- Фрезерное и токарное дело

Содержание
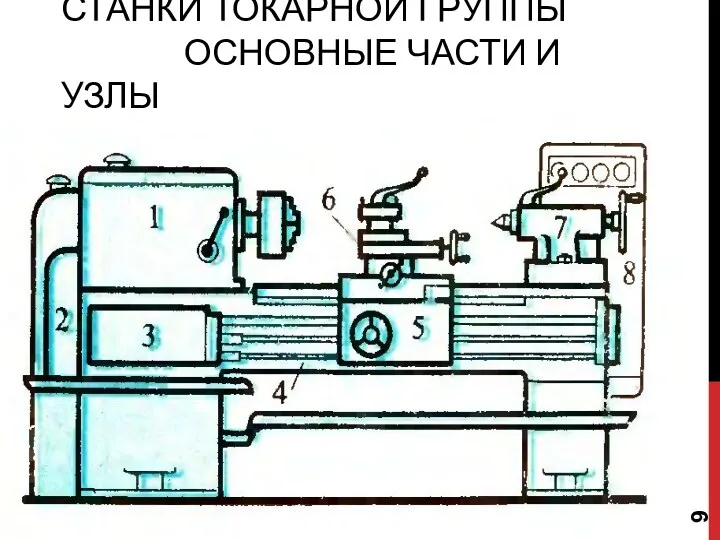
- 9. СТАНКИ ТОКАРНОЙ ГРУППЫ ОСНОВНЫЕ ЧАСТИ И УЗЛЫ
- 10. Общий вид токарно-винторезного станка: 1 — передняя бабка с коробкой скоростей, 2 — гитара сменных зубчатых
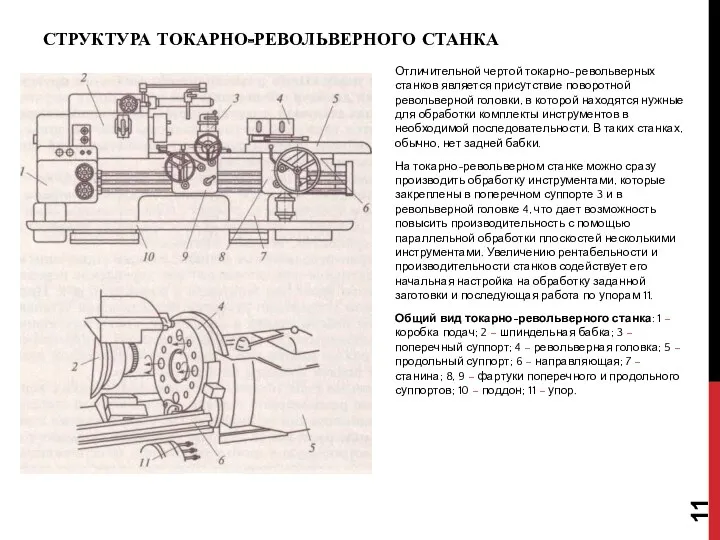
- 11. СТРУКТУРА ТОКАРНО-РЕВОЛЬВЕРНОГО СТАНКА Отличительной чертой токарно-револьверных станков является присутствие поворотной револьверной головки, в которой находятся нужные
- 12. СТАНОК ТОКАРНО-КАРУСЕЛЬНЫЙ Отличительной особенностью токарно-карусельных станков является вертикальное расположение шпинделя. Такие станки позволяют обрабатывать детали с
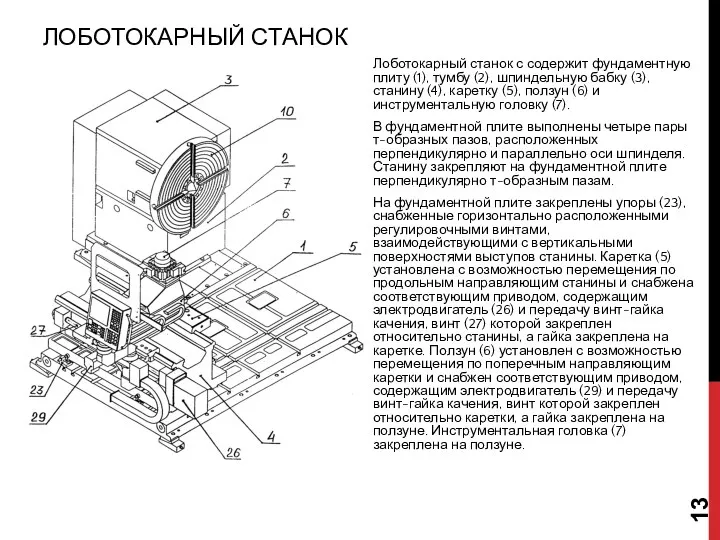
- 13. ЛОБОТОКАРНЫЙ СТАНОК Лоботокарный станок с содержит фундаментную плиту (1), тумбу (2), шпиндельную бабку (3), станину (4),
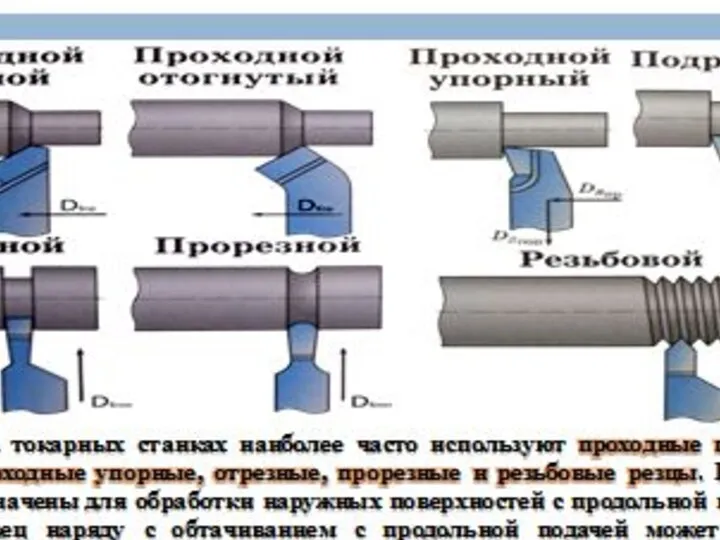
- 18. ОСНОВНЫЕ ВИДЫ РЕЗЦОВ (по назначению) a — проходной прямой, б — проходной отогнутый, в — проходной
- 19. Фрезерование представляет вид обработки резанием при помощи инструмента, называемого фрезой. Фреза является режущим инструментом с несколькими
- 22. ВИДЫ ФРЕЗЕРНЫХ СТАНКОВ
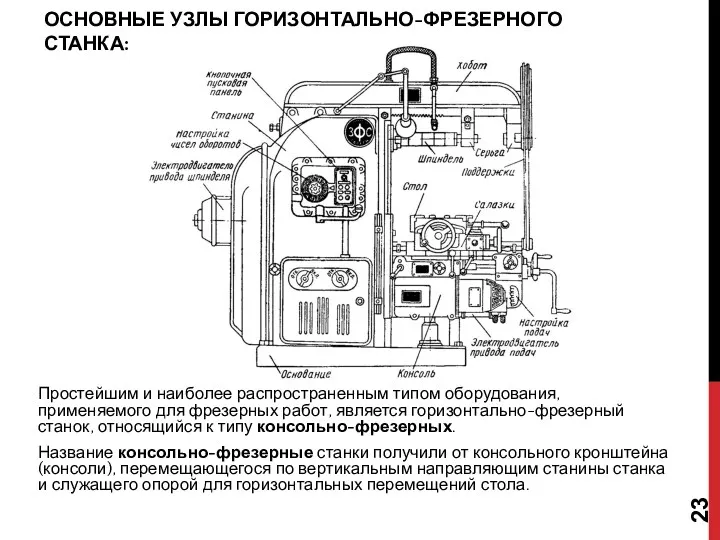
- 23. ОСНОВНЫЕ УЗЛЫ ГОРИЗОНТАЛЬНО-ФРЕЗЕРНОГО СТАНКА: Простейшим и наиболее распространенным типом оборудования, применяемого для фрезерных работ, является горизонтально-фрезерный
- 24. Станок, также относящийся к типу консольно-фрезерных, отличается от горизонтально-фрезерного станка устройством верхней части станины, шпиндель этого
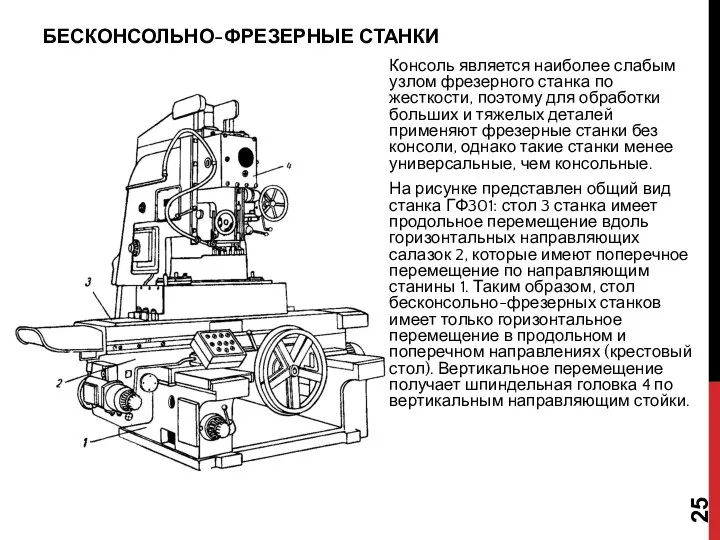
- 25. БЕСКОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ Консоль является наиболее слабым узлом фрезерного станка по жесткости, поэтому для обработки больших и
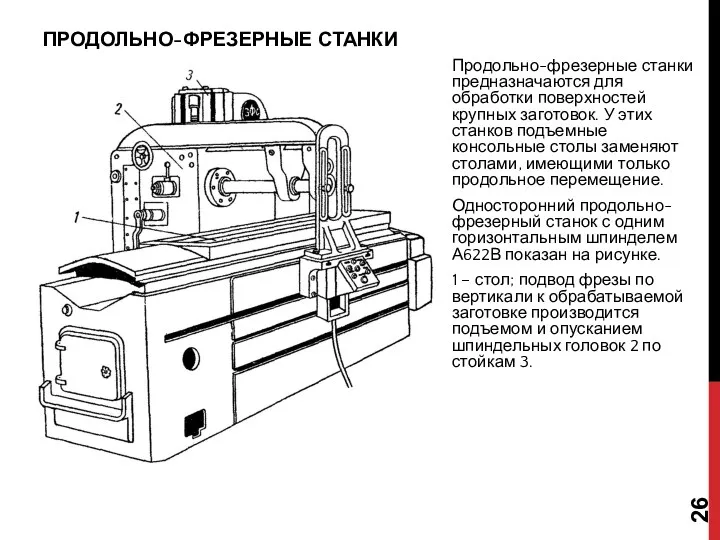
- 26. ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ Продольно-фрезерные станки предназначаются для обработки поверхностей крупных заготовок. У этих станков подъемные консольные столы
- 27. Двухсторонний продольно-фрезерный станок A662 с двумя горизонтальными шпинделями. Станок с двумя шпинделями служит для одновременной обработки
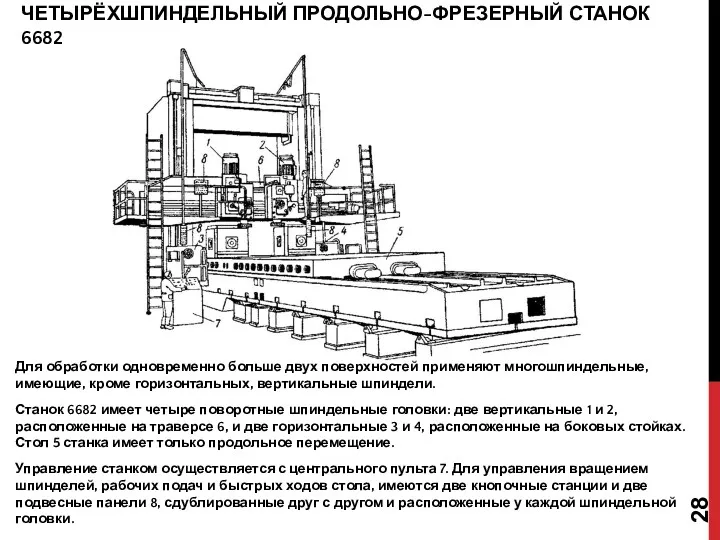
- 28. ЧЕТЫРЁХШПИНДЕЛЬНЫЙ ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК 6682 Для обработки одновременно больше двух поверхностей применяют многошпиндельные, имеющие, кроме горизонтальных, вертикальные
- 29. КАРУСЕЛЬНО-ФРЕЗЕРНЫЙ СТАНОК (НЕПРЕРЫВНОГО ДЕЙСТВИЯ) В крупносерийном производстве применяют консольные вертикально-фрезерные станки с круглым вращающимся столом, что
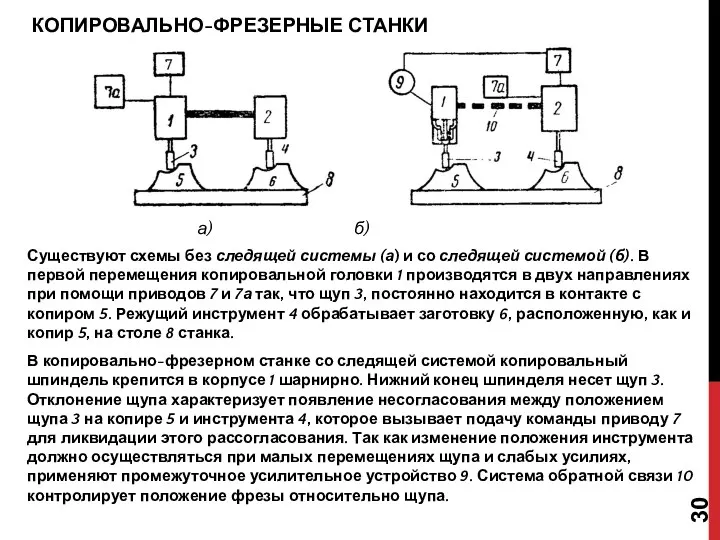
- 30. КОПИРОВАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ Существуют схемы без следящей системы (а) и со следящей системой (б). В первой перемещения
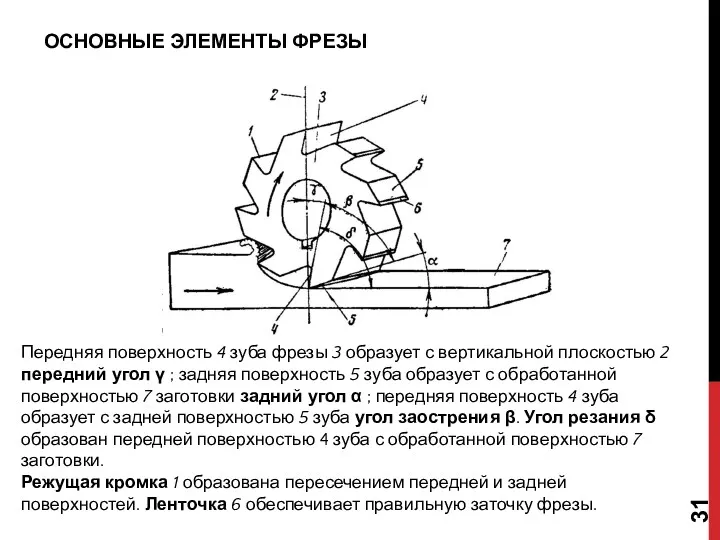
- 31. ОСНОВНЫЕ ЭЛЕМЕНТЫ ФРЕЗЫ Передняя поверхность 4 зуба фрезы 3 образует с вертикальной плоскостью 2 передний угол
- 32. ОСНОВНЫЕ ВИДЫ ФРЕЗ
- 34. Скачать презентацию





СТАНКИ ТОКАРНОЙ ГРУППЫ
ОСНОВНЫЕ ЧАСТИ И УЗЛЫ
СТАНКИ ТОКАРНОЙ ГРУППЫ
ОСНОВНЫЕ ЧАСТИ И УЗЛЫ
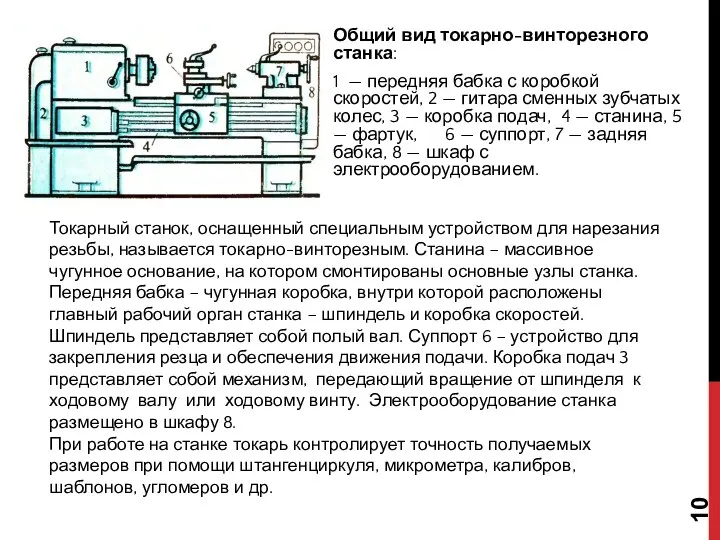
Общий вид токарно-винторезного станка:
1 — передняя бабка с коробкой скоростей,
Общий вид токарно-винторезного станка:
1 — передняя бабка с коробкой скоростей,
СТРУКТУРА ТОКАРНО-РЕВОЛЬВЕРНОГО СТАНКА
Отличительной чертой токарно-револьверных станков является присутствие поворотной револьверной головки,
СТРУКТУРА ТОКАРНО-РЕВОЛЬВЕРНОГО СТАНКА
Отличительной чертой токарно-револьверных станков является присутствие поворотной револьверной головки,

СТАНОК ТОКАРНО-КАРУСЕЛЬНЫЙ
Отличительной особенностью токарно-карусельных станков является вертикальное расположение шпинделя. Такие станки
СТАНОК ТОКАРНО-КАРУСЕЛЬНЫЙ
Отличительной особенностью токарно-карусельных станков является вертикальное расположение шпинделя. Такие станки
ЛОБОТОКАРНЫЙ СТАНОК
Лоботокарный станок с содержит фундаментную плиту (1), тумбу (2), шпиндельную
ЛОБОТОКАРНЫЙ СТАНОК
Лоботокарный станок с содержит фундаментную плиту (1), тумбу (2), шпиндельную

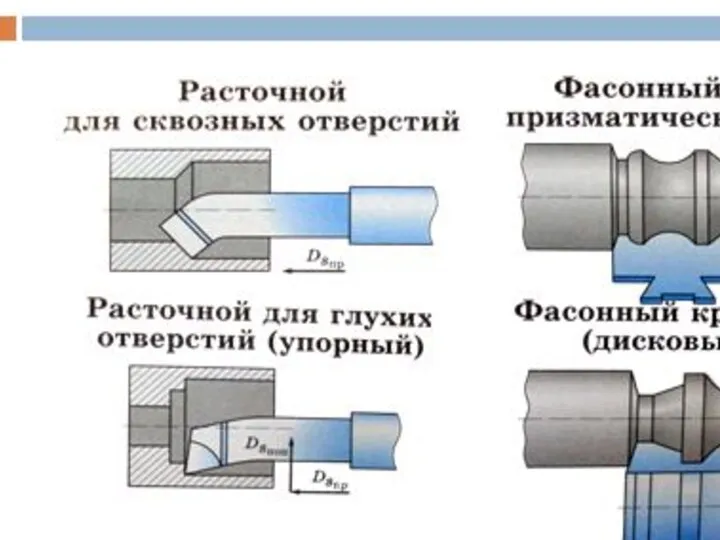

ОСНОВНЫЕ ВИДЫ РЕЗЦОВ (по назначению)
a — проходной прямой, б — проходной
ОСНОВНЫЕ ВИДЫ РЕЗЦОВ (по назначению)
a — проходной прямой, б — проходной
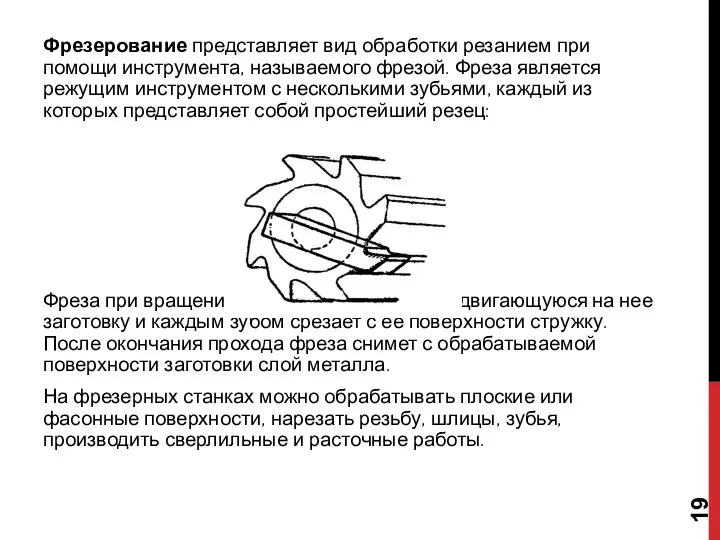
Фрезерование представляет вид обработки резанием при помощи инструмента, называемого фрезой. Фреза
Фрезерование представляет вид обработки резанием при помощи инструмента, называемого фрезой. Фреза
ВИДЫ ФРЕЗЕРНЫХ СТАНКОВ
ВИДЫ ФРЕЗЕРНЫХ СТАНКОВ
ОСНОВНЫЕ УЗЛЫ ГОРИЗОНТАЛЬНО-ФРЕЗЕРНОГО СТАНКА:
Простейшим и наиболее распространенным типом оборудования, применяемого для
ОСНОВНЫЕ УЗЛЫ ГОРИЗОНТАЛЬНО-ФРЕЗЕРНОГО СТАНКА:
Простейшим и наиболее распространенным типом оборудования, применяемого для
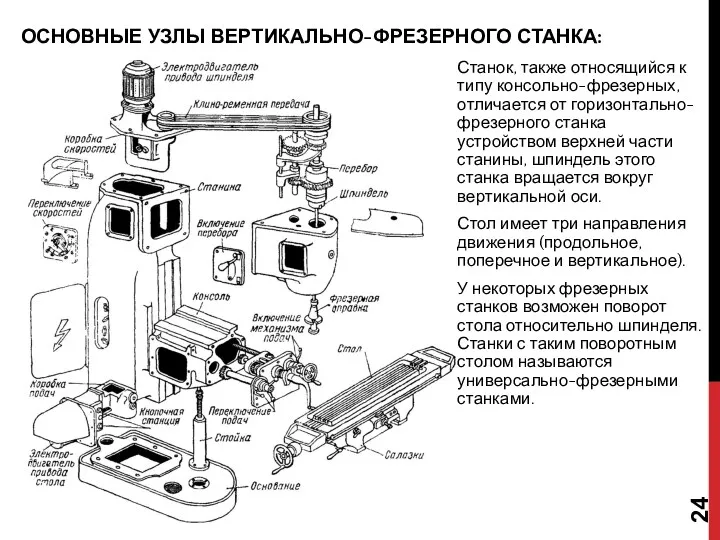
Станок, также относящийся к типу консольно-фрезерных, отличается от горизонтально-фрезерного станка устройством
Станок, также относящийся к типу консольно-фрезерных, отличается от горизонтально-фрезерного станка устройством
БЕСКОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Консоль является наиболее слабым узлом фрезерного станка по жесткости, поэтому
БЕСКОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Консоль является наиболее слабым узлом фрезерного станка по жесткости, поэтому
ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Продольно-фрезерные станки предназначаются для обработки поверхностей крупных заготовок. У этих
ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Продольно-фрезерные станки предназначаются для обработки поверхностей крупных заготовок. У этих
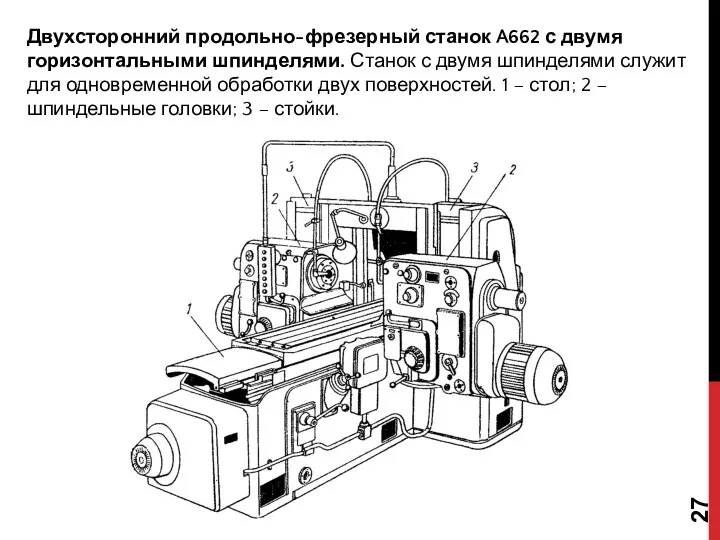
Двухсторонний продольно-фрезерный станок A662 с двумя горизонтальными шпинделями. Станок с двумя
Двухсторонний продольно-фрезерный станок A662 с двумя горизонтальными шпинделями. Станок с двумя
ЧЕТЫРЁХШПИНДЕЛЬНЫЙ ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК 6682
Для обработки одновременно больше двух поверхностей применяют многошпиндельные,
ЧЕТЫРЁХШПИНДЕЛЬНЫЙ ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК 6682
Для обработки одновременно больше двух поверхностей применяют многошпиндельные,

КАРУСЕЛЬНО-ФРЕЗЕРНЫЙ СТАНОК (НЕПРЕРЫВНОГО ДЕЙСТВИЯ)
В крупносерийном производстве применяют консольные вертикально-фрезерные станки с
КАРУСЕЛЬНО-ФРЕЗЕРНЫЙ СТАНОК (НЕПРЕРЫВНОГО ДЕЙСТВИЯ)
В крупносерийном производстве применяют консольные вертикально-фрезерные станки с
КОПИРОВАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Существуют схемы без следящей системы (а) и со следящей системой
КОПИРОВАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Существуют схемы без следящей системы (а) и со следящей системой
ОСНОВНЫЕ ЭЛЕМЕНТЫ ФРЕЗЫ
Передняя поверхность 4 зуба фрезы 3 образует с вертикальной
ОСНОВНЫЕ ЭЛЕМЕНТЫ ФРЕЗЫ
Передняя поверхность 4 зуба фрезы 3 образует с вертикальной
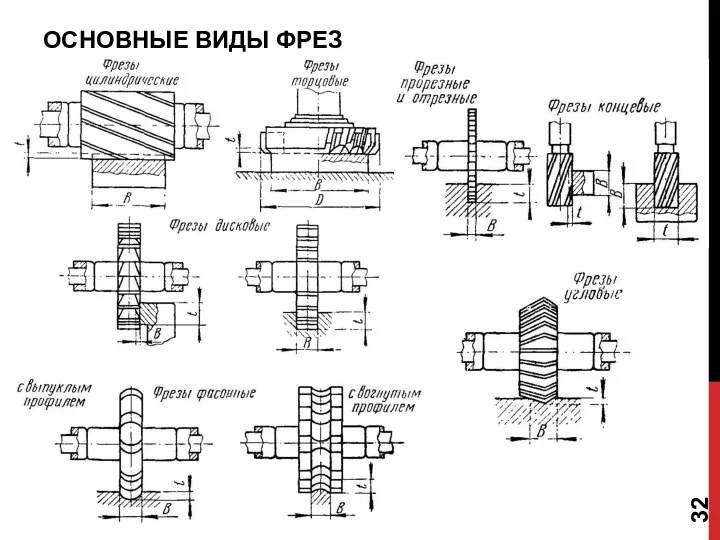
ОСНОВНЫЕ ВИДЫ ФРЕЗ
ОСНОВНЫЕ ВИДЫ ФРЕЗ
 Электронный учебник Права детей
Электронный учебник Права детей Домашние птицы. Птицеводство
Домашние птицы. Птицеводство Презентация: школа и родители вместе
Презентация: школа и родители вместе Создание ситуации успеха
Создание ситуации успеха Знаю! Помню! Горжусь!
Знаю! Помню! Горжусь! ОТКРЫТЫЙ УРОК ПО РУССКОМУ ЯЗЫКУ ВО 2 А КЛАССЕ ПО ТЕМЕ Написание слов типа орел и Орел
ОТКРЫТЫЙ УРОК ПО РУССКОМУ ЯЗЫКУ ВО 2 А КЛАССЕ ПО ТЕМЕ Написание слов типа орел и Орел Презентация Твори добро.
Презентация Твори добро. Редкие растения Тверской области
Редкие растения Тверской области Запоминалки
Запоминалки Бумага. Составление симметричного орнамента из геометрических фигур
Бумага. Составление симметричного орнамента из геометрических фигур Clasificarea calculatoarelor
Clasificarea calculatoarelor Хирургиялық стоматологиядағы менеджмент және маркетинг
Хирургиялық стоматологиядағы менеджмент және маркетинг Никольский музей стекла и хрусталя
Никольский музей стекла и хрусталя Эбру - искусство обработки бумаги
Эбру - искусство обработки бумаги Кони и сфинксы Санкт-Петербурга.
Кони и сфинксы Санкт-Петербурга. Пальмовое масло: вред или польза
Пальмовое масло: вред или польза Познавательно-исследовательский проект : Огород на окне
Познавательно-исследовательский проект : Огород на окне Информационная безопасность. Понятия и определения
Информационная безопасность. Понятия и определения Презентация Слагаемые здоровья.
Презентация Слагаемые здоровья. Маленькие батарейки - большие проблемы
Маленькие батарейки - большие проблемы Правильное питание
Правильное питание портфолио
портфолио презентацияМамочка любимая моя!
презентацияМамочка любимая моя! Характеристика нейтронов
Характеристика нейтронов Пятно как средство выражения. Композиция как ритм пятен. 6кл
Пятно как средство выражения. Композиция как ритм пятен. 6кл Қорларды қалыптастырудағы жедел және тиімді басқару шешімдерін қабылдау
Қорларды қалыптастырудағы жедел және тиімді басқару шешімдерін қабылдау Экспериментальное определение физико-механических характеристик материалов
Экспериментальное определение физико-механических характеристик материалов Планирование работы в отделении организации медицинской помощи детям и подросткам в образовательных учреждениях
Планирование работы в отделении организации медицинской помощи детям и подросткам в образовательных учреждениях