- Газоперерабатывающие заводы России по переработке природного и попутного нефтяного газа

Содержание
- 2. Стадия очистки газа от кислых компонентов может быть и не предусмотрена при переработке газа, если содержание
- 3. Абсорбционный метод применяется при больших объёмах переработки газа, при большом содержанием H2S и С02 и при
- 4. В России в настоящее время функционируют порядка 25 ГПЗ. Большая часть из них принадлежит Газпрому, часть
- 5. Газоперерабатывающий завод (ГПЗ) — промышленное предприятие, производящее из природных и попутных нефтяных газов горючий газ, подготовленный
- 6. Технология газопереработки на ГПЗ включает: -подготовку газа к переработке (очистка от механических и химических примесей); -
- 7. Методы переработки исходных продуктов на ГПЗ: -абсорбционный — основан на различной растворимости индивидуальных углеводородов нефтяного газа
- 8. -адсорбционный — основан на способности твердых пористых материалов (адсорбентов) поглощать пары и газы. В качестве адсорбента
- 9. Для предотвращения гидратообразования при низкотемпературных процессах переработки газа в поток очищенного и осушенного до точки росы
- 10. В состав ГПЗ, помимо основных технологических установок, входят: пункт приема и подготовки газа, лаборатории, товарные парки
- 11. Первые ГПЗ в России производственной мощностью 100...300 тыс. м3/сутки были сооружены еще в двадцатых годах прошлого
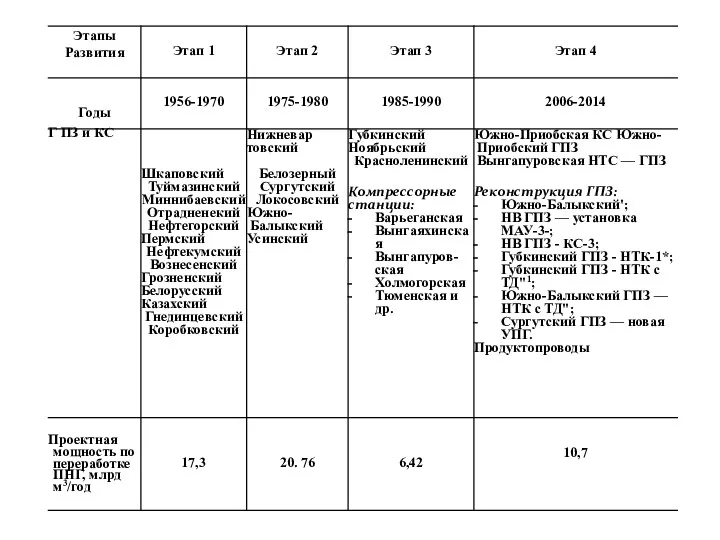
- 12. В развитии газопереработки нашей страны можно выделить четыре этапа, связанные в основном с развитием и освоением
- 13. Дальнейшее развитие газопереработка получила в середине 70-х годов в период становления нефтедобычи в Западной Сибири и
- 15. В середине 80-х годов началось освоение нефтяных месторождений, расположенных в северной и западной части Ханты-Мансийского автономного
- 16. С середины 2000-х годов основное внимание газоперерабатывающей промышленности было сконцентрировано на реконструкции и техническом перевооружении действующих
- 17. Наиболее масштабные работы в этом направлении проведены практически на всех газоперерабатывающих заводах нефтехимической компании «СИБУР» в
- 18. В этот период компанией «СИБУР» построен комплекс объектов по хранению, транспортировке ШФЛУ заводов Западной Сибири потребителям
- 19. На Сургутском ГПЗ ОАО «Сургутнефтегаз» построена и введена в эксплуатацию установка НТС с глубоким извлечением С3+выше
- 20. Астраханский газоперерабатывающий завод Находится в Астраханской области пос. Аксарайский. Газоконденсатное месторождение, расположенное в юго-западной зоне Прикаспийской
- 21. Пластовый газ Астраханского ГКМ характеризуется высоким содержанием сероводорода (до 25% об.), углекислоты (до 16 % об.),
- 22. Разработка Астраханского газоконденсатного месторождения, открытого в 1976г., была начата в 1986г. В 1987г. завод выдал первую
- 23. В настоящее время потенциальной сырьевой базой Астраханского ГПЗ являются два месторождения: -базовое Астраханское газоконденсатное месторождение с
- 24. Астраханский ГПЗ - один из немногих заводов в мире, перерабатывающий высокосернистый природный газ. Проектная мощность по
- 25. На завод с Астраханского газоконденсатного месторождения поступает пластовая смесь. Темпы добычи газа определяются экологическими ограничениями заводской
- 26. По технологическим принципам Астраханский газовый комплекс разделен на следующие объекты: - промысел, трубопроводы для транспортировки пластовой
- 27. Завод состоит из двух очередей производительностью 6 млрд. м3 отсепарированного газа каждая с давлением на входе
- 28. Стабильный конденсат и ШФЛУ с двух очередей завода поступают на производство по переработке конденсата (производство №3).
- 29. Товарная продукция завода: -Товарный газ, направляемый в магистральный газопровод, -Сера газовая (жидкая, комовая, гранулированная), -Бензин автомобильный
- 30. Оренбургский газоперерабатывающий завод Оренбургский ГПЗ находится г. Оренбург, пос. Холодные Ключи Сырьевой базой Оренбургского ГПЗ является
- 31. Содержание кислых компонентов в газе ОГКМ составляют (% мол.): сероводорода 1,6-2 и диоксида углерода 0,4-0,6, в
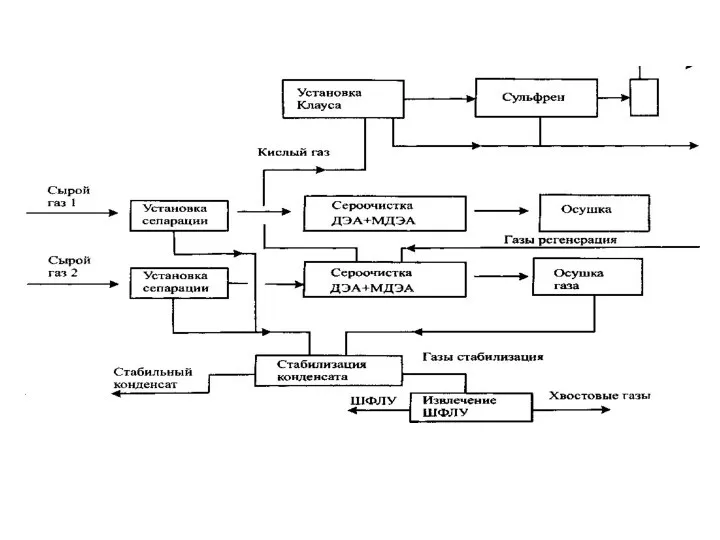
- 32. Цель создания завода - очистка газа от сернистых соединений (H2S и RSH) и подготовка его к
- 34. Третья очередь отличается от первых двух наличием установки низкотемпературной масляной абсорбции, на которой осуществляются одновременно отбензинивание
- 35. Оренбургское газоконденсатное месторождение (ОГКМ) в настоящее время характеризуется падающей добычей, которая составляет около 1 млрд. нм3
- 36. Основные технологические процессы ОГПЗ включают очистку газа от кислых компонентов растворами аминов, очистку газа от RSH
- 37. Общая суммарная проектная мощность установок стабилизации конденсата составляет ~ 5 млн. тонн. В настоящее время она
- 38. Южно-Балыкский ГПЗ Южно-Балыкский ГПЗ расположен в Ханты-Мансийском АО-Югре, входит в состав ОАО «СИБУР Холдинг». Генеральный проектировщик
- 39. Проектная мощность Южно-Балыкского ГПЗ — 500 млн нм3/год нефтяного газа, содержащего 503 г/м3 целевых углеводородов С3+выше.
- 40. Принятая схема обеспечивает извлечение целевых углеводородов С3+выше на уровне 95 % от потенциального содержания в сырье.
- 41. Для обеспечения приема и переработки дополнительных объемов добываемого ПНГ в течение 1986-1988 годов в составе ЮБ
- 42. Проектом реконструкции установка переработки газа (УПГ-1) была разделена на две технологические линии, работающие одна по схеме
- 43. Таким образом, в результате реконструкции, проведенной с минимальными затратами, удалось увеличить мощность УПГ-1 по переработке нефтяного
- 45. Белозерный ГПЗ Белозерный ГПЗ мощностью 4,28 млрд м3/год по сырью выполнен на комплектном импортном оборудовании и
- 46. Введен в эксплуатацию в 1980 году. Запроектирован по схеме низкотемпературной конденсации (НТК) с пропановым холодом и
- 47. Генеральный проектировщик — институт «ВНИПИгазпереработка» (ОАО «НИПИгазпереработка»), г. Краснодар. Строительная организация- генподрядчик — «Мегионгазстрой». Продукцией Белозерного
- 48. В состав завода входят две установки по переработке газа (УПГ-1, УПГ-2) с воздушной компрессорной, противопожарной насосной,
- 49. По проекту установки УПГ-1 и УПГ-2 Белозерного ГПЗ идентичны технологической установке ТУ-4 Нижневартовского ГПЗ. Мощность каждой
- 50. Время эксплуатации основного технологического оборудования установки Белозерного ГПЗ превышает 30 лет. Благодаря своевременным ремонтам и техническому
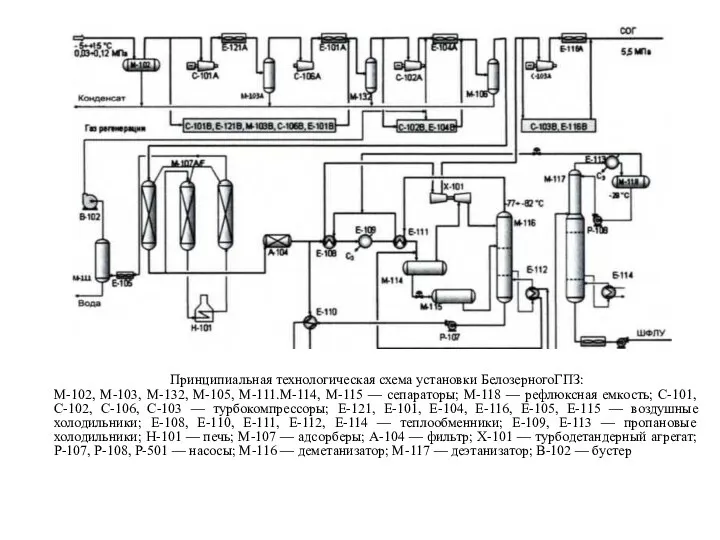
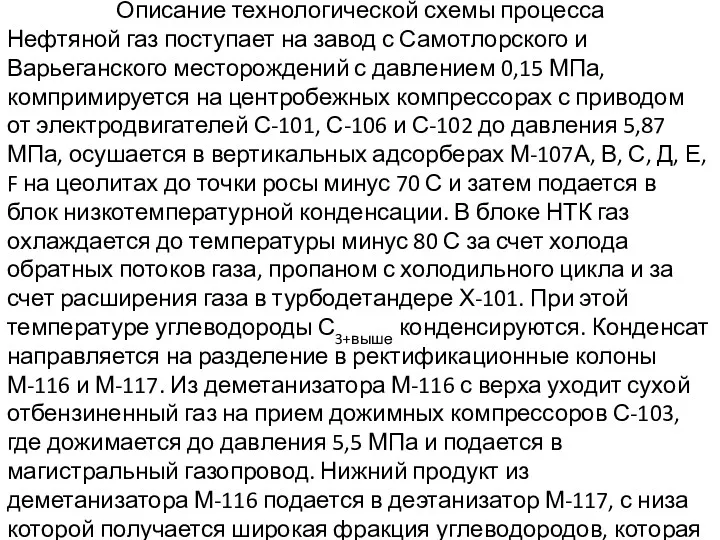
- 52. Описание технологической схемы процесса Нефтяной газ поступает на завод с Самотлорского и Варьеганского месторождений с давлением
- 53. ПНГ, поступающий с промысловых установок сепарации нефти Самотлорского и Варьеганского месторождений с давлением 0,03--0,12 МПа и
- 54. На блоке компримирования нефтяного попутного газа происходит последовательное сжатие нефтяного попутного газа, поступающего с узла входных
- 55. Осушка и очистка от сернистых соединений (сероводород, меркаптанов нефтяного попутного газа согласно технологическому регламенту осуществляются на
- 56. Нефтегорский ГПЗ Расположен в Урало-Поволжье, г. Нефтегорск Куйбышевской области, входит в состав ОАО «НК «Роснефть». Основное
- 57. Генпроектировщик — институт «Гипровостокнефть ». Завод запроектирован по схеме НТК с аммиачной холодильной установкой (две изотермы
- 58. В состав основных технологических установок Нефтегорского ГПЗ входят: -установки очистки газа от сероводорода и диоксида углерода
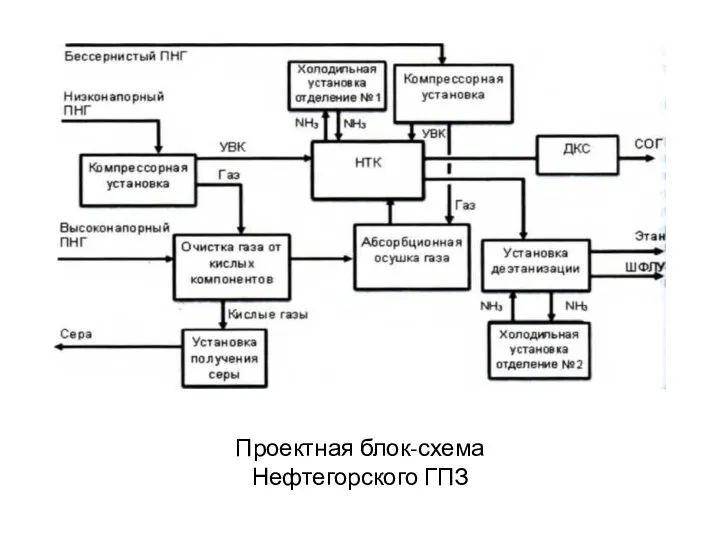
- 59. Проектная блок-схема Нефтегорского ГПЗ
- 60. Отрадненский ГПЗ Отрадненский ГПЗ расположен в г. Отрадном Куйбышевской области. Построен по проекту института «Гипровостокнефть», г.
- 61. Продукцией Отрадненского ГПЗ являются: -сухой отбензиненный газ (СОГ); -сжиженный углеводородный газ (СУГ); -этановая фракция; -бензин газовый
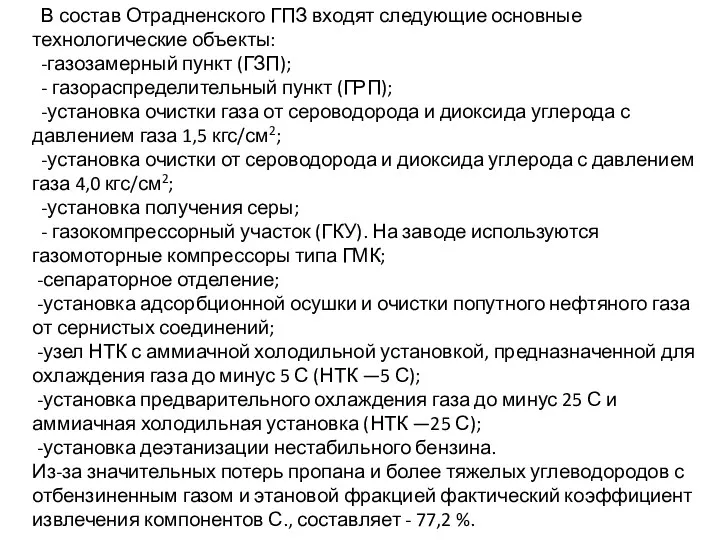
- 63. В состав Отрадненского ГПЗ входят следующие основные технологические объекты: -газозамерный пункт (ГЗП); - газораспределительный пункт (ГРП);
- 64. По проекту в состав завода входила установка по выделению из нефтяного газа гелия, но из-за нерентабельности
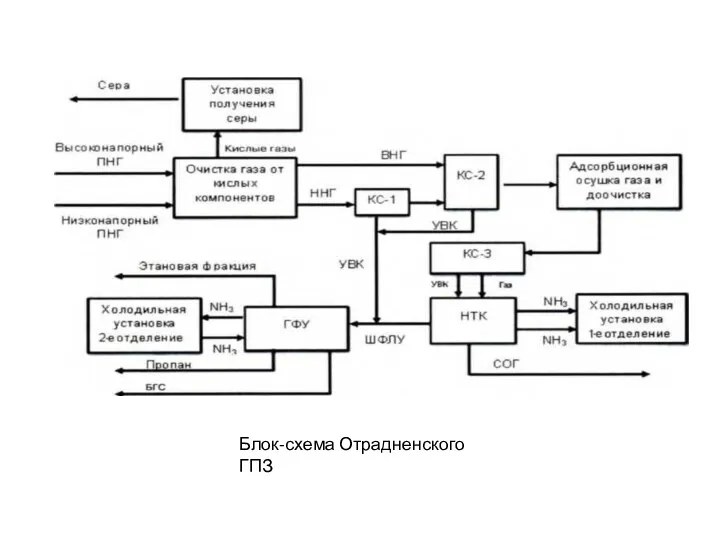
- 65. Блок-схема Отрадненского ГПЗ
- 66. На заводе в эксплуатации находятся две установки очистки от кислых компонентов — сероводорода и диоксида углерода,
- 67. В 1985-1986 гг. институтом «НИПИгазпереработка» было проведено обследование работы установок, в результате которого были и реализованы
- 68. Перевод действующих установок сероочистки на технологию «ГАЗАМИН» не требовал изменения технологической схемы, конструкции и материального исполнения
- 69. Кислые газы с установок аминовой очистки утилизируются на установке получения серы. Установка предназначена для получения элементарной
- 70. На заводе имеются две установки осушки газа, одна в составе цеха по подготовке газа (УПГ), вторая
- 71. В 2000-х годах на Отрадненском ГПЗ возникла серьезная проблема со сбытом сухого отбензиненного газа, который не
- 72. Блок-схема нового завода
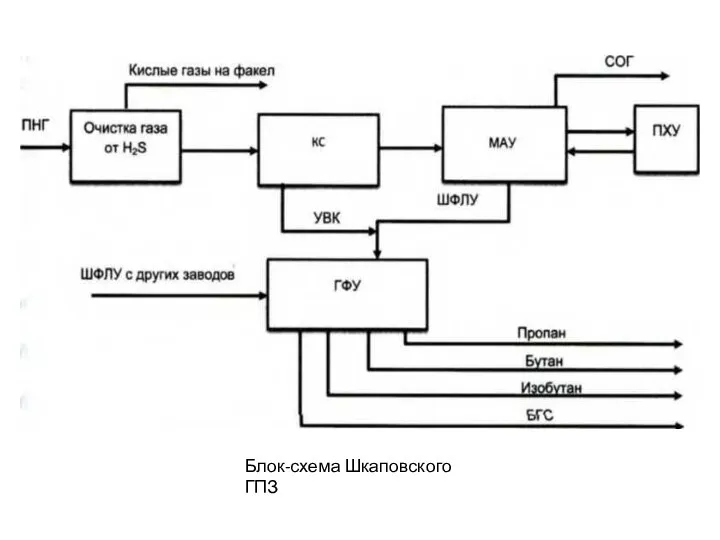
- 73. Шкаповский ГПЗ Расположен в Урало-Поволжье, г. Приютово, Башкортостан. Шкаповский ГПЗ перерабатывает ПНГ Шкаповского и других месторождений
- 74. Завод введен в эксплуатацию по установкам: КС и осушка I блока — 1959 г.; МАУ (маслоабсорбционная
- 75. Продукцией Шкаповского ГПЗ являются: - сухой отбензиненный газ; - широкая фракция легких углеводородов (ШФЛУ) для дальнейшей
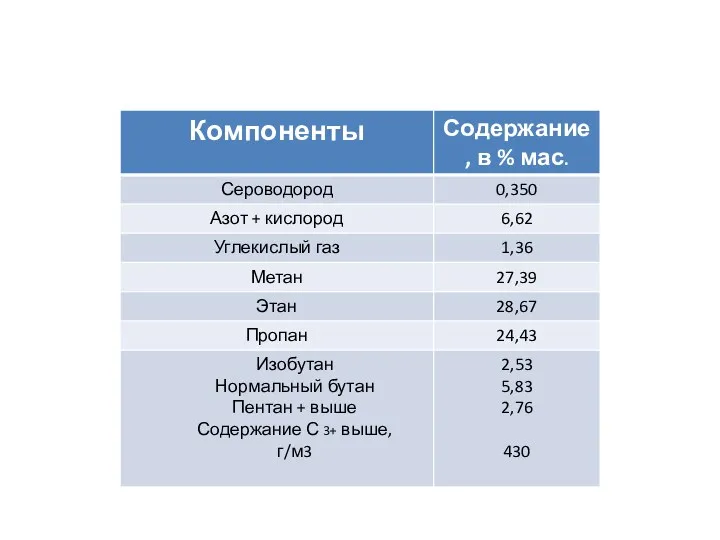
- 76. Проектный состав перерабатываемого нефтяного газа
- 77. В настоящее время мощность установки по переработке попутного нефтяного газа составляет 84 млн м3/год , фактически
- 78. Блок-схема Шкаповского ГПЗ
- 80. Очистка газа от кислых компонентов Нефтяные и природные газы могут содержать следующие так называемые кислые компоненты:
- 81. Необходимость очистки газа от этих компонентов объясняется следующими причинами. 1) H2S с парами воды образует слабую
- 82. Стадия очистки газа от кислых компонентов может быть и не предусмотрена при переработке газа, если содержание
- 83. Абсорбционный метод применяется при больших объёмах переработки газа, при большом содержанием H2S и С02 и при
- 84. Абсорбционный способ делится на три вида в зависимости от природы взаимодействия кислых компонентов с абсорбентом: 1)
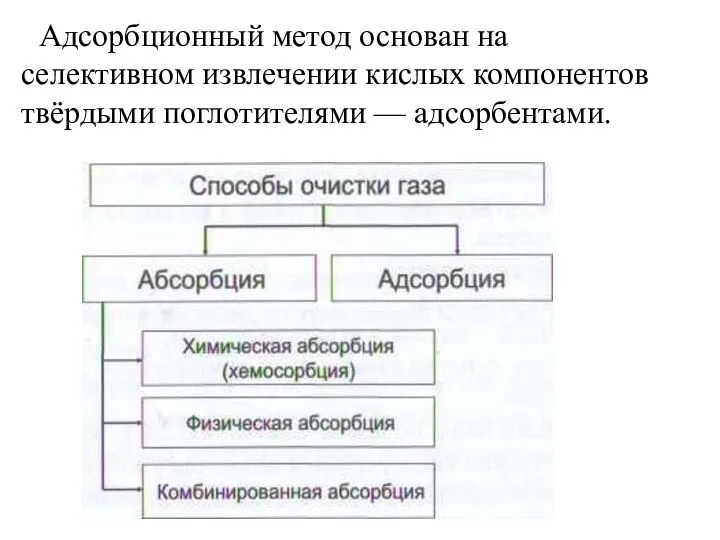
- 85. Адсорбционный метод основан на селективном извлечении кислых компонентов твёрдыми поглотителями — адсорбентами.
- 86. Хемосорбция — наиболее распространённый способ очистки. В качестве абсорбентов применяют амины: Моноэтаноламин (МЭА) Диэтаноламин (ДЭА) Триэтаноламин
- 87. H-N-CH2- СН3ОН МОНОЭТАНОЛАМИН (МЭА) I Н НО-СН2- CH2-N-CH2- сн2-он Диэтаноламин ( ДЭА) I н НО-СН2- CH2-N-CH2
- 88. но-сн- CH2-N-CH2- сн-он I I 1 СНз н СНз Диизопропаноламин (ДИПА) H-N-CH2 - СН2-О-СН2 - СН2-ОН
- 89. Кроме аминов, можно использовать растворы карбонатов калия или натрия. Чаще всего применяются растворы МЭА и ДЭА,
- 90. Моноэтаноламиновый процесс очистки является старейшим и наиболее распространённым способом. До конца 1950-х годов это был практически
- 91. Представим формулу моноэтаноламина HO-CH2-CH2-NH2 как R-NH2. Взаимодействие МЭА с H2S протекает по схеме: 2RNH2 +H2S -----
- 92. Реакции МЭА с СО2: 2 RН2 +СОг+Н20------- (RNHз )2 С03 карбонат МЭА (RН3 )2 СО2 +С02+Н20----
- 93. Все реакции обратимы. При температуре 20...40°С и повышенном давлении равновесие реакций смещается вправо. При температуре 115...130°С
- 94. Преимуществом этого способа являются: - низкая стоимость МЭА, - высокая реакционная способность, - стабильность МЭА и
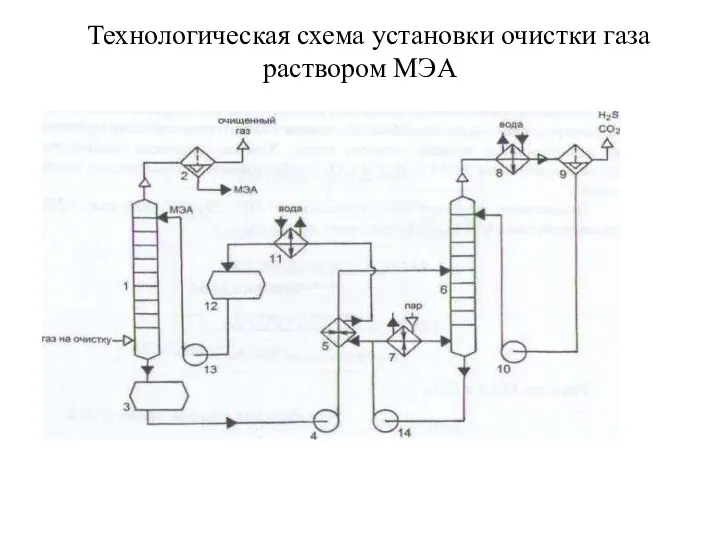
- 95. Технологическая схема установки очистки газа раствором МЭА
- 96. Неочищенный газ подаётся в низ абсорбера 1, где происходит контакт газа с раствором МЭА. Абсорбер имеет
- 97. Температуры верха колонны 65...88°С, низа 115...130°С. Подвод тепла в низ колонны 6 осуществляется глухим водяным паром
- 98. Газы из сепаратора 9 поступают на производство газовой серы или на сжигание. Регенерированный раствор МЭА насосом
- 99. К недостаткам этого способа очистки газа можно отнести: - образование трудноразлагаемых соединений МЭА с ЦЩ и
- 100. Вспенивание растворов аминов - одна из серьёзных проблем при эксплуатации установок очистки газа. Вспенивание приводит к
- 101. Диэтаноламин применяется для очистки газов, содержащих CS2 и COS, так как не образует с ними трудноразлагаемых
- 102. К недостаткам ДЭА можно отнести: - более высокая стоимость; - меньшая реакционная и поглотительная способность, чем
- 103. Дигликольамин применяется в виде 60...75%-го водного раствора для очистки газа от H2S СО2, COS, CS2 и
- 104. Диизопропаноламин применяется в виде 40%-го водного раствора и обеспечивает тонкую очистку газа от H2S и СО2
- 105. По очистке аминами можно сделать следующие выводы. Достоинства процесса: - достигается глубокая очистка газа от H2S
- 106. Очистка газов растворами солей щелочных металлов основана на хемосорбционной активности водных растворов карбонатов натрия и калия
- 107. При контакте этих растворов с сернистыми соединениями газа образуются соединения, легко разлагающиеся при последующей регенерации: Na2C03
- 108. Наиболее распространен поташпроцесс, где в качестве поглотителя используют 25...35%-й раствор К2С03, очищающий газ от H2S, С02,
- 110. Скачать презентацию
Стадия очистки газа от кислых компонентов может быть и не предусмотрена
Стадия очистки газа от кислых компонентов может быть и не предусмотрена
Абсорбционный метод применяется при больших объёмах переработки газа, при большом содержанием
Абсорбционный метод применяется при больших объёмах переработки газа, при большом содержанием
В России в настоящее время функционируют порядка 25 ГПЗ. Большая
В России в настоящее время функционируют порядка 25 ГПЗ. Большая
Газоперерабатывающий завод (ГПЗ) — промышленное предприятие, производящее из природных и
Газоперерабатывающий завод (ГПЗ) — промышленное предприятие, производящее из природных и
Технология газопереработки на ГПЗ включает:
-подготовку газа к переработке (очистка
Технология газопереработки на ГПЗ включает:
-подготовку газа к переработке (очистка
Методы переработки исходных продуктов на ГПЗ:
-абсорбционный — основан на
Методы переработки исходных продуктов на ГПЗ:
-абсорбционный — основан на
-адсорбционный — основан на способности твердых пористых материалов (адсорбентов) поглощать
-адсорбционный — основан на способности твердых пористых материалов (адсорбентов) поглощать
Для предотвращения гидратообразования при низкотемпературных процессах переработки газа в поток
Для предотвращения гидратообразования при низкотемпературных процессах переработки газа в поток
В состав ГПЗ, помимо основных технологических установок, входят: пункт приема
В состав ГПЗ, помимо основных технологических установок, входят: пункт приема
Первые ГПЗ в России производственной мощностью 100...300 тыс. м3/сутки были
Первые ГПЗ в России производственной мощностью 100...300 тыс. м3/сутки были
В развитии газопереработки нашей страны можно выделить четыре этапа, связанные
В развитии газопереработки нашей страны можно выделить четыре этапа, связанные
Дальнейшее развитие газопереработка получила в середине 70-х годов в период становления
Дальнейшее развитие газопереработка получила в середине 70-х годов в период становления
В середине 80-х годов началось освоение нефтяных месторождений, расположенных в
В середине 80-х годов началось освоение нефтяных месторождений, расположенных в
С середины 2000-х годов основное внимание газоперерабатывающей промышленности было сконцентрировано
С середины 2000-х годов основное внимание газоперерабатывающей промышленности было сконцентрировано
Наиболее масштабные работы в этом направлении проведены практически на всех
Наиболее масштабные работы в этом направлении проведены практически на всех
В этот период компанией «СИБУР» построен комплекс объектов по хранению,
В этот период компанией «СИБУР» построен комплекс объектов по хранению,
На Сургутском ГПЗ ОАО «Сургутнефтегаз» построена и введена в эксплуатацию установка
На Сургутском ГПЗ ОАО «Сургутнефтегаз» построена и введена в эксплуатацию установка
Астраханский газоперерабатывающий завод
Находится в Астраханской области пос. Аксарайский. Газоконденсатное месторождение,
Астраханский газоперерабатывающий завод
Находится в Астраханской области пос. Аксарайский. Газоконденсатное месторождение,
Пластовый газ Астраханского ГКМ характеризуется высоким содержанием сероводорода (до 25%
Пластовый газ Астраханского ГКМ характеризуется высоким содержанием сероводорода (до 25%
Разработка Астраханского газоконденсатного месторождения, открытого в 1976г., была начата в
Разработка Астраханского газоконденсатного месторождения, открытого в 1976г., была начата в
В настоящее время потенциальной сырьевой базой Астраханского ГПЗ являются два
В настоящее время потенциальной сырьевой базой Астраханского ГПЗ являются два
Астраханский ГПЗ - один из немногих заводов в мире, перерабатывающий
Астраханский ГПЗ - один из немногих заводов в мире, перерабатывающий
На завод с Астраханского газоконденсатного месторождения поступает пластовая смесь. Темпы
На завод с Астраханского газоконденсатного месторождения поступает пластовая смесь. Темпы
По технологическим принципам Астраханский газовый комплекс разделен на следующие объекты:
По технологическим принципам Астраханский газовый комплекс разделен на следующие объекты:
Завод состоит из двух очередей производительностью 6 млрд. м3 отсепарированного газа
Завод состоит из двух очередей производительностью 6 млрд. м3 отсепарированного газа
Стабильный конденсат и ШФЛУ с двух очередей завода поступают на
Стабильный конденсат и ШФЛУ с двух очередей завода поступают на
Товарная продукция завода:
-Товарный газ, направляемый в магистральный газопровод,
-Сера газовая
Товарная продукция завода:
-Товарный газ, направляемый в магистральный газопровод,
-Сера газовая
Оренбургский газоперерабатывающий завод
Оренбургский ГПЗ находится г. Оренбург, пос. Холодные Ключи
Сырьевой
Оренбургский газоперерабатывающий завод
Оренбургский ГПЗ находится г. Оренбург, пос. Холодные Ключи
Сырьевой
Содержание кислых компонентов в газе ОГКМ составляют (% мол.): сероводорода
Содержание кислых компонентов в газе ОГКМ составляют (% мол.): сероводорода
Цель создания завода - очистка газа от сернистых соединений (H2S
Цель создания завода - очистка газа от сернистых соединений (H2S
Третья очередь отличается от первых двух наличием установки низкотемпературной масляной
Третья очередь отличается от первых двух наличием установки низкотемпературной масляной
Оренбургское газоконденсатное месторождение (ОГКМ) в настоящее время характеризуется падающей добычей,
Оренбургское газоконденсатное месторождение (ОГКМ) в настоящее время характеризуется падающей добычей,
Основные технологические процессы ОГПЗ включают очистку газа от кислых компонентов
Основные технологические процессы ОГПЗ включают очистку газа от кислых компонентов
Общая суммарная проектная мощность установок стабилизации конденсата составляет ~ 5
Общая суммарная проектная мощность установок стабилизации конденсата составляет ~ 5
Южно-Балыкский ГПЗ
Южно-Балыкский ГПЗ расположен в Ханты-Мансийском АО-Югре, входит в состав
Южно-Балыкский ГПЗ
Южно-Балыкский ГПЗ расположен в Ханты-Мансийском АО-Югре, входит в состав
Проектная мощность Южно-Балыкского ГПЗ — 500 млн нм3/год нефтяного газа,
Проектная мощность Южно-Балыкского ГПЗ — 500 млн нм3/год нефтяного газа,
Принятая схема обеспечивает извлечение целевых углеводородов С3+выше на уровне 95
Принятая схема обеспечивает извлечение целевых углеводородов С3+выше на уровне 95
Для обеспечения приема и переработки дополнительных объемов добываемого ПНГ в течение
Для обеспечения приема и переработки дополнительных объемов добываемого ПНГ в течение
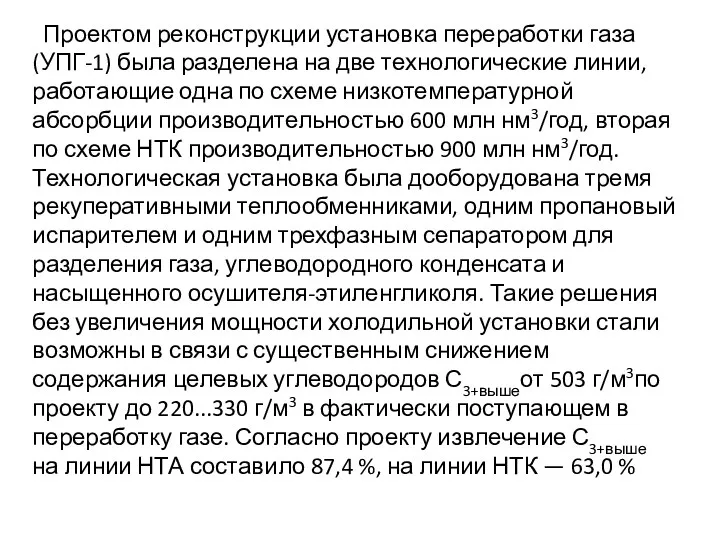
Проектом реконструкции установка переработки газа (УПГ-1) была разделена на две
Проектом реконструкции установка переработки газа (УПГ-1) была разделена на две
Таким образом, в результате реконструкции, проведенной с минимальными затратами, удалось
Таким образом, в результате реконструкции, проведенной с минимальными затратами, удалось
Белозерный ГПЗ
Белозерный ГПЗ мощностью 4,28 млрд м3/год по сырью выполнен
Белозерный ГПЗ
Белозерный ГПЗ мощностью 4,28 млрд м3/год по сырью выполнен
Введен в эксплуатацию в 1980 году. Запроектирован по схеме низкотемпературной
Введен в эксплуатацию в 1980 году. Запроектирован по схеме низкотемпературной
Генеральный проектировщик — институт «ВНИПИгазпереработка» (ОАО «НИПИгазпереработка»), г. Краснодар. Строительная
Генеральный проектировщик — институт «ВНИПИгазпереработка» (ОАО «НИПИгазпереработка»), г. Краснодар. Строительная
В состав завода входят две установки по переработке газа (УПГ-1,
В состав завода входят две установки по переработке газа (УПГ-1,
По проекту установки УПГ-1 и УПГ-2 Белозерного ГПЗ идентичны технологической установке
По проекту установки УПГ-1 и УПГ-2 Белозерного ГПЗ идентичны технологической установке
Время эксплуатации основного технологического оборудования установки Белозерного ГПЗ превышает 30
Время эксплуатации основного технологического оборудования установки Белозерного ГПЗ превышает 30
Описание технологической схемы процесса
Нефтяной газ поступает на завод с Самотлорского и
Описание технологической схемы процесса
Нефтяной газ поступает на завод с Самотлорского и
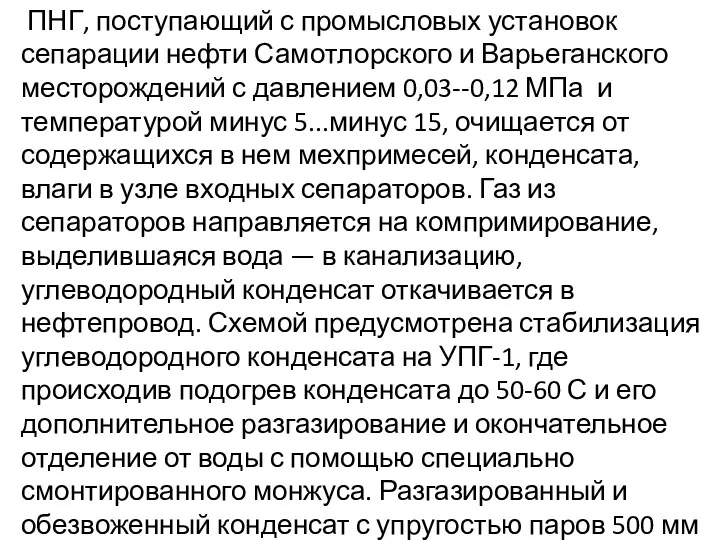
ПНГ, поступающий с промысловых установок сепарации нефти Самотлорского и Варьеганского
ПНГ, поступающий с промысловых установок сепарации нефти Самотлорского и Варьеганского
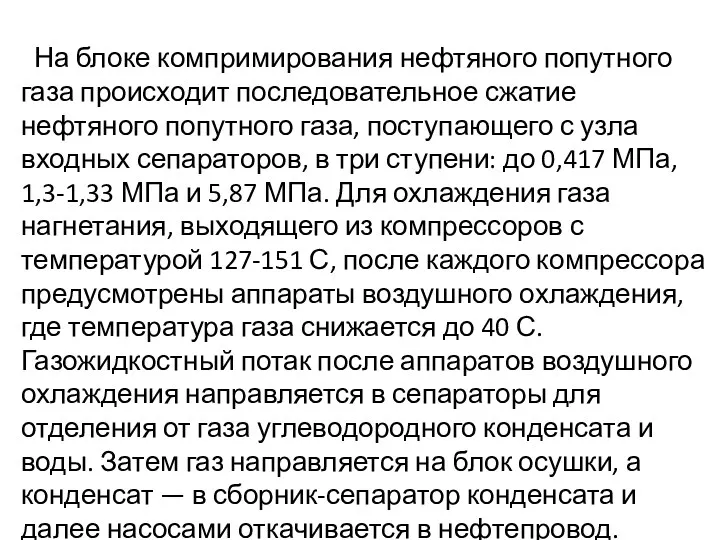
На блоке компримирования нефтяного попутного газа происходит последовательное сжатие нефтяного
На блоке компримирования нефтяного попутного газа происходит последовательное сжатие нефтяного
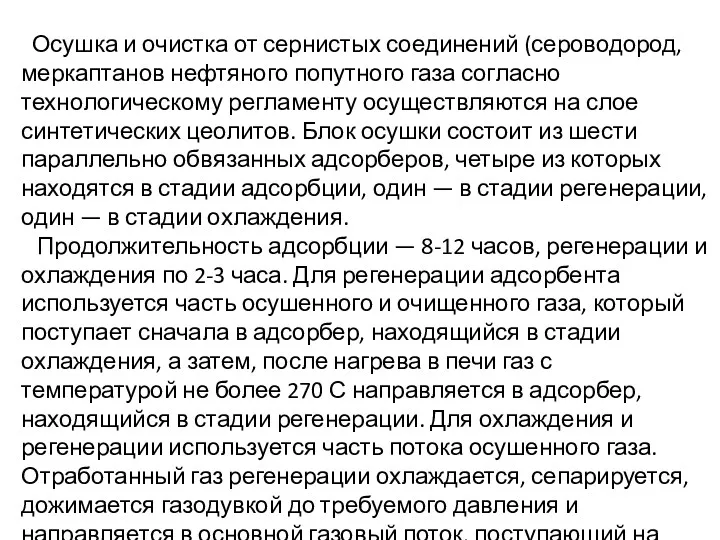
Осушка и очистка от сернистых соединений (сероводород, меркаптанов нефтяного попутного
Осушка и очистка от сернистых соединений (сероводород, меркаптанов нефтяного попутного
Нефтегорский ГПЗ
Расположен в Урало-Поволжье, г. Нефтегорск Куйбышевской области, входит в
Нефтегорский ГПЗ
Расположен в Урало-Поволжье, г. Нефтегорск Куйбышевской области, входит в
Генпроектировщик — институт «Гипровостокнефть ».
Завод запроектирован по схеме НТК с
Генпроектировщик — институт «Гипровостокнефть ».
Завод запроектирован по схеме НТК с
В состав основных технологических установок Нефтегорского ГПЗ входят:
-установки очистки
В состав основных технологических установок Нефтегорского ГПЗ входят:
-установки очистки
Проектная блок-схема Нефтегорского ГПЗ
Проектная блок-схема Нефтегорского ГПЗ
Отрадненский ГПЗ
Отрадненский ГПЗ расположен в г. Отрадном Куйбышевской области. Построен
Отрадненский ГПЗ
Отрадненский ГПЗ расположен в г. Отрадном Куйбышевской области. Построен
Продукцией Отрадненского ГПЗ являются:
-сухой отбензиненный газ (СОГ);
-сжиженный углеводородный
Продукцией Отрадненского ГПЗ являются:
-сухой отбензиненный газ (СОГ);
-сжиженный углеводородный
В состав Отрадненского ГПЗ входят следующие основные технологические объекты:
-газозамерный
В состав Отрадненского ГПЗ входят следующие основные технологические объекты:
-газозамерный
По проекту в состав завода входила установка по выделению из
По проекту в состав завода входила установка по выделению из
Блок-схема Отрадненского ГПЗ
Блок-схема Отрадненского ГПЗ
На заводе в эксплуатации находятся две установки очистки от кислых
На заводе в эксплуатации находятся две установки очистки от кислых
В 1985-1986 гг. институтом «НИПИгазпереработка» было проведено обследование работы установок,
В 1985-1986 гг. институтом «НИПИгазпереработка» было проведено обследование работы установок,
Перевод действующих установок сероочистки на технологию «ГАЗАМИН» не требовал изменения
Перевод действующих установок сероочистки на технологию «ГАЗАМИН» не требовал изменения
Кислые газы с установок аминовой очистки утилизируются на установке получения
Кислые газы с установок аминовой очистки утилизируются на установке получения
На заводе имеются две установки осушки газа, одна в составе
На заводе имеются две установки осушки газа, одна в составе
В 2000-х годах на Отрадненском ГПЗ возникла серьезная проблема со
В 2000-х годах на Отрадненском ГПЗ возникла серьезная проблема со
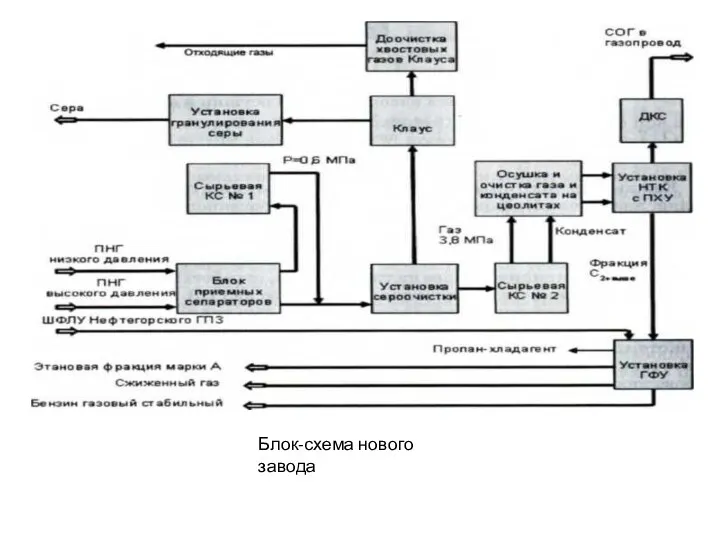
Блок-схема нового завода
Блок-схема нового завода
Шкаповский ГПЗ
Расположен в Урало-Поволжье, г. Приютово, Башкортостан. Шкаповский ГПЗ перерабатывает ПНГ
Шкаповский ГПЗ
Расположен в Урало-Поволжье, г. Приютово, Башкортостан. Шкаповский ГПЗ перерабатывает ПНГ
Завод введен в эксплуатацию по установкам:
КС и осушка I блока
Завод введен в эксплуатацию по установкам:
КС и осушка I блока
Продукцией Шкаповского ГПЗ являются:
- сухой отбензиненный газ;
- широкая
Продукцией Шкаповского ГПЗ являются:
- сухой отбензиненный газ;
- широкая
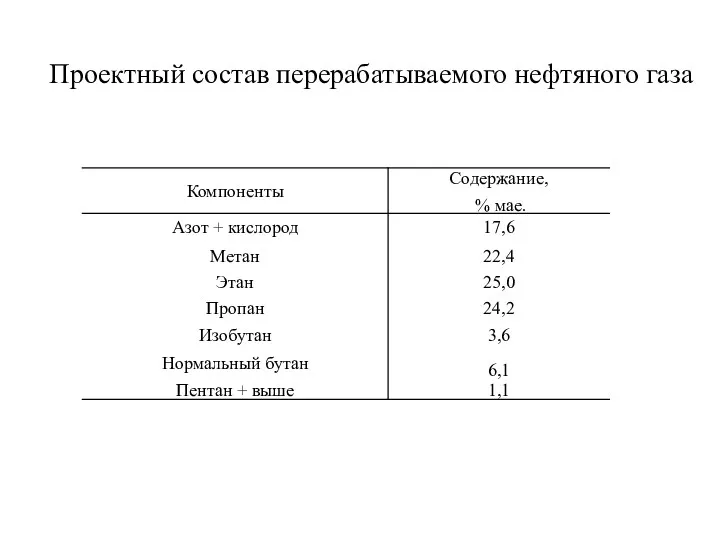
Проектный состав перерабатываемого нефтяного газа
Проектный состав перерабатываемого нефтяного газа
В настоящее время мощность установки по переработке попутного нефтяного газа
В настоящее время мощность установки по переработке попутного нефтяного газа
Блок-схема Шкаповского ГПЗ
Блок-схема Шкаповского ГПЗ

Очистка газа от кислых компонентов
Нефтяные и природные газы могут содержать следующие
Очистка газа от кислых компонентов
Нефтяные и природные газы могут содержать следующие
Необходимость очистки газа от этих компонентов объясняется следующими причинами.
1) H2S с парами
Необходимость очистки газа от этих компонентов объясняется следующими причинами.
1) H2S с парами
Стадия очистки газа от кислых компонентов может быть и не предусмотрена
Стадия очистки газа от кислых компонентов может быть и не предусмотрена
Абсорбционный метод применяется при больших объёмах переработки газа, при большом содержанием
Абсорбционный метод применяется при больших объёмах переработки газа, при большом содержанием
Абсорбционный способ делится на три вида в зависимости от природы взаимодействия
Абсорбционный способ делится на три вида в зависимости от природы взаимодействия
Адсорбционный метод основан на селективном извлечении кислых компонентов твёрдыми поглотителями —
Адсорбционный метод основан на селективном извлечении кислых компонентов твёрдыми поглотителями —
Хемосорбция — наиболее распространённый способ очистки. В качестве абсорбентов применяют амины:
Моноэтаноламин
Хемосорбция — наиболее распространённый способ очистки. В качестве абсорбентов применяют амины:
Моноэтаноламин
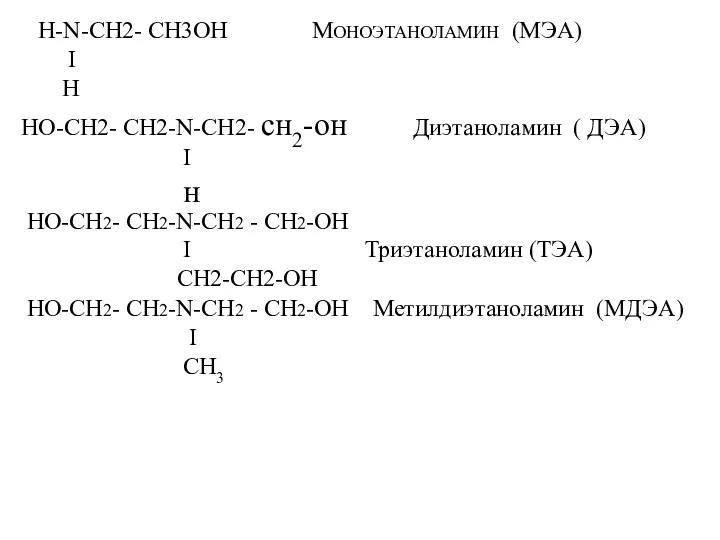
H-N-CH2- СН3ОН МОНОЭТАНОЛАМИН (МЭА)
I
Н
НО-СН2- CH2-N-CH2- сн2-он Диэтаноламин (
H-N-CH2- СН3ОН МОНОЭТАНОЛАМИН (МЭА)
I
Н
НО-СН2- CH2-N-CH2- сн2-он Диэтаноламин (
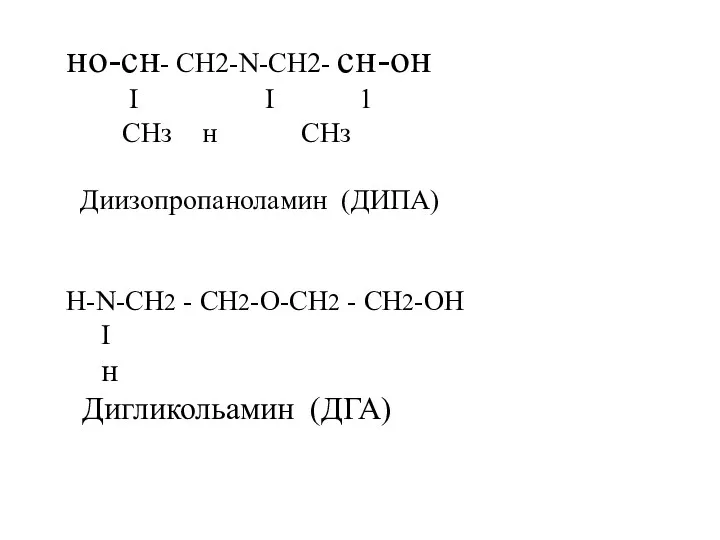
но-сн- CH2-N-CH2- сн-он
I I 1
СНз н СНз
Диизопропаноламин
но-сн- CH2-N-CH2- сн-он
I I 1
СНз н СНз
Диизопропаноламин
Кроме аминов, можно использовать растворы карбонатов калия или натрия. Чаще всего
Кроме аминов, можно использовать растворы карбонатов калия или натрия. Чаще всего
Моноэтаноламиновый процесс очистки является старейшим и наиболее распространённым способом. До конца
Моноэтаноламиновый процесс очистки является старейшим и наиболее распространённым способом. До конца
Представим формулу моноэтаноламина HO-CH2-CH2-NH2 как R-NH2. Взаимодействие МЭА с H2S протекает
Представим формулу моноэтаноламина HO-CH2-CH2-NH2 как R-NH2. Взаимодействие МЭА с H2S протекает
Реакции МЭА с СО2:
2 RН2 +СОг+Н20------- (RNHз )2 С03
карбонат МЭА
(RН3
Реакции МЭА с СО2:
2 RН2 +СОг+Н20------- (RNHз )2 С03
карбонат МЭА
(RН3
Все реакции обратимы. При температуре 20...40°С и повышенном давлении равновесие реакций
Все реакции обратимы. При температуре 20...40°С и повышенном давлении равновесие реакций
Преимуществом этого способа являются:
- низкая стоимость МЭА,
- высокая реакционная способность,
- стабильность МЭА и
Преимуществом этого способа являются:
- низкая стоимость МЭА,
- высокая реакционная способность,
- стабильность МЭА и
Технологическая схема установки очистки газа раствором МЭА
Технологическая схема установки очистки газа раствором МЭА
Неочищенный газ подаётся в низ абсорбера 1, где происходит контакт газа
Неочищенный газ подаётся в низ абсорбера 1, где происходит контакт газа
Температуры верха колонны 65...88°С, низа 115...130°С. Подвод тепла в низ колонны
Температуры верха колонны 65...88°С, низа 115...130°С. Подвод тепла в низ колонны
Газы из сепаратора 9 поступают на производство газовой серы или на
Газы из сепаратора 9 поступают на производство газовой серы или на
К недостаткам этого способа очистки газа можно отнести:
- образование трудноразлагаемых соединений МЭА
К недостаткам этого способа очистки газа можно отнести:
- образование трудноразлагаемых соединений МЭА
Вспенивание растворов аминов - одна из серьёзных проблем при эксплуатации установок
Вспенивание растворов аминов - одна из серьёзных проблем при эксплуатации установок
Диэтаноламин применяется для очистки газов, содержащих CS2 и COS, так
Диэтаноламин применяется для очистки газов, содержащих CS2 и COS, так
К недостаткам ДЭА можно отнести:
- более высокая стоимость;
- меньшая реакционная
К недостаткам ДЭА можно отнести:
- более высокая стоимость;
- меньшая реакционная
Дигликольамин применяется в виде 60...75%-го водного раствора для очистки газа от
Дигликольамин применяется в виде 60...75%-го водного раствора для очистки газа от
Диизопропаноламин применяется в виде 40%-го водного раствора и обеспечивает тонкую очистку
Диизопропаноламин применяется в виде 40%-го водного раствора и обеспечивает тонкую очистку
По очистке аминами можно сделать следующие выводы. Достоинства процесса:
- достигается глубокая очистка
По очистке аминами можно сделать следующие выводы. Достоинства процесса:
- достигается глубокая очистка
Очистка газов растворами солей щелочных металлов основана на хемосорбционной активности водных
Очистка газов растворами солей щелочных металлов основана на хемосорбционной активности водных
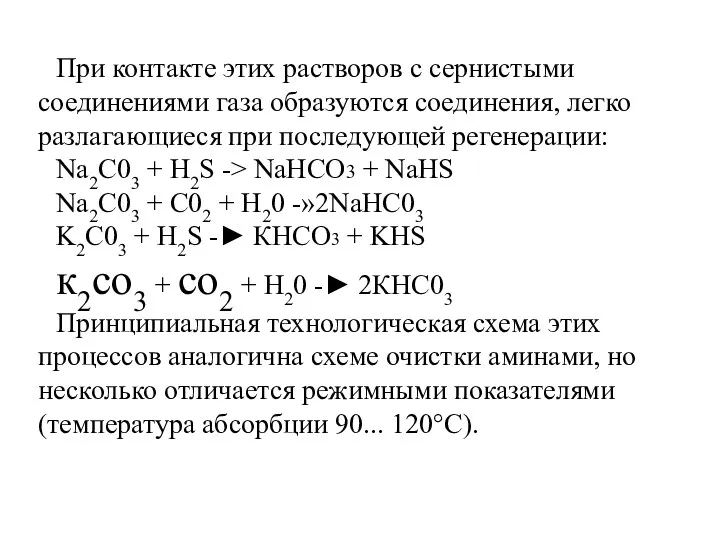
При контакте этих растворов с сернистыми соединениями газа образуются соединения, легко
При контакте этих растворов с сернистыми соединениями газа образуются соединения, легко
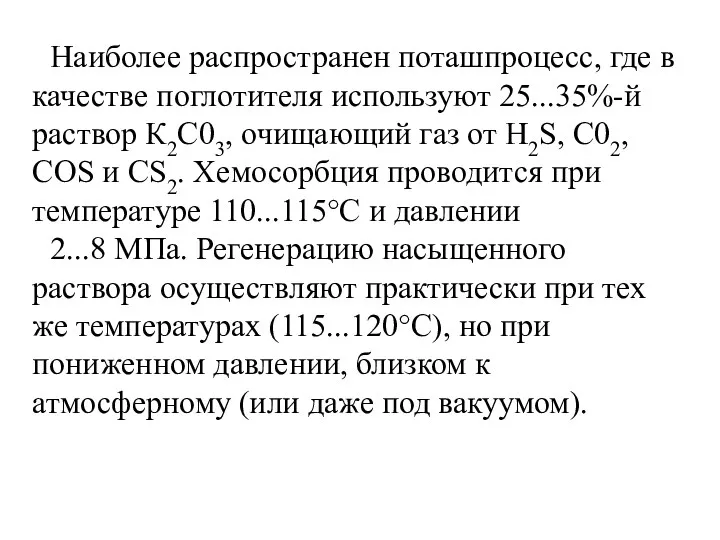
Наиболее распространен поташпроцесс, где в качестве поглотителя используют 25...35%-й раствор К2С03,
Наиболее распространен поташпроцесс, где в качестве поглотителя используют 25...35%-й раствор К2С03,
 Переславль-Залесский – жемчужина в Золотом кольце
Переславль-Залесский – жемчужина в Золотом кольце Презентация - викторина Мир птиц!
Презентация - викторина Мир птиц! Как растет цветок
Как растет цветок Измерительные приборы
Измерительные приборы Старт 2.2. Arduino
Старт 2.2. Arduino ИГРОВЫЕ ТЕХНОЛОГИИ В ДЕТСКОМ САДУ
ИГРОВЫЕ ТЕХНОЛОГИИ В ДЕТСКОМ САДУ Портал недвижимости для собственников и профессионалов Primarkt.Ru
Портал недвижимости для собственников и профессионалов Primarkt.Ru Неделя : Добра
Неделя : Добра Анализ контрольных и проверочных работ по русскому языку
Анализ контрольных и проверочных работ по русскому языку Загрязнение атмосферы
Загрязнение атмосферы ВКР: Проектирование корпуса Лукояновского молочного завода, подбор и анализ конструкций здания
ВКР: Проектирование корпуса Лукояновского молочного завода, подбор и анализ конструкций здания Путешествие по Африке
Путешествие по Африке Национальные стили ведения деловых переговоров
Национальные стили ведения деловых переговоров Болезни органов пищеварения
Болезни органов пищеварения Основа экономики
Основа экономики Свадьба в стиле Рустик
Свадьба в стиле Рустик Стихотворения и картины о детях-героях Великой Отечественной войны
Стихотворения и картины о детях-героях Великой Отечественной войны Система охлаждения газа после компримирования
Система охлаждения газа после компримирования Презентация детского самоуправления РОСТОК
Презентация детского самоуправления РОСТОК Константин Хабенский
Константин Хабенский The history of the BMW brand
The history of the BMW brand Презентация Использование технологии Дебаты для формирования УУД.
Презентация Использование технологии Дебаты для формирования УУД. Презентация к уроку географии в 9 классе Хозяйство Центральной России
Презентация к уроку географии в 9 классе Хозяйство Центральной России Технологическая карта изготовления Кактуса
Технологическая карта изготовления Кактуса Новая аттестация учителей: Порядок аттестации педагогических работников государственных и муниципальных образовательных учреждений
Новая аттестация учителей: Порядок аттестации педагогических работников государственных и муниципальных образовательных учреждений Сценарий праздника До свидания, первый класс!
Сценарий праздника До свидания, первый класс! Животные леса
Животные леса ИКТ в образовательном процессе
ИКТ в образовательном процессе