- Базирование заготовок

Содержание
- 2. Придание заготовке или изделию требуемого положения относительно выбранной системы координат называется базированием. Базой называется поверхность или
- 3. Понятие о базах в машиностроении Установка заготовки на станке Установка — процесс базирования и закрепления заготовки
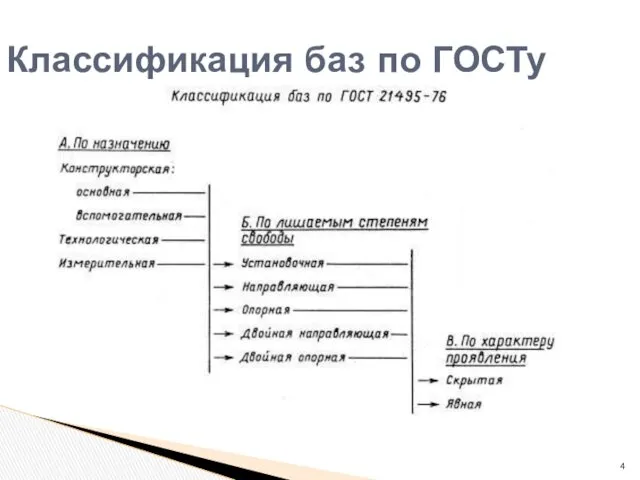
- 4. Классификация баз по ГОСТу
- 5. Классификация баз Конструкторская база — база, используемая для определения положения детали или сборочной единицы в изделии.
- 6. Схема к определению вспомогательной конструкторской базы: I, II, III – один из комплектов вспомогательных баз вала
- 7. Конструкторские базы Сборочное соединение: А – ось паразитной шестерни; Б – шестерня; В – корпус редуктора;
- 8. Конструкторские базы Ось паразитной шестерни Цилиндрическая поверхность с резьбой (8) и торец (3) являются комплектом основных
- 9. Технологическая база Технологическая база — база, используемая для определения положения заготовки или изделия в процессе изготовления
- 10. Схема к определению технологической базы: I, II, III – комплект технологических баз, определяющих положение заготовки в
- 11. Измерительная база Измерительная база — база, используемая для определения относительного положения заготовки или изделия в процессе
- 12. По лишаемым степеням свободы Установочная. Направляющая. Опорная. Двойная направляющая. Двойная опорная. Установочная база – база, лишающая
- 13. Правило 6-ти точек Любое твердое тело в пространстве имеет шесть степеней свободы, т.е. перемещается вдоль осей
- 14. Условное изображение опорных точек Опорная точка – точка, символизирующая одну из связей заготовки или изделия с
- 15. Схема базирования призматической детали а) б) Схема базирования призматической детали: а – по реальным поверхностям; б
- 16. Схема к определению баз по лишаемым степеням свободы: I – установочная база; II – направляющая база;
- 17. Установочная база Схема базирования призматической детали на плоскости Установочная база — база, лишающая заготовку или изделие
- 18. Направляющая база Комплект баз: направляющая база (цилиндрическая поверхность (1)); опорная база – торцовая поверхность (2) Направляющая
- 19. Опорная база Опорная база – база, лишающая заготовку или изделие одной степени свободы (перемещения вдоль одной
- 20. Двойная опорная база Двойная опорная база — база, лишающая заготовку или изделие двух степеней свободы —
- 21. Основание (поверхность (1)) соприкасается с подвижной губкой Б приспособления, являясь установочной технологической базой, которая лишает заготовку
- 22. Двойная направляющая база Если цилиндр переместить по YOX до соприкосновения с вертикальной плоскостью ZOX, на цилиндрической
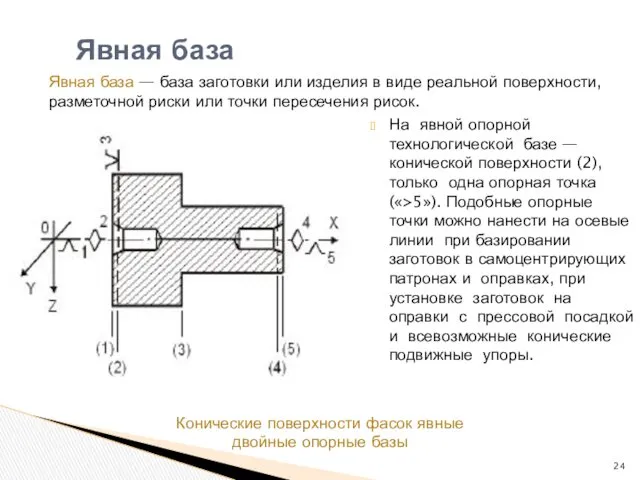
- 23. Скрытая база По характеру проявления базы могут быть скрытыми и явными. Явная база — база заготовки
- 24. Явная база На явной опорной технологической базе — конической поверхности (2), только одна опорная точка («>5»).
- 25. Если координаты заменим призмой, то получим вторую схему базирования. Цилиндрическая поверхность вала, несущая четыре опорные точки,
- 26. Схема базирования коротких цилиндрических деталей (диски, кольца) В этом случае торцовая поверхность детали, несущая три опорные
- 27. Базирование по длинной конической поверхности При установке детали длинной конической поверхностью, например в отверстие шпинделя, она
- 28. Схемы базирования по плоскости и отверстиям Эти схемы можно разделить на три группы: 1) базирование по
- 29. Схема 1 Возможны два случая: основной базирующей поверхностью является отверстие основной базирующей поверхностью является торец
- 30. Пример неправильного базирования Торец лишает три степени свободы (опорная база), высокий палец – четыре (двойная направляющая).
- 31. Схема 2 Если зазор в сопряжении пальца с отверстием будет меньше допуска на размер L, то
- 32. Схема 3 Для статической определенности установки используют низкие цилиндрический и срезанный пальцы
- 33. Установка заготовки по плоскости основания и двум боковым сторонам: 1-6 – опорные точки.
- 34. Установка заготовки по плоскости (на магнитной плите): 1-6 – опорные точки.
- 35. Установка заготовки по плоскости и двум отверстиям: 1-6 – опорные точки.
- 36. Установка вала в трехкулачковом самоцентрирующем патроне: 1-6 – опорные точки.
- 37. Установка диска в трехкулачковом самоцентрирующем патроне: 1-6 – опорные точки.
- 38. Установка вала в центрах: 1-6 – опорные точки; 7 – общая ось центровых отверстий.
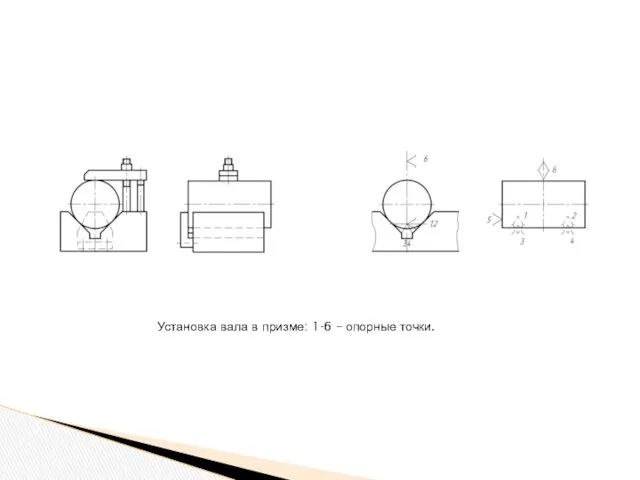
- 39. Установка вала в призме: 1-6 – опорные точки.
- 40. Установка втулки на цилиндрической оправке (с зазором): 1-6 – опорные точки.
- 41. Установка втулки на разжимной оправке (без зазора): 1-6 – опорные точки.
- 42. Установка на станке заготовки корпусной детали с выверкой ее положения по разметочным рискам: 1-6 – опорные
- 43. Установка заготовки по обрабатываемой поверхности при бесцентровом врезном шлифовании: 1-6 – опорные точки; 7 – заготовка;
- 44. Схема 1: Базирование по 3-ём плоскостям
- 45. Схема 2: Базирование по двум отверстиями и торцу детали
- 46. Схема 3: Базирование по наружной поверхности (в призме)
- 47. Схема 4: Установка цилиндрических деталей в кулачки самоцентрирующего патрона, цанги и т.д.
- 49. Скачать презентацию
Придание заготовке или изделию требуемого положения относительно выбранной системы координат называется
Придание заготовке или изделию требуемого положения относительно выбранной системы координат называется
Понятие о базах в машиностроении
Установка заготовки на станке
Установка — процесс
Понятие о базах в машиностроении
Установка заготовки на станке
Установка — процесс
Классификация баз по ГОСТу
Классификация баз по ГОСТу

Классификация баз
Конструкторская база — база, используемая для определения положения детали
Классификация баз
Конструкторская база — база, используемая для определения положения детали
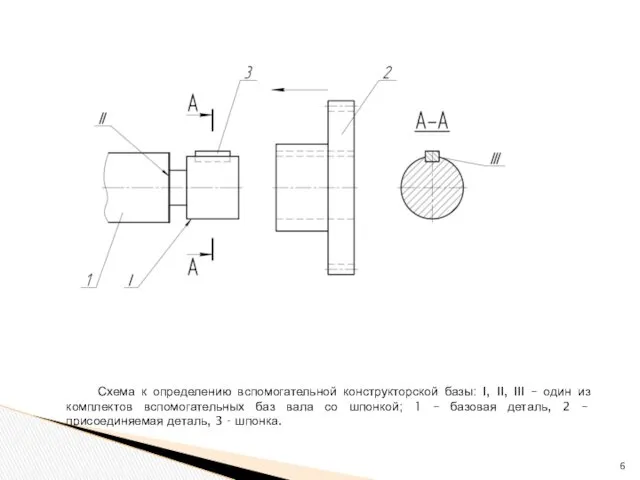
Схема к определению вспомогательной конструкторской базы: I, II, III – один
Схема к определению вспомогательной конструкторской базы: I, II, III – один

Конструкторские базы
Сборочное соединение:
А – ось паразитной шестерни;
Б – шестерня;
В –
Конструкторские базы
Сборочное соединение:
А – ось паразитной шестерни;
Б – шестерня;
В –
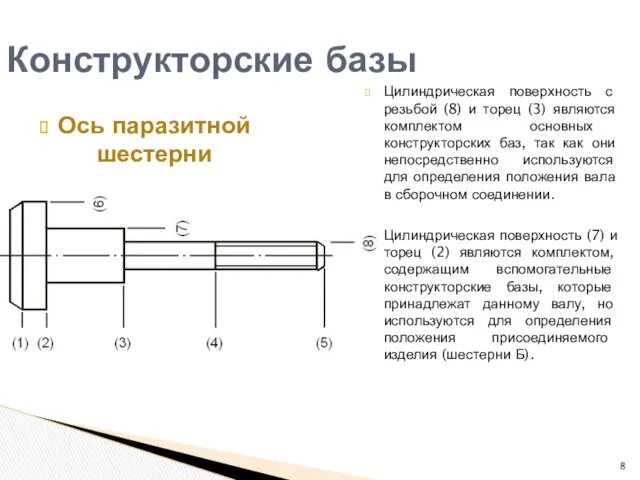
Конструкторские базы
Ось паразитной шестерни
Цилиндрическая поверхность с резьбой (8) и торец (3)
Конструкторские базы
Ось паразитной шестерни
Цилиндрическая поверхность с резьбой (8) и торец (3)

Технологическая база
Технологическая база
— база, используемая для определения положения заготовки или
Технологическая база
Технологическая база
— база, используемая для определения положения заготовки или
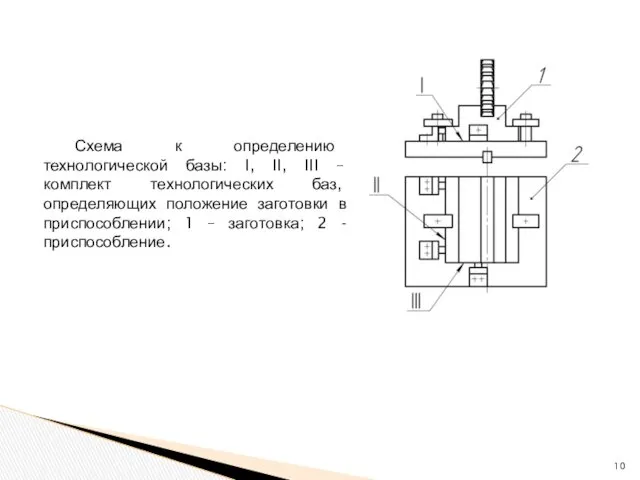
Схема к определению технологической базы: I, II, III – комплект технологических
Схема к определению технологической базы: I, II, III – комплект технологических

Измерительная база
Измерительная база
— база, используемая для определения относительного положения заготовки
Измерительная база
Измерительная база
— база, используемая для определения относительного положения заготовки
По лишаемым степеням свободы
Установочная.
Направляющая.
Опорная.
Двойная направляющая.
Двойная опорная.
Установочная база – база, лишающая
По лишаемым степеням свободы
Установочная.
Направляющая.
Опорная.
Двойная направляющая.
Двойная опорная.
Установочная база – база, лишающая
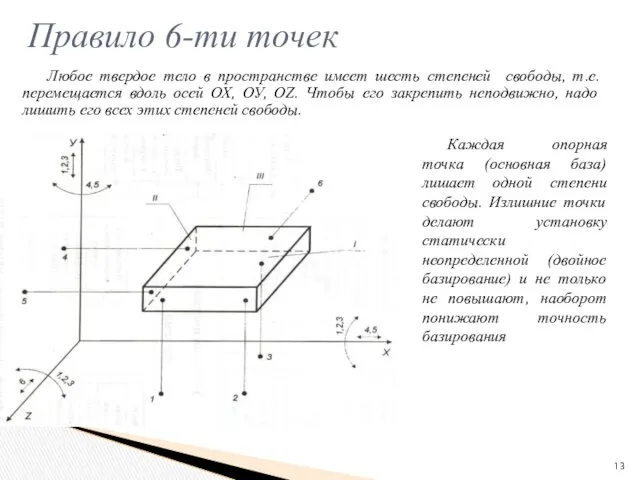
Правило 6-ти точек
Любое твердое тело в пространстве имеет шесть степеней
Правило 6-ти точек
Любое твердое тело в пространстве имеет шесть степеней
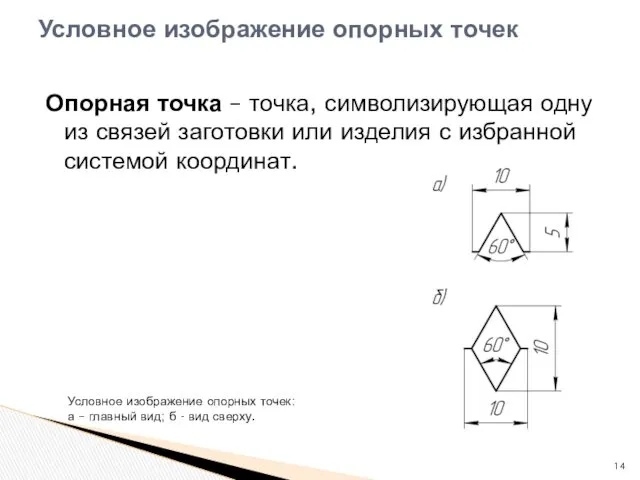
Условное изображение опорных точек
Опорная точка – точка, символизирующая одну из
Условное изображение опорных точек
Опорная точка – точка, символизирующая одну из
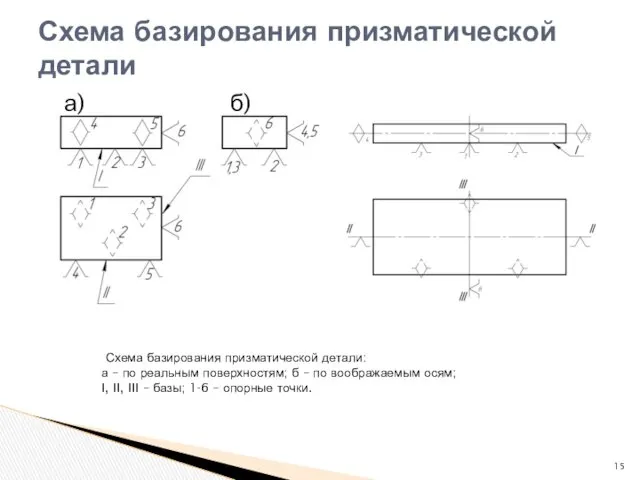
Схема базирования призматической детали
а) б)
Схема базирования призматической детали:
а – по
Схема базирования призматической детали
а) б)
Схема базирования призматической детали:
а – по
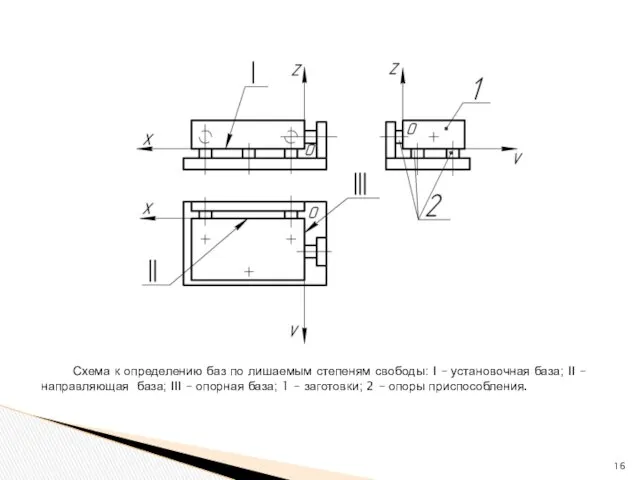
Схема к определению баз по лишаемым степеням свободы: I – установочная
Схема к определению баз по лишаемым степеням свободы: I – установочная
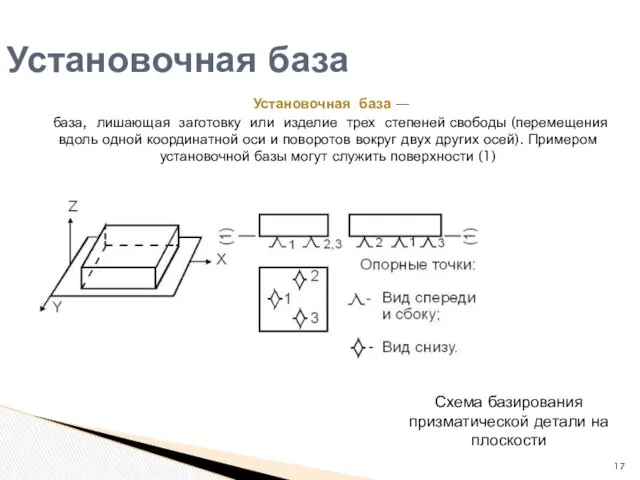
Установочная база
Схема базирования призматической детали на плоскости
Установочная база —
Установочная база
Схема базирования призматической детали на плоскости
Установочная база —
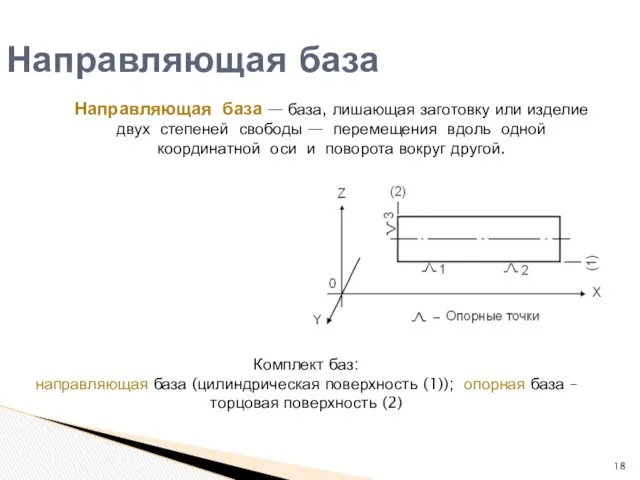
Направляющая база
Комплект баз:
направляющая база (цилиндрическая поверхность (1)); опорная база –
Направляющая база
Комплект баз:
направляющая база (цилиндрическая поверхность (1)); опорная база –
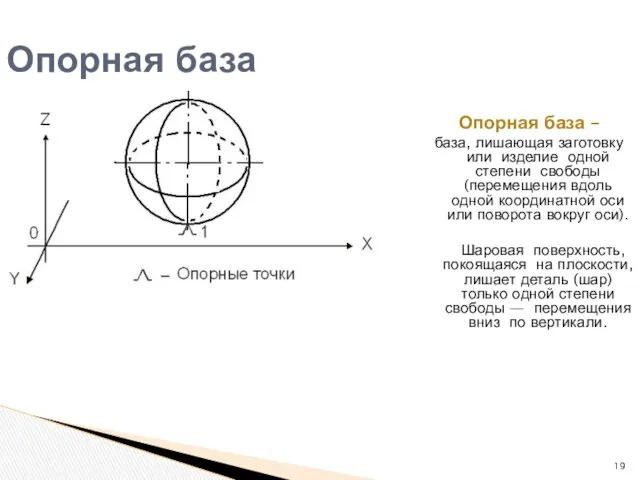
Опорная база
Опорная база –
база, лишающая заготовку или изделие одной степени свободы
Опорная база
Опорная база –
база, лишающая заготовку или изделие одной степени свободы
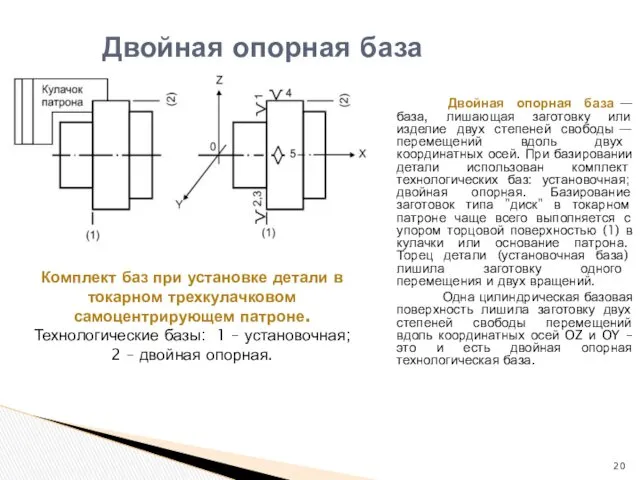
Двойная опорная база
Двойная опорная база — база, лишающая заготовку или
Двойная опорная база
Двойная опорная база — база, лишающая заготовку или

Основание (поверхность (1)) соприкасается с подвижной губкой Б приспособления,
Основание (поверхность (1)) соприкасается с подвижной губкой Б приспособления,
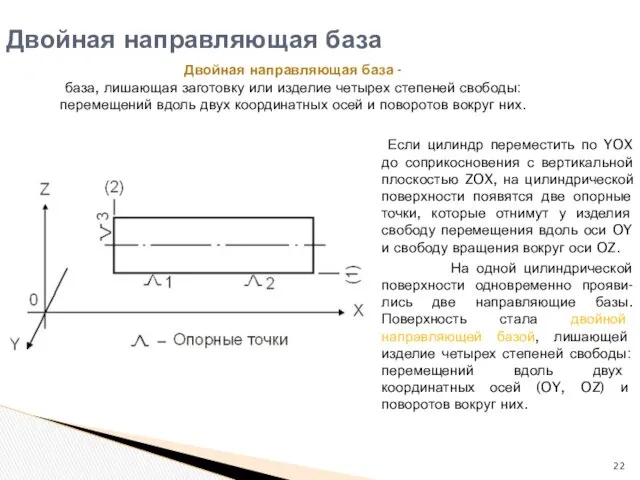
Двойная направляющая база
Если цилиндр переместить по YOX до соприкосновения с
Двойная направляющая база
Если цилиндр переместить по YOX до соприкосновения с

Скрытая база
По характеру проявления базы могут быть скрытыми и явными.
Явная
Скрытая база
По характеру проявления базы могут быть скрытыми и явными.
Явная
Явная база
На явной опорной технологической базе — конической поверхности (2), только
Явная база
На явной опорной технологической базе — конической поверхности (2), только
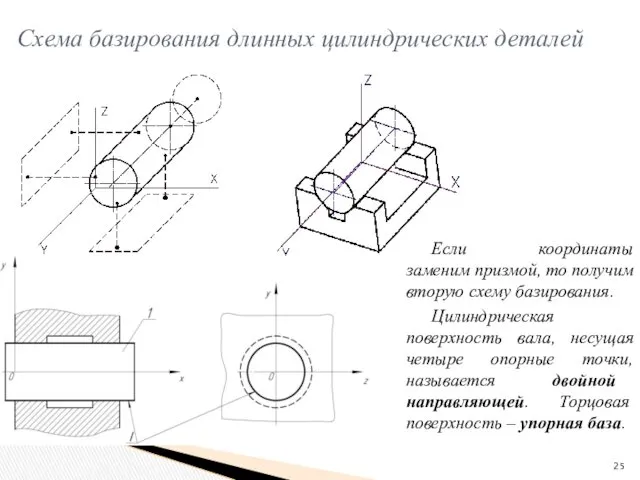
Если координаты заменим призмой, то получим вторую схему базирования.
Цилиндрическая поверхность вала,
Если координаты заменим призмой, то получим вторую схему базирования.
Цилиндрическая поверхность вала,
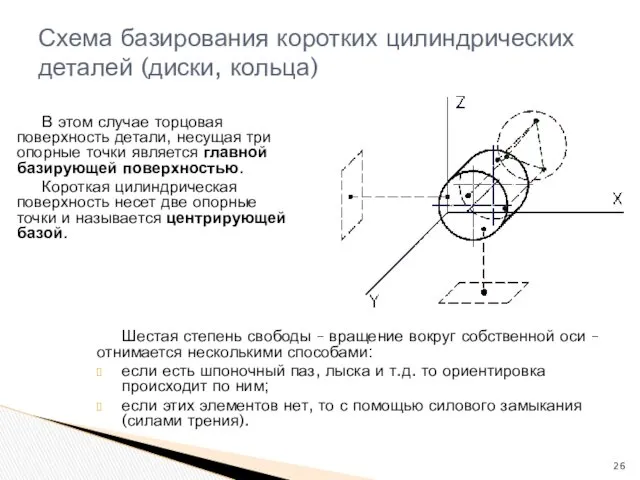
Схема базирования коротких цилиндрических деталей (диски, кольца)
В этом случае торцовая поверхность
Схема базирования коротких цилиндрических деталей (диски, кольца)
В этом случае торцовая поверхность
Базирование по длинной конической поверхности
При установке детали длинной конической поверхностью, например
Базирование по длинной конической поверхности
При установке детали длинной конической поверхностью, например
Схемы базирования по плоскости и отверстиям
Эти схемы можно разделить на три
Схемы базирования по плоскости и отверстиям
Эти схемы можно разделить на три

Схема 1
Возможны два случая:
основной базирующей поверхностью является отверстие
основной базирующей поверхностью
Схема 1
Возможны два случая:
основной базирующей поверхностью является отверстие
основной базирующей поверхностью
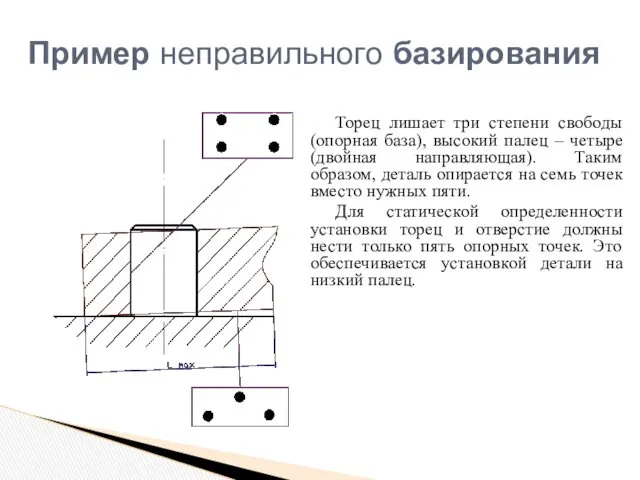
Пример неправильного базирования
Торец лишает три степени свободы (опорная база), высокий
Пример неправильного базирования
Торец лишает три степени свободы (опорная база), высокий

Схема 2
Если зазор в сопряжении пальца с отверстием будет меньше допуска
Схема 2
Если зазор в сопряжении пальца с отверстием будет меньше допуска
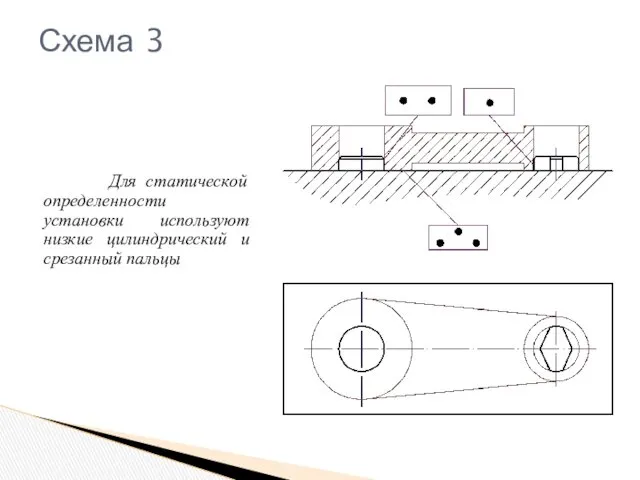
Схема 3
Для статической определенности установки используют низкие цилиндрический и срезанный
Схема 3
Для статической определенности установки используют низкие цилиндрический и срезанный
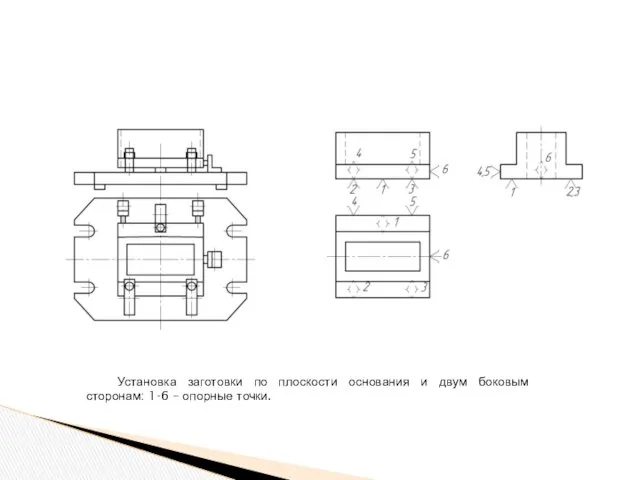
Установка заготовки по плоскости основания и двум боковым сторонам: 1-6 –
Установка заготовки по плоскости основания и двум боковым сторонам: 1-6 –
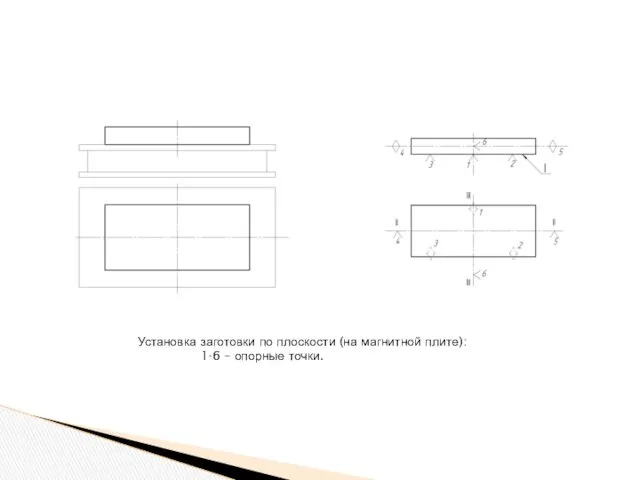
Установка заготовки по плоскости (на магнитной плите):
1-6 – опорные
Установка заготовки по плоскости (на магнитной плите):
1-6 – опорные
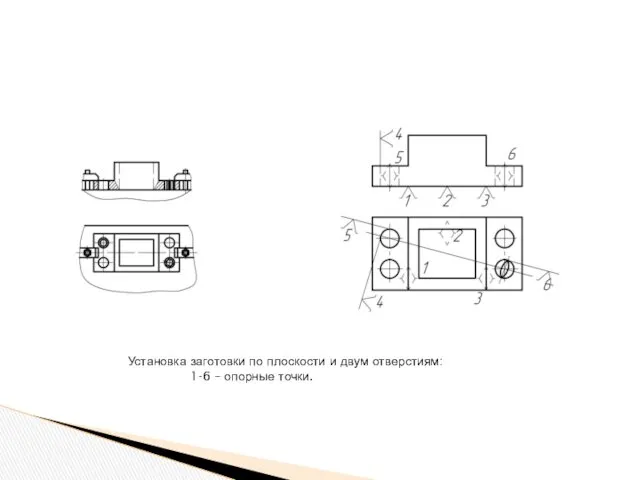
Установка заготовки по плоскости и двум отверстиям:
1-6 – опорные
Установка заготовки по плоскости и двум отверстиям:
1-6 – опорные
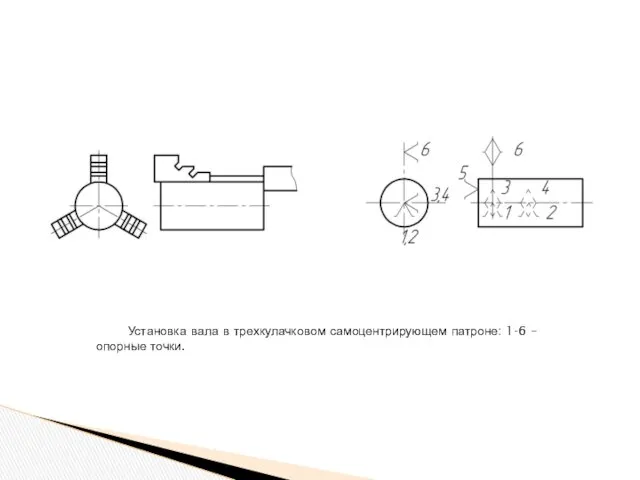
Установка вала в трехкулачковом самоцентрирующем патроне: 1-6 – опорные точки.
Установка вала в трехкулачковом самоцентрирующем патроне: 1-6 – опорные точки.
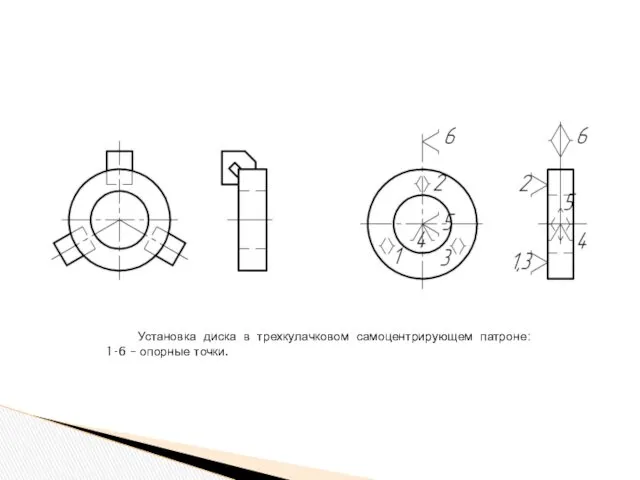
Установка диска в трехкулачковом самоцентрирующем патроне: 1-6 – опорные точки.
Установка диска в трехкулачковом самоцентрирующем патроне: 1-6 – опорные точки.
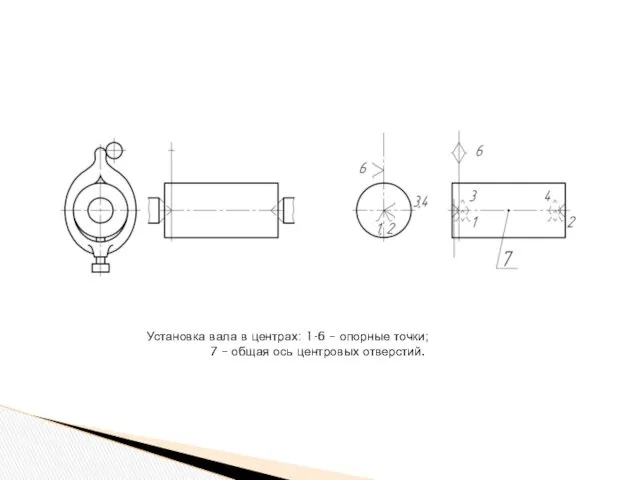
Установка вала в центрах: 1-6 – опорные точки;
7
Установка вала в центрах: 1-6 – опорные точки;
7
Установка вала в призме: 1-6 – опорные точки.
Установка вала в призме: 1-6 – опорные точки.
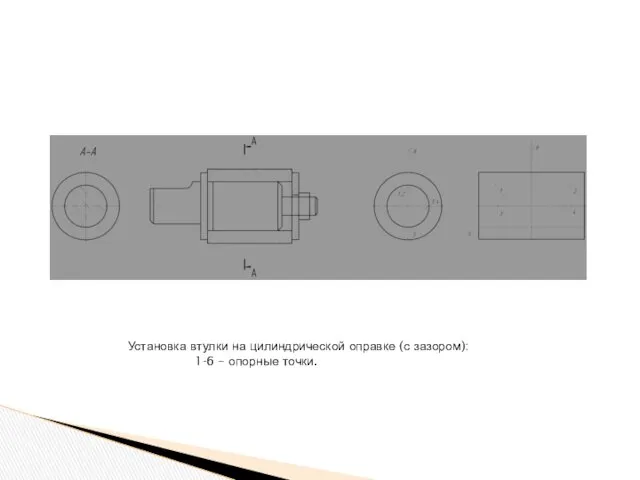
Установка втулки на цилиндрической оправке (с зазором):
1-6 – опорные точки.
Установка втулки на цилиндрической оправке (с зазором):
1-6 – опорные точки.
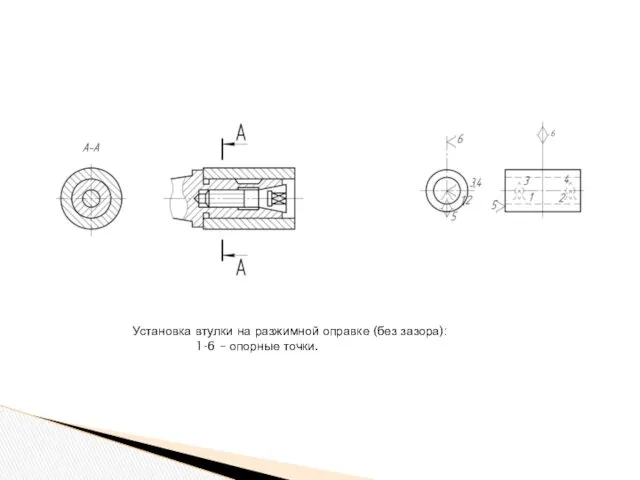
Установка втулки на разжимной оправке (без зазора):
1-6 – опорные
Установка втулки на разжимной оправке (без зазора):
1-6 – опорные
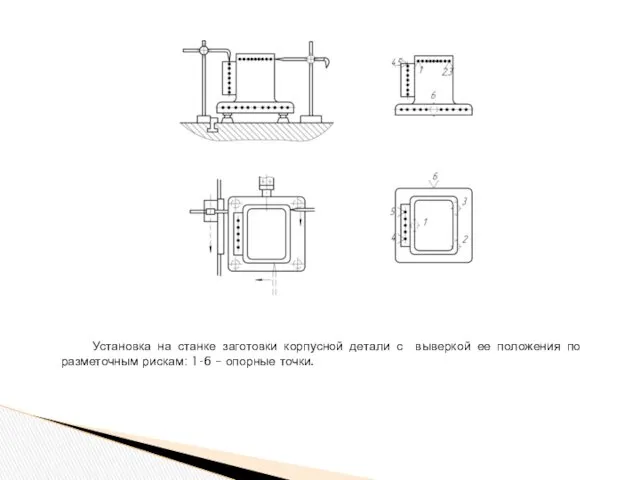
Установка на станке заготовки корпусной детали с выверкой ее положения по
Установка на станке заготовки корпусной детали с выверкой ее положения по
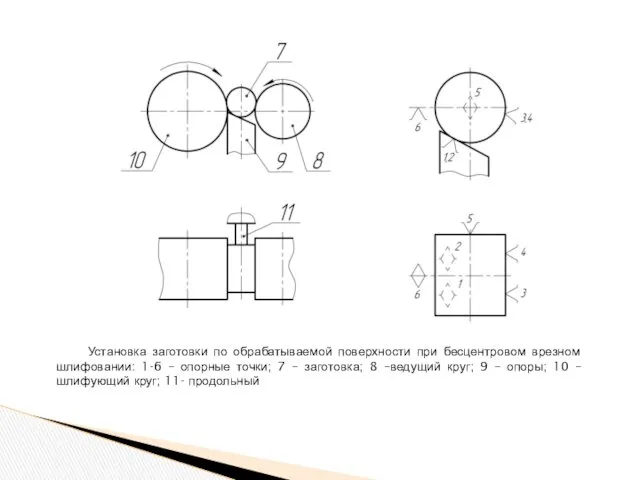
Установка заготовки по обрабатываемой поверхности при бесцентровом врезном шлифовании: 1-6 –
Установка заготовки по обрабатываемой поверхности при бесцентровом врезном шлифовании: 1-6 –
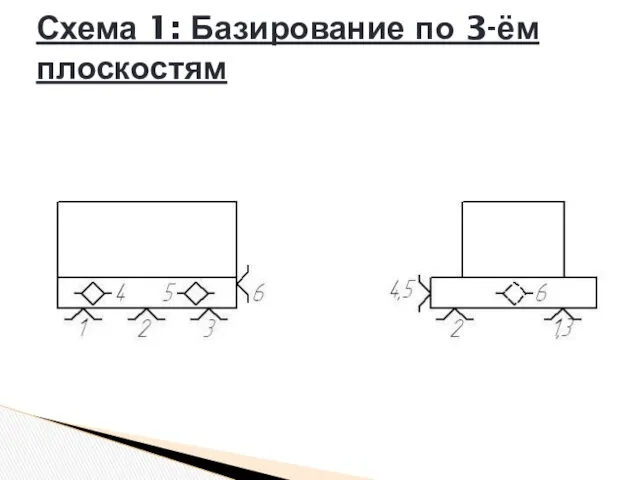
Схема 1: Базирование по 3-ём плоскостям
Схема 1: Базирование по 3-ём плоскостям
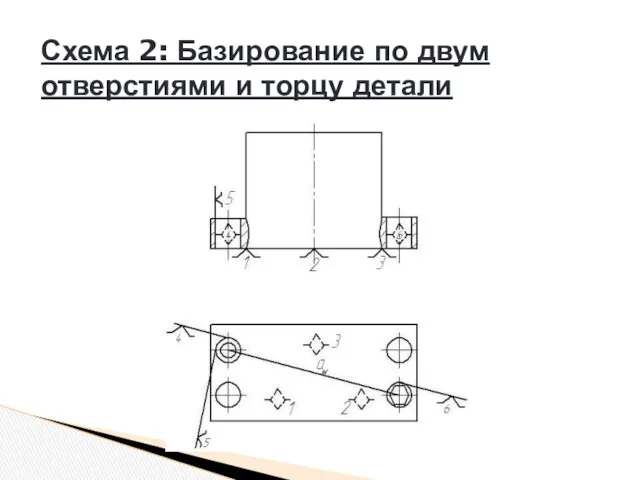
Схема 2: Базирование по двум отверстиями и торцу детали
Схема 2: Базирование по двум отверстиями и торцу детали

Схема 3: Базирование по наружной поверхности (в призме)
Схема 3: Базирование по наружной поверхности (в призме)

Схема 4: Установка цилиндрических деталей в кулачки самоцентрирующего патрона, цанги и
Схема 4: Установка цилиндрических деталей в кулачки самоцентрирующего патрона, цанги и
 Кировское областное государственное бюджетное учреждение здравоохранения Свечинская центральная районная больница
Кировское областное государственное бюджетное учреждение здравоохранения Свечинская центральная районная больница Общевоинские уставы Вооруженных Сил РФ — закон воинской жизни
Общевоинские уставы Вооруженных Сил РФ — закон воинской жизни Дети и война
Дети и война Таксономия Блума. Сказка Репка
Таксономия Блума. Сказка Репка Виды гидродинамического несовершенства скважин
Виды гидродинамического несовершенства скважин Математическая логика
Математическая логика презентация Взаимосвязь и взаимодействие специалистов и педагогов
презентация Взаимосвязь и взаимодействие специалистов и педагогов проект Сказки дедушки Корнея
проект Сказки дедушки Корнея Уран. Седьмая планета от Солнца
Уран. Седьмая планета от Солнца Институт семьи и брака
Институт семьи и брака Визитная карточка объекта всемирного наследия ЮНЕСКО национальный парк Сихотэ - Алинь
Визитная карточка объекта всемирного наследия ЮНЕСКО национальный парк Сихотэ - Алинь Школа светофорных наук
Школа светофорных наук Военные суды
Военные суды Стратегии Петрова Максимов
Стратегии Петрова Максимов Геометрия недр
Геометрия недр Состав и структура сообщества
Состав и структура сообщества Professia_slesar_KIPiA_ili_kak_ya_prokhodil_praktiku_na_AO_MMZ
Professia_slesar_KIPiA_ili_kak_ya_prokhodil_praktiku_na_AO_MMZ Проектная деятельность в дошкольных образовательных учреждениях
Проектная деятельность в дошкольных образовательных учреждениях Wireless technology
Wireless technology Открытый урок по теме Приготовление блюд из рыбы
Открытый урок по теме Приготовление блюд из рыбы 20230328_vlasov_a._prezentatsiya_uroka_afk_3_klass
20230328_vlasov_a._prezentatsiya_uroka_afk_3_klass Симметрия многогранников
Симметрия многогранников Зачетное занятие на курсах повышения квалификации ФГОС НОО 2013 год по теме Паралимпийские игры: равенство возможностей для начальной школы
Зачетное занятие на курсах повышения квалификации ФГОС НОО 2013 год по теме Паралимпийские игры: равенство возможностей для начальной школы Изготовление волшебной тарелочки
Изготовление волшебной тарелочки Силикатозы. Основные клинические синдромы. Принципы терапии
Силикатозы. Основные клинические синдромы. Принципы терапии Общие сведения о радиоэлектронном оборудовании вертолета МИ-8АМТ
Общие сведения о радиоэлектронном оборудовании вертолета МИ-8АМТ Магнітний запис інформації
Магнітний запис інформації презентация портфолио ученика
презентация портфолио ученика