- Фотоальбом дефектов сварных соединений

Содержание
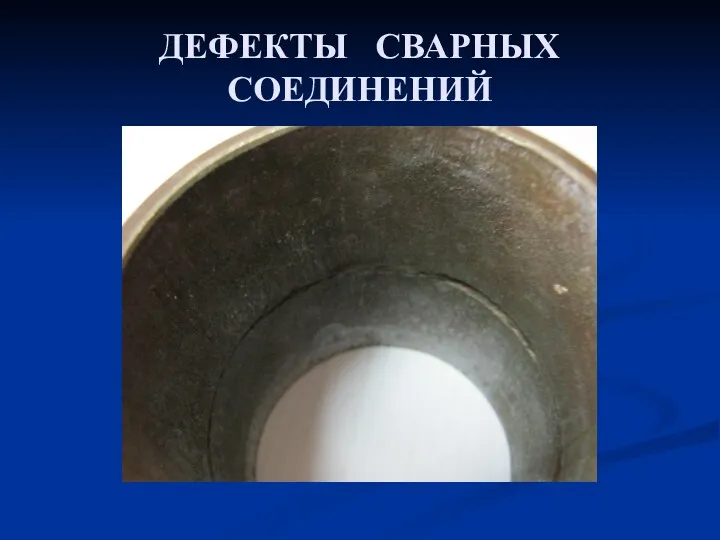
- 2. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ Данная работа основывается на документах ГОСТ 2601-84*, РД 03-606-03.
- 3. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ Под дефектом понимают каждое отдельное несоответствие продукции установленным в НТД требованиям. Брак –
- 4. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ Несплошность - обобщенное наименование трещин, отслоений, прожогов, свищей, пор, непроваров и включений.
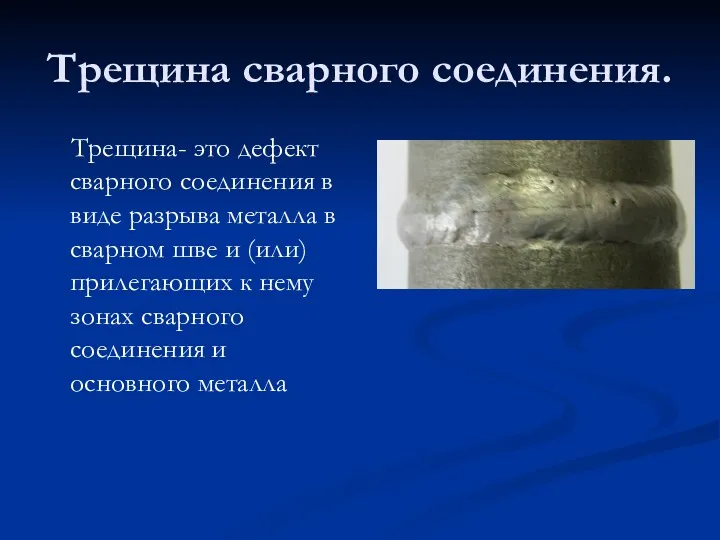
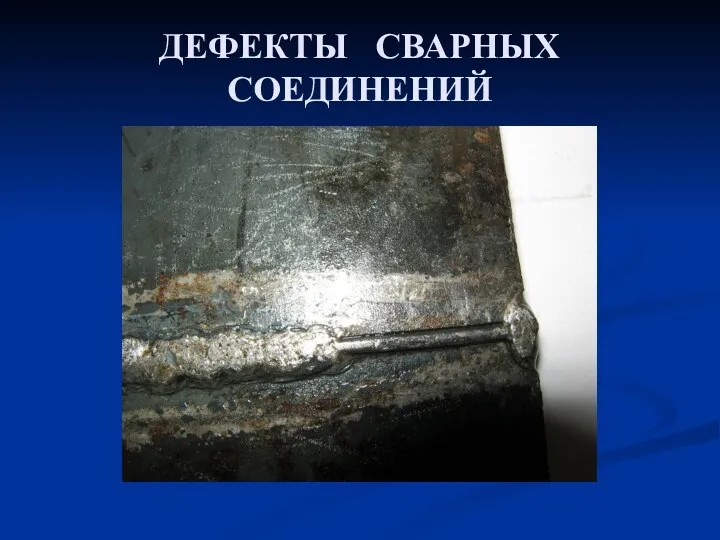
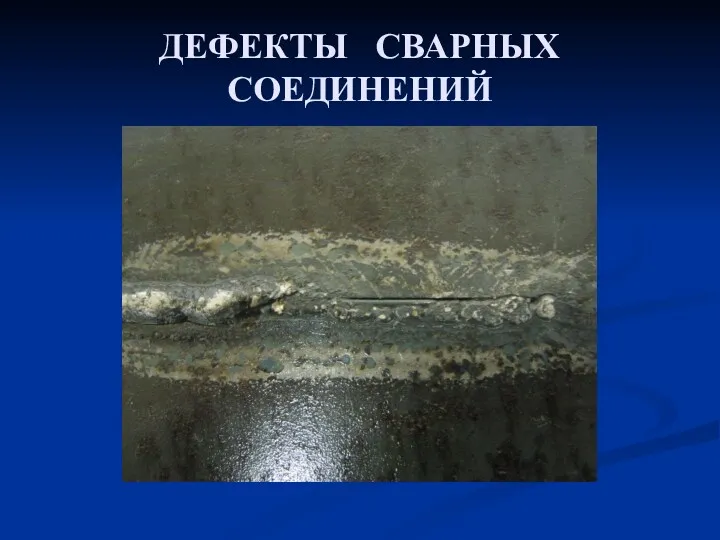
- 5. Трещина сварного соединения. Трещина- это дефект сварного соединения в виде разрыва металла в сварном шве и
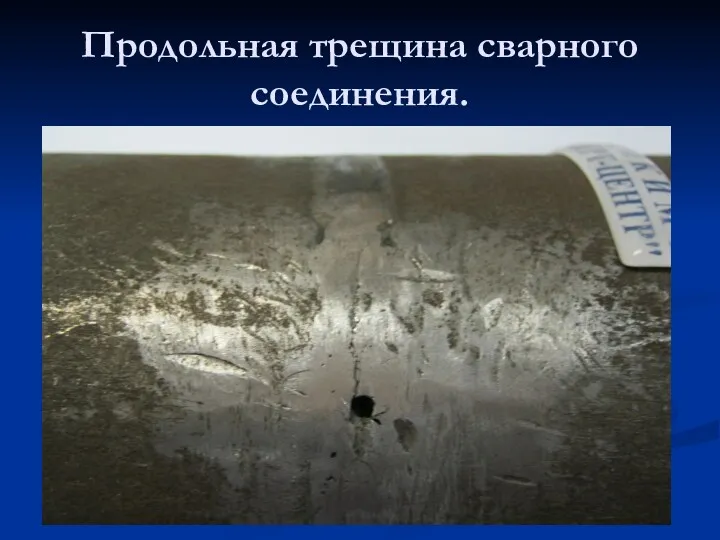
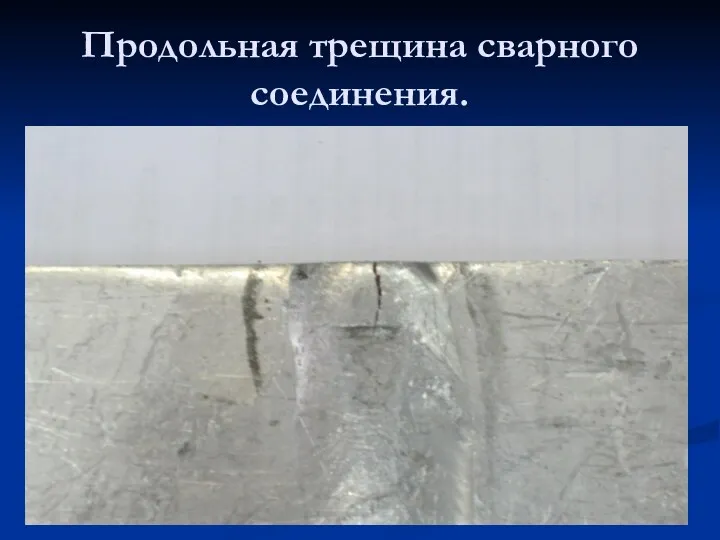
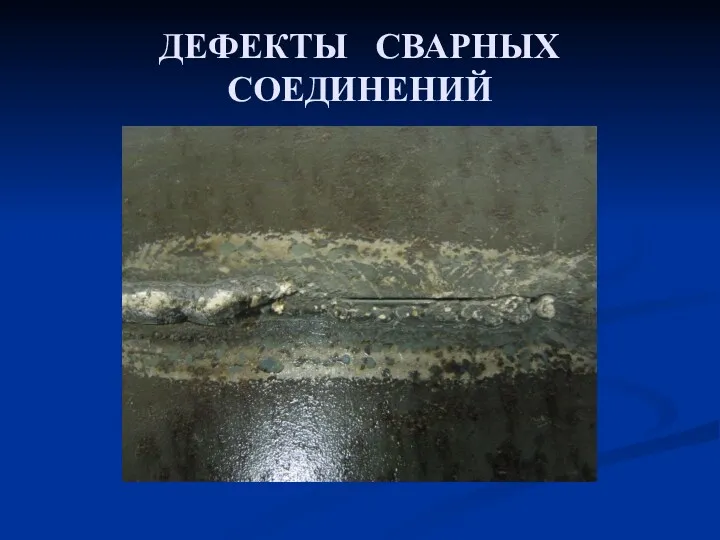
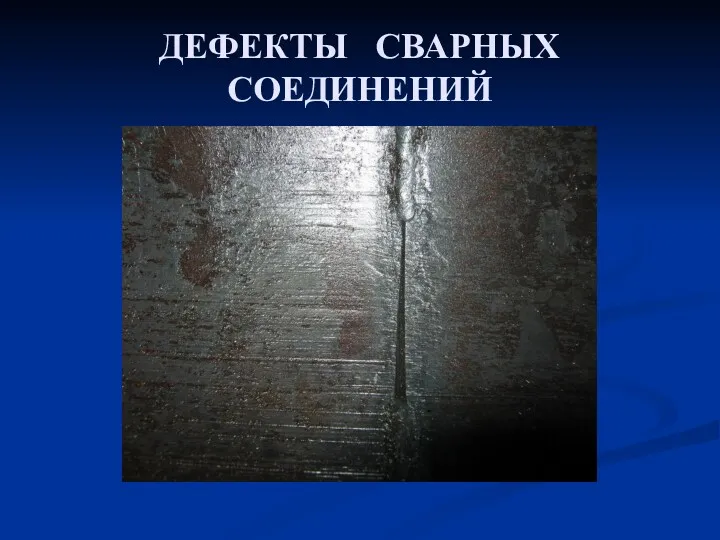
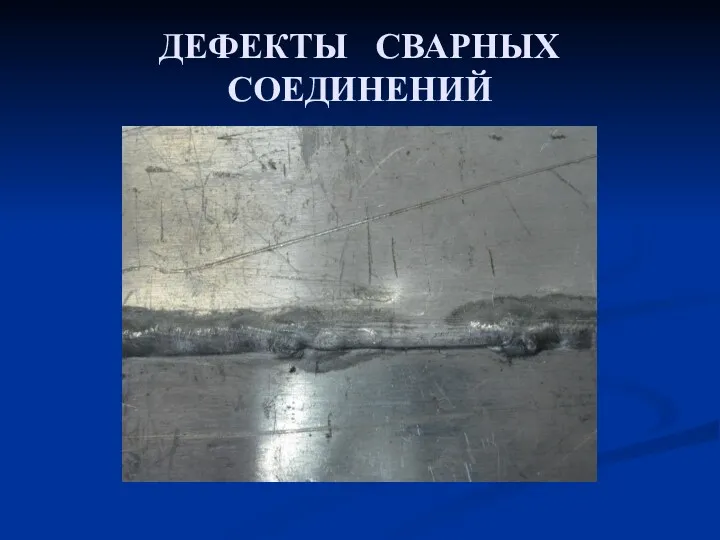
- 6. Продольная трещина сварного соединения. Продольная трещина-это трещина сварного соединения, ориентированная вдоль оси сварного шва.
- 7. Продольная трещина сварного соединения.
- 8. Продольная трещина сварного соединения.
- 9. Продольная трещина сварного соединения.
- 10. Продольная трещина сварного соединения.
- 11. Продольная трещина сварного соединения.
- 12. Продольная трещина сварного соединения.
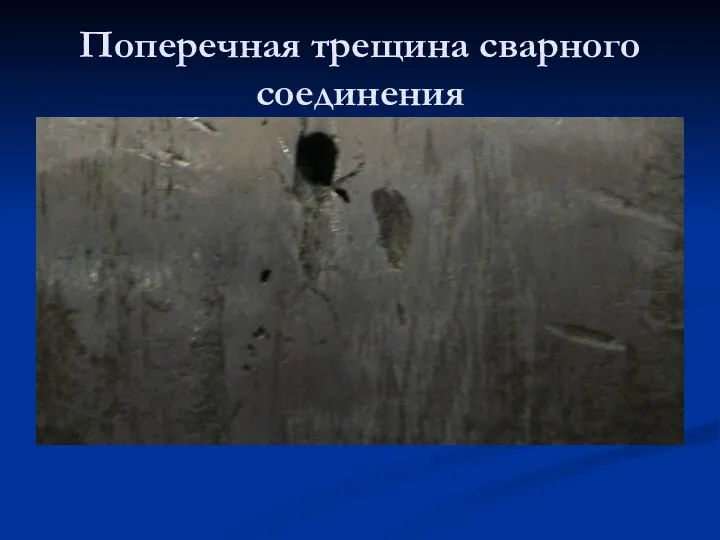
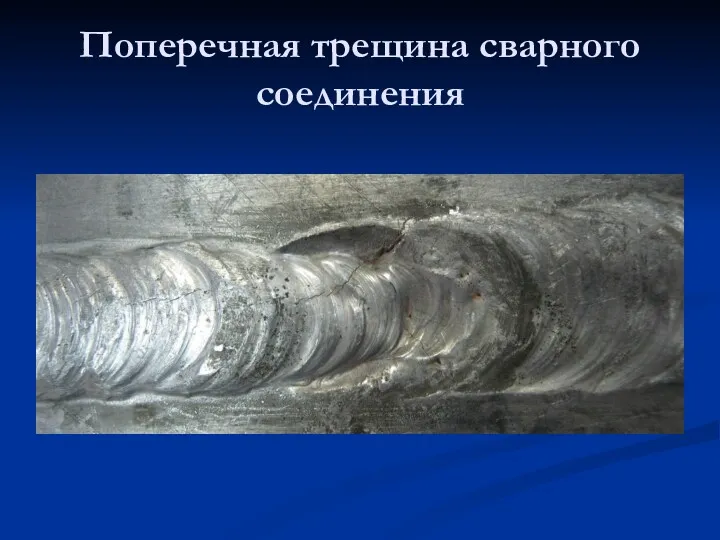
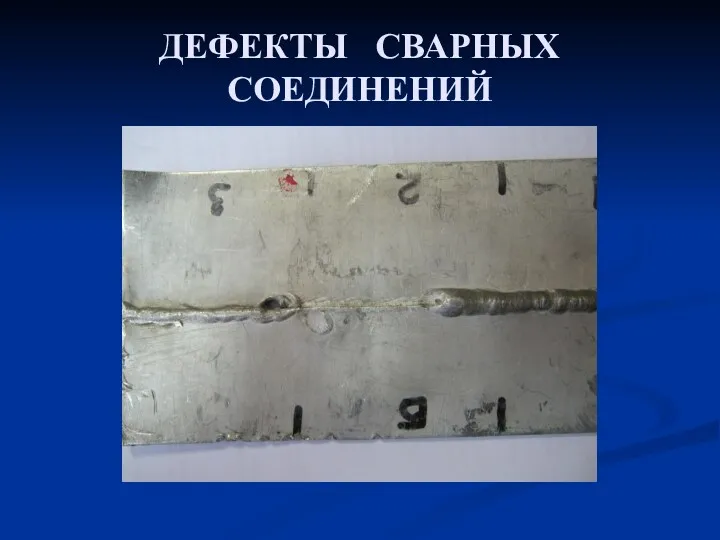
- 13. Поперечная трещина сварного соединения Поперечная трещина-это трещина сварного соединения, ориентированная поперек оси сварного шва.
- 14. Поперечная трещина сварного соединения
- 15. Поперечная трещина сварного соединения
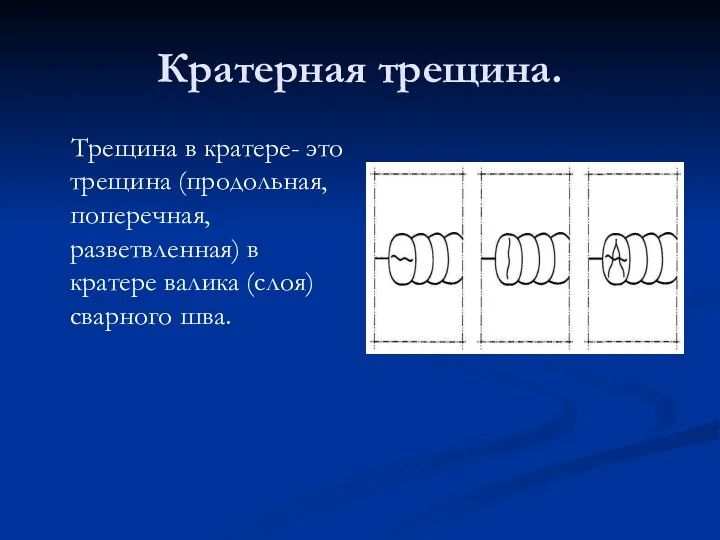
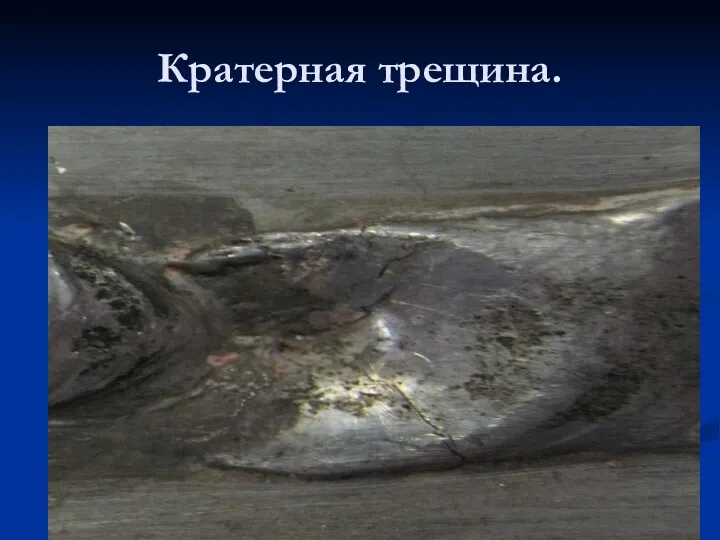
- 16. Кратерная трещина. Трещина в кратере- это трещина (продольная, поперечная, разветвленная) в кратере валика (слоя) сварного шва.
- 17. Кратерная трещина.
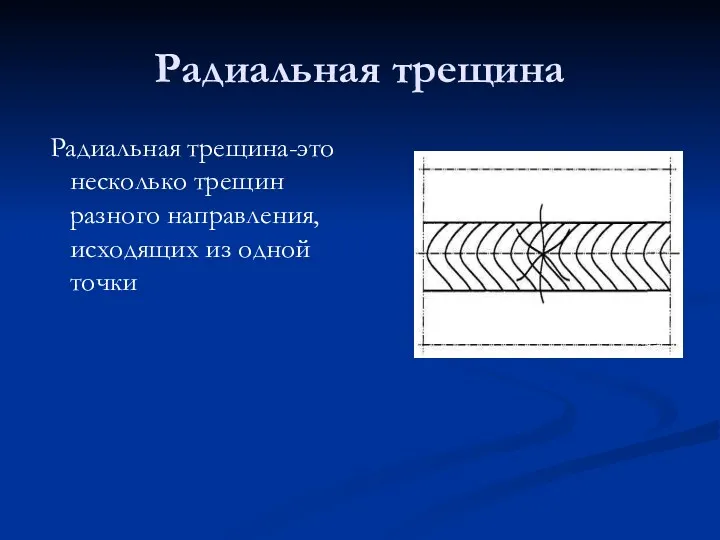
- 18. Радиальная трещина Радиальная трещина-это несколько трещин разного направления, исходящих из одной точки
- 19. Радиальная трещина
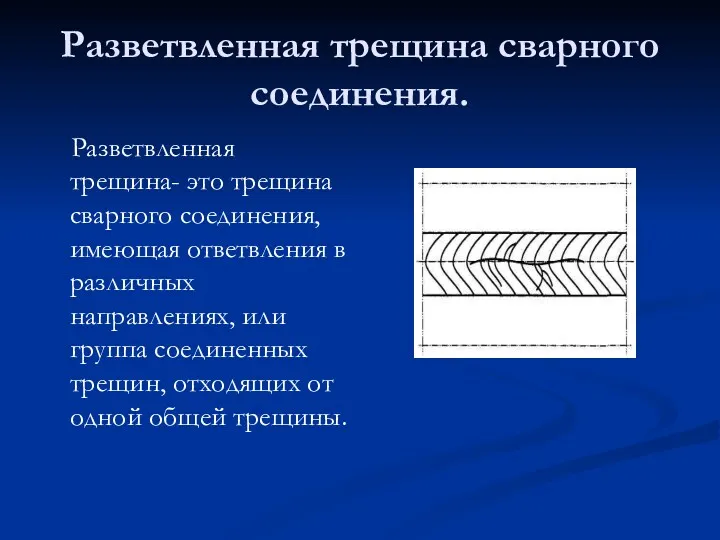
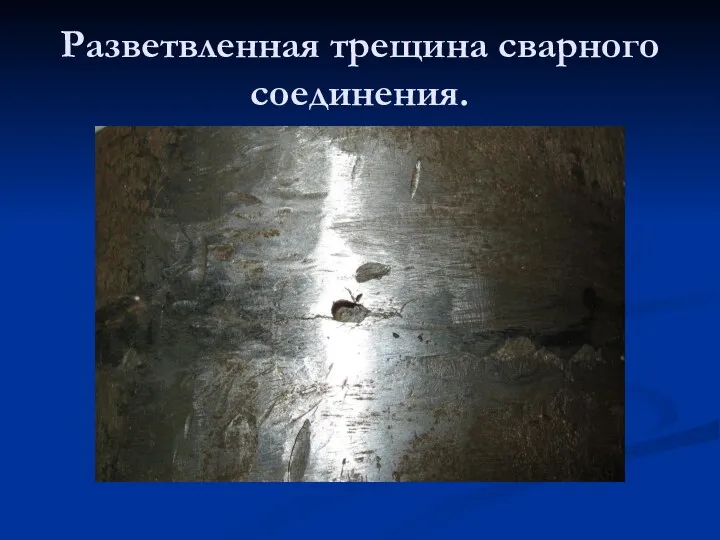
- 20. Разветвленная трещина сварного соединения. Разветвленная трещина- это трещина сварного соединения, имеющая ответвления в различных направлениях, или
- 21. Разветвленная трещина сварного соединения.
- 22. Разветвленная трещина сварного соединения.
- 23. Разветвленная трещина сварного соединения.
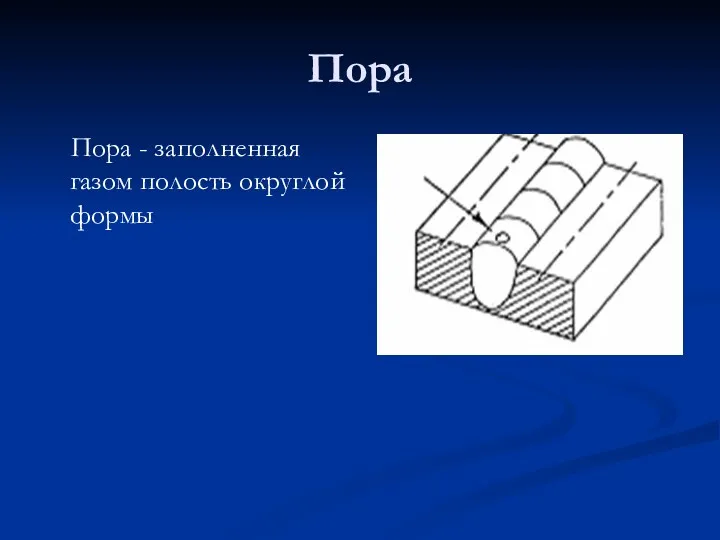
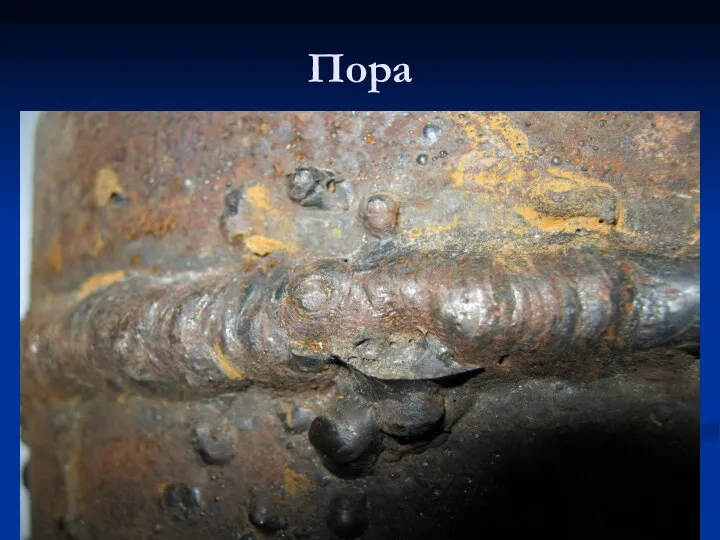
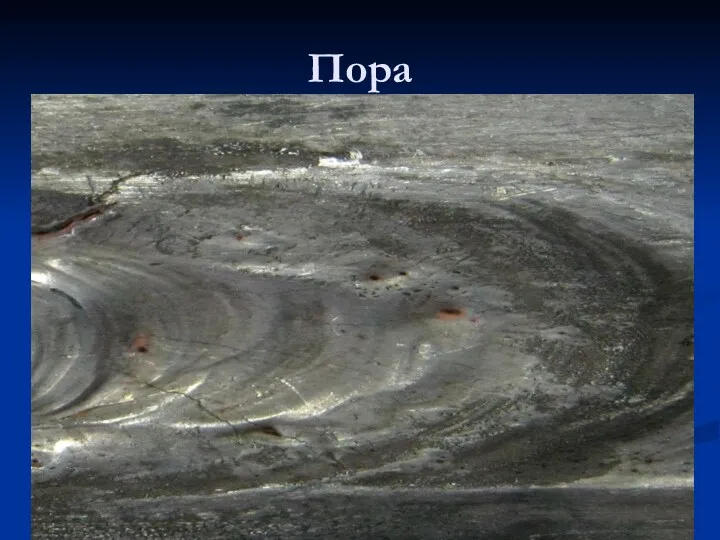
- 24. Пора Пора - заполненная газом полость округлой формы
- 25. Пора
- 26. Пора
- 27. Пора
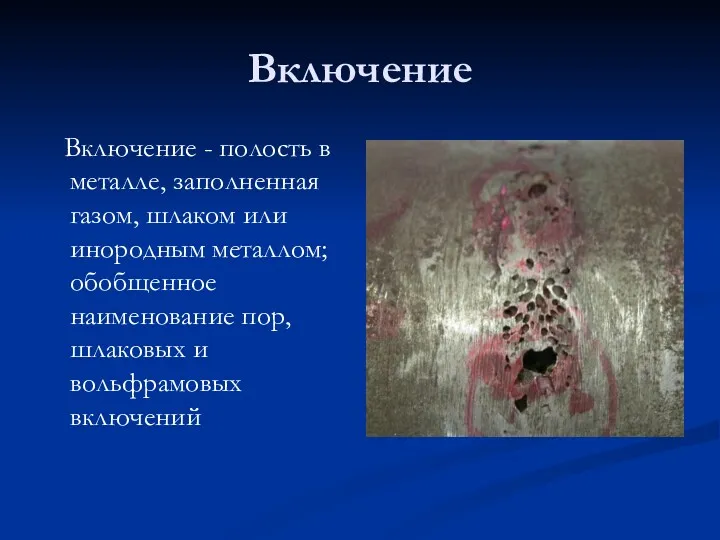
- 28. Включение Включение - полость в металле, заполненная газом, шлаком или инородным металлом; обобщенное наименование пор, шлаковых
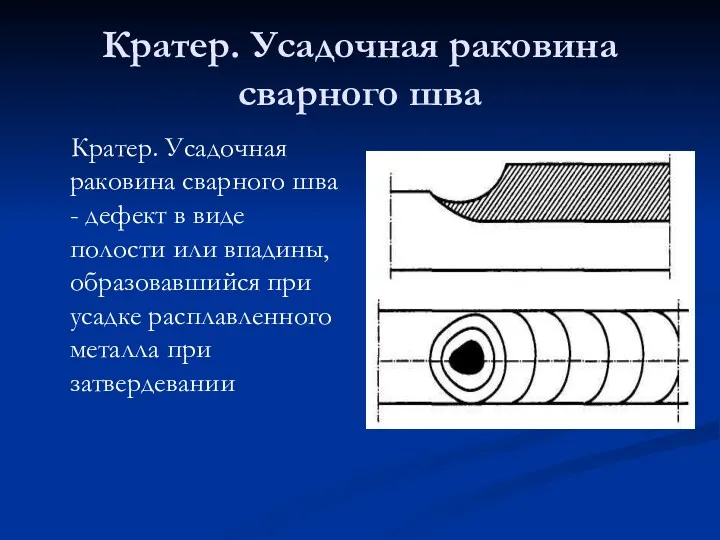
- 29. Кратер. Усадочная раковина сварного шва Кратер. Усадочная раковина сварного шва - дефект в виде полости или
- 30. Кратер
- 31. Кратер
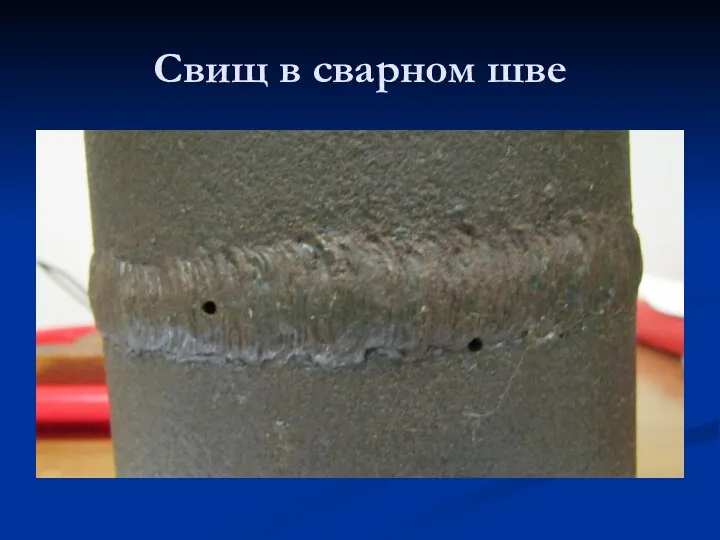
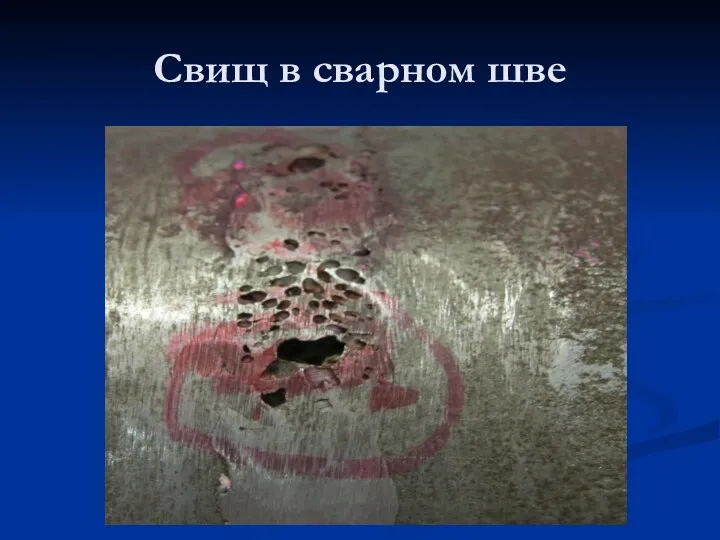
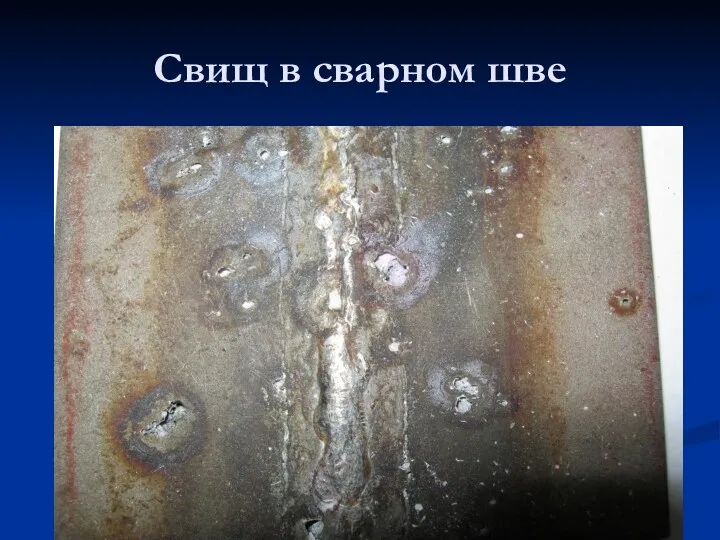
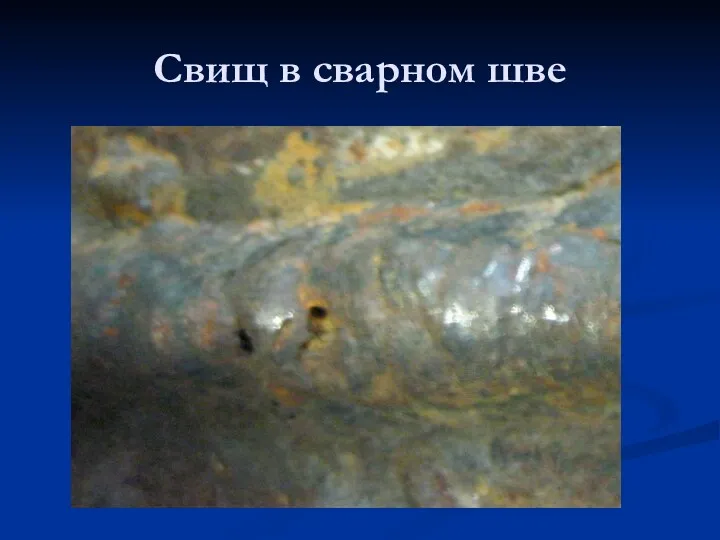
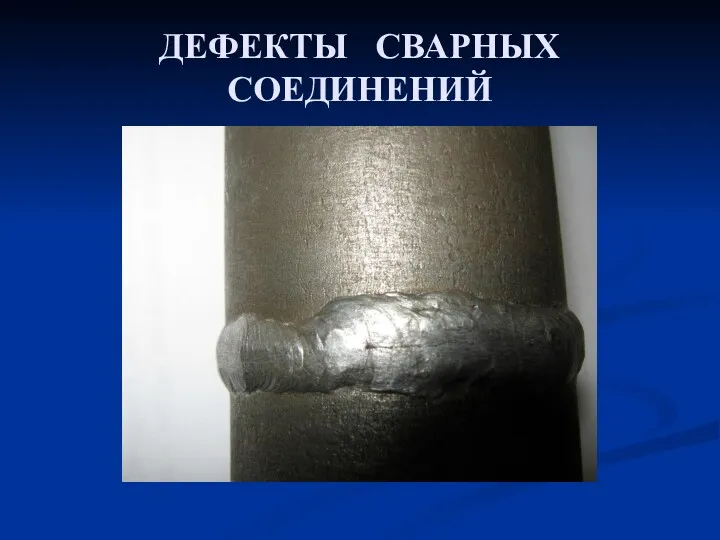
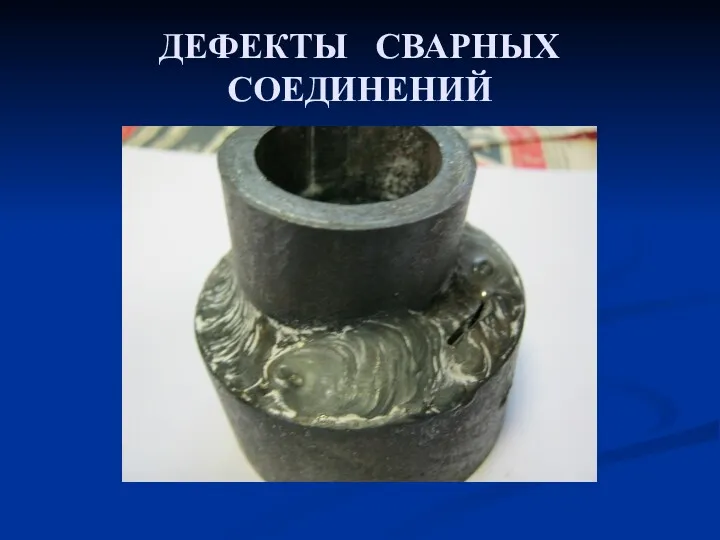
- 32. Свищ в сварном шве Свищ в сварном шве - дефект в виде воронкообразного или трубчатого углубления
- 33. Свищ в сварном шве
- 34. Свищ в сварном шве
- 35. Свищ в сварном шве
- 36. Свищ в сварном шве
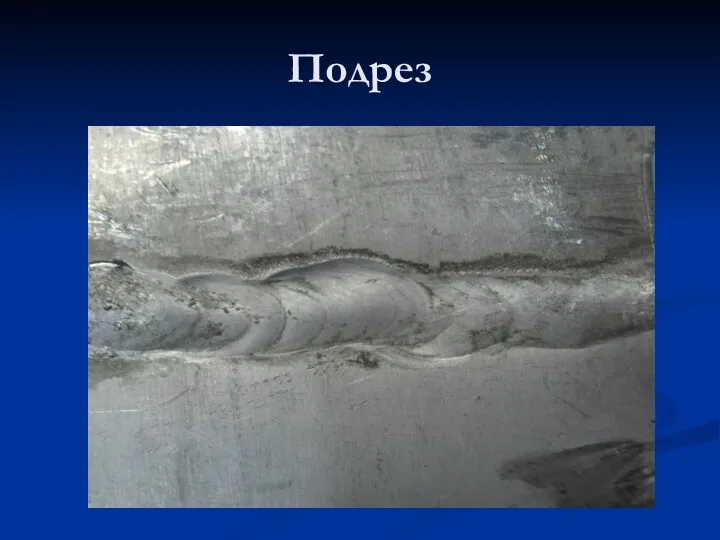
- 37. Подрез Подрез - острые конусообразные углубления на границе поверхности сварного шва с основным металлом.
- 38. Подрез
- 39. Подрез
- 40. Подрез
- 41. Прожог сварного шва Прожог сварного шва-дефект в виде сквозного отверстия в сварном шве, образовавшийся вследствие вытекания
- 42. Прожог сварного шва
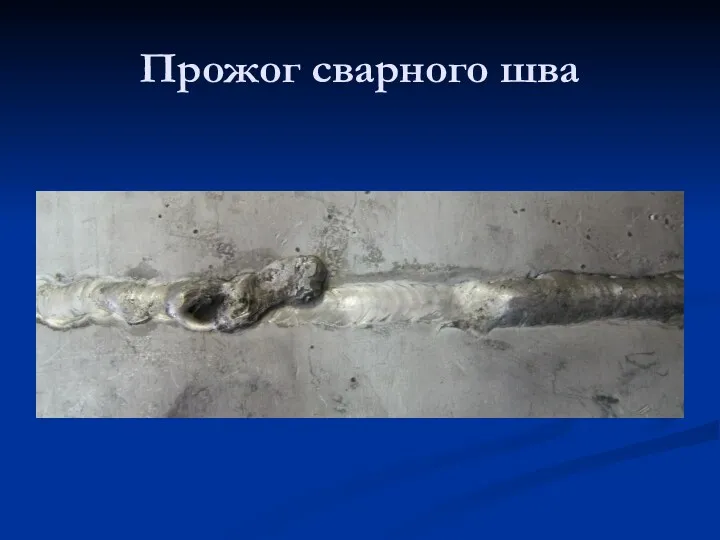
- 43. Прожог сварного шва
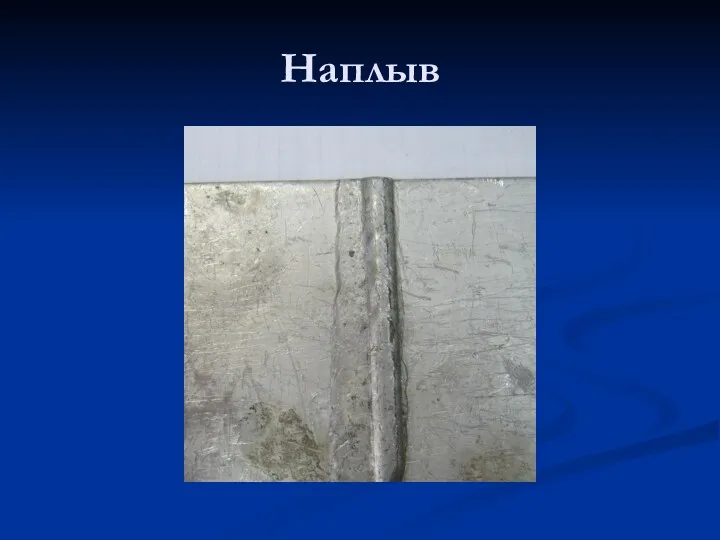
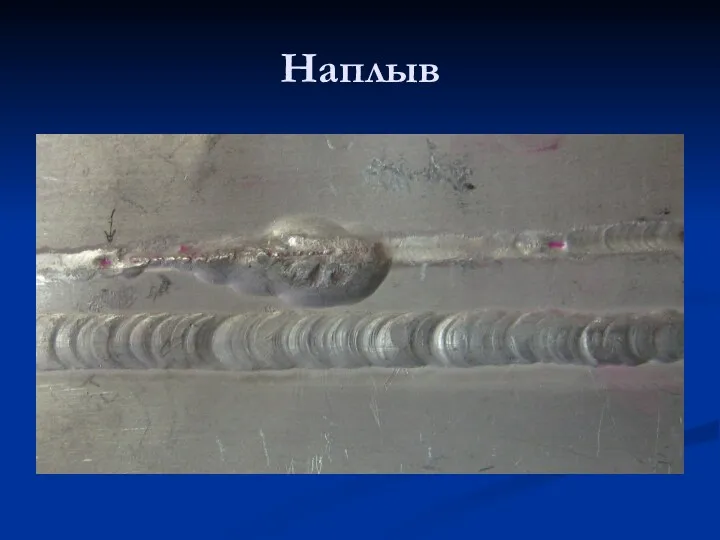
- 44. Наплыв Наплыв-дефект в виде металла, натекшего в процессе сварки на поверхность сваренных деталей.
- 45. Наплыв
- 46. Наплыв
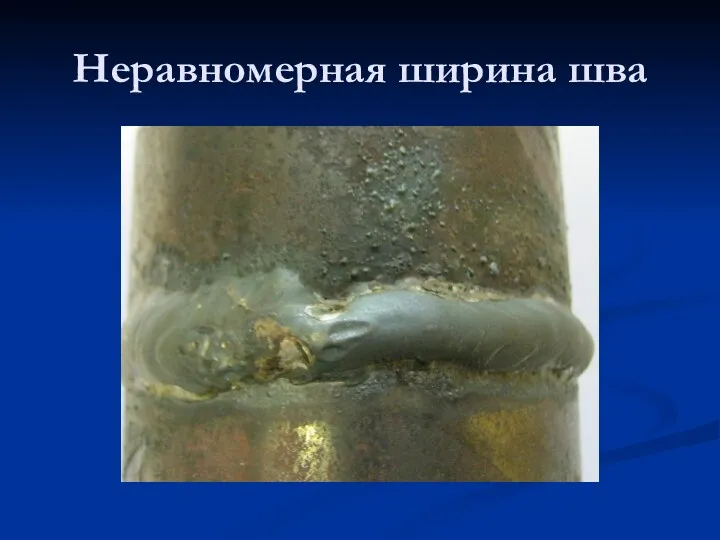
- 47. Неравномерная ширина шва Неравномерная ширина шва-чрезмерное колебание ширины шва
- 48. Неравномерная ширина шва
- 49. Неравномерная ширина шва
- 50. Неправильный профиль сварного шва. Неправильный профиль сварного шва-слишком малый угол (α) между поверхностью основного металла и
- 51. Неправильный профиль сварного шва
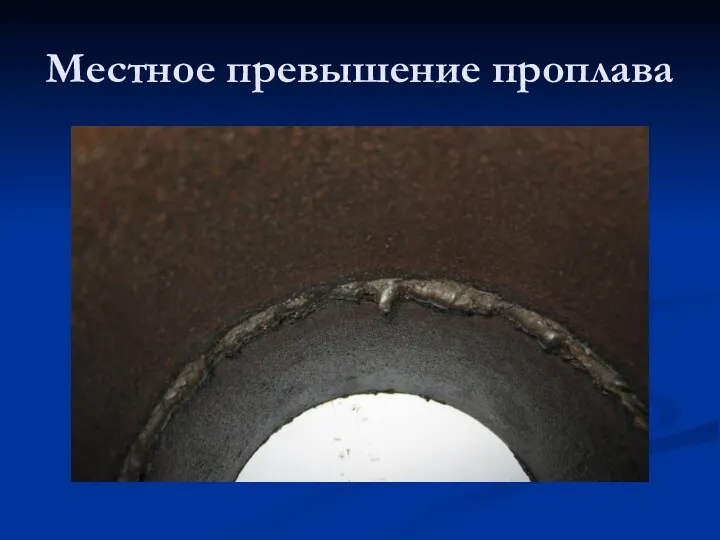
- 52. Местное превышение проплава Местное превышение проплава-местный избыточный проплав (с внутренней стороны одностороннего шва)
- 53. Местное превышение проплава
- 54. Местное превышение проплава
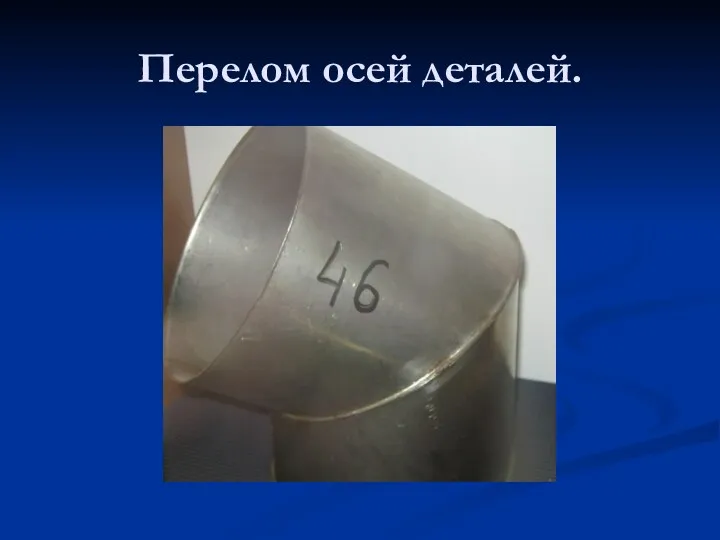
- 55. Перелом осей деталей. Перелом осей деталей. Угловое смещение-смещение между двумя свариваемыми деталями, при котором их плоские
- 56. Перелом осей деталей.
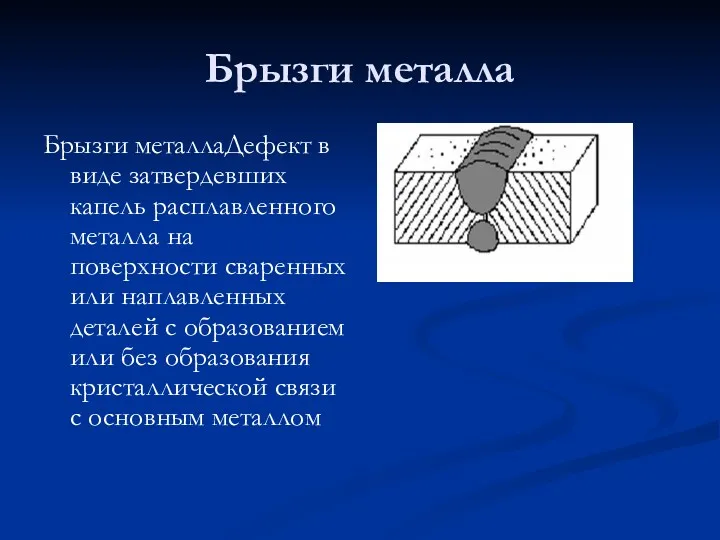
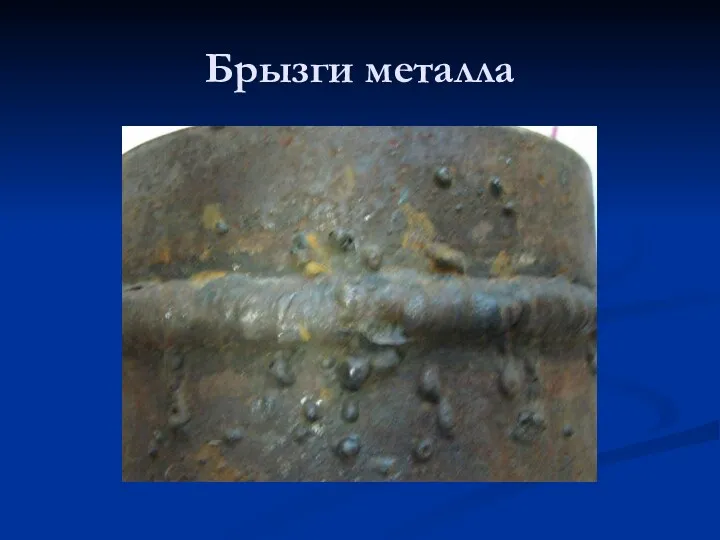
- 57. Брызги металла Брызги металлаДефект в виде затвердевших капель расплавленного металла на поверхности сваренных или наплавленных деталей
- 58. Брызги металла
- 59. Брызги металла
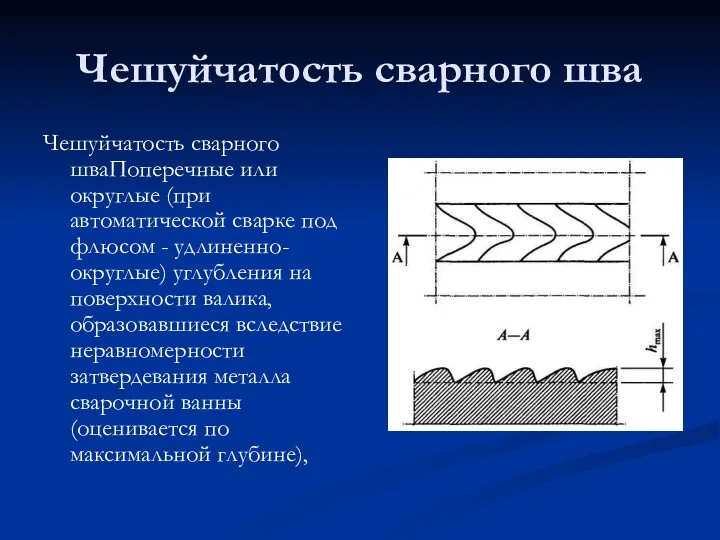
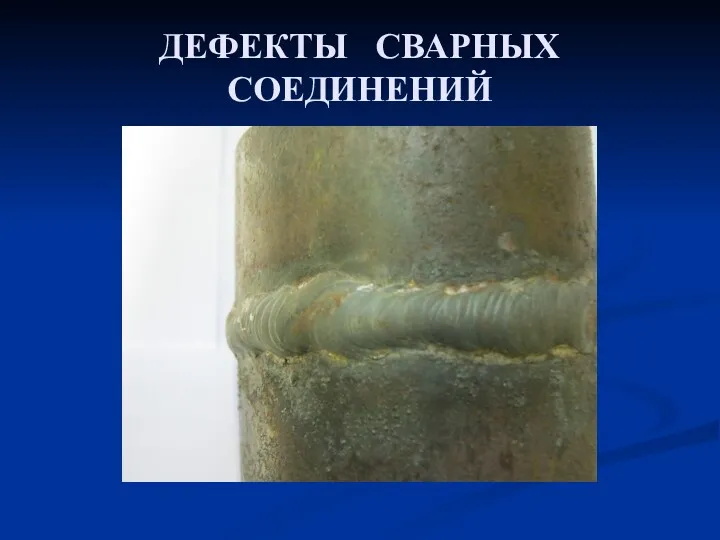
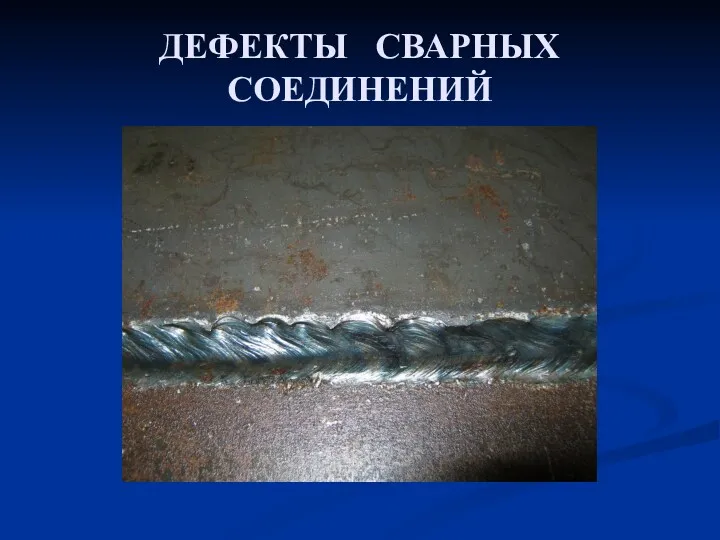
- 60. Чешуйчатость сварного шва Чешуйчатость сварного шваПоперечные или округлые (при автоматической сварке под флюсом - удлиненно-округлые) углубления
- 61. Чешуйчатость сварного шва
- 62. Углубление (западание) между валиками шва. Углубление (западание) между валиками шваПродольная впадина между двумя соседними валиками (слоями)
- 63. Углубление (западание) между валиками шва.
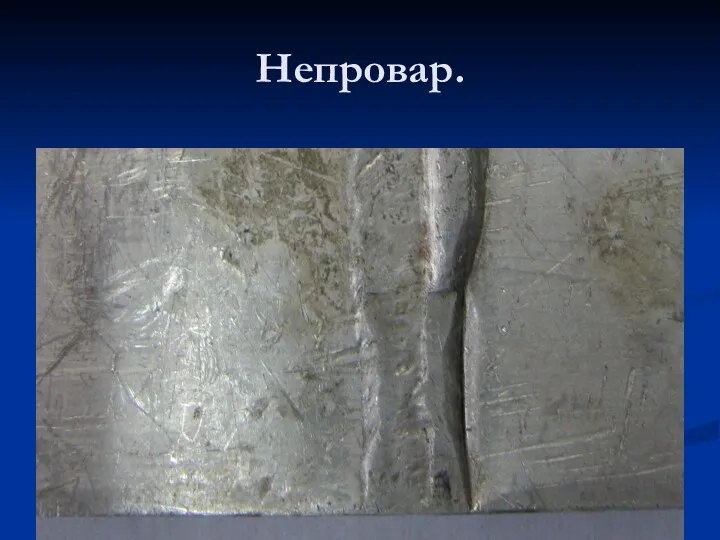
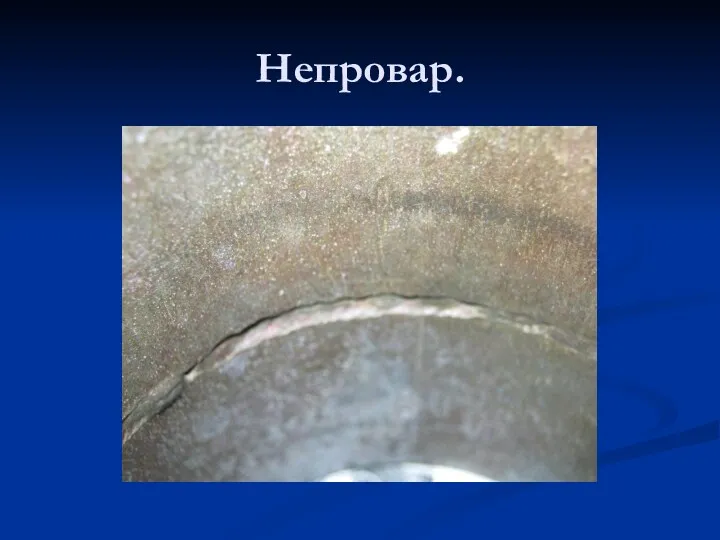
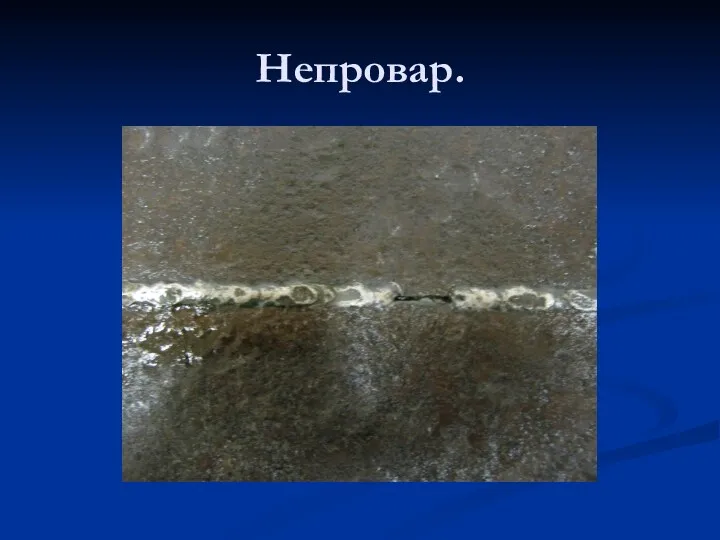
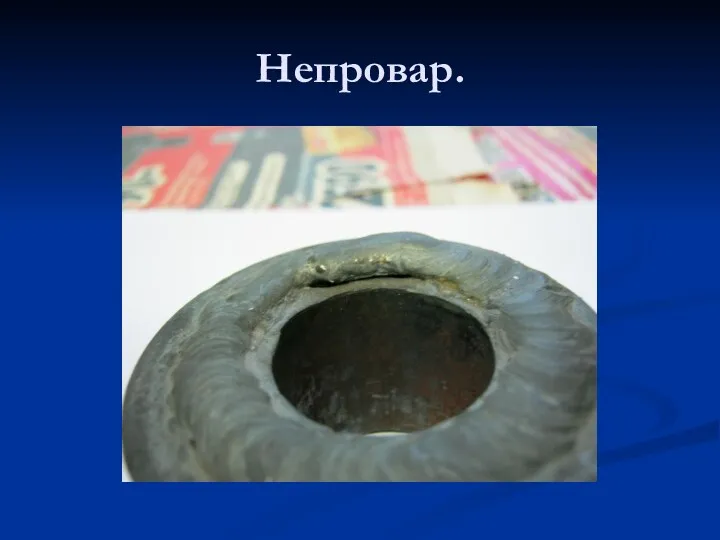
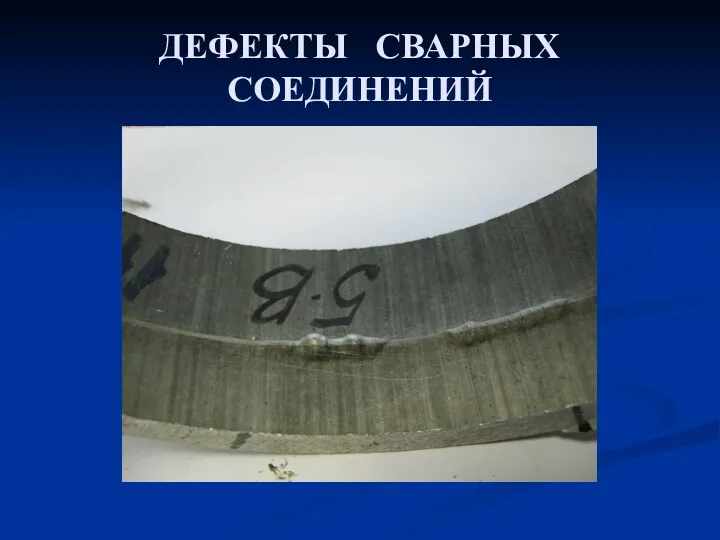
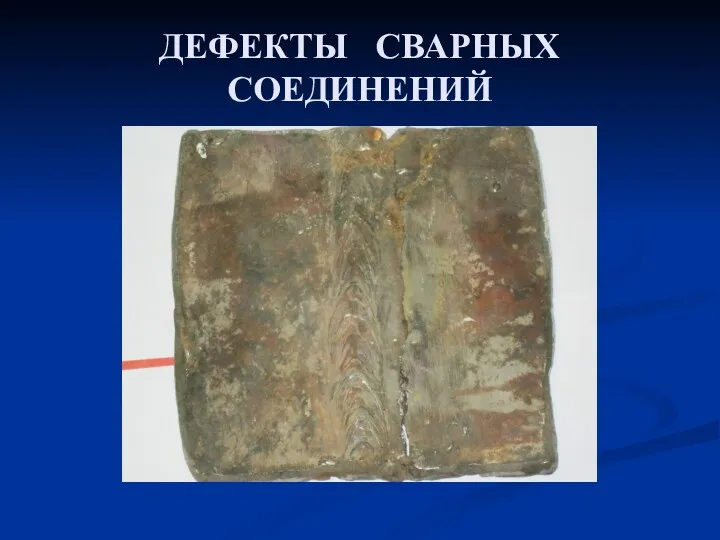
- 64. Непровар. Непровар. Неполный провар-дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок основного металла
- 65. Непровар.
- 66. Непровар.
- 67. Непровар.
- 68. Непровар.
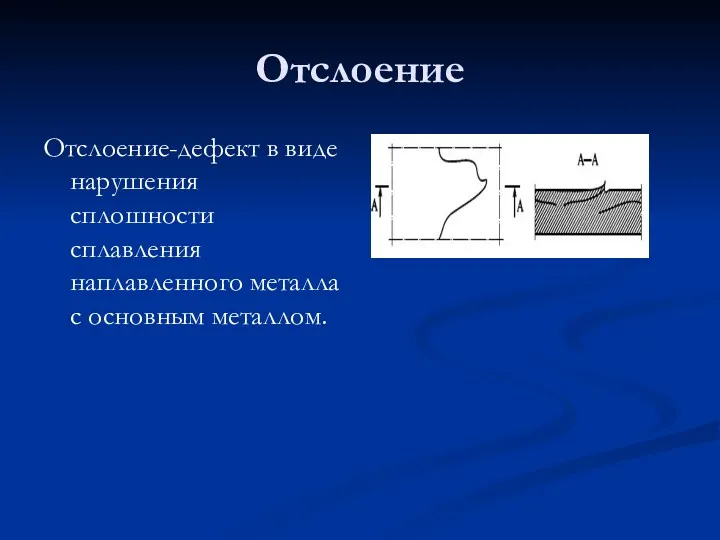
- 69. Отслоение Отслоение-дефект в виде нарушения сплошности сплавления наплавленного металла с основным металлом.
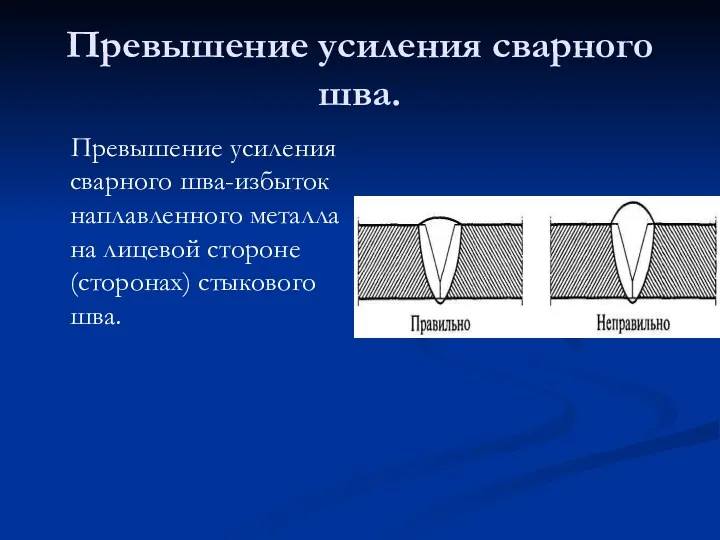
- 70. Превышение усиления сварного шва. Превышение усиления сварного шва-избыток наплавленного металла на лицевой стороне (сторонах) стыкового шва.
- 71. Превышение усиления сварного шва.
- 72. Превышение выпуклости Превышение выпуклости-избыток наплавленного металла на лицевой стороне углового шва.
- 73. Асимметрия углового шва Асимметрия углового шва-несоответствие фактического значения катета шва проектному значению.
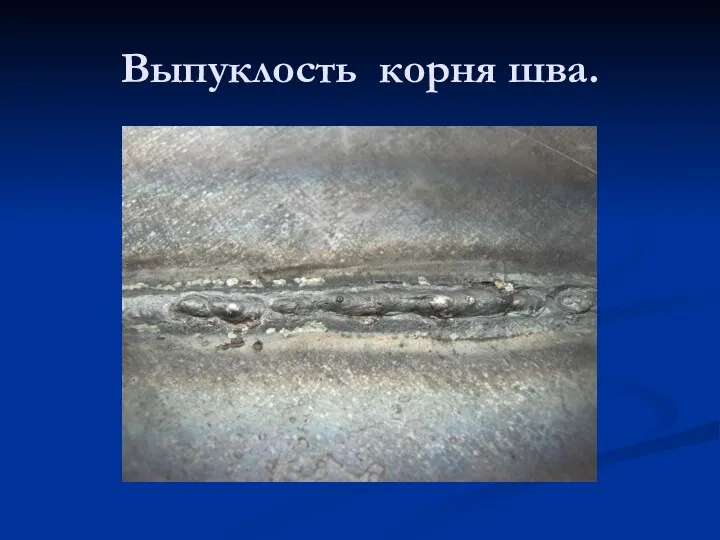
- 74. Выпуклость корня шва. Выпуклость корня шва-часть одностороннего сварного шва со стороны его корня, выступающая над уровнем
- 75. Выпуклость корня шва.
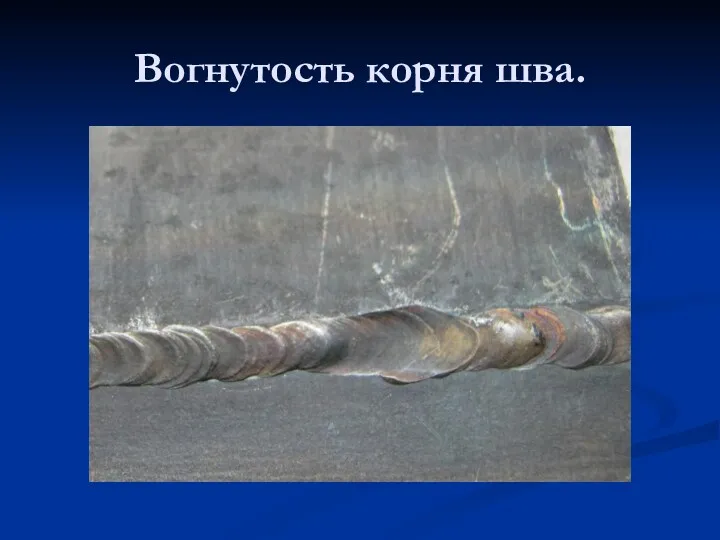
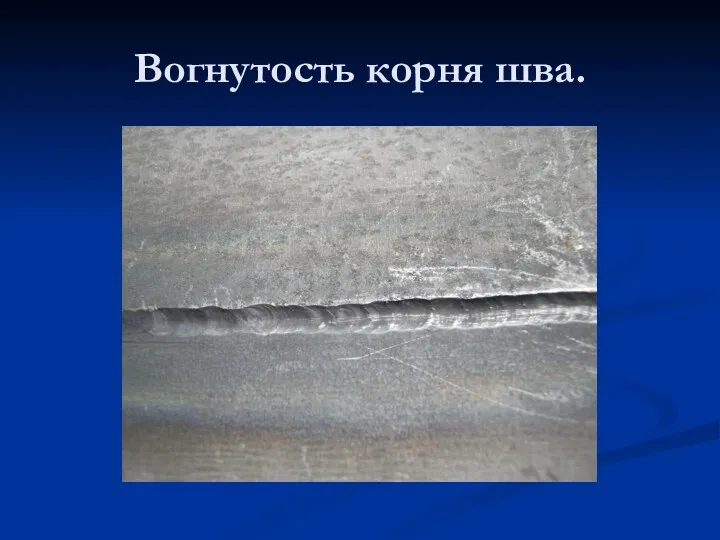
- 76. Вогнутость корня шва. Вогнутость корня шва-дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва
- 77. Вогнутость корня шва.
- 78. Вогнутость корня шва.
- 79. Максимальный размер и максимальная ширина включения. Максимальный размер включения-наибольшее расстояние а между точками внешнего контура включения.
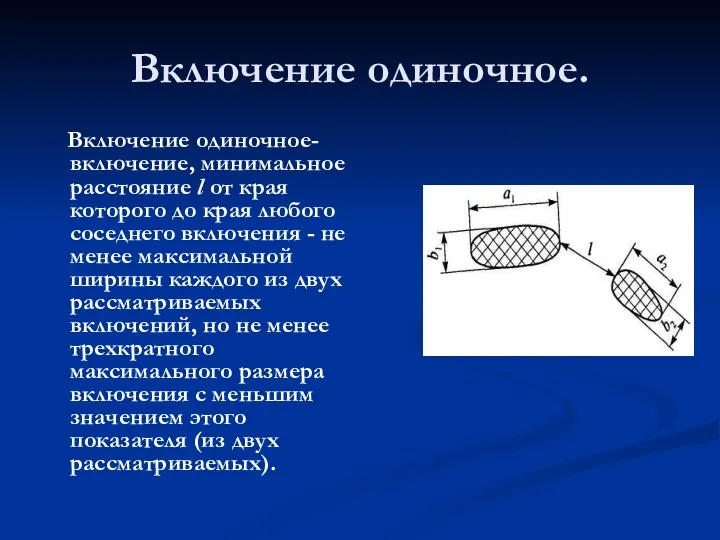
- 80. Включение одиночное. Включение одиночное-включение, минимальное расстояние l от края которого до края любого соседнего включения -
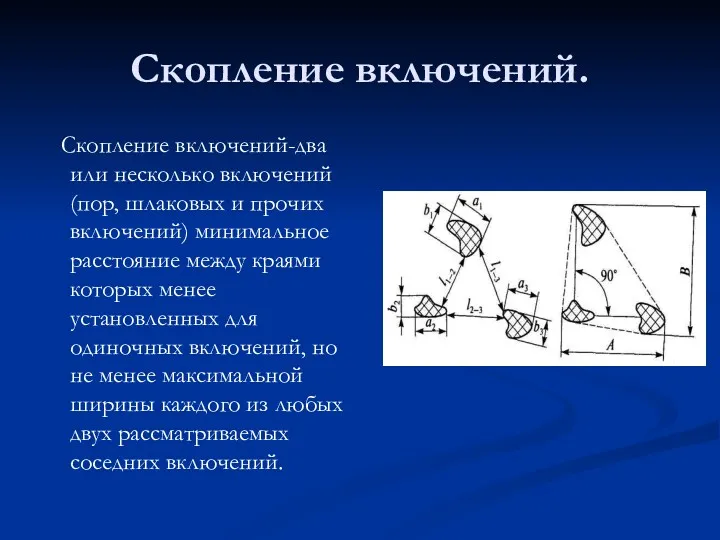
- 81. Скопление включений. Скопление включений-два или несколько включений (пор, шлаковых и прочих включений) минимальное расстояние между краями
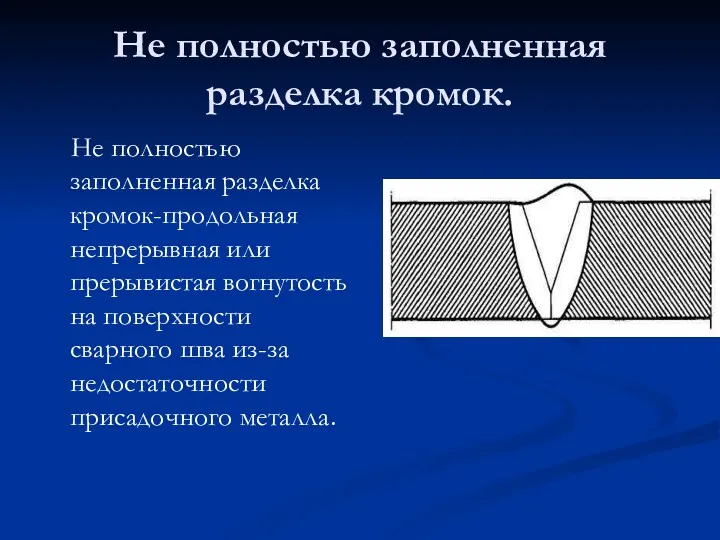
- 82. Не полностью заполненная разделка кромок. Не полностью заполненная разделка кромок-продольная непрерывная или прерывистая вогнутость на поверхности
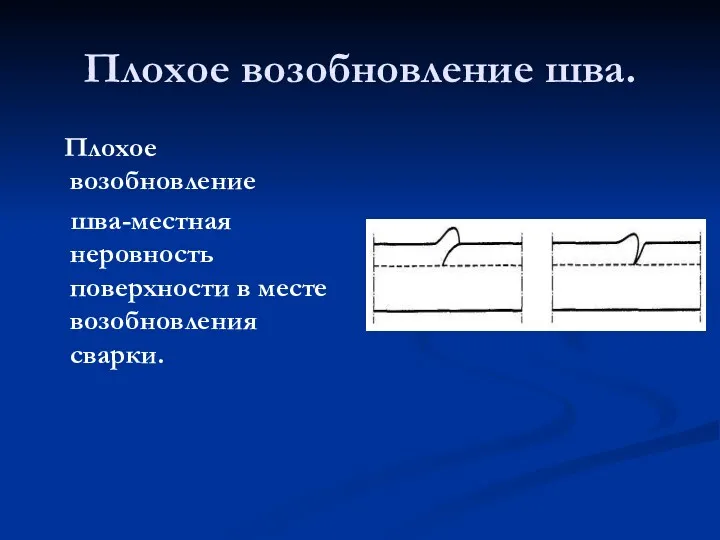
- 83. Плохое возобновление шва. Плохое возобновление шва-местная неровность поверхности в месте возобновления сварки.
- 84. Плохое возобновление шва.
- 85. Неравномерная поверхность шва. Неравномерная поверхность шва-чрезмерная неровность наружной поверхности шва.
- 86. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 87. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 88. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 89. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 90. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 91. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 92. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 93. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 94. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 95. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 96. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 97. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 98. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 99. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 100. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 101. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 102. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 103. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 104. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
- 106. Скачать презентацию
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
Данная работа основывается на документах ГОСТ 2601-84*,
РД
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
Данная работа основывается на документах ГОСТ 2601-84*,
РД
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
Под дефектом понимают каждое отдельное несоответствие продукции установленным
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
Под дефектом понимают каждое отдельное несоответствие продукции установленным
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
Несплошность - обобщенное наименование трещин, отслоений, прожогов, свищей,
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
Несплошность - обобщенное наименование трещин, отслоений, прожогов, свищей,
Трещина сварного соединения.
Трещина- это дефект сварного соединения в виде разрыва
Трещина сварного соединения.
Трещина- это дефект сварного соединения в виде разрыва
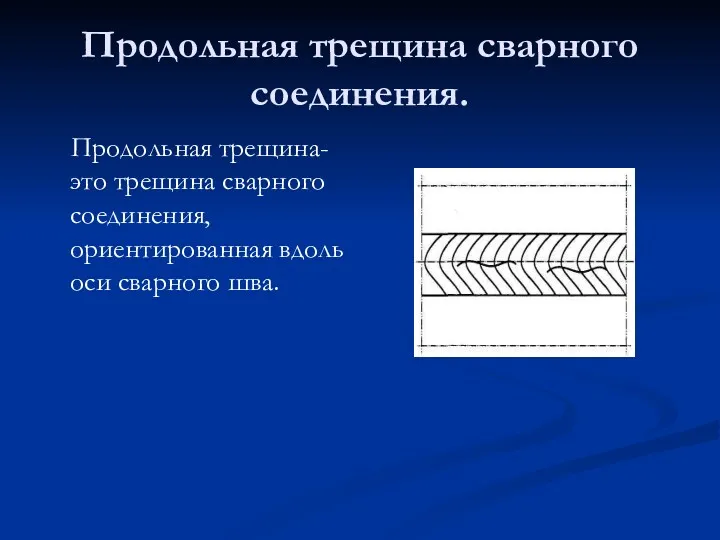
Продольная трещина сварного соединения.
Продольная трещина-это трещина сварного соединения, ориентированная вдоль
Продольная трещина сварного соединения.
Продольная трещина-это трещина сварного соединения, ориентированная вдоль

Продольная трещина сварного соединения.
Продольная трещина сварного соединения.

Продольная трещина сварного соединения.
Продольная трещина сварного соединения.
Продольная трещина сварного соединения.
Продольная трещина сварного соединения.
Продольная трещина сварного соединения.
Продольная трещина сварного соединения.

Продольная трещина сварного соединения.
Продольная трещина сварного соединения.

Продольная трещина сварного соединения.
Продольная трещина сварного соединения.
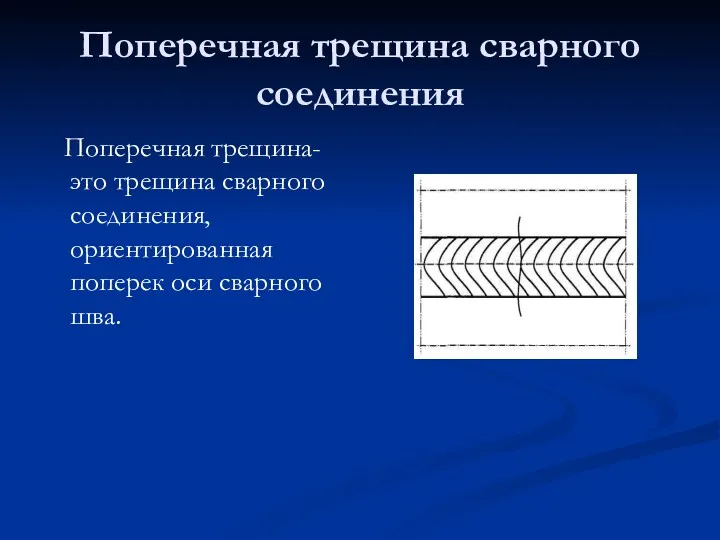
Поперечная трещина сварного соединения
Поперечная трещина-это трещина сварного соединения, ориентированная поперек
Поперечная трещина сварного соединения
Поперечная трещина-это трещина сварного соединения, ориентированная поперек
Поперечная трещина сварного соединения
Поперечная трещина сварного соединения
Поперечная трещина сварного соединения
Поперечная трещина сварного соединения
Кратерная трещина.
Трещина в кратере- это трещина (продольная, поперечная, разветвленная) в
Кратерная трещина.
Трещина в кратере- это трещина (продольная, поперечная, разветвленная) в
Кратерная трещина.
Кратерная трещина.
Радиальная трещина
Радиальная трещина-это несколько трещин разного направления, исходящих из одной
Радиальная трещина
Радиальная трещина-это несколько трещин разного направления, исходящих из одной

Радиальная трещина
Радиальная трещина
Разветвленная трещина сварного соединения.
Разветвленная трещина- это трещина сварного соединения, имеющая
Разветвленная трещина сварного соединения.
Разветвленная трещина- это трещина сварного соединения, имеющая

Разветвленная трещина сварного соединения.
Разветвленная трещина сварного соединения.

Разветвленная трещина сварного соединения.
Разветвленная трещина сварного соединения.
Разветвленная трещина сварного соединения.
Разветвленная трещина сварного соединения.
Пора
Пора - заполненная газом полость округлой формы
Пора
Пора - заполненная газом полость округлой формы
Пора
Пора

Пора
Пора
Пора
Пора
Включение
Включение - полость в металле, заполненная газом, шлаком или инородным
Включение
Включение - полость в металле, заполненная газом, шлаком или инородным
Кратер. Усадочная раковина сварного шва
Кратер. Усадочная раковина сварного шва -
Кратер. Усадочная раковина сварного шва
Кратер. Усадочная раковина сварного шва -

Кратер
Кратер
Кратер
Кратер
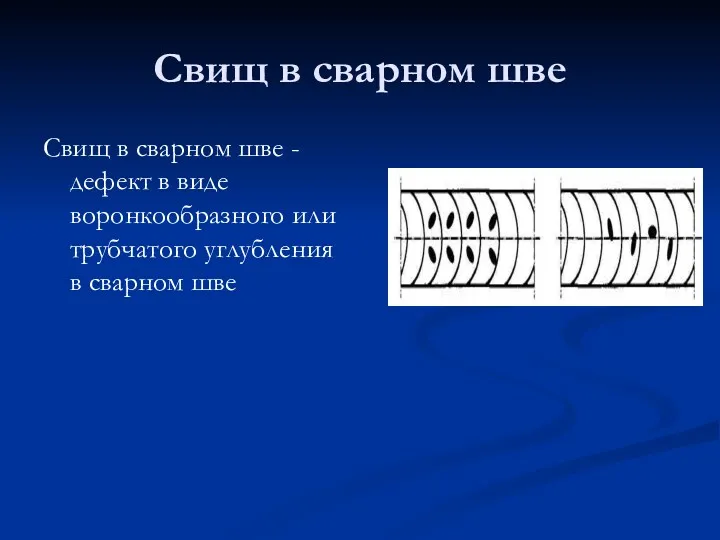
Свищ в сварном шве
Свищ в сварном шве - дефект в виде
Свищ в сварном шве
Свищ в сварном шве - дефект в виде
Свищ в сварном шве
Свищ в сварном шве
Свищ в сварном шве
Свищ в сварном шве
Свищ в сварном шве
Свищ в сварном шве
Свищ в сварном шве
Свищ в сварном шве
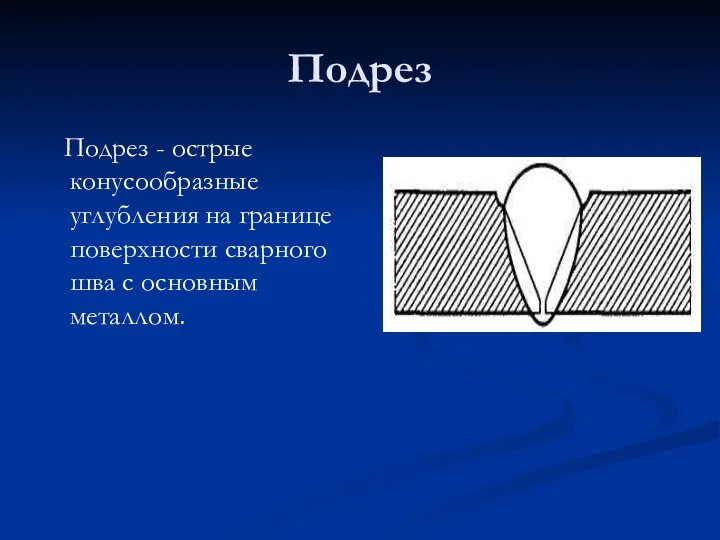
Подрез
Подрез - острые конусообразные углубления на границе поверхности сварного шва
Подрез
Подрез - острые конусообразные углубления на границе поверхности сварного шва
Подрез
Подрез

Подрез
Подрез

Подрез
Подрез
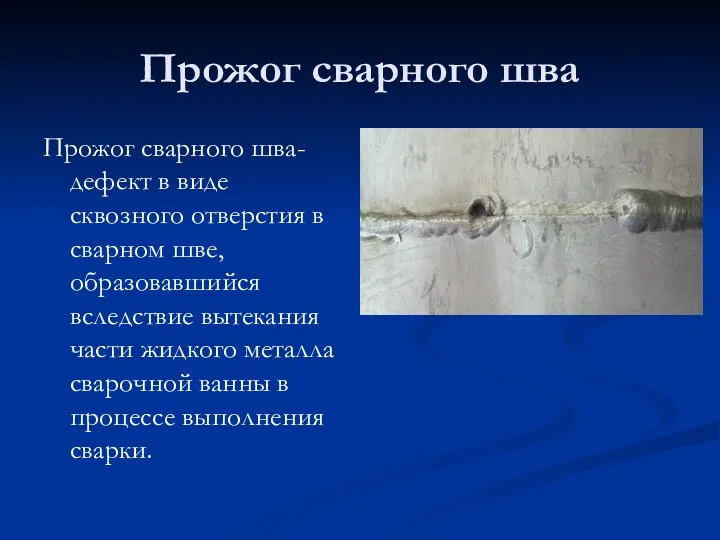
Прожог сварного шва
Прожог сварного шва-дефект в виде сквозного отверстия в сварном
Прожог сварного шва
Прожог сварного шва-дефект в виде сквозного отверстия в сварном
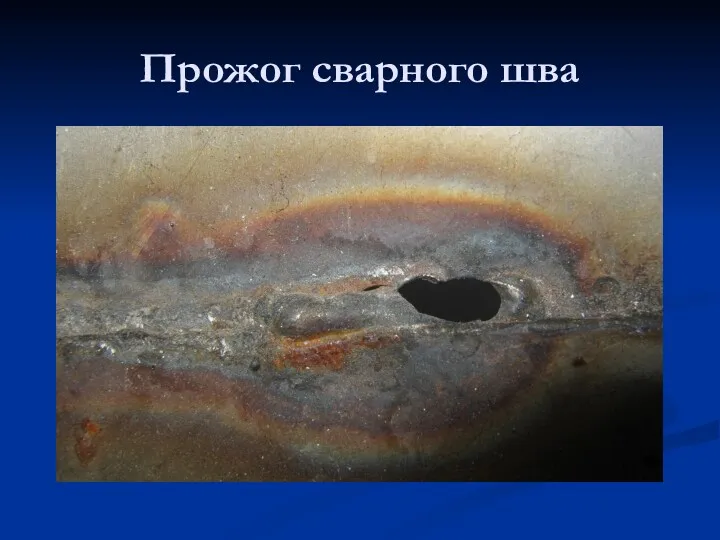
Прожог сварного шва
Прожог сварного шва
Прожог сварного шва
Прожог сварного шва
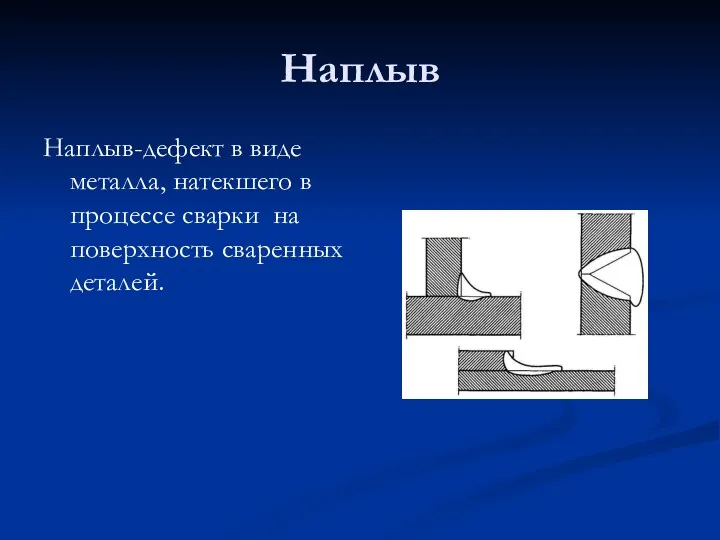
Наплыв
Наплыв-дефект в виде металла, натекшего в процессе сварки на поверхность сваренных
Наплыв
Наплыв-дефект в виде металла, натекшего в процессе сварки на поверхность сваренных
Наплыв
Наплыв
Наплыв
Наплыв
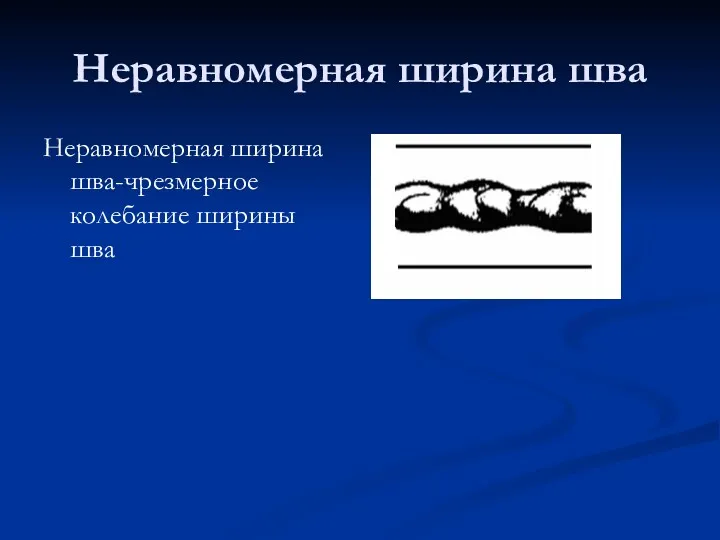
Неравномерная ширина шва
Неравномерная ширина шва-чрезмерное колебание ширины шва
Неравномерная ширина шва
Неравномерная ширина шва-чрезмерное колебание ширины шва

Неравномерная ширина шва
Неравномерная ширина шва
Неравномерная ширина шва
Неравномерная ширина шва
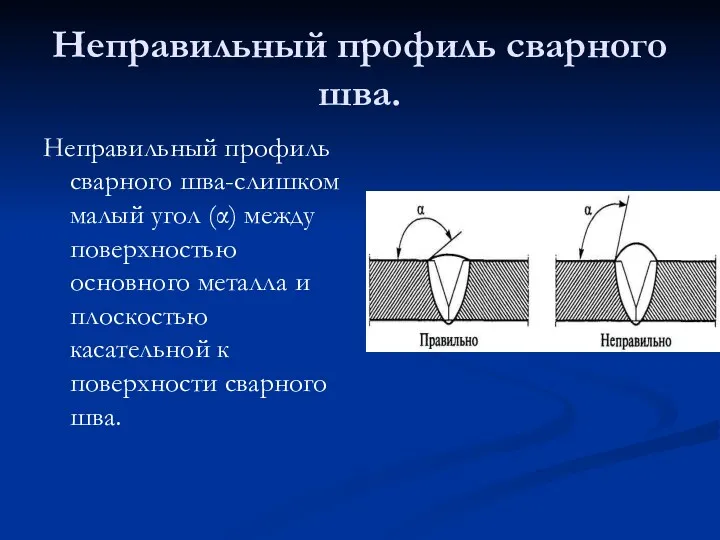
Неправильный профиль сварного шва.
Неправильный профиль сварного шва-слишком малый угол (α) между
Неправильный профиль сварного шва.
Неправильный профиль сварного шва-слишком малый угол (α) между

Неправильный профиль сварного шва
Неправильный профиль сварного шва
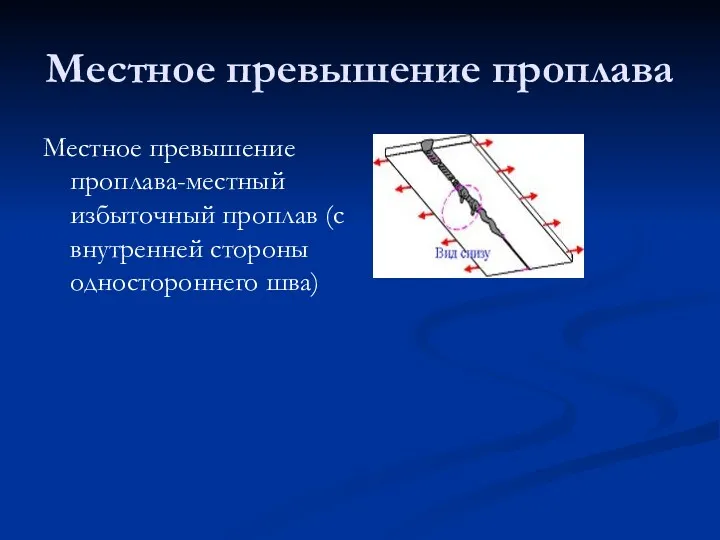
Местное превышение проплава
Местное превышение проплава-местный избыточный проплав (с внутренней стороны одностороннего
Местное превышение проплава
Местное превышение проплава-местный избыточный проплав (с внутренней стороны одностороннего

Местное превышение проплава
Местное превышение проплава
Местное превышение проплава
Местное превышение проплава
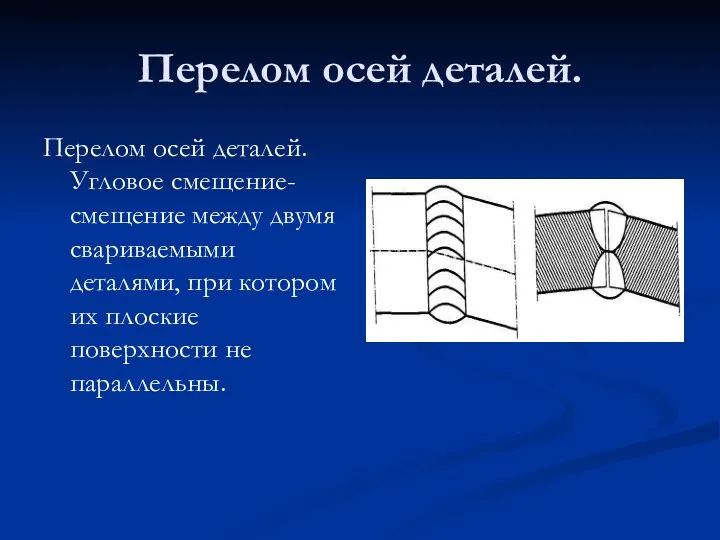
Перелом осей деталей.
Перелом осей деталей. Угловое смещение-смещение между двумя свариваемыми деталями,
Перелом осей деталей.
Перелом осей деталей. Угловое смещение-смещение между двумя свариваемыми деталями,
Перелом осей деталей.
Перелом осей деталей.
Брызги металла
Брызги металлаДефект в виде затвердевших капель расплавленного металла на поверхности
Брызги металла
Брызги металлаДефект в виде затвердевших капель расплавленного металла на поверхности

Брызги металла
Брызги металла
Брызги металла
Брызги металла
Чешуйчатость сварного шва
Чешуйчатость сварного шваПоперечные или округлые (при автоматической сварке под
Чешуйчатость сварного шва
Чешуйчатость сварного шваПоперечные или округлые (при автоматической сварке под

Чешуйчатость сварного шва
Чешуйчатость сварного шва
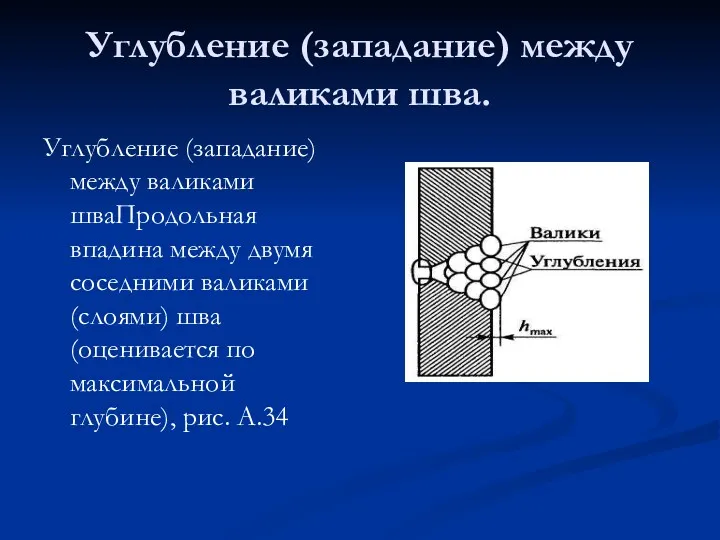
Углубление (западание) между валиками шва.
Углубление (западание) между валиками шваПродольная впадина между
Углубление (западание) между валиками шва.
Углубление (западание) между валиками шваПродольная впадина между

Углубление (западание) между валиками шва.
Углубление (западание) между валиками шва.
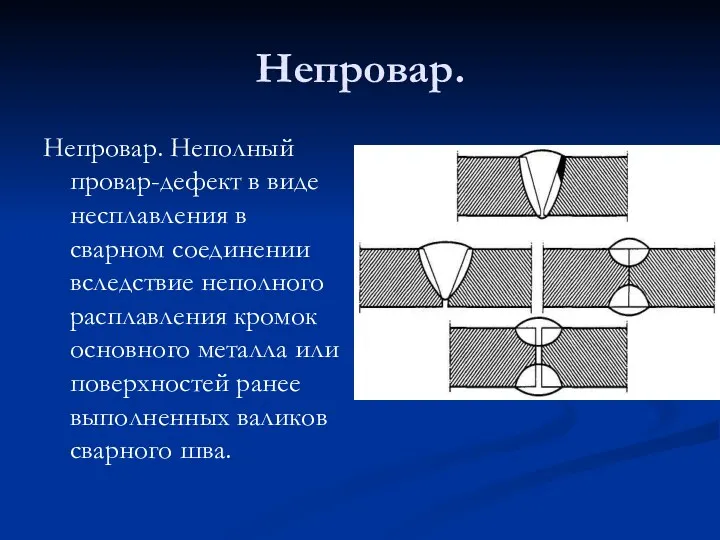
Непровар.
Непровар. Неполный провар-дефект в виде несплавления в сварном соединении вследствие неполного
Непровар.
Непровар. Неполный провар-дефект в виде несплавления в сварном соединении вследствие неполного
Непровар.
Непровар.
Непровар.
Непровар.
Непровар.
Непровар.
Непровар.
Непровар.
Отслоение
Отслоение-дефект в виде нарушения сплошности сплавления наплавленного металла с основным металлом.
Отслоение
Отслоение-дефект в виде нарушения сплошности сплавления наплавленного металла с основным металлом.
Превышение усиления сварного шва.
Превышение усиления сварного шва-избыток наплавленного металла на
Превышение усиления сварного шва.
Превышение усиления сварного шва-избыток наплавленного металла на

Превышение усиления сварного шва.
Превышение усиления сварного шва.
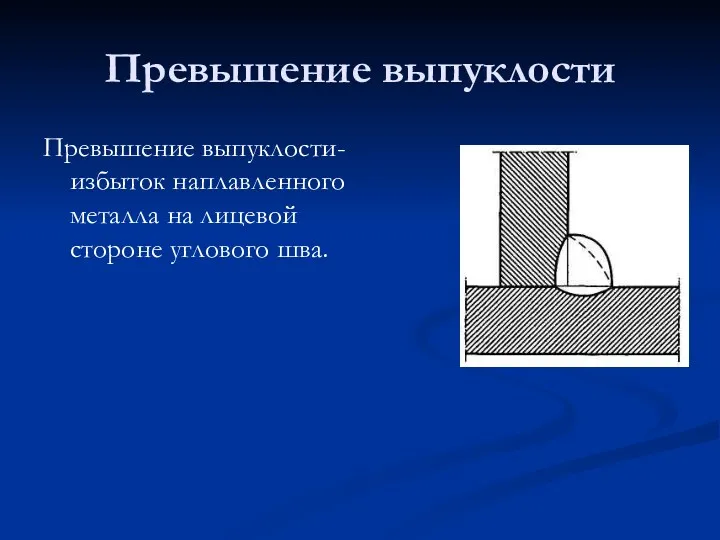
Превышение выпуклости
Превышение выпуклости-избыток наплавленного металла на лицевой стороне углового шва.
Превышение выпуклости
Превышение выпуклости-избыток наплавленного металла на лицевой стороне углового шва.
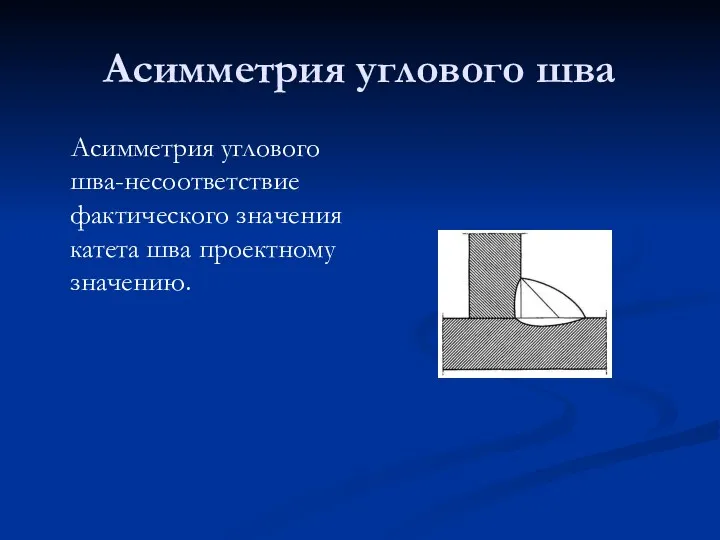
Асимметрия углового шва
Асимметрия углового шва-несоответствие фактического значения катета шва проектному
Асимметрия углового шва
Асимметрия углового шва-несоответствие фактического значения катета шва проектному
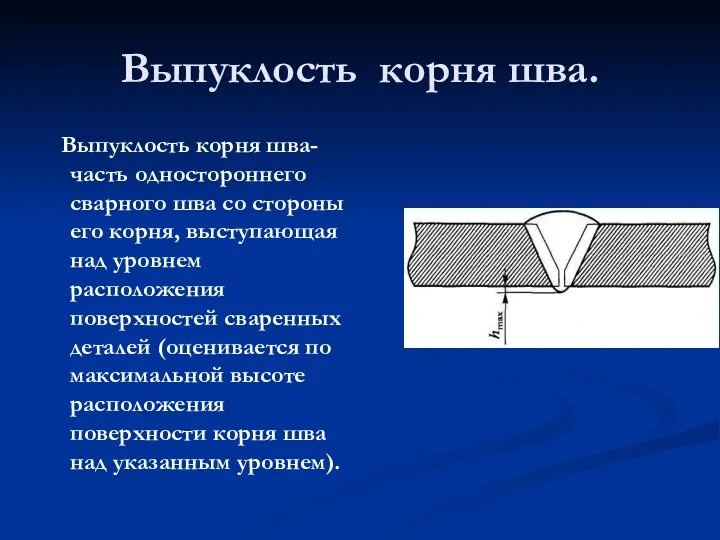
Выпуклость корня шва.
Выпуклость корня шва-часть одностороннего сварного шва со стороны
Выпуклость корня шва.
Выпуклость корня шва-часть одностороннего сварного шва со стороны
Выпуклость корня шва.
Выпуклость корня шва.
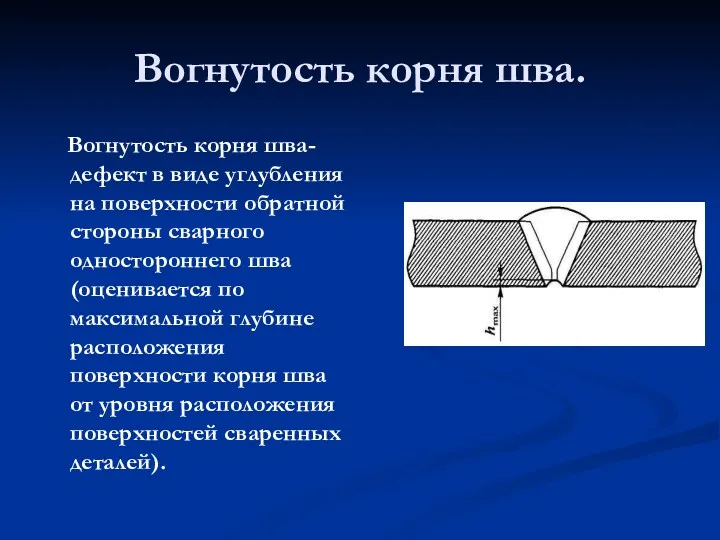
Вогнутость корня шва.
Вогнутость корня шва-дефект в виде углубления на поверхности
Вогнутость корня шва.
Вогнутость корня шва-дефект в виде углубления на поверхности
Вогнутость корня шва.
Вогнутость корня шва.
Вогнутость корня шва.
Вогнутость корня шва.
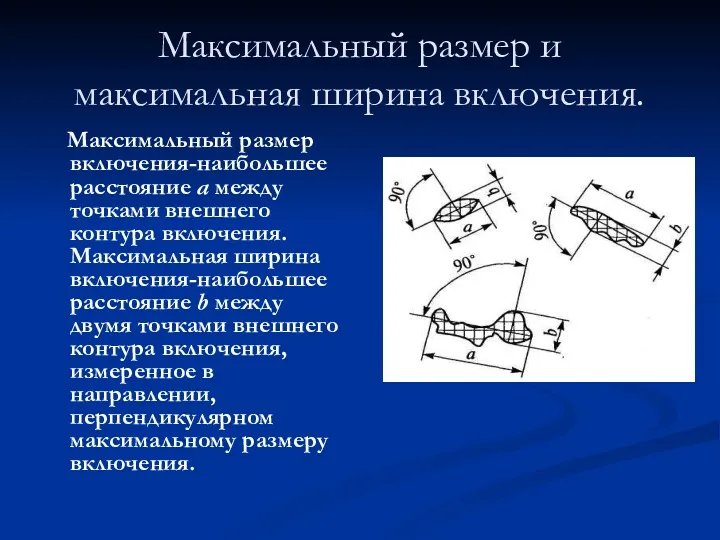
Максимальный размер и максимальная ширина включения.
Максимальный размер включения-наибольшее расстояние а
Максимальный размер и максимальная ширина включения.
Максимальный размер включения-наибольшее расстояние а
Включение одиночное.
Включение одиночное-включение, минимальное расстояние l от края которого до
Включение одиночное.
Включение одиночное-включение, минимальное расстояние l от края которого до
Скопление включений.
Скопление включений-два или несколько включений (пор, шлаковых и прочих
Скопление включений.
Скопление включений-два или несколько включений (пор, шлаковых и прочих
Не полностью заполненная разделка кромок.
Не полностью заполненная разделка кромок-продольная непрерывная
Не полностью заполненная разделка кромок.
Не полностью заполненная разделка кромок-продольная непрерывная
Плохое возобновление шва.
Плохое возобновление
шва-местная неровность поверхности в месте
Плохое возобновление шва.
Плохое возобновление
шва-местная неровность поверхности в месте

Плохое возобновление шва.
Плохое возобновление шва.
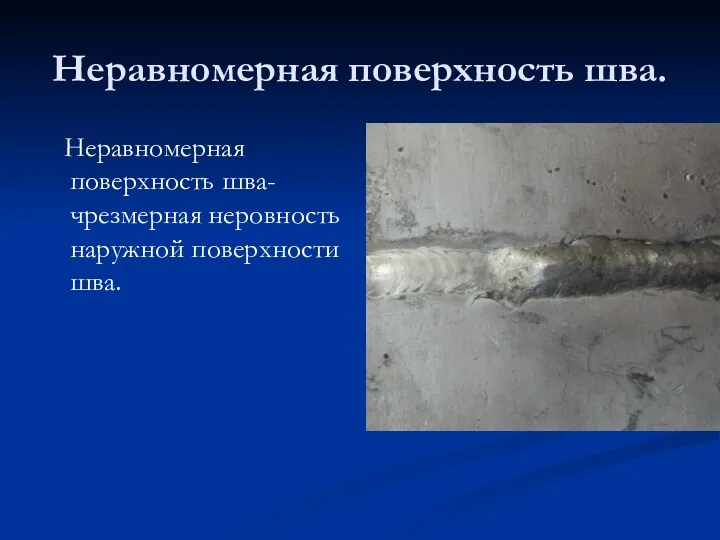
Неравномерная поверхность шва.
Неравномерная поверхность шва-чрезмерная неровность наружной поверхности шва.
Неравномерная поверхность шва.
Неравномерная поверхность шва-чрезмерная неровность наружной поверхности шва.
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ

ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ

ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ

ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
 Театр Моды Силуэт, коллекция Всплеск эмоций
Театр Моды Силуэт, коллекция Всплеск эмоций Духовно-нравственное воспитание младших школьников в рамках школьной программы внеурочной деятельности
Духовно-нравственное воспитание младших школьников в рамках школьной программы внеурочной деятельности Формирование рекреационных зон, лесов и зеленых насаждений общего пользования в населенных пунктах Ленинградской области
Формирование рекреационных зон, лесов и зеленых насаждений общего пользования в населенных пунктах Ленинградской области Физкультминутка для глаз Маленькой ёлочке холодно зимой
Физкультминутка для глаз Маленькой ёлочке холодно зимой презентация
презентация Картотека Прогулка летом
Картотека Прогулка летом Сервис Холод. Холодильное оборудование
Сервис Холод. Холодильное оборудование Презентации к урокам православной культуры
Презентации к урокам православной культуры Лечение минно-взрывных и огнестрельных ранений на госпитальном этапе. Применение тактики Damage control
Лечение минно-взрывных и огнестрельных ранений на госпитальном этапе. Применение тактики Damage control Преобразователи физической величины
Преобразователи физической величины Георгий Валентинович Плеханов
Георгий Валентинович Плеханов Нам семейные традиции важны.
Нам семейные традиции важны. Школа английского языка
Школа английского языка С НОВЫМ ГОДОМ!
С НОВЫМ ГОДОМ! Цифро-аналоговый преобразователь: структурная схема и принцип действия
Цифро-аналоговый преобразователь: структурная схема и принцип действия Уроки по географии 6 класс по теме Озеро.
Уроки по географии 6 класс по теме Озеро. Источники тепла систем теплоснабжения
Источники тепла систем теплоснабжения Презентация Права ребёнка Диск
Презентация Права ребёнка Диск Наша армия
Наша армия Современное обществоведческое образование и его место в системе общего образования
Современное обществоведческое образование и его место в системе общего образования Технологии и принципы разработки проектов с детьми дошкольного возраста
Технологии и принципы разработки проектов с детьми дошкольного возраста Сигналы лжи
Сигналы лжи Present Simple
Present Simple Ремнтные работы. Материалы для отделки дома и внутренних, так и отделочных работ 8 класс
Ремнтные работы. Материалы для отделки дома и внутренних, так и отделочных работ 8 класс Жертвенна праця для спасіння душі. Андрей Шептицький
Жертвенна праця для спасіння душі. Андрей Шептицький Презентация к уроку в 9 классе Химические свойства непредельных углеводородов
Презентация к уроку в 9 классе Химические свойства непредельных углеводородов Родина - слово большое, большое.
Родина - слово большое, большое. Презентация Спасибо деду за Победу!
Презентация Спасибо деду за Победу!