- Ацетилен и его применение для газовой сварки. Билет 14

Содержание
- 2. Газовая сварка практически всегда ассоциируется с ацетиленом, так как именно этот газ дает самую высокую температуру
- 3. Ацетилен для сварки (C2H2) имеет углеводородный состав с тройной углеродной связью. Дешевый способ получения из карбида
- 4. Свойства ацетилена При температуре минус 83,3 0С ацетилен переходит в жидкое состояние. При достижении минуса более
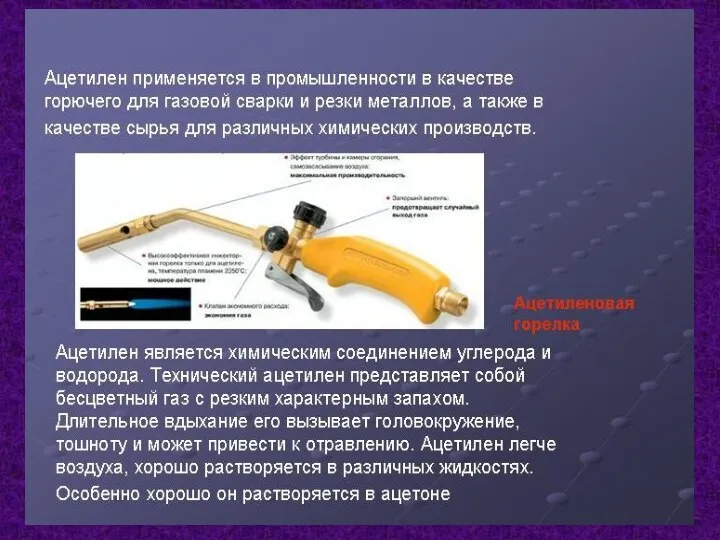
- 5. Для обеспечения достаточных температур и быстрого расплавления металлов пары горючих газов или сам газ сжигается с
- 13. Пайка твердыми сплавами. Билет 14 (2)
- 14. Разделение пайки на низкотемпературную и высокотемпературную носит, в некоторой степени, условный характер. По своей физической природе
- 15. Что отличает высокотемпературную пайку от низкотемпературной, кроме температуры плавления припоев? Прежде всего - значительно более высокая
- 16. Пайка твердыми припоями является основным способом при изготовлении металлорежущего инструмента с твердосплавными пластинами. Припаивание последних обеспечивает
- 17. Изготовление всевозможных сосудов из цветных металлов и нержавеющих сталей, соединение стальных и медных трубопроводов, работающих под
- 18. Основными источниками нагрева при высокотемпературной пайке являются газовые горелки различных типов, индукторы и печи. Применяется также
- 19. Иногда используют в качестве припоя и технически чистую медь. Однако гораздо чаще используют пайку медными припоями,
- 20. При высокотемпературной пайке используются медно-цинковые, медно-фосфорные, серебряные припои и латуни.
- 21. Латуни. Широкое распространение в качестве припоев получили латуни, которые являются сплавом меди с цинком. Латуни Л62
- 24. Скачать презентацию
Газовая сварка практически всегда ассоциируется с ацетиленом, так как именно этот
Газовая сварка практически всегда ассоциируется с ацетиленом, так как именно этот
Ацетилен для сварки (C2H2)
имеет углеводородный состав с тройной углеродной связью. Дешевый
Ацетилен для сварки (C2H2)
имеет углеводородный состав с тройной углеродной связью. Дешевый
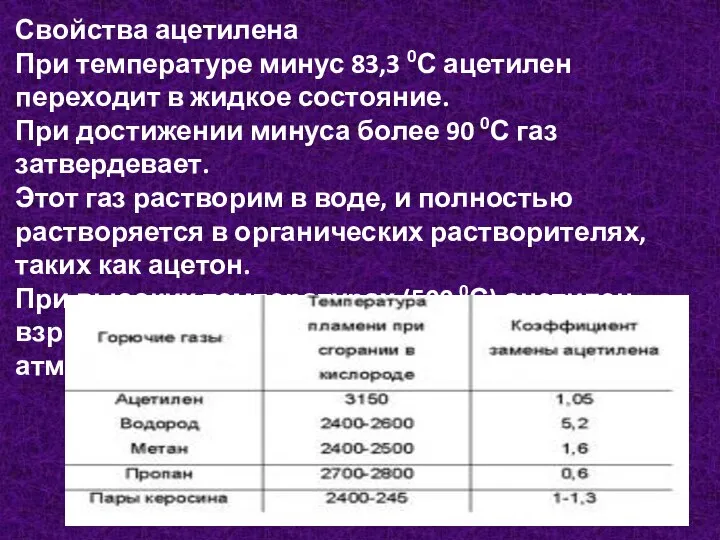
Свойства ацетилена
При температуре минус 83,3 0С ацетилен переходит в жидкое состояние.
При достижении
Свойства ацетилена
При температуре минус 83,3 0С ацетилен переходит в жидкое состояние.
При достижении
Для обеспечения достаточных температур и быстрого расплавления металлов пары горючих газов
Для обеспечения достаточных температур и быстрого расплавления металлов пары горючих газов



Пайка твердыми сплавами.
Билет 14 (2)
Пайка твердыми сплавами.
Билет 14 (2)
Разделение пайки на низкотемпературную и высокотемпературную носит, в некоторой степени, условный
Разделение пайки на низкотемпературную и высокотемпературную носит, в некоторой степени, условный
Что отличает высокотемпературную пайку от низкотемпературной, кроме температуры плавления припоев? Прежде
Что отличает высокотемпературную пайку от низкотемпературной, кроме температуры плавления припоев? Прежде
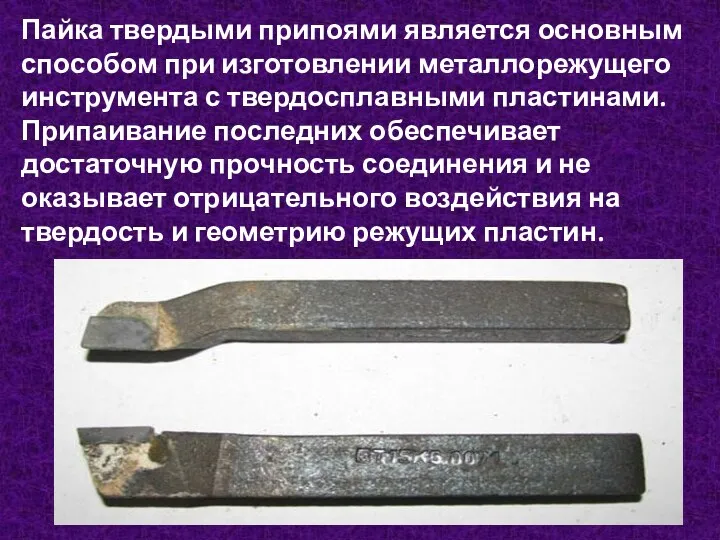
Пайка твердыми припоями является основным способом при изготовлении металлорежущего инструмента с
Пайка твердыми припоями является основным способом при изготовлении металлорежущего инструмента с
Изготовление всевозможных сосудов из цветных металлов и нержавеющих сталей, соединение стальных
Изготовление всевозможных сосудов из цветных металлов и нержавеющих сталей, соединение стальных

Основными источниками нагрева при высокотемпературной пайке являются газовые горелки различных типов,
Основными источниками нагрева при высокотемпературной пайке являются газовые горелки различных типов,
Иногда используют в качестве припоя и технически чистую медь. Однако гораздо
Иногда используют в качестве припоя и технически чистую медь. Однако гораздо
При высокотемпературной пайке используются медно-цинковые, медно-фосфорные, серебряные припои и латуни.
При высокотемпературной пайке используются медно-цинковые, медно-фосфорные, серебряные припои и латуни.
Латуни. Широкое распространение в качестве припоев получили латуни, которые являются сплавом
Латуни. Широкое распространение в качестве припоев получили латуни, которые являются сплавом
 Illustrated drilling glossary
Illustrated drilling glossary Презентация Летопись нашего класса
Презентация Летопись нашего класса Федеративная Республика Германия (ФРГ)
Федеративная Республика Германия (ФРГ) les 19
les 19 Какие бывают растения
Какие бывают растения Обучение грамоте. Слог, ударение
Обучение грамоте. Слог, ударение Физическая культура
Физическая культура Гаметогенез, оплодотворение
Гаметогенез, оплодотворение ПрезентацияСпешите делать добро
ПрезентацияСпешите делать добро Технологія жирів і жирозамінників
Технологія жирів і жирозамінників Развитие учащихся 1 класса в процессе формирования универсальных учебных действий по программе ПНШ.
Развитие учащихся 1 класса в процессе формирования универсальных учебных действий по программе ПНШ. Хоровая литература. Оперно-хоровое творчество
Хоровая литература. Оперно-хоровое творчество Гражданская авиатехника
Гражданская авиатехника Расчёт загрузки и составление грузового плана судна с проработкой маршрута перехода судна по навигационным картам и пособиям
Расчёт загрузки и составление грузового плана судна с проработкой маршрута перехода судна по навигационным картам и пособиям Гендерный подход к воспитанию дошкольников
Гендерный подход к воспитанию дошкольников Любовь в изобразительном искусстве
Любовь в изобразительном искусстве Дерево целей и систем автомобильного транспорта и технической эксплуатации. Понятие о дереве целей. Тема 4
Дерево целей и систем автомобильного транспорта и технической эксплуатации. Понятие о дереве целей. Тема 4 Транссибирская железнодорожная магистраль
Транссибирская железнодорожная магистраль Родники саратовской поэзии. Конкурс чтецов, посвященный 80-летию Саратовской области
Родники саратовской поэзии. Конкурс чтецов, посвященный 80-летию Саратовской области Диабетическая микроангиопатия
Диабетическая микроангиопатия Перспектива в рисунке
Перспектива в рисунке Видеосъемка. Общие положения
Видеосъемка. Общие положения Організація роботи сортувальної станції
Організація роботи сортувальної станції Народное искусство и культурное наследие ( младшая группа)
Народное искусство и культурное наследие ( младшая группа) LeadER. Привлечем. Оцифруем. Удержим
LeadER. Привлечем. Оцифруем. Удержим Народные движения. История России. 7 класс
Народные движения. История России. 7 класс Базовая станция Шереметьево Карго
Базовая станция Шереметьево Карго Родительское собрание Упражнения для развития внимания
Родительское собрание Упражнения для развития внимания