Мамуля, с днём рождения
Мамуля, с днём рождения phpJS89XV_pamyatki-matem
phpJS89XV_pamyatki-matem Пасха - Светлое Воскресенье Господне
Пасха - Светлое Воскресенье Господне Поделки из помпонов
Поделки из помпонов Артикуляционная гимнастика (презентация)
Артикуляционная гимнастика (презентация) Управление качеством
Управление качеством Определение параллельных прямых. Секущая. Углы, образованные при пересечении двух прямых секущей
Определение параллельных прямых. Секущая. Углы, образованные при пересечении двух прямых секущей Zombie Apocalypse. EGE by helgabel
Zombie Apocalypse. EGE by helgabel Pu-239
Pu-239 Умные технологии в жилых помещениях. История появления. Технология и оборудование для систем умного дома
Умные технологии в жилых помещениях. История появления. Технология и оборудование для систем умного дома Внутренняя среда организма
Внутренняя среда организма Театрализованная деятельность как средство коррекции эмоционально-волевой сферы детей с задержкой психического развития
Театрализованная деятельность как средство коррекции эмоционально-волевой сферы детей с задержкой психического развития Продолжение портфолио Юбилей детского сада
Продолжение портфолио Юбилей детского сада Классный час. Тема: День пожилых людей.
Классный час. Тема: День пожилых людей. Класс Пресмыкающиеся (Рептилии)
Класс Пресмыкающиеся (Рептилии) Игра Что забыл нарисовать художник
Игра Что забыл нарисовать художник Соединительно-тканный массаж
Соединительно-тканный массаж Основы проектирования и оборудование биотехнологических производств
Основы проектирования и оборудование биотехнологических производств Arduino: умный дом
Arduino: умный дом Ощущения и виды ощущений
Ощущения и виды ощущений Презентация Мини-музея Игрушки
Презентация Мини-музея Игрушки Головоломки на разрезание
Головоломки на разрезание Интегрированный урок по истории и информатике в 7 классе на тему Культура России во второй половине 18 века. Защита проектов.
Интегрированный урок по истории и информатике в 7 классе на тему Культура России во второй половине 18 века. Защита проектов. Презентация к акции Весенние первоцветы
Презентация к акции Весенние первоцветы Презентация к уроку Семяя в православной традиции
Презентация к уроку Семяя в православной традиции Былины. Композиция былины
Былины. Композиция былины Три мира в романе М.А.Булгакова Мастер и Маргарита.
Три мира в романе М.А.Булгакова Мастер и Маргарита. Project Friends for life
Project Friends for life