- Индукционная сварка металлов

Содержание
- 2. При индукционной сварке (ИС) детали нагревают или вихревыми токами, наводимыми магнитным полем, создаваемым близко расположенным к
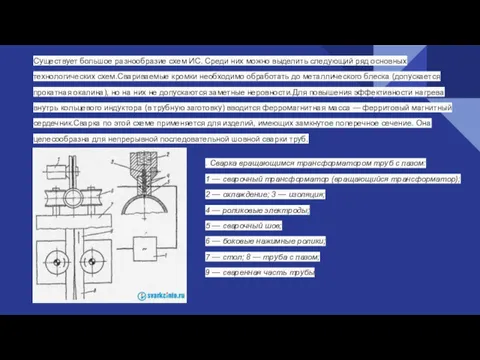
- 3. Существует большое разнообразие схем ИС. Среди них можно выделить следующий ряд основных технологических схем.Свариваемые кромки необходимо
- 4. Этот метод может применяться для сварки труб диаметром 10—100 мм с толщиной стенок 0,5—15 мм из
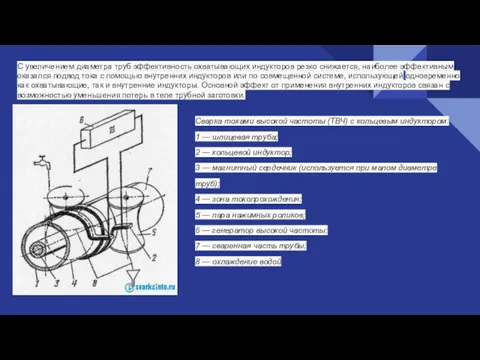
- 5. С увеличением диаметра труб эффективность охватывающих индукторов резко снижается, наиболее эффективным оказался подвод тока с помощью
- 6. С помощью сварки изготавливают высококачественные стальные трубы в соответствии с условиями поставки на сварные стальные трубы.
- 8. Скачать презентацию
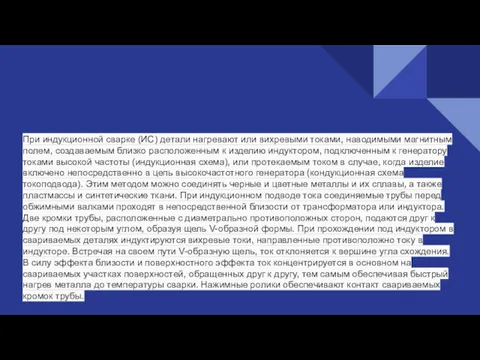
При индукционной сварке (ИС) детали нагревают или вихревыми токами, наводимыми магнитным
При индукционной сварке (ИС) детали нагревают или вихревыми токами, наводимыми магнитным
Существует большое разнообразие схем ИС. Среди них можно выделить следующий ряд
Существует большое разнообразие схем ИС. Среди них можно выделить следующий ряд

Этот метод может применяться для сварки труб диаметром 10—100 мм с
Этот метод может применяться для сварки труб диаметром 10—100 мм с
С увеличением диаметра труб эффективность охватывающих индукторов резко снижается, наиболее эффективным
С увеличением диаметра труб эффективность охватывающих индукторов резко снижается, наиболее эффективным

С помощью сварки изготавливают высококачественные стальные трубы в соответствии с условиями
С помощью сварки изготавливают высококачественные стальные трубы в соответствии с условиями
 Компьютерное зрение: плюсы и минусы
Компьютерное зрение: плюсы и минусы Қан тамырлар жуйеси. Жүрек құрылысы
Қан тамырлар жуйеси. Жүрек құрылысы Холера. Определение. Характеристика
Холера. Определение. Характеристика Витамины - наши друзья
Витамины - наши друзья Методика расследования изнасилований
Методика расследования изнасилований Презентация занятия в подготовительной логопедической группе Весенний праздник птиц
Презентация занятия в подготовительной логопедической группе Весенний праздник птиц Презентация по теме Вредные привычки
Презентация по теме Вредные привычки Общая синдесмология
Общая синдесмология Средства автоматизации
Средства автоматизации Идеальный учитель - какой он?
Идеальный учитель - какой он? Медиахолдинг ЦСК
Медиахолдинг ЦСК Сучасний стан розвитку міжконфесійних відносин в Україні та світі
Сучасний стан розвитку міжконфесійних відносин в Україні та світі Методы решения научно-технических задач в строительстве
Методы решения научно-технических задач в строительстве Клиника и патогенез аутоиммунного гепатита
Клиника и патогенез аутоиммунного гепатита Позитивное мышление
Позитивное мышление Где находится/ находятся …?
Где находится/ находятся …? Игорь Кио
Игорь Кио Шаблон презентации УМНИК 2016
Шаблон презентации УМНИК 2016 Международный день грамотности
Международный день грамотности Трактори, які використовуються у лісовому господарстві. Лекція №1
Трактори, які використовуються у лісовому господарстві. Лекція №1 Презентация к празднику День матери Диск
Презентация к празднику День матери Диск Экология. Среда обитания и факторы среды. Закономерности действия факторов среды на организм человека
Экология. Среда обитания и факторы среды. Закономерности действия факторов среды на организм человека Солнечная система, естествознание, 5 класс
Солнечная система, естествознание, 5 класс Защита линий электропередачи с двухсторонним питанием, генераторов и трансформаторов
Защита линий электропередачи с двухсторонним питанием, генераторов и трансформаторов Иван Сергеевич Тургенев 1818-1883
Иван Сергеевич Тургенев 1818-1883 Презентация Задачи и содержание педагогической диагностики индивидуального развития дошкольников в соответствии с требованиями ФГОС дошкольного образования
Презентация Задачи и содержание педагогической диагностики индивидуального развития дошкольников в соответствии с требованиями ФГОС дошкольного образования Презентация к уроку по теме Антарктида.
Презентация к уроку по теме Антарктида. Конспект НОД по формированию основ экологической культуры для второй младшей группы: Есть чудесная водица
Конспект НОД по формированию основ экологической культуры для второй младшей группы: Есть чудесная водица