- Инструментальные материалы и покрытия

Содержание
- 2. 3. - обладать достаточно высокими прочностью и ударной вязкостью и сопротивляться появлению трещин (т.е. иметь высокую
- 3. 6. - должен обладать технологическими свойствами, обеспечивающими оптимальные условия изготовления из него инструментов. Для инструментальных сталей
- 4. 2. Инструментальные материалы и тенденции их развития
- 5. Разнообразие условий работы инструментов для обработки давлением и резанием вызывает необходимость создания большого числа различных инструментальных
- 6. Анализ основных направлений совершенствования инструментальных материалов позволяет отметить, что они связаны с ростом твердости, теплостойкости, износостойкости
- 7. При обработке резанием конструкционных сталей на малых и средних скоростях резания в сочетании со средними и
- 8. ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ По структуре различают: Эвтектоидные (мартенсит или троостит 45-55 HRC ) Заэвтектоидные ледебуритные (мартенсит +
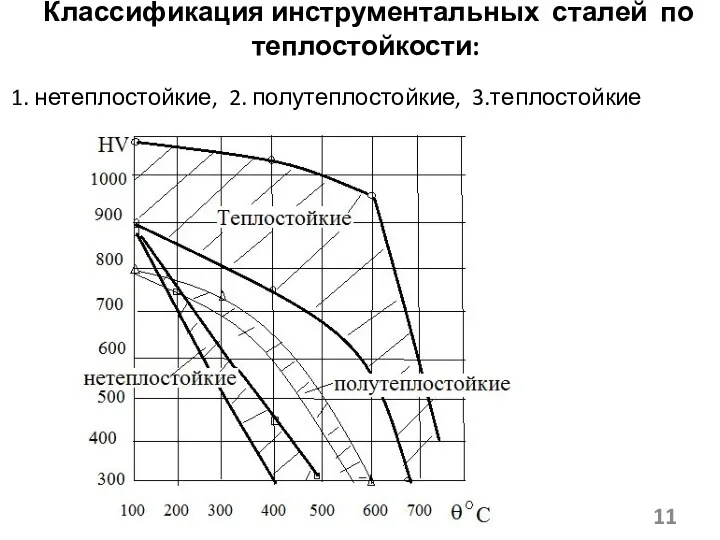
- 9. По теплостойкости различают: 1. нетеплостойкие, 2. полутеплостойкие, 3.теплостойкие (умеренной, повышенной и высокой теплостойкости) Нетеплостойкие инструментальные стали
- 10. Структура высоколегированных инструментальных сталей сложна, неравновесна и неоднородна. Поэтому можно указать лишь основные структурные особенности (классы)
- 11. Классификация инструментальных сталей по теплостойкости: 1. нетеплостойкие, 2. полутеплостойкие, 3.теплостойкие
- 12. Нетеплостойкие инструментальные стали , как менее легированные, различают по прокаливаемости: а) углеродистые и низколегированные стали небольшой
- 13. при закалке в результате мартенситного превращения приобретают высокую твердость и прочность. При отпуске 250 – 400
- 14. в) у сталей с низким содержанием углерода ( Свойства, полученные термообработкой сохраняются при высоком нагреве Стали
- 15. Классификация инструментальных сталей по твердости и вязкости Различают инструментальные стали : а) высокой твердости и износостойкости,
- 16. Классификация инструментальных сталей по назначению Стали для режущих инструментов: Преимущественно используются быстрорежущие стали, т.е. теплостойкие стали
- 17. Для металлорежущих и некоторых деревообрабатывающих инструментов используют заэвтектоидные стали этой группы, а для деревообрабатывающих и других
- 18. Штамповые стали для холодного деформирования Используют нетеплостойкие и полутеплостойкие инструментальные стали высокой твердости, а при значительных
- 19. 2. ХИМИЧЕСКИЙ СОСТАВ И МАРКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ Обозначение марок инструментальных сталей При обозначении марок сталей начальные
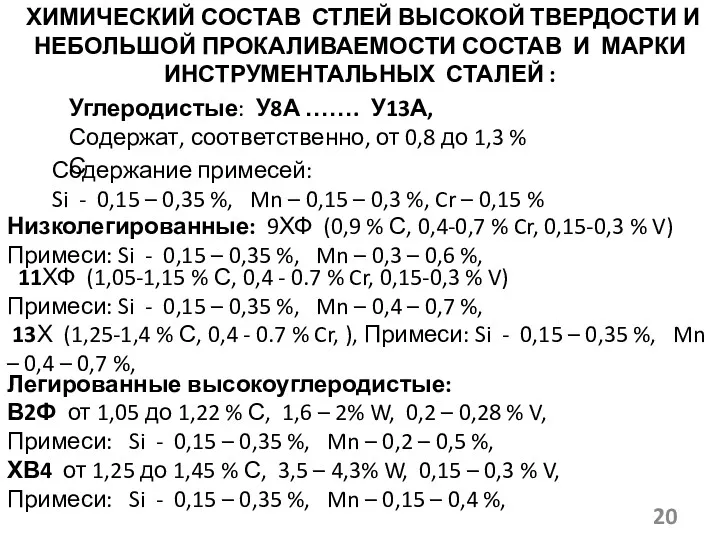
- 20. ХИМИЧЕСКИЙ СОСТАВ СТЛЕЙ ВЫСОКОЙ ТВЕРДОСТИ И НЕБОЛЬШОЙ ПРОКАЛИВАЕМОСТИ СОСТАВ И МАРКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ : Углеродистые: У8А
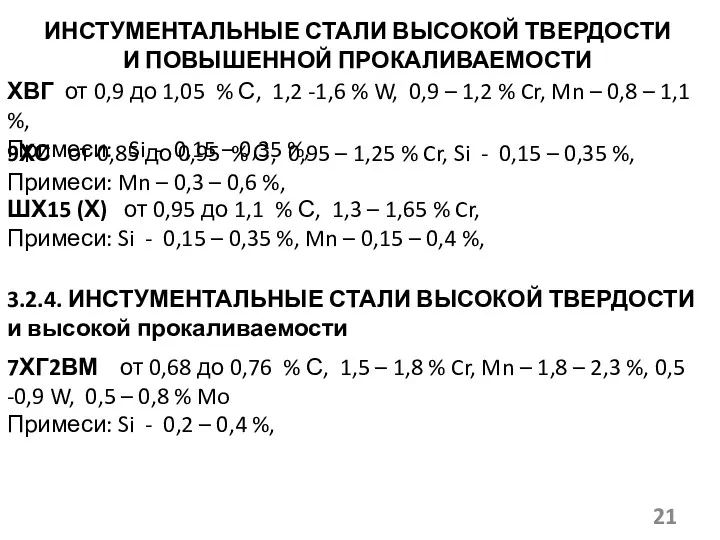
- 21. ИНСТУМЕНТАЛЬНЫЕ СТАЛИ ВЫСОКОЙ ТВЕРДОСТИ И ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ ХВГ от 0,9 до 1,05 % С, 1,2 -1,6
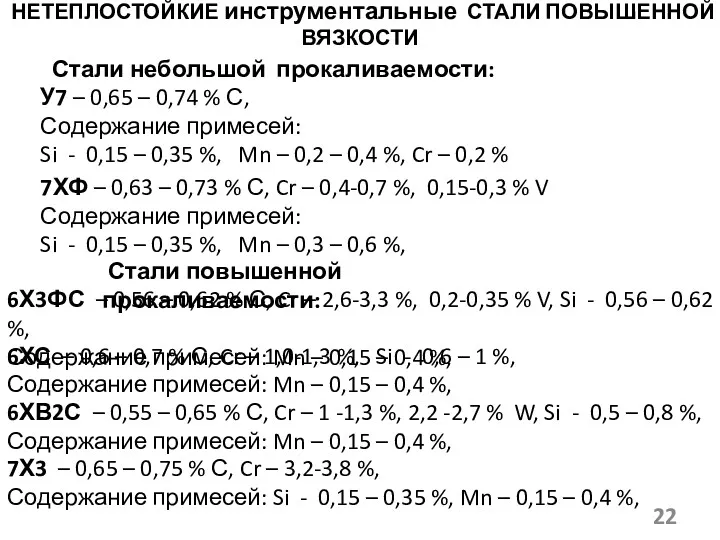
- 22. НЕТЕПЛОСТОЙКИЕ инструментальные СТАЛИ ПОВЫШЕННОЙ ВЯЗКОСТИ Стали небольшой прокаливаемости: У7 – 0,65 – 0,74 % С, Содержание
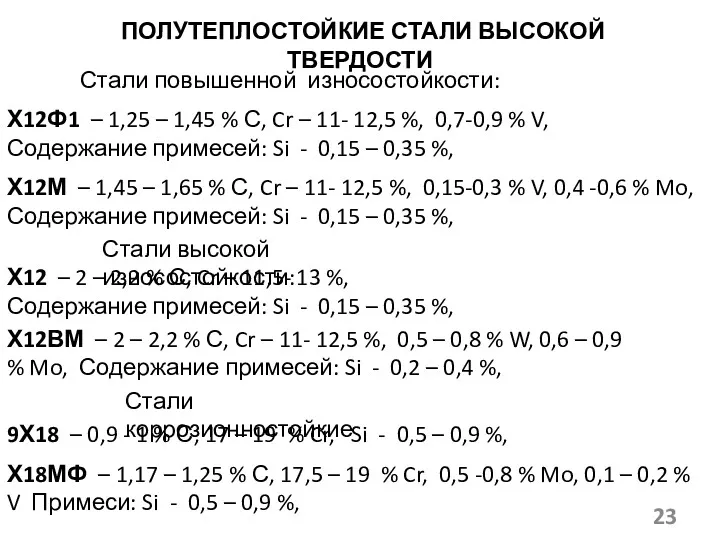
- 23. ПОЛУТЕПЛОСТОЙКИЕ СТАЛИ ВЫСОКОЙ ТВЕРДОСТИ Стали повышенной износостойкости: Х12Ф1 – 1,25 – 1,45 % С, Cr –
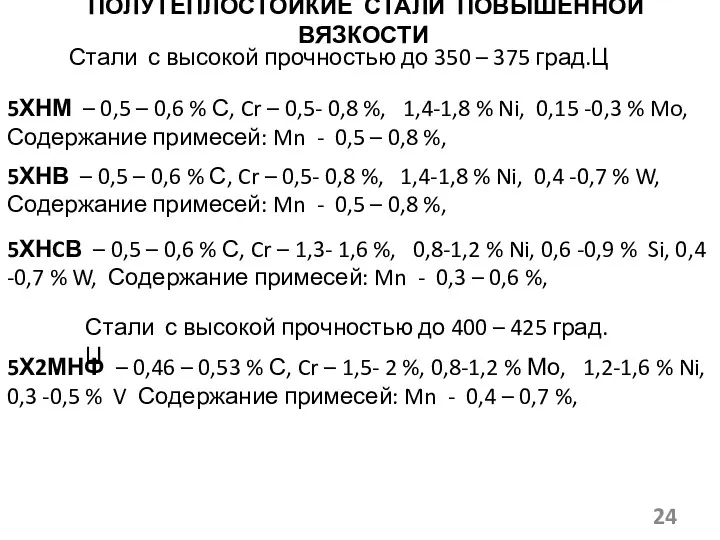
- 24. ПОЛУТЕПЛОСТОЙКИЕ СТАЛИ ПОВЫШЕННОЙ ВЯЗКОСТИ Стали с высокой прочностью до 350 – 375 град.Ц 5ХНМ – 0,5
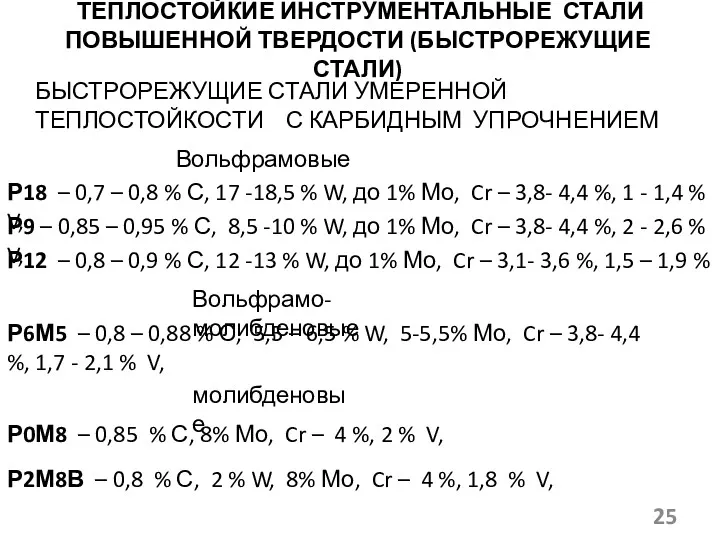
- 25. ТЕПЛОСТОЙКИЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ ПОВЫШЕННОЙ ТВЕРДОСТИ (БЫСТРОРЕЖУЩИЕ СТАЛИ) БЫСТРОРЕЖУЩИЕ СТАЛИ УМЕРЕННОЙ ТЕПЛОСТОЙКОСТИ С КАРБИДНЫМ УПРОЧНЕНИЕМ Вольфрамовые Р18
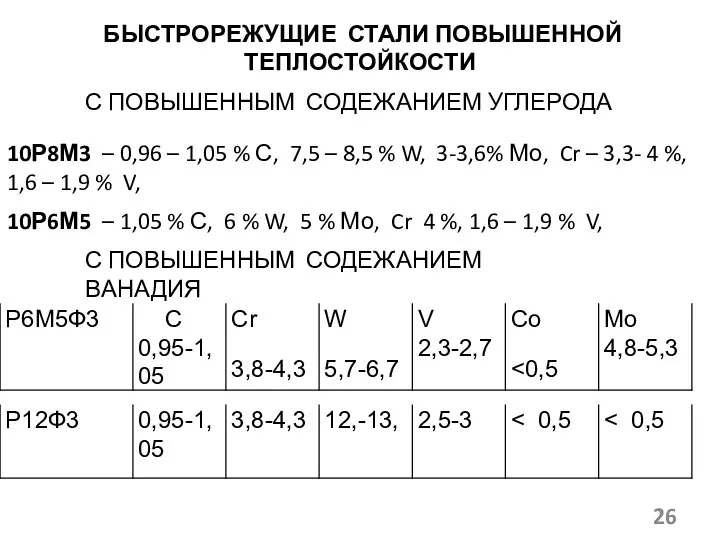
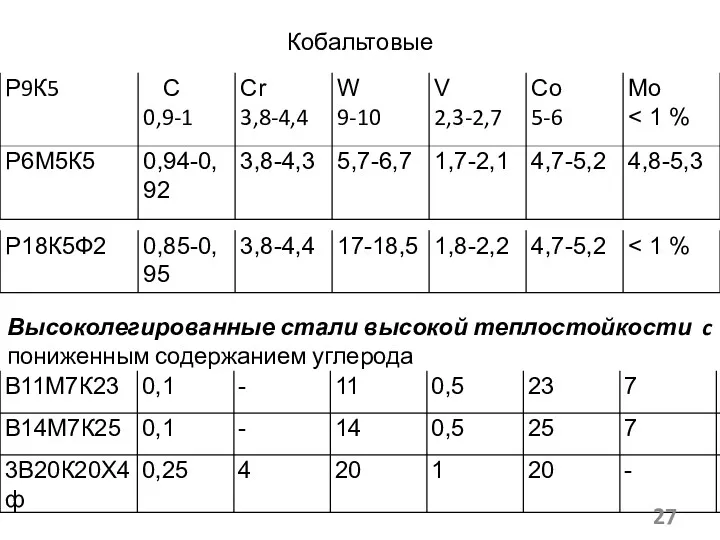
- 26. БЫСТРОРЕЖУЩИЕ СТАЛИ ПОВЫШЕННОЙ ТЕПЛОСТОЙКОСТИ С ПОВЫШЕННЫМ СОДЕЖАНИЕМ УГЛЕРОДА 10Р8М3 – 0,96 – 1,05 % С, 7,5
- 27. Кобальтовые Высоколегированные стали высокой теплостойкости c пониженным содержанием углерода
- 28. 3. СТРУКТУРА ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ Структурное состояние углеродистых сталей. (см. диаграмму «железо-углерод» - след. слайд) В зависимости
- 29. Диаграмма железо -углерод
- 30. Перлитом называют механическую смесь феррита с цементитом. Перлит- это продукт распада аустенита при медленном охлаждении. Он
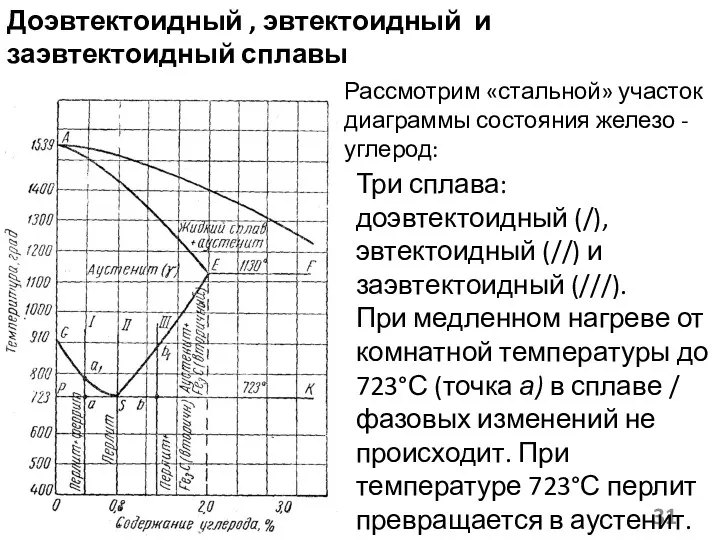
- 31. Три сплава: доэвтектоидный (/), эвтектоидный (//) и заэвтектоидный (///). При медленном нагреве от комнатной температуры до
- 32. Часть диаграммы состояния «Fe – Fe3C» для сплавов, испытывающих эвтектоидное превращение Сплав II с содержанием углерода
- 33. Сплав I с содержанием углерода менее 0,8 % называют доэвтектоидной сталью. В интервале температур точек 1
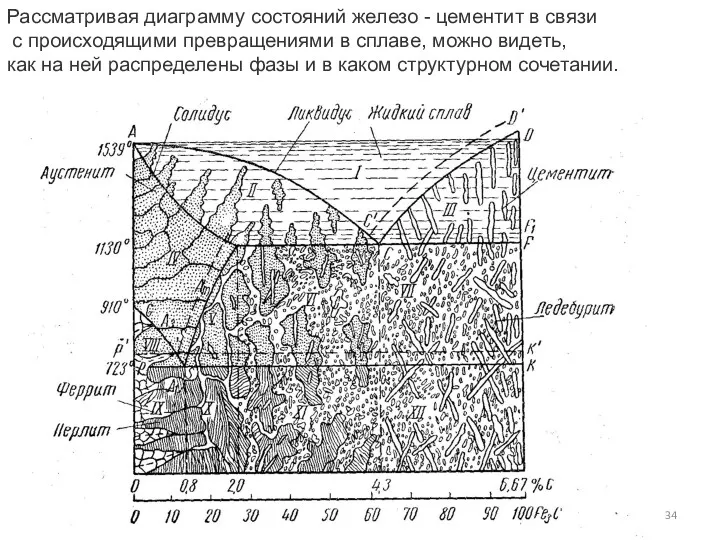
- 34. Рассматривая диаграмму состояний железо - цементит в связи с происходящими превращениями в сплаве, можно видеть, как
- 35. Ледебуритные стали, имеющие в структуре первичные карбиды, выделившиеся из жидкой стали. В литом виде избыточные карбиды
- 36. Структура заэвтектоидных инструментальных сталей Структуру заэвтектоидной стали приобретают углеродистые и малолегированные стали. Максимальная твердость 63-64 HRC
- 37. Карбиды задерживают рост зерна при нагреве под закалку, это позволяет получить высокую твердость при удовлетворительной прочности
- 38. Карбиды задерживают рост зерна при нагреве под закалку, это позволяет получить высокую твердость при удовлетворительной прочности
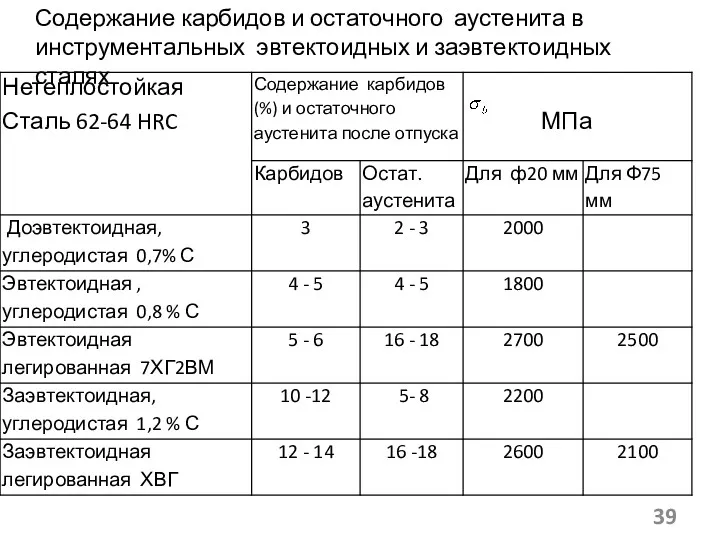
- 39. Содержание карбидов и остаточного аустенита в инструментальных эвтектоидных и заэвтектоидных сталях
- 40. Структура эвтектоидных инструментальных сталей Структуру эвтектоидных сталей могут иметь как нетеплостойкие, так и более легированные полутеплостойкие
- 41. Поскольку с увеличением легирования снижается содержание углерода в перлите, то при этом твердость закаленной стали меньше:
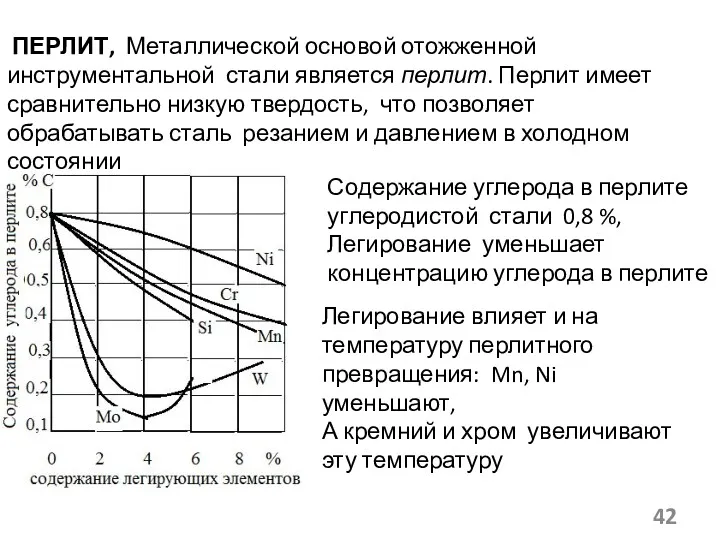
- 42. ПЕРЛИТ, Металлической основой отожженной инструментальной стали является перлит. Перлит имеет сравнительно низкую твердость, что позволяет обрабатывать
- 43. Дисперсность . Дисперсность перлита зависит от условий охлаждения и выдержки ниже А1, а также от состава
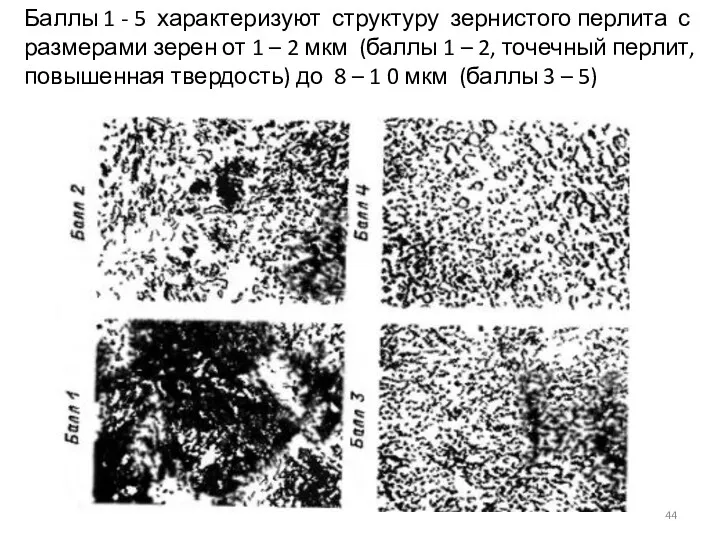
- 44. Баллы 1 - 5 характеризуют структуру зернистого перлита с размерами зерен от 1 – 2 мкм
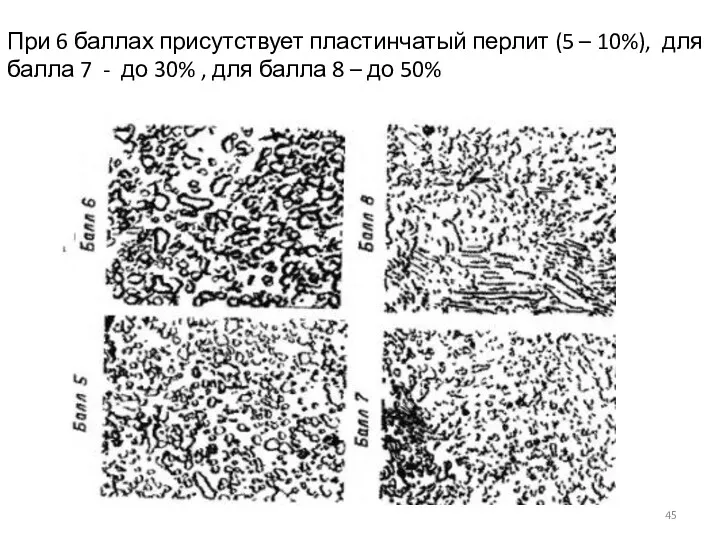
- 45. При 6 баллах присутствует пластинчатый перлит (5 – 10%), для балла 7 - до 30% ,
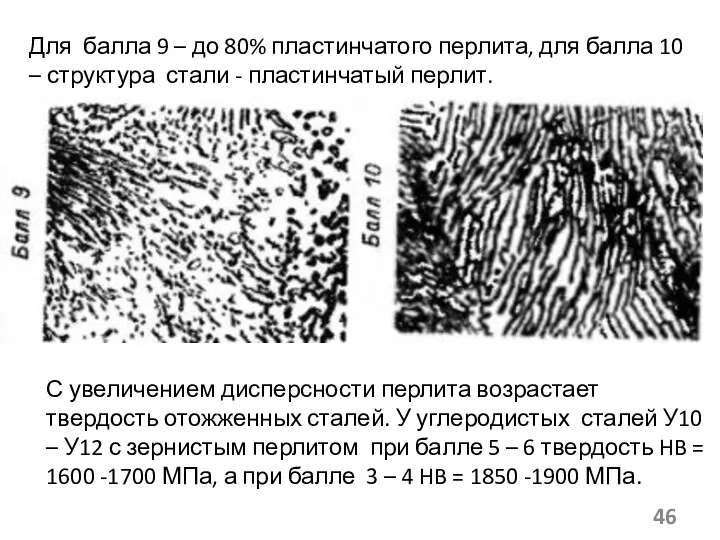
- 46. Для балла 9 – до 80% пластинчатого перлита, для балла 10 – структура стали - пластинчатый
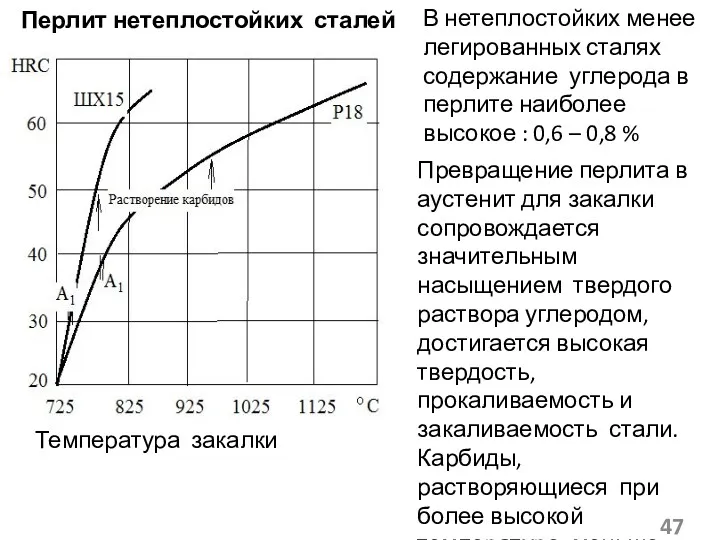
- 47. Перлит нетеплостойких сталей Превращение перлита в аустенит для закалки сопровождается значительным насыщением твердого раствора углеродом, достигается
- 48. Протекание перлитного превращения и некоторые свойства перлита зависят также от формы и размеров присутствующих в нем
- 49. При повышенном нагреве при отжиге заэвтектоидная сталь из-за растворения карбидов и уменьшения возможных центров кристаллизации, а
- 50. Твердость HB стали Х (ШХ15) при зернистом перлите 1870 -2170 Мпа, а при точечном 2070 –
- 51. ПЕРЛИТ ПОЛУТЕПЛОСТОЙКИХ И ТЕПЛОСТОЙКИХ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ Перлит этих высоколегированных сталей содержит мало углерода : 0,2 -
- 52. Мартенсит – пересыщенный твердый раствор внедрения углерода в Feα. Мартенситное превращение имеет место при высоких скоростях
- 53. ОСОБЕННОСТИ ФАЗОВОГО α→ γ ПРЕВРАЩЕНИЯ Температура начала α→ γ превращения определяет теплостойкость, поскольку при приближении к
- 54. При повышении температуры отпуска до 200—300°С остаточный аустенит превращается в отпущенный мартенсит. В легированных сталях это
- 55. При повышении температуры отпуска до 450°С и более мелкие частицы как бы сливаются с более крупными.
- 56. Для обеспечения однородности свойств в разных плавках одной марки эвтектоидной стали необходимо строго соблюдать пределы содержания
- 57. О свойствах мартенсита Твердость мартенсита закаленной стали определяется концентрацией углерода от 60-62 HRC при концентрации углерода
- 58. Пластичность мартенсита значительны у никелевого мартенсита из-за его небольшой способности к упрочнению Устойчивость мартенсита против распада
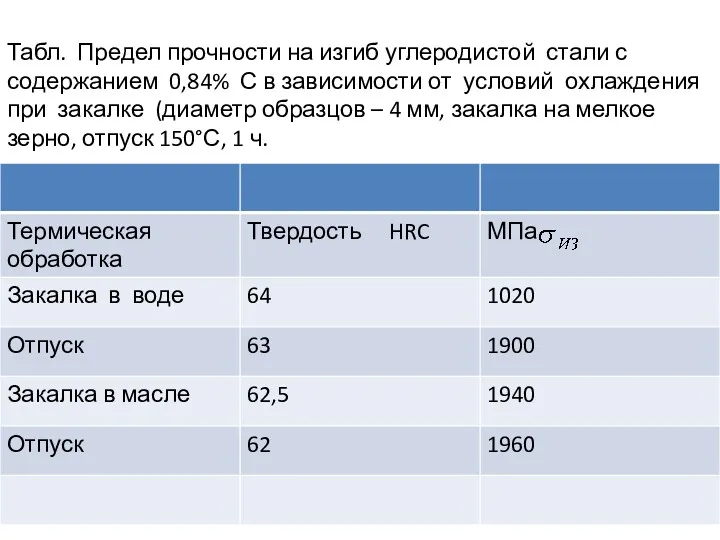
- 59. Табл. Предел прочности на изгиб углеродистой стали с содержанием 0,84% С в зависимости от условий охлаждения
- 60. Влияние величины кристаллов мартенсита Кристаллы мартенсита в инструментальных сталях с углеродом имеют игольчатую форму, а кристаллы
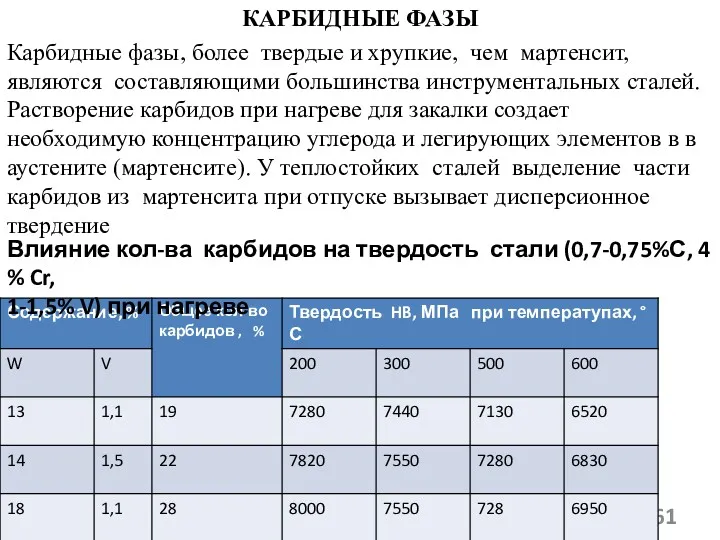
- 61. КАРБИДНЫЕ ФАЗЫ Карбидные фазы, более твердые и хрупкие, чем мартенсит, являются составляющими большинства инструментальных сталей. Растворение
- 62. Положительная роль избыточных карбидов заключается в препятствии росту зерна при нагреве до температуры закалки и пластического
- 63. СТРОЕНИЕ И СВОЙСТВА КАРБИДНЫХ ФАЗ Основная карбидная фаза нетеплостойких сталей - цементит (Fe3C) Цементит ферромагнитен Твердость
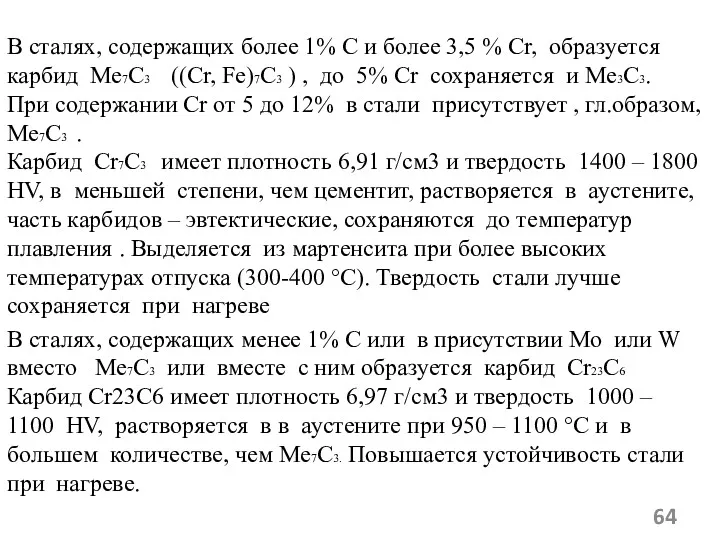
- 64. В сталях, содержащих более 1% С и более 3,5 % Cr, образуется карбид Me7C3 ((Cr, Fe)7C3
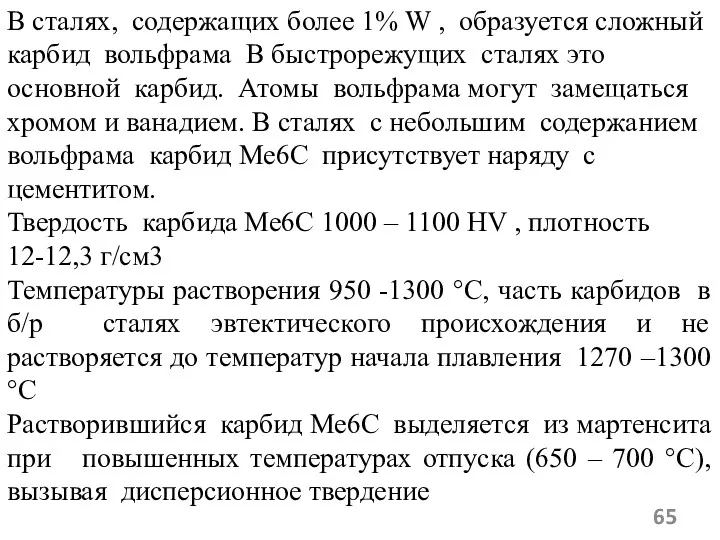
- 65. В сталях, содержащих более 1% W , образуется сложный карбид вольфрама В быстрорежущих сталях это основной
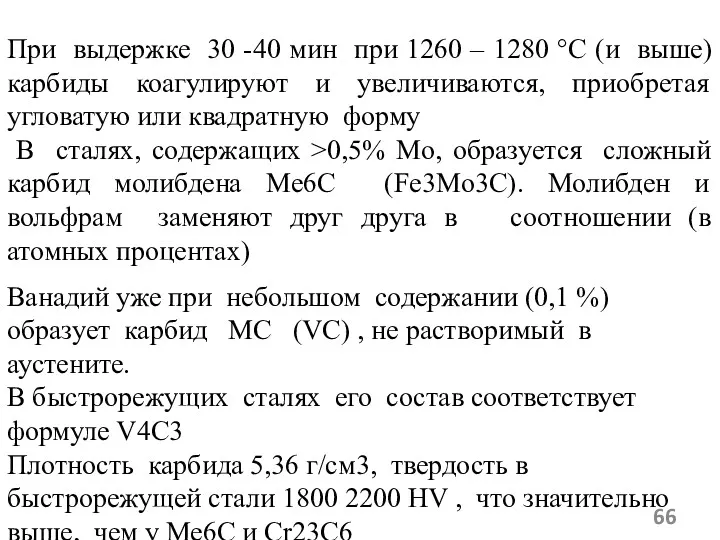
- 66. Ванадий уже при небольшом содержании (0,1 %) образует карбид MC (VC) , не растворимый в аустените.
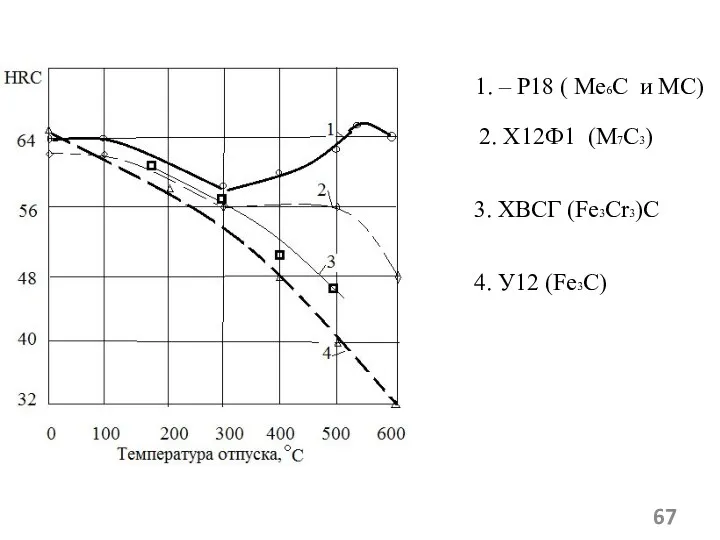
- 67. 1. – Р18 ( Ме6С и МС) 2. Х12Ф1 (М7С3) 3. ХВСГ (Fe3Cr3)C 4. У12 (Fe3C)
- 68. 3. СТРУКТУРА ЛЕДЕБУРИТНЫХ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ В структуре высоколегированных ледебуритных сталей количество более твердых карбидов хрома, вольфрама,
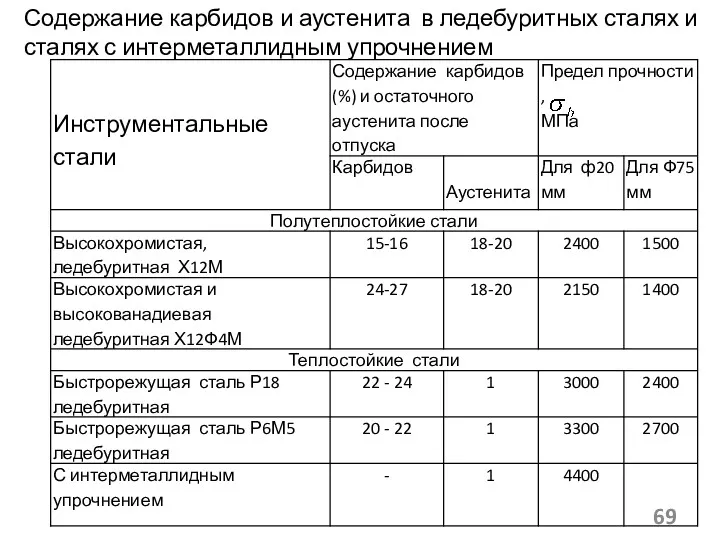
- 69. Содержание карбидов и аустенита в ледебуритных сталях и сталях с интерметаллидным упрочнением
- 70. Благодаря равномерному распределению карбидов и меньшему содержанию углерода в мартенсите после отпуска прочность в небольших сечениях
- 71. СТРУКТУРА СТАЛЕЙ С ИНТЕМЕТАЛЛИДНЫМ УПРОЧНЕНИЕМ Структура высоколегированных теплостойких сталей с интерметаллидным упрочнением сильно отличается от структуры
- 72. Интерметаллиды образуются при кристаллизации из жидкости без образования эвтектики и вторичные –выделяются из аустенита Распределение интеметаллидных
- 73. Эти стали - низкоуглеродистые (концентрация углерода в них 0,1…0,25 %). Температуры начала фазового перехода находятся в
- 74. ОСТАТОЧНЫЙ АУСТЕНИТ Сохраняется в структуре закаленных сталей, имеющих более 0,4 – 0,5% С, т.к. Мартенситное превращение
- 75. Остаточный аустенит может быть превращен последующим отпуском: в не обладающих теплостойкостью углеродистых сталях при 200 –
- 76. ВЛИЯНИЕ АУСТЕНИТА НА СВОЙСТВА СТАЛИ Аустенит даже в небольшом количестве уменьшает сопротивление малым пластическим деформациям (предел
- 77. Присутствие аустенита ведет к нарушению стабильности размеров инструмента. В закаленной стали, а также в стали, отпущенной
- 78. 4. ОСНОВЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ Термообработка слитков и крупных заготовок Штампы крупного сечения (диаметром более
- 79. Флокены представляют собой в изломе пятна ( хлопья) , а в поперечном макрошлифе - трещины. Наличие
- 80. Устранение карбидной неоднородности Слитки и поковки из-за невозможности значительного улучшения распределения карбидов горячей деформацией с небольшой
- 81. Сетка эвтектики устраняется последующей термической обработкой – гомогенизацией: длительным (4-6 часов) нагревом до температуры, не превышающей
- 82. Для сталей, содержащих менее 1 % С и менее легированных температура нагрева ниже. Охлаждение должно быть
- 83. Охлаждают на воздухе до 400 °С, а затем до 100 °С с печью. После этого –
- 84. ТЕХНОЛОГИЯ ОТЖИГА Режимы отжига как и для конструкционных сталей. Отличия существуют: а) - для сталей, легированных
- 85. Отжиг быстрорежущих сталей с карбидным упрочнением предупреждает своеобразный брак при последующей закалке в виде нафталинистого излома
- 86. Предварительная закалка и отпуск инструментальных сталей Выполняют для инструментов сложной формы после черновой обработки резанием из
- 87. Различие в том, что уменьшение шероховатости достигается в сечениях диаметром до 80 -100 мм, а уменьшение
- 88. ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА (ТМО) ТМО сочетает пластическую деформацию с немедленным ускоренным охлаждением . В результате мартенситное превращение
- 89. У сталей повышенной вязкости вязкость и пластичность могут возрастать на 10 -15 %, но из-за выделения
- 90. ТЕХНОЛОГИЯ ЗАКАЛКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ Условия нагрева. Температура окончательного нагрева и выдержка при нагреве зависят от состава
- 91. Температуры подогрева должны быть лишь на 100 -150 °С ниже температур закалки. Это позволяет сократить выдержку
- 94. Для большинства инструментов охлаждение осуществляют в водном растворе соли: 8 – 12 % NaCl После охлаждения
- 95. Нетеплостойкие легированнные стали допускают более широкое регулирование скорости охлаждения и выбор закаливающих сред Инструменты простой формы
- 96. Вода поступает по трубе и, попадая на рассекатель, веерообразно стекает на поверхность расплава , перемешиваемого мешалкой
- 97. Виды объемной закалки Длительность выдержки в горячих средах влияют на структуру и свойства инструментальных сталей после
- 98. В процессе выдержки повышается устойчивость аустенита, образуется бейнит. Структура после охлаждения: бейнит и остаточный аустенит, в
- 99. Закалка в штампах. -для инструментов небольшой толщины, но большой длины . Инструменты сначала охлаждают до температуры
- 100. Нагрев выполняют в смеси NaCl (44%) и KCl (56%) Охлаженные инструменты промывают в горячей воде и
- 101. При большой скорости нагрева температуры (А1) растворения карбидов и начала роста зерна смещаются в более высокую
- 102. В связи с этим удельная мощность и скорость нагрева при переходе точки Кюри уменьшаются, а глубигна
- 103. Структура стали. При большой скорости нагрева образование зародышей аустенита происходит намного быстрее, чем их рост. Даже
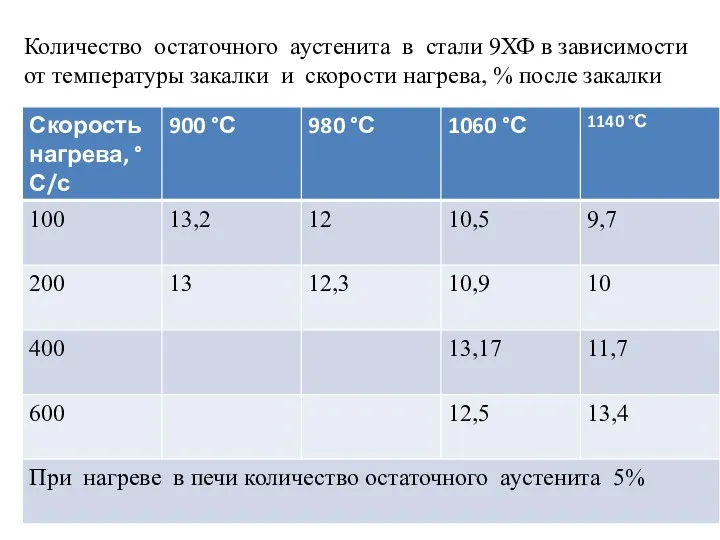
- 104. Количество остаточного аустенита в стали 9ХФ в зависимости от температуры закалки и скорости нагрева, % после
- 105. Твердость инструментальной стали. При закалке с умеренной скоростью нагрева (100 – 150 °С/с) создается такая же
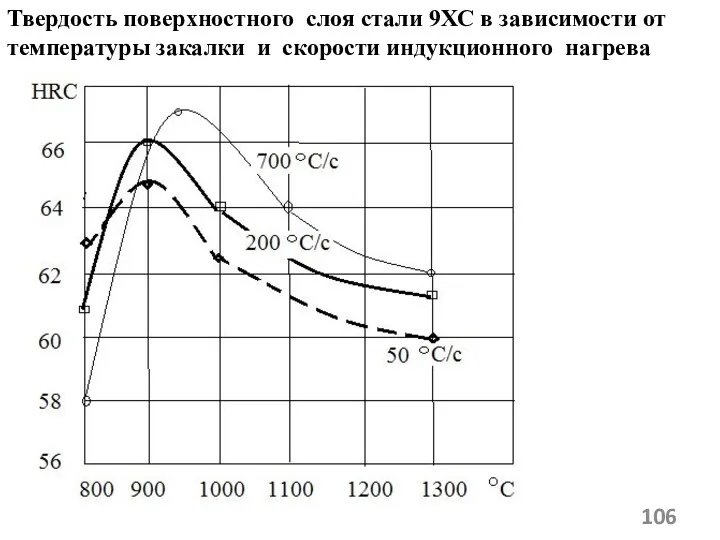
- 106. Твердость поверхностного слоя стали 9ХС в зависимости от температуры закалки и скорости индукционного нагрева
- 107. Прочность стали . После нагрева до оптимальных температур она выше, чем у стали, нагревавшейся в соли
- 108. Обработка холодом Охлаждение ниже 0°С представляет дальнейшее продолжение закалки и возобновляет мартенситное превращение остаточного аустенита. Твердость
- 109. Обработка холодом закаленной и отпущенной стали , выполняемая через несколько дней, месяцев, может вызвать дополнительное превращение
- 110. У нетеплостойких сталей отрицательное влияние обработки холодом устраняет последующий отпуск, если его выполнять при более высокой
- 111. Однако этот эффект проявляется только для сталей, у которых концентрация углерода в исходном аустените была выше
- 112. в) – для дополнительного повышения твердости кобальтовых быстрорежущих сталей с повышенным содержанием углерода. За счет бездиффузионного
- 113. ТЕХНОЛОГИЯ ОТПУСКА Для большинства инструментов характерны следующие виды отпуска: Отпуск при пониженных температурах: не выше 240
- 114. Для улучшения вязкости при работе инструмента с повышенными ударными нагрузками температуру отпуска повышают до 210 –
- 115. Для большинства быстрорежущих инструментов верхняя граница отпуска 580 °С - 600 °С, т.к. при более высокой
- 116. Первый способ, при котором выделяется больше карбидов из более легированного раствора, обеспечивает несколько лучшую теплостойкость при
- 117. Отпуск при промежуточных температурах. (300 – 400 °С) Применяют для деревообрабатывающих и слесарно-монтажных инструментов из нетеплостойких
- 118. Отпуск после шлифования. Цель отпуска – снятие шлифовочных напряжений , возникающих в поверхностном слое после шлифования
- 119. Дефекты поверхностного слоя инструментов При нагреве для горячей деформации, отжига, закалки, выполняемом без применения защитных сред,
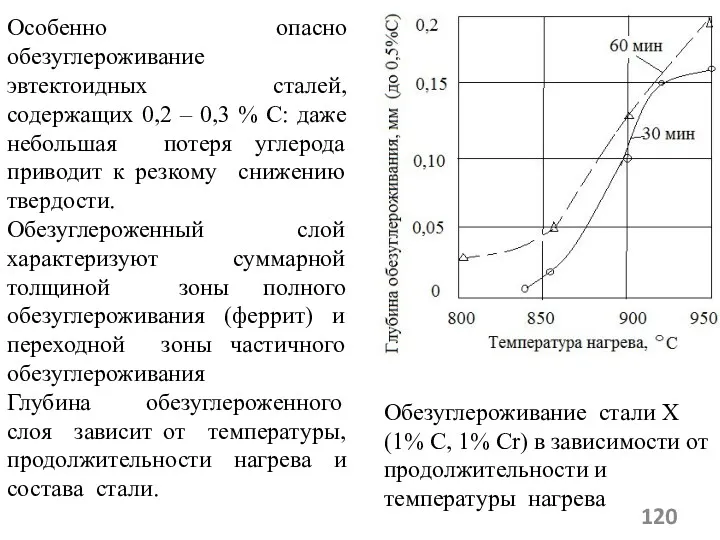
- 120. Особенно опасно обезуглероживание эвтектоидных сталей, содержащих 0,2 – 0,3 % С: даже небольшая потеря углерода приводит
- 121. Кремний при содержании 0,8 – 1 %, молибден и кобальт при содержании каждого 3 – 3,5%
- 122. ДЕФЕКТЫ ШЛИФОВАННОГО СЛОЯ (при шлифовании обычными абразивами - электрокорундом и др.) Шлифование после закалки и отпуска
- 123. Светлый наружный слой имеет аустенитно-мартенситную структуру и является продуктом вторичной закалки, происходящей в условиях шлифования Аустенит,
- 124. Темнотравящаяся зона представляет дисперсную ферритно-карбидную смесь. Она возникает в области меньшего теплового воздействия и является продуктом
- 125. Для предупреждения и исправления этих дефектов необходимо: выбирать теплостойкие стали для инструментов, при шлифовании которых снимается
- 126. СПОСОБЫ УЛУЧШЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ Улучшение свойств поверхностного слоя достигается химико-термической обработкой : цианированием, сульфидированием, азотированием, цементацией,
- 127. Быстрорежущие и штамповые стали цианируют при 550 – 570 °С , а стали с 5 –
- 128. Быстрорежущие и штамповые стали цианируют при 550 – 570 °С , а стали с 5 –
- 129. Различают два вида цианирования: высокотемпературное, проводимое при температуре, лежащей выше Ас3, низкотемпературное при температуре нижеAc1. При
- 130. При жидкостном цианировании используют расплавленные цианистые соли (25% NaCN, 60% NaCl и 15% Na2C03). Цианистые соли
- 131. В связи с вредностью производства жидкостное цианирование заменяют газовым цианированием, которое может производиться в муфельных электрических
- 132. СУЛЬФИДИРОВАНИЕ Сульфидирование заключается в насыщении поверхностного слоя серой – для повышения износостойкости и уменьшения коэффициента трения.
- 133. АЗОТИРОВАНИЕ Азотирование — это технологический процесс химико-термической обработки, при которой поверхность различных металлов или сплавов насыщают
- 134. Температура азотирования 500 – 560 °С. Твёрдость азотированного слоя увеличивается до HV = 1200 (соответствует 12
- 135. Азотирование после отпуска и шлифования Для теплостойких и полутеплостойких сталей (с 4 – 18% Cr). Присутствие
- 136. Целесообразно азотировать быстрорежущие стали при 550 – 560 °С 10 – 40 мин, стали с 5
- 137. Пригодно для сталей, закаливаемых с пониженных температур (до 1000 -1050 °С ) в том числе нетеплостойких,
- 138. Цементация в твердом карбюризаторе В этом процессе насыщающей средой является древесный уголь в зёрнах поперечником 3,5—10
- 139. Цементация в газовом карбюризаторе Этот процесс осуществляют в среде газов, содержащих углерод. Газовая цементация имеет ряд
- 140. Цементация в кипящем слое . Цементация в слое мелких частиц (0,05-0,20 мм) корунда, через который проходит
- 141. Мартенситное превращение протекает сначала в нижних слоях, затем в поверхностных, что создает сжимающие напряжения. Для этого
- 142. Высокохромистые стали Х12М, Х12Ф нагревают при 980 -1025, 2- 3 ч. и закаливают в масле. Содержание
- 143. Хромирование сталей содержащих свыше 0,3—0,4 %С, повышает также твёрдость и износостойкость. Твердость хрома составляет от 66
- 144. Концентрация хрома на поверхности достигает 40% при 0,15 -0,2% С и до 54 % при 0,2
- 145. Электролитическое (гальваническое) покрытие Выполняют после отпуска и шлифования при 50 – 75 °С. Пригодно для всех
- 146. Электролитическое хромирование пригодно для инструментов простой формы, воспринимающих небольшие удельные нагрузки: а) Для штампов холодного деформирования
- 147. Борирование создает наиболее высокую микротвердость: 1800 – 2000 HV у углеродистых сталей и до 3500 HV
- 148. ОБРАБОТКА ПАРОМ Обработку паром применяют для инструментов из теплостойких и полутеплостойких сталей. После отпуска и шлифования
- 149. В результате осаждения карбидов титана на рабочую поверхность инструмента достигается наиболее высокая твердость 2500 – 4200
- 150. НАПЛАВКА ИНСТРУМЕНТОВ Применяют для штампов холодного и горячего деформирования , холодной и горячей резки и для
- 151. ВЫБОР ИНСТРУМЕНТАЛЬНОЙ СТАЛИ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ Выбор состава и обработки сталей для режущих инструментов Стали для
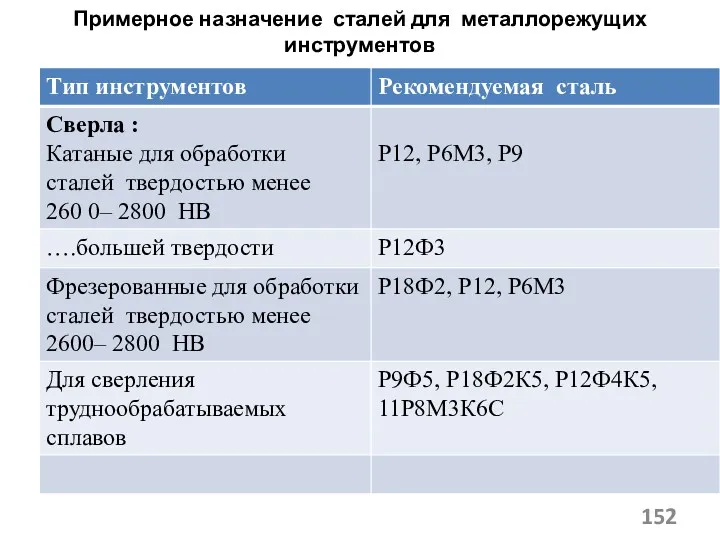
- 152. Примерное назначение сталей для металлорежущих инструментов
- 155. Для большинства режущих инструментов необходимы быстрорежущие стали. Нетеплостойкие стали - для ограниченного типа инструментов Для резания
- 156. Для резания с большими подачами, с динамическими нагрузками (например, для долбяков) нужны стали большей прочности Р6М5,
- 157. Для инструментов крупного сечения и длины (например, протяжек), работающих с небольшими скоростями (температурами) оправдано применение легированной
- 158. Влияние способов изготовления инструмента Для сверл и др ин-тов, изготовляемых горячей деформацией (прокаткой), нужны стали с
- 159. Для накатки (метчиков, особенно ручных) пригодны углеродистые стали У10А, У11А, 11Х. Заэвтектоидные легированные и быстрорежущие стали
- 160. Инструменты, не подвергаемые шлифованию Оправдано применение износостойких ванадиевых сталей Р12Ф3, Р9Ф5 , обладающих меньшей карбидной неоднородностью
- 161. Инструменты, подвергаемые местному упрочнению Должный иметь в рабочей части большую твердость, чем на участках крепления. Например
- 162. СТАЛИ ДЛЯ ДЕРЕВООБРАБАТЫВАЮЩИХ ИНСТРУМЕНТОВ Для резания мягких пород дерева применяют нетеплостойкие стали с меньшим содержанием С.
- 163. Отпуск – в чугунных плитах (для правки) , прогревают до 150 -160 °С 1,5 ч., подтягивают
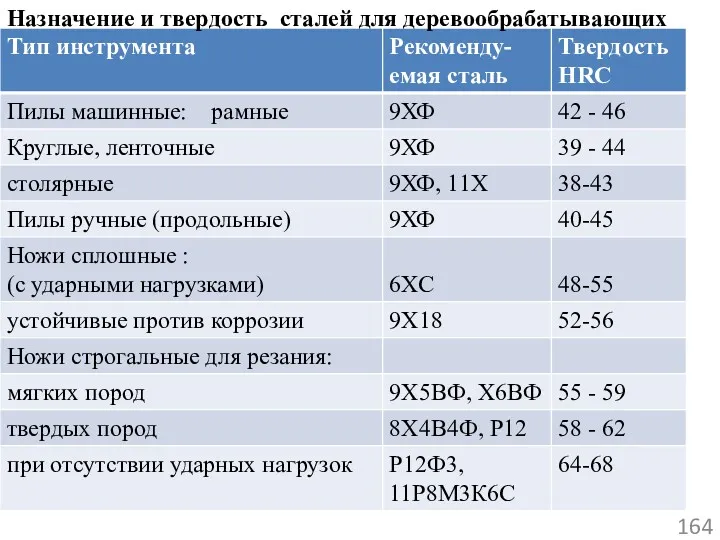
- 164. Назначение и твердость сталей для деревообрабатывающих
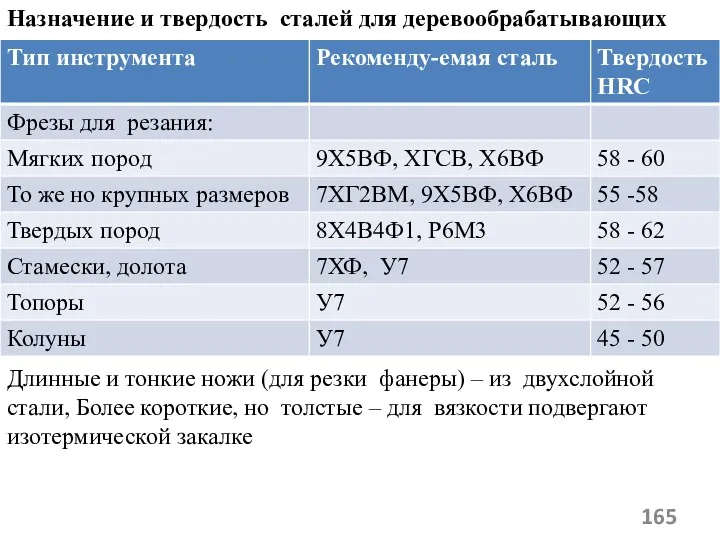
- 165. Назначение и твердость сталей для деревообрабатывающих Длинные и тонкие ножи (для резки фанеры) – из двухслойной
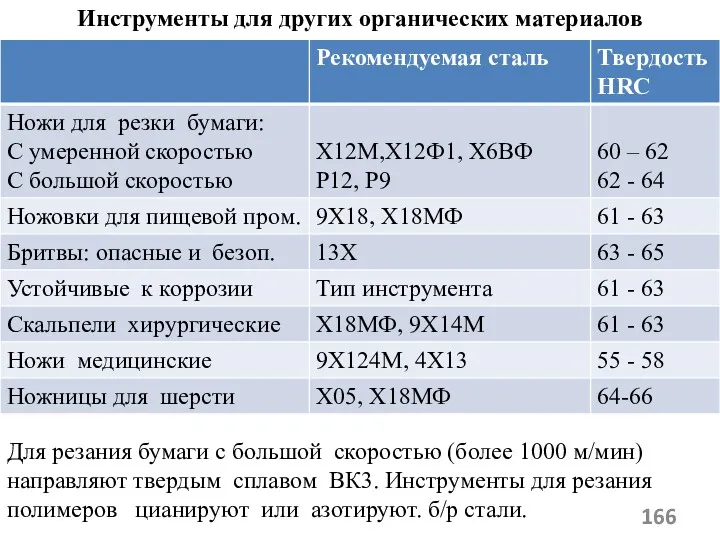
- 166. Инструменты для других органических материалов Для резания бумаги с большой скоростью (более 1000 м/мин) направляют твердым
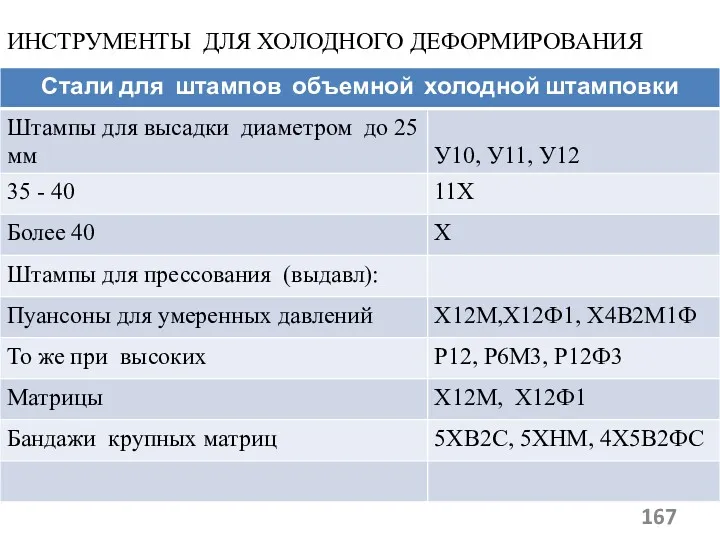
- 167. ИНСТРУМЕНТЫ ДЛЯ ХОЛОДНОГО ДЕФОРМИРОВАНИЯ
- 170. Инструментальные материалы и прогресс механической обработки. Вплоть до первого десятилетия ХХ в. единственным материалом, пригодным для
- 171. В начале ХХ в. была разработана первая высоколегированная инструментальная сталь. Эта сталь в качестве легирующих присадок
- 172. Вольфрам - основной легирующий элемент быстрорежущих сталей - дефицитный материал. В период Великой Отечественной войны из-за
- 173. В 20-х годах потребовалось полностью заменить тихоходный и маломощный парк металлорежущих станков новыми, технически более совершенными
- 174. После перехода к высоколегированным быстрорежущим сталям исследователи приступили к поискам новых композиций различных химических элементов, с
- 175. Технология производства первых вольфрамокобальтовых твёрдых сплавов состояла в расплавлении компонентов и отливке пластинок, припаиваемых к корпусу
- 176. Режущие инструменты, оснащённые твёрдосплавными пластинами, стали постепенно вытеснять инструменты из быстрорежущих сталей. Сначала твёрдосплавными пластинками оснащались
- 177. В результате дальнейших поисков к середине 30-х годов был разработан новый твёрдый сплав, содержащий кроме карбидов
- 178. Металлорежущие инструменты, оснащённые твёрдосплавными пластинками, могли обрабатывать стали и чугуны со скоростями, в 2-3 раза превосходящими
- 179. В 40-х годах усилия учёных были направлены на разработку минеральных инструментальных материалов, физико-механические свойства превзошли бы
- 180. Производя попытки повысить прочность и уменьшить хрупкость минералокерамики легированием некоторыми тугоплавкими металлами, учёные получили новую подгруппу
- 181. В 60-х годах была разработана оригинальная технология изготовления синтетического минерального материала из соединения азота и бора,
- 182. ТВЕРДЫЕ СПЛАВЫ Твердые сплавы являются основным инструментальным материалом, обеспечивающим высокопроизводительную обработку резанием. Общее количество твердого сплава
- 183. Массовая доля карбидообразующих элементов в однокарбидных сплавах, содержащих только карбид вольфрама, определяется разностью между 100% и
- 184. Вольфрамо-кобальтовые твердые сплавы Вольфрамо-кобальтовые сплавы (ВК) состоят из карбида вольфрама и кобальта. Марки сплавов этой группы
- 185. При увеличении в сплавах содержания кобальта в рассматриваемом диапазоне предел прочности при поперечном изгибе и эксплуатационная
- 186. При одинаковом содержании кобальта физико-механические и режущие свойства в значительной мере определяются зернистостью карбидной фазы, главным
- 187. Сплавы содержат также наибольшие добавки карбида тантала (около 2%) и ванадия (0,1%), которые, главным образом, препятствуют
- 188. Сплав ВК10-ХОМ предназначен для обработки некоторых марок коррозионностойких сталей, титановых и никелевых сплавов, и особенно сплавов
- 189. Наряду с содержанием кобальта и зернистостью фазы WC, большое влияние на режущие свойства сплавов WC-Co оказывает
- 190. Титановольфрамовые твердые сплавы Титановольфрамовые сплавы (ТК) выпускают главным образом для оснащения инструментов при обработке резанием сталей,
- 191. Сплавы группы ТК стандартных марок имеют различный состав в зависимости от условий их применения. Содержание карбида
- 192. Так же, как и у сплавов WC-Co, предел прочности при изгибе и сжатии, а также ударная
- 193. В соответствии с приведенными закономерностями меняются и режущие свойства сплавов: увеличение содержания кобальта приводит к снижению
- 194. Титано-тантало-вольфрамовые твердые сплавы Промышленные титано-тантало-вольфрамовые твердые сплавы (сплавы ТТК) состоят из трех основных фаз: твердого раствора
- 195. Таблица 9. Состав и характеристики физико-механических свойств титано-тантало-вольфрамовых марок твердых сплавов для резания(ГОСТ 3882-74)
- 196. Исследование режущих свойств сплавов ТТК показало, что увеличение в сплаве содержания карбида тантала повышает его износостойкость
- 197. Для операций фрезерования рекомендуется сплав марки ТТ20К9 (для обработки стали). Для чистового и получистового точения, растачивания
- 198. Таблица. Основные свойства сплавов группы “МС” (ТУ 48-19-308-80)
- 199. Сплавы марок МС101, МС111, МС121, МС131 и МС146 предназначены для обработки стали и стального литья в
- 200. Безвольфрамовые твердые сплавы В связи с высокой дефицитностью основных компонентных составляющих твердого сплава и, прежде всего,
- 201. Вместе с тем, безвольфрамовые твёрдые сплавы в сравнении со стандартными вольфрамосодержащими сплавами имеют более низкий модуль
- 202. Физико-механические характеристики некоторых марок БВТС представлены в таблице Эффективно применение безвольфрамовых твёрдых сплавов, главным образом, в
- 203. С учетом относительно низких значений теплостойкости и пластической прочности БВТС проведены исследовательские работы по совершенствованию их
- 204. Эффективность применения безвольфрамовых твёрдых сплавов зависит от правильности подготовки инструмента, выбора режимов резания и условий обработки,
- 205. Области применения твердых сплавов При анализе областей применения марок твердых сплавов, обладающих различными свойствами, обычно используют
- 206. Таблица. Классификация современных твердых сплавов по стандарту ИСО 513
- 211. *Неблагоприятными и особо неблагоприятными называют условия обработки с переменной глубиной резания, прерывистой подачей, ударами, вибрациями, наличием
- 212. Основные тенденции совершенствования твердых сплавов. В настоящее время номенклатура твердых сплавов, выпускаемых промышленностью РФ, существенно изменилась,
- 213. Совершенствование вольфрама-кобальтовых твердых сплавов (WC-Co) связано с: -разработкой сплавов особомелкозернистой ( ??1 мкм) и ультрамелкозернистой структуры
- 214. В настоящее время западные производители режущего инструмента рекомендуют использовать инструмент из ультра- и особомелкозернистых сплавов для
- 215. Надежность твердосплавного инструмента, особенно инструмента применяемого в автоматизированном производстве, зависит не только от средних значений прочности,
- 216. Для производства цельно-твердосплавных сверл и концевых фрез диаметром 0,1-0,8 мм для обработки отверстий в печатных фольгированных
- 217. Аналогичные цельнотвердосплавные сверла фирмы Kennametal-Hertel позволили до 3 раз повысить подачу при сверлении в сплошном материале
- 218. Улучшение свойств твердого сплава отмечено при его легировании рутением (Ru). В частности, введение 0,4% (по массе)
- 219. Снижение содержания кобальта (например, до 3,69% по объему) заметно снижает оптимальное значение температуры спекания (с 1400
- 220. Японская фирма Mitsubishi разработала широкую гамму титанотанталовольфрамовых сплавов различного назначения. В частности, сплав UTi20T рекомендуется для
- 221. Это связано с ростом склонности к большому изменению линейных размеров и снижением теплопроводности для сплавов, легированных
- 222. Таблица . Марки сплавов, производимых и применяемых в РФ по улучшенным технологиям, а также по технологиям
- 224. Сплавы для фрезерования
- 225. *Сплавы с износостойким покрытием Наиболее радикально совершенствуются БВТС. Необходимо отметить, что если в странах СНГ выпуск
- 226. Таблица . Составы БВТС, применяемые в мировой практике
- 227. Эффективность БВТС при резании в значительной степени определяется составом и свойствами связки. При производстве БВТС в
- 228. Фирма Sumitomo разработала серию БВТС, которые успешно заменили вольфрамосодержащие твердые сплавы для операций чистового и получистового
- 229. Еще одно направление совершенствования БВТС связано с введением в их состав небольшого количества WC и ТаС
- 230. Фирма Adamas Carbide (США) рекомендуют пластины из БВТС марок ADAMAX300 и ADAMAX400 для чистового, получистового и
- 231. Следует отметить, что БВТС, с их более высокой, чем у вольфрамосодержащих твердых сплавов, теплостойкостью, меньшей склонностью
- 232. В ряде случаев инструмент, оснащенный пластинами из БВТС, превосходит инструмент из твердых сплавов с износостойкими покрытиями
- 233. Минералокерамика Основой керамики является корунд — минерал кристаллического строения, состоящий из оксида алюминия Аl2Оз. Получают корунды
- 234. Наибольшее распространение в настоящее время получила керамика оксидная (белая), оксидно-карбидная (черная), оксидно-нитридная. Оксидная керамика содержит до
- 235. ВО-13, ВО-130 Керамика оксидного типа, на основе оксида алюминия. ВО-130 является аналогом керамики марки ВО-13, отличие
- 236. ОКСИДНО-КАРБИДНАЯ КЕРАМИКА ВОК-200 Керамика оксидно-карбидного типа на основе Al2O3 и TiC, с некоторыми легирующими добавками тугоплавких
- 237. СЛОИСТЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ВОКС-300 Композиционный материал, состоящий из высокопрочной твердосплавной подложки и одного или нескольких слоев
- 238. Кортинит имеет мелкозернистую структуру и предназначен для чистового и получистового точения и фрезерования сталей, закаленных до
- 239. Параллельно с совершенствованием керамических материалов на основе оксида созданы новые марки режущей керамики на основе нитрида
- 240. К этой группе относится Силинит-Р, созданный ИПМ НАН Украины. обеспечивающий стабильность физико-механических свойств и структуры при
- 241. Керамика на основе нитрида кремния, с добавками оксидов металлов. ТВИН-200 Для нее характерна высокая твердость, термостойкость,
- 242. Керамику на основе нитрида кремния получают методами горячего прессования. Изготовление керамики на основе нитрида кремния не
- 243. ТВИН-400 Керамический композиционный материал на основе оксида алюминия, армированный нитевидными монокристаллами карбида кремния. Пластины получают методом
- 244. Низкая прочность и склонность к выкрашиванию минералокерамики ЦМ332 послужили толчком к поискам новых, более прочных составов
- 245. Керметы имеют предел прочности на изгиб σи = 0,6.. .0,7 ГПа, что почти в два раза
- 246. Для успешного использования минералокерамических режущих материалов, обладающих малой прочностью при изгибе и сравнительно большой чувствительностью к
- 247. Минералокерамические материалы ВЗ и ВОК-60 при замене твердых сплавов ТЗОК4, ВКЗМ и ВК6М обеспечивают повышение стойкости
- 248. Исходным материалом для производства оксидной и оксидно-карбидной керамики является технический глинозем, полученный из гидрата глинозема прокаливанием
- 249. 3 Спекают отпрессованные пластины при температуре около 1750 °С и кратковременном режиме отжига с выдержкой в
- 250. Надежность пластин при резании достигается благодаря не только высоким требованиям к технологии их изготовления, но и
- 251. Замедлители рекристаллизации - оксиды магния, кремния, железа, кальция, натрия, циркония. Оксид магния MgO является очень эффективным
- 252. У оксидно-карбидной керамики гранулометрический состав еще более тонкозернистый, и средний размер зерен А12О3 в основном меньше
- 253. В процессе спекания крупные зерна растут за счет мелких. Если шихта содержит слишком много мелких зерен,
- 254. От величины поверхностных зерен зависит стойкость минералокерамических инструментов. Структура поверхности минералокерамических сплавов оценивается баллами : I
- 255. ВОК-200 это оксидно-карбидная керамика на основе Al2O3 и TiC, с легирующими добавками тугоплавких соединений. Пластины ВОК200
- 256. ВОКС-300 представляет собой композиционный слоистый материал, который состоит из высокопрочной твердосплавной части и нескольких слоев режущего
- 257. Физико-механические свойства минералокерамического инструментального материала ВОК-60, ВОК-71, ВОК-200, ВОКС-300
- 258. рекомендации по выбору режущей керамики
- 260. - оксидно-карбидная (смешанная, черная) керамика ВОК-60, ВОК-63, В-3 и оксидно-нитридная (кортинит ОНТ-20) - для чистовой, получистовой
- 261. - нитридная керамика - для обработки чугунов при чистовом, получистовом и черновом точении и получистовом фрезеровании
- 262. Допустимый износ керамических пластин намного меньше износа твердосплавных пластин. Максимальный износ по задней поверхности не должен
- 263. Основные тенденции совершенствования минералокерамики
- 264. Добавление в оксидную керамику оксидов циркония, карбидов титана и армирование ее «нитевидными» кристаллами SiC существенно улучшает
- 265. Низкая трещиностойкость керамического сплава является причиной формирования фронта трещин, которые из-за отсутствия пластической связующей не встречают
- 266. Наибольшее распространение в мировой практике получила керамика на основе 70% А12О3 с добавлением до 30% TiС
- 267. Наиболее совершенной в настоящее время является оксидная керамика, армированная «нитевидными» кристаллами SiC, которая заметно превосходит по
- 268. Необходимо заметить, что степень повышения прочности и твердости армированного керамического материала (композиционного типа) определяется большим числом
- 269. Необходимо отметить, что в настоящее время уже имеются промышленные марки режущей керамики, например, выпускаемые фирмой «Krupp
- 270. Классификация различных марок режущей керамики по их основным свойствам (НRА, σи) в сравнении с марками твердых
- 271. Анализ тенденций развития керамического режущего инструмента свидетельствует о больших перспективах инструментов из режущей керамики в ближайшем
- 272. Сравнительные результаты применения резцов с пластинами из керамики и твердых сплавов при точении чугуна
- 273. Сравнительные результаты применения резцов с пластинами из керамики и твердых сплавов при точении сталей
- 274. Сверхтвердые материалы (СТМ) Сверхтвердыми принято считать инструментальные материалы, имеющие твердость по Виккерсу при комнатной температуре свыше
- 275. Природный алмаз является самым твердым из известных материалов (твердость порядка 100 ГПа). Он обладает высокими износостойкостью,
- 276. СИНТЕТИЧЕСКИЕ АЛМАЗЫ. Совершенствование технологии получения синтетических алмазов позволило изготовлять поликристаллические образования достаточно больших размеров, из которых
- 277. В зависимости от технологии выращиваемые кристаллы алмаза имеют различное строение (балласы, карбонадо, карболит) и соответственно различные
- 278. Природные и синтетические алмазы имеют одинаковые параметры кристаллической решетки, близкие химические и физико-механические свойства. Однако синтетические
- 279. Полученные искусственным путем поликристаллы обладают рядом преимуществ перед монокристаллами, применяемыми в лезвийных инструментах. Во-первых, они имеют
- 280. Инструменты из поликристаллов синтетических алмазов показывают высокие режущие свойства при обработке титановых сплавов, высококремнистых алюминиевых сплавов,
- 281. На основе синтетических алмазов выпускаются композиционные материалы, состоящие из подложки (основания) и нанесенного на нее алмазного
- 282. Синтетические алмазы маркируются буквами «АС». Например: марки АСБ (баллас) и АСПК (карбонадо). Применяются они для прецизионной
- 283. Природные и синтетические алмазы нашли широкое применение в обработке медных, алюминиевых и магниевых сплавов баббитов, благородных
- 284. Кубический нитрид бора(КНБ) - уникальный синтетический инструментальный материал, его химический состав: 44% бора и 56% азота.
- 285. В настоящее время разработана целая гамма поликристаллических материалов на основе твердых модификаций нитрида бора. К ним
- 286. Основным направлением в применении лезвийных инструментов на базе кубического нитрида бора является обработка сталей и чугунов
- 287. Кроме имеющихся сверхтвердых материалов разработаны новые СТМ, показавшие достаточно высокие эксплуатационные свойства. К ним относится силинит-Р—
- 288. Физико-механические свойства СТМ
- 289. АБРАЗИВНЫЕ МАТЕРИАЛЫ И ИХ ОСНОВНЫЕ СВОЙСТВА Абразивный инструмент в отличие от металлического лезвийного не имеет сплошной
- 290. Рис. 1.1. Маркировка абразивного инструмента: КАЗ — марка завода-изготовителя, 14А— вид шлифовального материала, 40 — номер
- 291. Физико-механические свойства абразивных материалов
- 292. Физико-механические свойства абразивных материалов
- 293. Характеристики и области применения абразивных материалов
- 303. Измельченный на фракции абразивный материал называют шлифовальным. Фракция — это совокупность абразивных зерен в установленном интервале
- 304. В зависимости от группы материалов зернистость обозначается следующим образом: для шлифзерна и шлифпорошков — 0,1 размера
- 305. для шлифзерна и шлифпорошков эльбора — в зависимости от метода контроля: при ситовом методе — 0,1
- 306. Твердость оказывает влияние на режущие свойства и кромкостойкость инструмента, а также на характер его изнашивания в
- 307. Твердость абразивного инструмента и области его применения в зависимости от твердости
- 308. Примечание. В таблице дана шкала твердостей для инструмента на керамической и бакелитовой связках. Инструмент на вулканитовой
- 309. Структуры абразивного инструмента а — мягкого круга, б — твердого круга, в — плотная, г —
- 310. Структура абразивного инструмента характеризуется соотношением объемов абразивных зерен, связки и пор. Система регулирования структур основана на
- 311. Инструменты открытой структуры имеют улучшенные условия отвода стружки и меньшее тепловыделение. Наиболее эффективно их применение при
- 312. Увеличенные размеры пор достигаются добавкой в абразивную массу порообразующих веществ, выгорающих при термической обработке инструмента (молотый
- 313. Керамическая связка обладает высокой огнеупорностью, водостойкостью, химической стойкостью, хорошо сохраняет профиль рабочей кромки, круга, но чувствительна
- 314. Недостатком бакелитовой связки является невысокая стойкость к воздействию охлаждающих жидкостей, содержащих щелочные растворы. Для повышения этой
- 315. Основой вулканитовой связки является термически обработанная смесь каучука с серой, поэтому инструмент на такой связке, приобретающий
- 316. Связки абразивных кругов и области их применения
- 317. По материалам книги Справочник молодого шлифовщика Москва "Высшая школа" 1991г.
- 318. Инструментальные материалы с износостойкими покрытиями Инструментальные материалы с покрытием являются типичным композиционным материалом, обладающим высокой износостойкостью
- 319. Требования к износостойким покрытиям Покрытие должно быть: устойчивым против коррозии и окисления; сохранять свои свойства при
- 320. Свойствами композиционного инструментального материала с покрытием можно управлять за счет варьирования химическим составом покрытия, его структурой
- 321. Процессы химического осаждения покрытий ХОП (CVD) основаны на гетерогенных термохимических реакциях, приводящих к адсорбции и хемосорбции
- 322. Свойства, структура и качество покрытий, зависят от температуры, времени осаждения, состава и концентрации реагентов парогазовой среды,
- 323. Вместе с тем, процессы ХОП (CVD) часто не соответствуют стандартам экологической безопасности, осуществляются при высоких температурах
- 324. Поэтому при производстве твердых сплавов с покрытием большое внимание уделяют качеству и зерновой структуре сплава, в
- 325. В настоящее время промышленностью выпускается несколько разновидностей твердосплавных пластин с износостойким покрытием, полученным по этим технологиям,
- 327. Скачать презентацию
3. - обладать достаточно высокими прочностью и ударной вязкостью и сопротивляться появлению трещин
3. - обладать достаточно высокими прочностью и ударной вязкостью и сопротивляться появлению трещин
6. - должен обладать технологическими свойствами, обеспечивающими оптимальные условия изготовления из него инструментов.
6. - должен обладать технологическими свойствами, обеспечивающими оптимальные условия изготовления из него инструментов.
2. Инструментальные материалы и тенденции их развития
2. Инструментальные материалы и тенденции их развития

Разнообразие условий работы инструментов для обработки давлением и резанием вызывает необходимость создания большого
Разнообразие условий работы инструментов для обработки давлением и резанием вызывает необходимость создания большого
Анализ основных направлений совершенствования инструментальных материалов позволяет отметить, что они связаны с ростом
Анализ основных направлений совершенствования инструментальных материалов позволяет отметить, что они связаны с ростом
При обработке резанием конструкционных сталей на малых и средних скоростях резания в сочетании
При обработке резанием конструкционных сталей на малых и средних скоростях резания в сочетании
ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
По структуре различают:
Эвтектоидные (мартенсит или троостит 45-55 HRC )
Заэвтектоидные
ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
По структуре различают:
Эвтектоидные (мартенсит или троостит 45-55 HRC )
Заэвтектоидные
По теплостойкости различают:
1. нетеплостойкие, 2. полутеплостойкие,
3.теплостойкие (умеренной, повышенной и
По теплостойкости различают:
1. нетеплостойкие, 2. полутеплостойкие,
3.теплостойкие (умеренной, повышенной и
Структура высоколегированных инструментальных сталей сложна, неравновесна и неоднородна. Поэтому можно указать лишь основные
Структура высоколегированных инструментальных сталей сложна, неравновесна и неоднородна. Поэтому можно указать лишь основные
Классификация инструментальных сталей по теплостойкости:
1. нетеплостойкие, 2. полутеплостойкие, 3.теплостойкие
Классификация инструментальных сталей по теплостойкости:
1. нетеплостойкие, 2. полутеплостойкие, 3.теплостойкие
Нетеплостойкие инструментальные стали , как менее легированные, различают по прокаливаемости:
а) углеродистые и низколегированные
Нетеплостойкие инструментальные стали , как менее легированные, различают по прокаливаемости: а) углеродистые и низколегированные
при закалке в результате мартенситного превращения приобретают высокую твердость и прочность. При отпуске
при закалке в результате мартенситного превращения приобретают высокую твердость и прочность. При отпуске
в) у сталей с низким содержанием углерода (<0,6%C) – создается интерметаллидное упрочнение.
Свойства, полученные
в) у сталей с низким содержанием углерода (<0,6%C) – создается интерметаллидное упрочнение.
Свойства, полученные
Классификация инструментальных сталей по твердости и вязкости
Различают инструментальные стали : а)
Классификация инструментальных сталей по твердости и вязкости
Различают инструментальные стали : а)
Классификация инструментальных сталей по назначению
Стали для режущих инструментов:
Преимущественно используются быстрорежущие стали, т.е.
Классификация инструментальных сталей по назначению
Стали для режущих инструментов:
Преимущественно используются быстрорежущие стали, т.е.
Для металлорежущих и некоторых деревообрабатывающих инструментов используют заэвтектоидные стали этой группы, а для
Для металлорежущих и некоторых деревообрабатывающих инструментов используют заэвтектоидные стали этой группы, а для
Штамповые стали для холодного деформирования
Используют нетеплостойкие и полутеплостойкие инструментальные стали высокой твердости, а
Штамповые стали для холодного деформирования
Используют нетеплостойкие и полутеплостойкие инструментальные стали высокой твердости, а
2. ХИМИЧЕСКИЙ СОСТАВ И МАРКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Обозначение марок инструментальных сталей
При обозначении марок сталей
2. ХИМИЧЕСКИЙ СОСТАВ И МАРКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Обозначение марок инструментальных сталей
При обозначении марок сталей
ХИМИЧЕСКИЙ СОСТАВ СТЛЕЙ ВЫСОКОЙ ТВЕРДОСТИ И НЕБОЛЬШОЙ ПРОКАЛИВАЕМОСТИ СОСТАВ И МАРКИ ИНСТРУМЕНТАЛЬНЫХ
ХИМИЧЕСКИЙ СОСТАВ СТЛЕЙ ВЫСОКОЙ ТВЕРДОСТИ И НЕБОЛЬШОЙ ПРОКАЛИВАЕМОСТИ СОСТАВ И МАРКИ ИНСТРУМЕНТАЛЬНЫХ
ИНСТУМЕНТАЛЬНЫЕ СТАЛИ ВЫСОКОЙ ТВЕРДОСТИ И ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ
ХВГ от 0,9 до 1,05 % С,
ИНСТУМЕНТАЛЬНЫЕ СТАЛИ ВЫСОКОЙ ТВЕРДОСТИ И ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ
ХВГ от 0,9 до 1,05 % С,
НЕТЕПЛОСТОЙКИЕ инструментальные СТАЛИ ПОВЫШЕННОЙ ВЯЗКОСТИ
Стали небольшой прокаливаемости:
У7 – 0,65 – 0,74 % С,
Содержание
НЕТЕПЛОСТОЙКИЕ инструментальные СТАЛИ ПОВЫШЕННОЙ ВЯЗКОСТИ
Стали небольшой прокаливаемости:
У7 – 0,65 – 0,74 % С,
Содержание
ПОЛУТЕПЛОСТОЙКИЕ СТАЛИ ВЫСОКОЙ ТВЕРДОСТИ
Стали повышенной износостойкости:
Х12Ф1 – 1,25 – 1,45 % С,
ПОЛУТЕПЛОСТОЙКИЕ СТАЛИ ВЫСОКОЙ ТВЕРДОСТИ
Стали повышенной износостойкости:
Х12Ф1 – 1,25 – 1,45 % С,
ПОЛУТЕПЛОСТОЙКИЕ СТАЛИ ПОВЫШЕННОЙ ВЯЗКОСТИ
Стали с высокой прочностью до 350 – 375 град.Ц
5ХНМ
ПОЛУТЕПЛОСТОЙКИЕ СТАЛИ ПОВЫШЕННОЙ ВЯЗКОСТИ
Стали с высокой прочностью до 350 – 375 град.Ц
5ХНМ
ТЕПЛОСТОЙКИЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ ПОВЫШЕННОЙ ТВЕРДОСТИ (БЫСТРОРЕЖУЩИЕ СТАЛИ)
БЫСТРОРЕЖУЩИЕ СТАЛИ УМЕРЕННОЙ ТЕПЛОСТОЙКОСТИ С КАРБИДНЫМ
ТЕПЛОСТОЙКИЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ ПОВЫШЕННОЙ ТВЕРДОСТИ (БЫСТРОРЕЖУЩИЕ СТАЛИ)
БЫСТРОРЕЖУЩИЕ СТАЛИ УМЕРЕННОЙ ТЕПЛОСТОЙКОСТИ С КАРБИДНЫМ
БЫСТРОРЕЖУЩИЕ СТАЛИ ПОВЫШЕННОЙ ТЕПЛОСТОЙКОСТИ
С ПОВЫШЕННЫМ СОДЕЖАНИЕМ УГЛЕРОДА
10Р8М3 – 0,96 – 1,05 %
БЫСТРОРЕЖУЩИЕ СТАЛИ ПОВЫШЕННОЙ ТЕПЛОСТОЙКОСТИ
С ПОВЫШЕННЫМ СОДЕЖАНИЕМ УГЛЕРОДА
10Р8М3 – 0,96 – 1,05 %
Кобальтовые
Высоколегированные стали высокой теплостойкости c пониженным содержанием углерода
Кобальтовые
Высоколегированные стали высокой теплостойкости c пониженным содержанием углерода
3. СТРУКТУРА ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Структурное состояние углеродистых сталей.
(см. диаграмму «железо-углерод» - след.
3. СТРУКТУРА ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Структурное состояние углеродистых сталей.
(см. диаграмму «железо-углерод» - след.
Диаграмма железо -углерод
Диаграмма железо -углерод

Перлитом называют механическую смесь феррита с цементитом.
Перлит- это продукт распада аустенита при медленном
Перлитом называют механическую смесь феррита с цементитом.
Перлит- это продукт распада аустенита при медленном
Три сплава: доэвтектоидный (/), эвтектоидный (//) и заэвтектоидный (///).
При медленном нагреве от
Три сплава: доэвтектоидный (/), эвтектоидный (//) и заэвтектоидный (///).
При медленном нагреве от
Часть диаграммы состояния «Fe – Fe3C» для сплавов, испытывающих эвтектоидное превращение
Сплав II с
Часть диаграммы состояния «Fe – Fe3C» для сплавов, испытывающих эвтектоидное превращение
Сплав II с
Сплав I с содержанием углерода менее 0,8 % называют доэвтектоидной сталью. В интервале температур
Сплав I с содержанием углерода менее 0,8 % называют доэвтектоидной сталью. В интервале температур
Рассматривая диаграмму состояний железо - цементит в связи
с происходящими превращениями в сплаве,
Рассматривая диаграмму состояний железо - цементит в связи
с происходящими превращениями в сплаве,
Ледебуритные стали, имеющие в структуре первичные карбиды, выделившиеся из жидкой стали. В литом виде избыточные
Ледебуритные стали, имеющие в структуре первичные карбиды, выделившиеся из жидкой стали. В литом виде избыточные
Структура заэвтектоидных инструментальных сталей
Структуру заэвтектоидной стали приобретают углеродистые и малолегированные стали. Максимальная
Структура заэвтектоидных инструментальных сталей
Структуру заэвтектоидной стали приобретают углеродистые и малолегированные стали. Максимальная
Карбиды задерживают рост зерна при нагреве под закалку, это позволяет получить высокую твердость
Карбиды задерживают рост зерна при нагреве под закалку, это позволяет получить высокую твердость
Карбиды задерживают рост зерна при нагреве под закалку, это позволяет получить высокую твердость
Карбиды задерживают рост зерна при нагреве под закалку, это позволяет получить высокую твердость
Содержание карбидов и остаточного аустенита в инструментальных эвтектоидных и заэвтектоидных сталях
Содержание карбидов и остаточного аустенита в инструментальных эвтектоидных и заэвтектоидных сталях
Структура эвтектоидных инструментальных сталей
Структуру эвтектоидных сталей могут иметь как нетеплостойкие, так и более
Структура эвтектоидных инструментальных сталей
Структуру эвтектоидных сталей могут иметь как нетеплостойкие, так и более
Поскольку с увеличением легирования снижается содержание углерода в перлите, то при этом твердость
Поскольку с увеличением легирования снижается содержание углерода в перлите, то при этом твердость
ПЕРЛИТ, Металлической основой отожженной инструментальной стали является перлит. Перлит имеет сравнительно
ПЕРЛИТ, Металлической основой отожженной инструментальной стали является перлит. Перлит имеет сравнительно
Дисперсность .
Дисперсность перлита зависит от условий охлаждения и выдержки ниже А1, а
Дисперсность .
Дисперсность перлита зависит от условий охлаждения и выдержки ниже А1, а
Баллы 1 - 5 характеризуют структуру зернистого перлита с размерами зерен от 1
Баллы 1 - 5 характеризуют структуру зернистого перлита с размерами зерен от 1
При 6 баллах присутствует пластинчатый перлит (5 – 10%), для балла 7 -
При 6 баллах присутствует пластинчатый перлит (5 – 10%), для балла 7 -
Для балла 9 – до 80% пластинчатого перлита, для балла 10 – структура
Для балла 9 – до 80% пластинчатого перлита, для балла 10 – структура
Перлит нетеплостойких сталей
Превращение перлита в аустенит для закалки сопровождается значительным насыщением твердого раствора
Перлит нетеплостойких сталей
Превращение перлита в аустенит для закалки сопровождается значительным насыщением твердого раствора
Протекание перлитного превращения и некоторые свойства перлита зависят также от формы и размеров
Протекание перлитного превращения и некоторые свойства перлита зависят также от формы и размеров
При повышенном нагреве при отжиге заэвтектоидная сталь из-за растворения карбидов и уменьшения возможных
При повышенном нагреве при отжиге заэвтектоидная сталь из-за растворения карбидов и уменьшения возможных
Твердость HB стали Х (ШХ15) при зернистом перлите 1870 -2170 Мпа, а при
Твердость HB стали Х (ШХ15) при зернистом перлите 1870 -2170 Мпа, а при
ПЕРЛИТ ПОЛУТЕПЛОСТОЙКИХ И ТЕПЛОСТОЙКИХ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Перлит этих высоколегированных сталей содержит мало углерода :
ПЕРЛИТ ПОЛУТЕПЛОСТОЙКИХ И ТЕПЛОСТОЙКИХ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Перлит этих высоколегированных сталей содержит мало углерода :
Мартенсит – пересыщенный твердый раствор внедрения углерода в Feα.
Мартенситное превращение имеет место при высоких
Мартенсит – пересыщенный твердый раствор внедрения углерода в Feα.
Мартенситное превращение имеет место при высоких
ОСОБЕННОСТИ ФАЗОВОГО α→ γ ПРЕВРАЩЕНИЯ
Температура начала α→ γ превращения определяет теплостойкость, поскольку
ОСОБЕННОСТИ ФАЗОВОГО α→ γ ПРЕВРАЩЕНИЯ
Температура начала α→ γ превращения определяет теплостойкость, поскольку
При повышении температуры отпуска до 200—300°С остаточный аустенит превращается в отпущенный мартенсит. В
При повышении температуры отпуска до 200—300°С остаточный аустенит превращается в отпущенный мартенсит. В
При повышении температуры отпуска до 450°С и более мелкие частицы как бы сливаются
При повышении температуры отпуска до 450°С и более мелкие частицы как бы сливаются
Для обеспечения однородности свойств в разных плавках одной марки эвтектоидной стали необходимо строго
Для обеспечения однородности свойств в разных плавках одной марки эвтектоидной стали необходимо строго
О свойствах мартенсита
Твердость мартенсита закаленной стали определяется концентрацией углерода от 60-62
О свойствах мартенсита
Твердость мартенсита закаленной стали определяется концентрацией углерода от 60-62
Пластичность мартенсита значительны у никелевого мартенсита из-за его небольшой способности к упрочнению
Устойчивость мартенсита
Пластичность мартенсита значительны у никелевого мартенсита из-за его небольшой способности к упрочнению
Устойчивость мартенсита
Табл. Предел прочности на изгиб углеродистой стали с содержанием 0,84% С в зависимости
Табл. Предел прочности на изгиб углеродистой стали с содержанием 0,84% С в зависимости
Влияние величины кристаллов мартенсита
Кристаллы мартенсита в инструментальных сталях с углеродом имеют игольчатую форму,
Влияние величины кристаллов мартенсита
Кристаллы мартенсита в инструментальных сталях с углеродом имеют игольчатую форму,
КАРБИДНЫЕ ФАЗЫ
Карбидные фазы, более твердые и хрупкие, чем мартенсит, являются составляющими большинства инструментальных
КАРБИДНЫЕ ФАЗЫ
Карбидные фазы, более твердые и хрупкие, чем мартенсит, являются составляющими большинства инструментальных
Положительная роль избыточных карбидов заключается в препятствии росту зерна при нагреве до температуры
Положительная роль избыточных карбидов заключается в препятствии росту зерна при нагреве до температуры
СТРОЕНИЕ И СВОЙСТВА КАРБИДНЫХ ФАЗ
Основная карбидная фаза нетеплостойких сталей - цементит (Fe3C) Цементит
СТРОЕНИЕ И СВОЙСТВА КАРБИДНЫХ ФАЗ
Основная карбидная фаза нетеплостойких сталей - цементит (Fe3C) Цементит
В сталях, содержащих более 1% С и более 3,5 % Cr, образуется карбид
В сталях, содержащих более 1% С и более 3,5 % Cr, образуется карбид
В сталях, содержащих более 1% W , образуется сложный карбид вольфрама В быстрорежущих
В сталях, содержащих более 1% W , образуется сложный карбид вольфрама В быстрорежущих
Ванадий уже при небольшом содержании (0,1 %) образует карбид MC (VC) , не
Ванадий уже при небольшом содержании (0,1 %) образует карбид MC (VC) , не
1. – Р18 ( Ме6С и МС)
2. Х12Ф1 (М7С3)
3. ХВСГ (Fe3Cr3)C
4. У12 (Fe3C)
1. – Р18 ( Ме6С и МС)
2. Х12Ф1 (М7С3)
3. ХВСГ (Fe3Cr3)C
4. У12 (Fe3C)
3. СТРУКТУРА ЛЕДЕБУРИТНЫХ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
В структуре высоколегированных ледебуритных сталей количество более твердых карбидов
3. СТРУКТУРА ЛЕДЕБУРИТНЫХ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
В структуре высоколегированных ледебуритных сталей количество более твердых карбидов
Содержание карбидов и аустенита в ледебуритных сталях и сталях с интерметаллидным упрочнением
Содержание карбидов и аустенита в ледебуритных сталях и сталях с интерметаллидным упрочнением
Благодаря равномерному распределению карбидов и меньшему содержанию углерода в мартенсите после отпуска прочность
Благодаря равномерному распределению карбидов и меньшему содержанию углерода в мартенсите после отпуска прочность
СТРУКТУРА СТАЛЕЙ С ИНТЕМЕТАЛЛИДНЫМ УПРОЧНЕНИЕМ
Структура высоколегированных теплостойких сталей с интерметаллидным упрочнением сильно отличается
СТРУКТУРА СТАЛЕЙ С ИНТЕМЕТАЛЛИДНЫМ УПРОЧНЕНИЕМ
Структура высоколегированных теплостойких сталей с интерметаллидным упрочнением сильно отличается
Интерметаллиды образуются при кристаллизации из жидкости без образования эвтектики и вторичные –выделяются из
Интерметаллиды образуются при кристаллизации из жидкости без образования эвтектики и вторичные –выделяются из
Эти стали - низкоуглеродистые (концентрация углерода в них 0,1…0,25 %). Температуры начала фазового
Эти стали - низкоуглеродистые (концентрация углерода в них 0,1…0,25 %). Температуры начала фазового
ОСТАТОЧНЫЙ АУСТЕНИТ
Сохраняется в структуре закаленных сталей, имеющих более 0,4 – 0,5% С, т.к.
ОСТАТОЧНЫЙ АУСТЕНИТ
Сохраняется в структуре закаленных сталей, имеющих более 0,4 – 0,5% С, т.к.
Остаточный аустенит может быть превращен последующим отпуском: в не обладающих теплостойкостью углеродистых сталях
при
Остаточный аустенит может быть превращен последующим отпуском: в не обладающих теплостойкостью углеродистых сталях
при
ВЛИЯНИЕ АУСТЕНИТА НА СВОЙСТВА СТАЛИ
Аустенит даже в небольшом количестве уменьшает сопротивление малым пластическим
ВЛИЯНИЕ АУСТЕНИТА НА СВОЙСТВА СТАЛИ
Аустенит даже в небольшом количестве уменьшает сопротивление малым пластическим
Присутствие аустенита ведет к нарушению стабильности размеров инструмента.
В закаленной стали, а также
Присутствие аустенита ведет к нарушению стабильности размеров инструмента.
В закаленной стали, а также
4. ОСНОВЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Термообработка слитков и крупных заготовок
Штампы крупного
4. ОСНОВЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Термообработка слитков и крупных заготовок
Штампы крупного
Флокены представляют собой в изломе пятна ( хлопья) , а в поперечном макрошлифе -
Флокены представляют собой в изломе пятна ( хлопья) , а в поперечном макрошлифе -
Устранение карбидной неоднородности
Слитки и поковки из-за невозможности значительного улучшения распределения карбидов горячей деформацией
Устранение карбидной неоднородности
Слитки и поковки из-за невозможности значительного улучшения распределения карбидов горячей деформацией
Сетка эвтектики устраняется последующей термической обработкой – гомогенизацией: длительным (4-6 часов) нагревом до
Сетка эвтектики устраняется последующей термической обработкой – гомогенизацией: длительным (4-6 часов) нагревом до
Для сталей, содержащих менее 1 % С и менее легированных температура нагрева ниже.
Охлаждение
Для сталей, содержащих менее 1 % С и менее легированных температура нагрева ниже.
Охлаждение
Охлаждают на воздухе до 400 °С, а затем до 100 °С с печью.
После
Охлаждают на воздухе до 400 °С, а затем до 100 °С с печью.
После
ТЕХНОЛОГИЯ ОТЖИГА
Режимы отжига как и для конструкционных сталей.
Отличия существуют: а) - для сталей,
ТЕХНОЛОГИЯ ОТЖИГА
Режимы отжига как и для конструкционных сталей.
Отличия существуют: а) - для сталей,
Отжиг быстрорежущих сталей с карбидным упрочнением предупреждает своеобразный брак при последующей закалке в
Отжиг быстрорежущих сталей с карбидным упрочнением предупреждает своеобразный брак при последующей закалке в
Предварительная закалка и отпуск инструментальных сталей
Выполняют для инструментов сложной формы после черновой обработки
Предварительная закалка и отпуск инструментальных сталей
Выполняют для инструментов сложной формы после черновой обработки
Различие в том, что уменьшение шероховатости достигается в сечениях диаметром до 80 -100
Различие в том, что уменьшение шероховатости достигается в сечениях диаметром до 80 -100
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА (ТМО)
ТМО сочетает пластическую деформацию с немедленным ускоренным охлаждением . В результате
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА (ТМО)
ТМО сочетает пластическую деформацию с немедленным ускоренным охлаждением . В результате
У сталей повышенной вязкости вязкость и пластичность могут возрастать на 10 -15 %,
У сталей повышенной вязкости вязкость и пластичность могут возрастать на 10 -15 %,
ТЕХНОЛОГИЯ ЗАКАЛКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Условия нагрева. Температура окончательного нагрева и выдержка при нагреве зависят
ТЕХНОЛОГИЯ ЗАКАЛКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Условия нагрева. Температура окончательного нагрева и выдержка при нагреве зависят
Температуры подогрева должны быть лишь на 100 -150 °С ниже температур закалки. Это
Температуры подогрева должны быть лишь на 100 -150 °С ниже температур закалки. Это


Для большинства инструментов охлаждение осуществляют в водном растворе соли: 8 – 12 %
Для большинства инструментов охлаждение осуществляют в водном растворе соли: 8 – 12 %
Нетеплостойкие легированнные стали допускают более широкое регулирование скорости охлаждения и выбор закаливающих сред
Инструменты
Нетеплостойкие легированнные стали допускают более широкое регулирование скорости охлаждения и выбор закаливающих сред
Инструменты
Вода поступает по трубе и, попадая на рассекатель, веерообразно стекает на поверхность расплава
Вода поступает по трубе и, попадая на рассекатель, веерообразно стекает на поверхность расплава
Виды объемной закалки
Длительность выдержки в горячих средах влияют на структуру и свойства инструментальных
Виды объемной закалки
Длительность выдержки в горячих средах влияют на структуру и свойства инструментальных
В процессе выдержки повышается устойчивость аустенита, образуется бейнит. Структура после охлаждения: бейнит и
В процессе выдержки повышается устойчивость аустенита, образуется бейнит. Структура после охлаждения: бейнит и
Закалка в штампах. -для инструментов небольшой толщины, но большой длины . Инструменты сначала
Закалка в штампах. -для инструментов небольшой толщины, но большой длины . Инструменты сначала
Нагрев выполняют в смеси NaCl (44%) и KCl (56%)
Охлаженные инструменты промывают в горячей
Нагрев выполняют в смеси NaCl (44%) и KCl (56%)
Охлаженные инструменты промывают в горячей
При большой скорости нагрева температуры (А1) растворения карбидов и начала роста зерна смещаются
При большой скорости нагрева температуры (А1) растворения карбидов и начала роста зерна смещаются
В связи с этим удельная мощность и скорость нагрева при переходе точки Кюри
В связи с этим удельная мощность и скорость нагрева при переходе точки Кюри
Структура стали. При большой скорости нагрева образование зародышей аустенита происходит намного быстрее, чем
Структура стали. При большой скорости нагрева образование зародышей аустенита происходит намного быстрее, чем
Количество остаточного аустенита в стали 9ХФ в зависимости от температуры закалки и скорости
Количество остаточного аустенита в стали 9ХФ в зависимости от температуры закалки и скорости
Твердость инструментальной стали. При закалке с умеренной скоростью нагрева (100 – 150 °С/с)
Твердость инструментальной стали. При закалке с умеренной скоростью нагрева (100 – 150 °С/с)
Твердость поверхностного слоя стали 9ХС в зависимости от температуры закалки и скорости индукционного
Твердость поверхностного слоя стали 9ХС в зависимости от температуры закалки и скорости индукционного
Прочность стали . После нагрева до оптимальных температур она выше, чем у стали,
Прочность стали . После нагрева до оптимальных температур она выше, чем у стали,
Обработка холодом
Охлаждение ниже 0°С представляет дальнейшее продолжение закалки и возобновляет мартенситное превращение остаточного
Обработка холодом
Охлаждение ниже 0°С представляет дальнейшее продолжение закалки и возобновляет мартенситное превращение остаточного
Обработка холодом закаленной и отпущенной стали , выполняемая через несколько дней, месяцев, может
Обработка холодом закаленной и отпущенной стали , выполняемая через несколько дней, месяцев, может
У нетеплостойких сталей отрицательное влияние обработки холодом устраняет последующий отпуск, если его выполнять
У нетеплостойких сталей отрицательное влияние обработки холодом устраняет последующий отпуск, если его выполнять
Однако этот эффект проявляется только для сталей, у которых концентрация углерода в исходном
Однако этот эффект проявляется только для сталей, у которых концентрация углерода в исходном
в) – для дополнительного повышения твердости кобальтовых быстрорежущих сталей с повышенным содержанием углерода.
За
в) – для дополнительного повышения твердости кобальтовых быстрорежущих сталей с повышенным содержанием углерода.
За
ТЕХНОЛОГИЯ ОТПУСКА
Для большинства инструментов характерны следующие виды отпуска:
Отпуск при пониженных температурах: не выше
ТЕХНОЛОГИЯ ОТПУСКА
Для большинства инструментов характерны следующие виды отпуска:
Отпуск при пониженных температурах: не выше
Для улучшения вязкости при работе инструмента с повышенными ударными нагрузками температуру отпуска повышают
Для улучшения вязкости при работе инструмента с повышенными ударными нагрузками температуру отпуска повышают
Для большинства быстрорежущих инструментов верхняя граница отпуска 580 °С - 600 °С, т.к.
Для большинства быстрорежущих инструментов верхняя граница отпуска 580 °С - 600 °С, т.к.
Первый способ, при котором выделяется больше карбидов из более легированного раствора, обеспечивает несколько
Первый способ, при котором выделяется больше карбидов из более легированного раствора, обеспечивает несколько
Отпуск при промежуточных температурах. (300 – 400 °С)
Применяют для деревообрабатывающих и слесарно-монтажных инструментов
Отпуск при промежуточных температурах. (300 – 400 °С)
Применяют для деревообрабатывающих и слесарно-монтажных инструментов
Отпуск после шлифования. Цель отпуска – снятие шлифовочных напряжений , возникающих в поверхностном
Отпуск после шлифования. Цель отпуска – снятие шлифовочных напряжений , возникающих в поверхностном
Дефекты поверхностного слоя инструментов
При нагреве для горячей деформации, отжига, закалки, выполняемом без применения
Дефекты поверхностного слоя инструментов
При нагреве для горячей деформации, отжига, закалки, выполняемом без применения
Особенно опасно обезуглероживание эвтектоидных сталей, содержащих 0,2 – 0,3 % С: даже небольшая
Особенно опасно обезуглероживание эвтектоидных сталей, содержащих 0,2 – 0,3 % С: даже небольшая
Кремний при содержании 0,8 – 1 %, молибден и кобальт при содержании каждого
Кремний при содержании 0,8 – 1 %, молибден и кобальт при содержании каждого
ДЕФЕКТЫ ШЛИФОВАННОГО СЛОЯ (при шлифовании обычными абразивами - электрокорундом и др.)
Шлифование после закалки
ДЕФЕКТЫ ШЛИФОВАННОГО СЛОЯ (при шлифовании обычными абразивами - электрокорундом и др.)
Шлифование после закалки
Светлый наружный слой имеет аустенитно-мартенситную структуру и является продуктом вторичной закалки, происходящей в
Светлый наружный слой имеет аустенитно-мартенситную структуру и является продуктом вторичной закалки, происходящей в
Темнотравящаяся зона представляет дисперсную ферритно-карбидную смесь. Она возникает в области меньшего теплового воздействия
Темнотравящаяся зона представляет дисперсную ферритно-карбидную смесь. Она возникает в области меньшего теплового воздействия
Для предупреждения и исправления этих дефектов необходимо:
выбирать теплостойкие стали для инструментов, при шлифовании
Для предупреждения и исправления этих дефектов необходимо:
выбирать теплостойкие стали для инструментов, при шлифовании
СПОСОБЫ УЛУЧШЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ
Улучшение свойств поверхностного слоя достигается химико-термической обработкой : цианированием, сульфидированием,
СПОСОБЫ УЛУЧШЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ
Улучшение свойств поверхностного слоя достигается химико-термической обработкой : цианированием, сульфидированием,
Быстрорежущие и штамповые стали цианируют при 550 – 570 °С , а стали
Быстрорежущие и штамповые стали цианируют при 550 – 570 °С , а стали
Быстрорежущие и штамповые стали цианируют при 550 – 570 °С , а стали
Быстрорежущие и штамповые стали цианируют при 550 – 570 °С , а стали
Различают два вида цианирования:
высокотемпературное, проводимое при температуре, лежащей выше Ас3,
низкотемпературное при температуре нижеAc1.
При высокотемпературном цианировании металл
Различают два вида цианирования:
высокотемпературное, проводимое при температуре, лежащей выше Ас3,
низкотемпературное при температуре нижеAc1.
При высокотемпературном цианировании металл
При жидкостном цианировании используют расплавленные цианистые соли (25% NaCN, 60% NaCl и 15%
При жидкостном цианировании используют расплавленные цианистые соли (25% NaCN, 60% NaCl и 15%
В связи с вредностью производства жидкостное цианирование заменяют газовым цианированием, которое может производиться в муфельных
В связи с вредностью производства жидкостное цианирование заменяют газовым цианированием, которое может производиться в муфельных
СУЛЬФИДИРОВАНИЕ
Сульфидирование заключается в насыщении поверхностного слоя серой – для повышения износостойкости и уменьшения
СУЛЬФИДИРОВАНИЕ
Сульфидирование заключается в насыщении поверхностного слоя серой – для повышения износостойкости и уменьшения
АЗОТИРОВАНИЕ
Азотирование — это технологический процесс химико-термической обработки, при которой поверхность различных металлов или сплавов насыщают
АЗОТИРОВАНИЕ
Азотирование — это технологический процесс химико-термической обработки, при которой поверхность различных металлов или сплавов насыщают
Температура азотирования 500 – 560 °С. Твёрдость азотированного слоя увеличивается до HV = 1200 (соответствует 12 Гн/м2) и сохраняется при повторных нагревах до 500—600°C, что обеспечивает высокую износоустойчивость деталей при повышенных температурах.
Азотированные стали значительно превосходят по износоустойчивости цементированные и закалённыестали. А. — длительный процесс, для получения слоя толщиной 0,2—0,4 мм требуется 20— 50 ч. Повышение
Температура азотирования 500 – 560 °С. Твёрдость азотированного слоя увеличивается до HV = 1200 (соответствует 12 Гн/м2) и сохраняется при повторных нагревах до 500—600°C, что обеспечивает высокую износоустойчивость деталей при повышенных температурах.
Азотированные стали значительно превосходят по износоустойчивости цементированные и закалённыестали. А. — длительный процесс, для получения слоя толщиной 0,2—0,4 мм требуется 20— 50 ч. Повышение
Азотирование после отпуска и шлифования
Для теплостойких и полутеплостойких сталей (с 4 – 18%
Азотирование после отпуска и шлифования
Для теплостойких и полутеплостойких сталей (с 4 – 18%
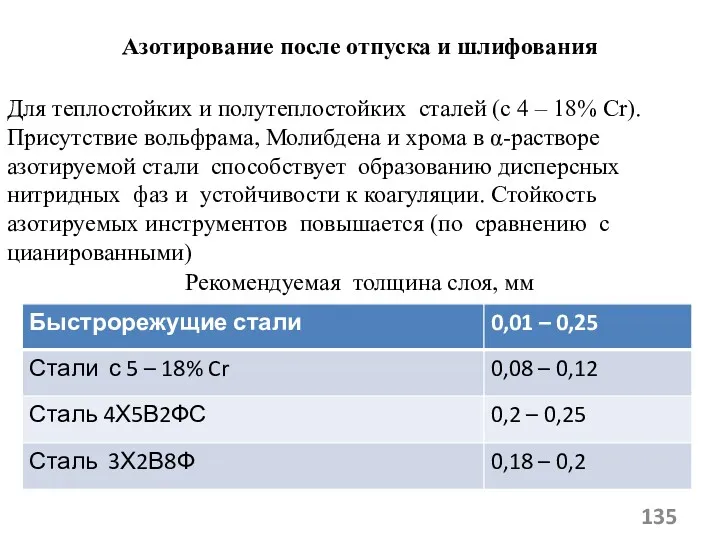
Целесообразно азотировать быстрорежущие стали при 550 – 560 °С 10 – 40 мин,
Целесообразно азотировать быстрорежущие стали при 550 – 560 °С 10 – 40 мин,
Пригодно для сталей, закаливаемых с пониженных температур (до 1000 -1050 °С ) в
Пригодно для сталей, закаливаемых с пониженных температур (до 1000 -1050 °С ) в
Цементация в твердом карбюризаторе
В этом процессе насыщающей средой является древесный уголь в
Цементация в твердом карбюризаторе
В этом процессе насыщающей средой является древесный уголь в
Цементация в газовом карбюризаторе
Этот процесс осуществляют в среде газов, содержащих углерод. Газовая
Цементация в газовом карбюризаторе
Этот процесс осуществляют в среде газов, содержащих углерод. Газовая
Цементация в кипящем слое . Цементация в слое мелких частиц (0,05-0,20 мм) корунда,
Цементация в кипящем слое . Цементация в слое мелких частиц (0,05-0,20 мм) корунда,
Мартенситное превращение протекает сначала в нижних слоях, затем в поверхностных, что создает сжимающие
Мартенситное превращение протекает сначала в нижних слоях, затем в поверхностных, что создает сжимающие
Высокохромистые стали Х12М, Х12Ф нагревают при 980 -1025, 2- 3 ч. и закаливают
Высокохромистые стали Х12М, Х12Ф нагревают при 980 -1025, 2- 3 ч. и закаливают
Хромирование сталей содержащих свыше 0,3—0,4 %С, повышает также твёрдость и износостойкость. Твердость хрома составляет
Хромирование сталей содержащих свыше 0,3—0,4 %С, повышает также твёрдость и износостойкость. Твердость хрома составляет
Концентрация хрома на поверхности достигает 40% при 0,15 -0,2% С и до 54
Концентрация хрома на поверхности достигает 40% при 0,15 -0,2% С и до 54
Электролитическое (гальваническое) покрытие
Выполняют после отпуска и шлифования при 50 – 75 °С. Пригодно
Электролитическое (гальваническое) покрытие
Выполняют после отпуска и шлифования при 50 – 75 °С. Пригодно
Электролитическое хромирование пригодно для инструментов простой формы, воспринимающих небольшие удельные нагрузки:
а) Для штампов
Электролитическое хромирование пригодно для инструментов простой формы, воспринимающих небольшие удельные нагрузки:
а) Для штампов
Борирование создает наиболее высокую микротвердость: 1800 – 2000 HV у углеродистых сталей и
Борирование создает наиболее высокую микротвердость: 1800 – 2000 HV у углеродистых сталей и
ОБРАБОТКА ПАРОМ
Обработку паром применяют для инструментов из теплостойких и полутеплостойких сталей.
После отпуска и
ОБРАБОТКА ПАРОМ
Обработку паром применяют для инструментов из теплостойких и полутеплостойких сталей.
После отпуска и
В результате осаждения карбидов титана на рабочую поверхность инструмента достигается наиболее высокая твердость
В результате осаждения карбидов титана на рабочую поверхность инструмента достигается наиболее высокая твердость
НАПЛАВКА ИНСТРУМЕНТОВ
Применяют для штампов холодного и горячего деформирования , холодной и горячей резки
НАПЛАВКА ИНСТРУМЕНТОВ
Применяют для штампов холодного и горячего деформирования , холодной и горячей резки
ВЫБОР ИНСТРУМЕНТАЛЬНОЙ СТАЛИ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Выбор состава и обработки сталей для режущих инструментов
Стали
ВЫБОР ИНСТРУМЕНТАЛЬНОЙ СТАЛИ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Выбор состава и обработки сталей для режущих инструментов
Стали
Примерное назначение сталей для металлорежущих инструментов
Примерное назначение сталей для металлорежущих инструментов


Для большинства режущих инструментов необходимы быстрорежущие стали. Нетеплостойкие стали - для ограниченного типа
Для большинства режущих инструментов необходимы быстрорежущие стали. Нетеплостойкие стали - для ограниченного типа
Для резания с большими подачами, с динамическими нагрузками (например, для долбяков) нужны стали
Для резания с большими подачами, с динамическими нагрузками (например, для долбяков) нужны стали
Для инструментов крупного сечения и длины (например, протяжек), работающих с небольшими скоростями (температурами)
Для инструментов крупного сечения и длины (например, протяжек), работающих с небольшими скоростями (температурами)
Влияние способов изготовления инструмента
Для сверл и др ин-тов, изготовляемых горячей деформацией (прокаткой), нужны
Влияние способов изготовления инструмента
Для сверл и др ин-тов, изготовляемых горячей деформацией (прокаткой), нужны
Для накатки (метчиков, особенно ручных) пригодны углеродистые стали У10А, У11А, 11Х. Заэвтектоидные легированные
Для накатки (метчиков, особенно ручных) пригодны углеродистые стали У10А, У11А, 11Х. Заэвтектоидные легированные
Инструменты, не подвергаемые шлифованию
Оправдано применение износостойких ванадиевых сталей Р12Ф3, Р9Ф5 , обладающих
Инструменты, не подвергаемые шлифованию
Оправдано применение износостойких ванадиевых сталей Р12Ф3, Р9Ф5 , обладающих
Инструменты, подвергаемые местному упрочнению
Должный иметь в рабочей части большую твердость, чем на участках
Инструменты, подвергаемые местному упрочнению
Должный иметь в рабочей части большую твердость, чем на участках
СТАЛИ ДЛЯ ДЕРЕВООБРАБАТЫВАЮЩИХ ИНСТРУМЕНТОВ
Для резания мягких пород дерева применяют нетеплостойкие стали с
СТАЛИ ДЛЯ ДЕРЕВООБРАБАТЫВАЮЩИХ ИНСТРУМЕНТОВ
Для резания мягких пород дерева применяют нетеплостойкие стали с
Отпуск – в чугунных плитах (для правки) , прогревают до 150 -160 °С
Отпуск – в чугунных плитах (для правки) , прогревают до 150 -160 °С
Назначение и твердость сталей для деревообрабатывающих
Назначение и твердость сталей для деревообрабатывающих
Назначение и твердость сталей для деревообрабатывающих
Длинные и тонкие ножи (для резки фанеры)
Назначение и твердость сталей для деревообрабатывающих
Длинные и тонкие ножи (для резки фанеры)
Инструменты для других органических материалов
Для резания бумаги с большой скоростью (более 1000 м/мин)
Инструменты для других органических материалов
Для резания бумаги с большой скоростью (более 1000 м/мин)
ИНСТРУМЕНТЫ ДЛЯ ХОЛОДНОГО ДЕФОРМИРОВАНИЯ
ИНСТРУМЕНТЫ ДЛЯ ХОЛОДНОГО ДЕФОРМИРОВАНИЯ


Инструментальные материалы и прогресс механической обработки.
Вплоть до первого десятилетия ХХ в. единственным материалом,
Инструментальные материалы и прогресс механической обработки.
Вплоть до первого десятилетия ХХ в. единственным материалом,
В начале ХХ в. была разработана первая высоколегированная инструментальная сталь. Эта сталь в качестве
В начале ХХ в. была разработана первая высоколегированная инструментальная сталь. Эта сталь в качестве
Вольфрам - основной легирующий элемент быстрорежущих сталей - дефицитный материал. В период Великой Отечественной
Вольфрам - основной легирующий элемент быстрорежущих сталей - дефицитный материал. В период Великой Отечественной
В 20-х годах потребовалось полностью заменить тихоходный и маломощный парк металлорежущих станков новыми,
В 20-х годах потребовалось полностью заменить тихоходный и маломощный парк металлорежущих станков новыми,
После перехода к высоколегированным быстрорежущим сталям исследователи приступили к поискам новых композиций различных
После перехода к высоколегированным быстрорежущим сталям исследователи приступили к поискам новых композиций различных
Технология производства первых вольфрамокобальтовых твёрдых сплавов состояла в расплавлении компонентов и отливке пластинок, припаиваемых к
Технология производства первых вольфрамокобальтовых твёрдых сплавов состояла в расплавлении компонентов и отливке пластинок, припаиваемых к
Режущие инструменты, оснащённые твёрдосплавными пластинами, стали постепенно вытеснять инструменты из быстрорежущих сталей. Сначала твёрдосплавными пластинками оснащались резцы,
Режущие инструменты, оснащённые твёрдосплавными пластинами, стали постепенно вытеснять инструменты из быстрорежущих сталей. Сначала твёрдосплавными пластинками оснащались резцы,
В результате дальнейших поисков к середине 30-х годов был разработан новый твёрдый сплав,
В результате дальнейших поисков к середине 30-х годов был разработан новый твёрдый сплав,
Металлорежущие инструменты, оснащённые твёрдосплавными пластинками, могли обрабатывать стали и чугуны со скоростями, в
Металлорежущие инструменты, оснащённые твёрдосплавными пластинками, могли обрабатывать стали и чугуны со скоростями, в
В 40-х годах усилия учёных были направлены на разработку минеральных инструментальных материалов, физико-механические
В 40-х годах усилия учёных были направлены на разработку минеральных инструментальных материалов, физико-механические
Производя попытки повысить прочность и уменьшить хрупкость минералокерамики легированием некоторыми тугоплавкими металлами, учёные
Производя попытки повысить прочность и уменьшить хрупкость минералокерамики легированием некоторыми тугоплавкими металлами, учёные
В 60-х годах была разработана оригинальная технология изготовления синтетического минерального материала из соединения
В 60-х годах была разработана оригинальная технология изготовления синтетического минерального материала из соединения
ТВЕРДЫЕ СПЛАВЫ
Твердые сплавы являются основным инструментальным материалом, обеспечивающим высокопроизводительную обработку резанием.
Общее количество твердого
ТВЕРДЫЕ СПЛАВЫ
Твердые сплавы являются основным инструментальным материалом, обеспечивающим высокопроизводительную обработку резанием.
Общее количество твердого
Массовая доля карбидообразующих элементов в однокарбидных сплавах, содержащих только карбид вольфрама, определяется разностью
Массовая доля карбидообразующих элементов в однокарбидных сплавах, содержащих только карбид вольфрама, определяется разностью
Вольфрамо-кобальтовые твердые сплавы
Вольфрамо-кобальтовые сплавы (ВК) состоят из карбида вольфрама и кобальта. Марки сплавов
Вольфрамо-кобальтовые твердые сплавы
Вольфрамо-кобальтовые сплавы (ВК) состоят из карбида вольфрама и кобальта. Марки сплавов
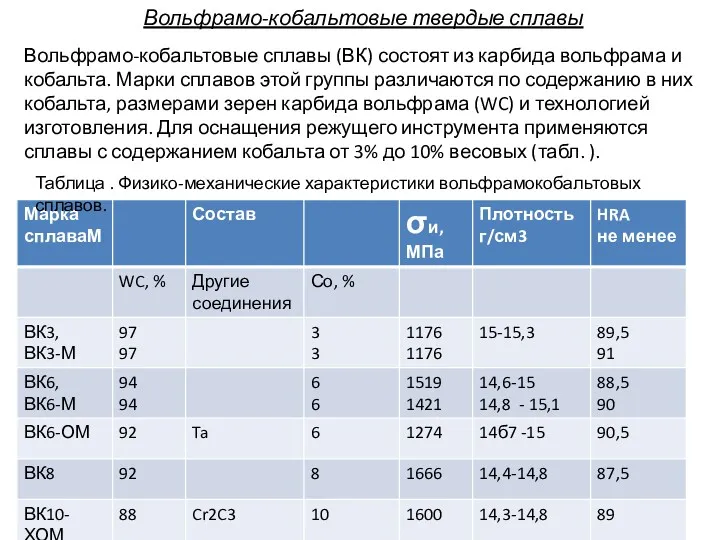
При увеличении в сплавах содержания кобальта в рассматриваемом диапазоне предел прочности при поперечном
При увеличении в сплавах содержания кобальта в рассматриваемом диапазоне предел прочности при поперечном
При одинаковом содержании кобальта физико-механические и режущие свойства в значительной мере определяются зернистостью
При одинаковом содержании кобальта физико-механические и режущие свойства в значительной мере определяются зернистостью
Сплавы содержат также наибольшие добавки карбида тантала (около 2%) и ванадия (0,1%), которые,
Сплавы содержат также наибольшие добавки карбида тантала (около 2%) и ванадия (0,1%), которые,
Сплав ВК10-ХОМ предназначен для обработки некоторых марок коррозионностойких сталей, титановых и никелевых сплавов,
Сплав ВК10-ХОМ предназначен для обработки некоторых марок коррозионностойких сталей, титановых и никелевых сплавов,
Наряду с содержанием кобальта и зернистостью фазы WC, большое влияние на режущие свойства
Наряду с содержанием кобальта и зернистостью фазы WC, большое влияние на режущие свойства
Титановольфрамовые твердые сплавы
Титановольфрамовые сплавы (ТК) выпускают главным образом для оснащения инструментов при обработке
Титановольфрамовые твердые сплавы
Титановольфрамовые сплавы (ТК) выпускают главным образом для оснащения инструментов при обработке
Сплавы группы ТК стандартных марок имеют различный состав в зависимости от условий их
Сплавы группы ТК стандартных марок имеют различный состав в зависимости от условий их
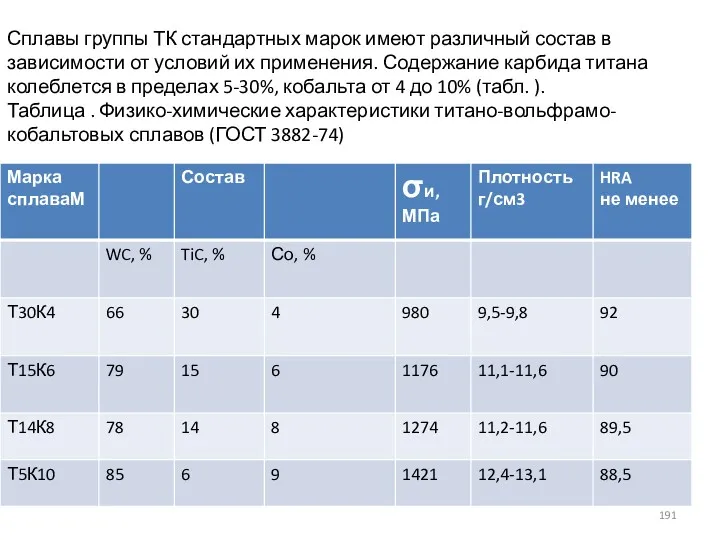
Так же, как и у сплавов WC-Co, предел прочности при изгибе и сжатии,
Так же, как и у сплавов WC-Co, предел прочности при изгибе и сжатии,
В соответствии с приведенными закономерностями меняются и режущие свойства сплавов: увеличение содержания кобальта
В соответствии с приведенными закономерностями меняются и режущие свойства сплавов: увеличение содержания кобальта
Титано-тантало-вольфрамовые твердые сплавы
Промышленные титано-тантало-вольфрамовые твердые сплавы (сплавы ТТК) состоят из трех основных фаз:
Титано-тантало-вольфрамовые твердые сплавы
Промышленные титано-тантало-вольфрамовые твердые сплавы (сплавы ТТК) состоят из трех основных фаз:
Таблица 9. Состав и характеристики физико-механических свойств титано-тантало-вольфрамовых марок твердых сплавов для резания(ГОСТ
Таблица 9. Состав и характеристики физико-механических свойств титано-тантало-вольфрамовых марок твердых сплавов для резания(ГОСТ
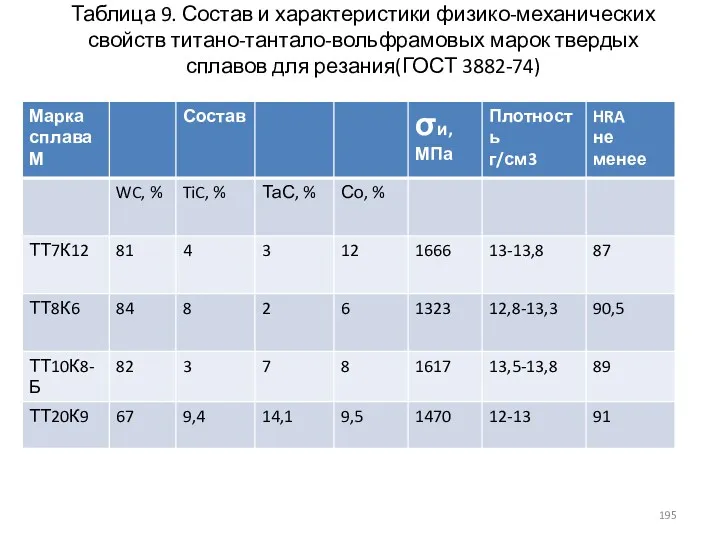
Исследование режущих свойств сплавов ТТК показало, что увеличение в сплаве содержания карбида тантала
Исследование режущих свойств сплавов ТТК показало, что увеличение в сплаве содержания карбида тантала
Для операций фрезерования рекомендуется сплав марки ТТ20К9 (для обработки стали).
Для чистового и получистового
Для операций фрезерования рекомендуется сплав марки ТТ20К9 (для обработки стали).
Для чистового и получистового
Таблица. Основные свойства сплавов группы “МС” (ТУ 48-19-308-80)
Таблица. Основные свойства сплавов группы “МС” (ТУ 48-19-308-80)

Сплавы марок МС101, МС111, МС121, МС131 и МС146 предназначены для обработки стали и
Сплавы марок МС101, МС111, МС121, МС131 и МС146 предназначены для обработки стали и
Безвольфрамовые твердые сплавы
В связи с высокой дефицитностью основных компонентных составляющих твердого сплава и,
Безвольфрамовые твердые сплавы
В связи с высокой дефицитностью основных компонентных составляющих твердого сплава и,
Вместе с тем, безвольфрамовые твёрдые сплавы в сравнении со стандартными вольфрамосодержащими сплавами имеют
Вместе с тем, безвольфрамовые твёрдые сплавы в сравнении со стандартными вольфрамосодержащими сплавами имеют
Физико-механические характеристики некоторых марок БВТС представлены в таблице
Эффективно применение безвольфрамовых твёрдых сплавов, главным
Физико-механические характеристики некоторых марок БВТС представлены в таблице
Эффективно применение безвольфрамовых твёрдых сплавов, главным
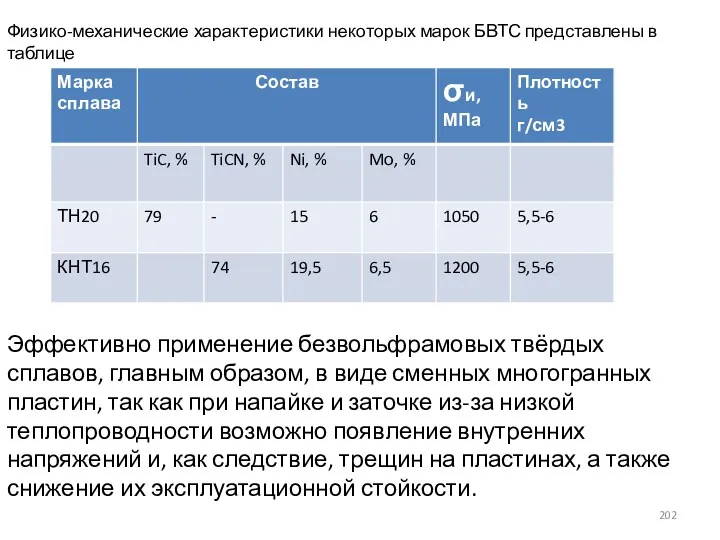
С учетом относительно низких значений теплостойкости и пластической прочности БВТС проведены исследовательские работы
С учетом относительно низких значений теплостойкости и пластической прочности БВТС проведены исследовательские работы
Эффективность применения безвольфрамовых твёрдых сплавов зависит от правильности подготовки инструмента, выбора режимов резания
Эффективность применения безвольфрамовых твёрдых сплавов зависит от правильности подготовки инструмента, выбора режимов резания
Области применения твердых сплавов
При анализе областей применения марок твердых сплавов, обладающих различными свойствами,
Области применения твердых сплавов
При анализе областей применения марок твердых сплавов, обладающих различными свойствами,
Таблица. Классификация современных твердых сплавов по стандарту ИСО 513
Таблица. Классификация современных твердых сплавов по стандарту ИСО 513
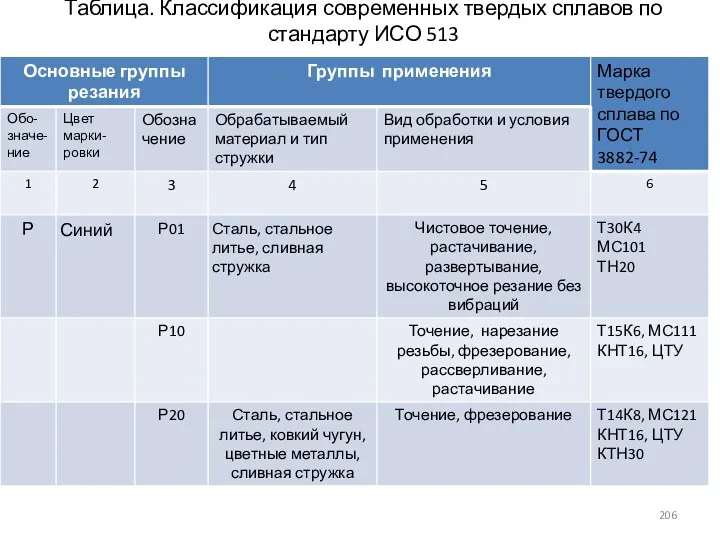




*Неблагоприятными и особо неблагоприятными называют условия обработки с переменной глубиной резания, прерывистой подачей,
*Неблагоприятными и особо неблагоприятными называют условия обработки с переменной глубиной резания, прерывистой подачей,
Основные тенденции совершенствования твердых сплавов.
В настоящее время номенклатура твердых сплавов, выпускаемых промышленностью РФ,
Основные тенденции совершенствования твердых сплавов.
В настоящее время номенклатура твердых сплавов, выпускаемых промышленностью РФ,
Совершенствование вольфрама-кобальтовых твердых сплавов (WC-Co) связано с:
-разработкой сплавов особомелкозернистой ( ??1 мкм)
Совершенствование вольфрама-кобальтовых твердых сплавов (WC-Co) связано с:
-разработкой сплавов особомелкозернистой ( ??1 мкм)
В настоящее время западные производители режущего инструмента рекомендуют использовать инструмент из ультра- и
В настоящее время западные производители режущего инструмента рекомендуют использовать инструмент из ультра- и
Надежность твердосплавного инструмента, особенно инструмента применяемого в автоматизированном производстве, зависит не только от
Надежность твердосплавного инструмента, особенно инструмента применяемого в автоматизированном производстве, зависит не только от
Для производства цельно-твердосплавных сверл и концевых фрез диаметром 0,1-0,8 мм для обработки отверстий
Для производства цельно-твердосплавных сверл и концевых фрез диаметром 0,1-0,8 мм для обработки отверстий
Аналогичные цельнотвердосплавные сверла фирмы Kennametal-Hertel позволили до 3 раз повысить подачу при сверлении
Аналогичные цельнотвердосплавные сверла фирмы Kennametal-Hertel позволили до 3 раз повысить подачу при сверлении
Улучшение свойств твердого сплава отмечено при его легировании рутением (Ru). В частности, введение
Улучшение свойств твердого сплава отмечено при его легировании рутением (Ru). В частности, введение
Снижение содержания кобальта (например, до 3,69% по объему) заметно снижает оптимальное значение температуры
Снижение содержания кобальта (например, до 3,69% по объему) заметно снижает оптимальное значение температуры
Японская фирма Mitsubishi разработала широкую гамму титанотанталовольфрамовых сплавов различного назначения. В частности, сплав
Японская фирма Mitsubishi разработала широкую гамму титанотанталовольфрамовых сплавов различного назначения. В частности, сплав
Это связано с ростом склонности к большому изменению линейных размеров и снижением теплопроводности
Это связано с ростом склонности к большому изменению линейных размеров и снижением теплопроводности
Таблица . Марки сплавов, производимых и применяемых в РФ по улучшенным технологиям, а
Таблица . Марки сплавов, производимых и применяемых в РФ по улучшенным технологиям, а
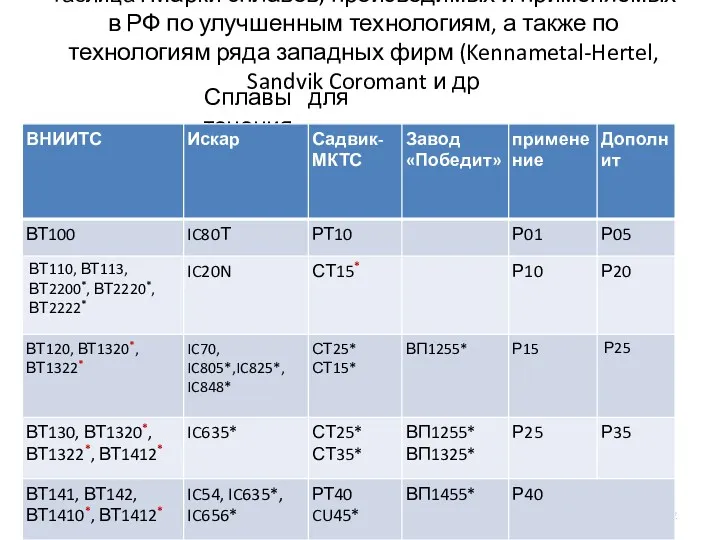

Сплавы для фрезерования
Сплавы для фрезерования
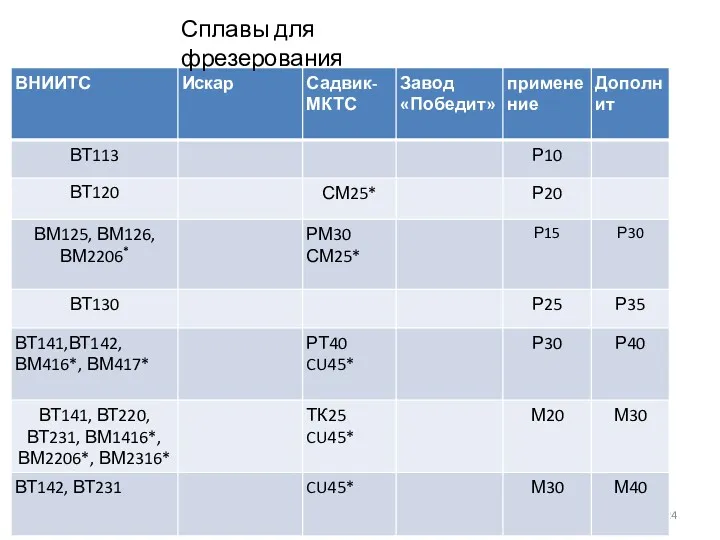
*Сплавы с износостойким покрытием
Наиболее радикально совершенствуются БВТС. Необходимо отметить, что если в странах
*Сплавы с износостойким покрытием
Наиболее радикально совершенствуются БВТС. Необходимо отметить, что если в странах
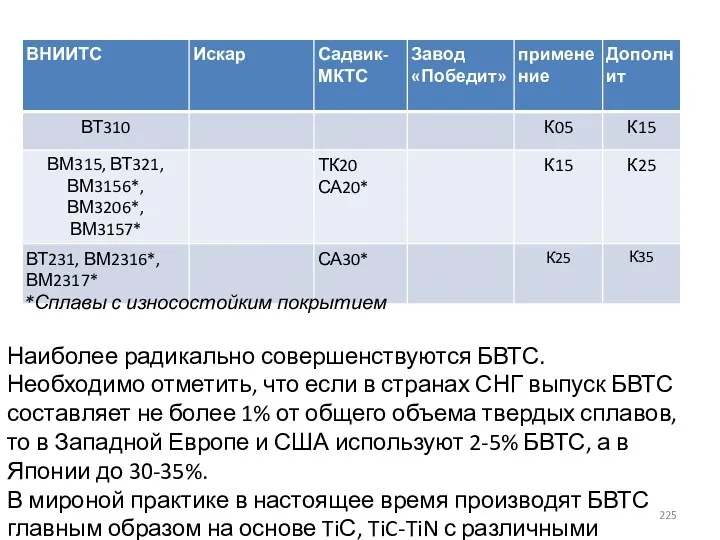
Таблица . Составы БВТС, применяемые в мировой практике
Таблица . Составы БВТС, применяемые в мировой практике
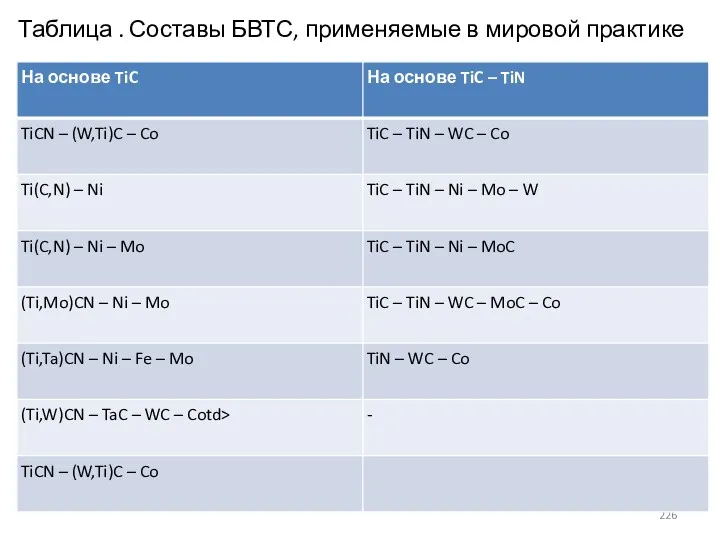
Эффективность БВТС при резании в значительной степени определяется составом и свойствами связки.
При
Эффективность БВТС при резании в значительной степени определяется составом и свойствами связки.
При
Фирма Sumitomo разработала серию БВТС, которые успешно заменили вольфрамосодержащие твердые сплавы для операций
Фирма Sumitomo разработала серию БВТС, которые успешно заменили вольфрамосодержащие твердые сплавы для операций
Еще одно направление совершенствования БВТС связано с введением в их состав небольшого количества
Еще одно направление совершенствования БВТС связано с введением в их состав небольшого количества
Фирма Adamas Carbide (США) рекомендуют пластины из БВТС марок ADAMAX300 и ADAMAX400 для
Фирма Adamas Carbide (США) рекомендуют пластины из БВТС марок ADAMAX300 и ADAMAX400 для
Следует отметить, что БВТС, с их более высокой, чем у вольфрамосодержащих твердых сплавов,
Следует отметить, что БВТС, с их более высокой, чем у вольфрамосодержащих твердых сплавов,
В ряде случаев инструмент, оснащенный пластинами из БВТС, превосходит инструмент из твердых сплавов
В ряде случаев инструмент, оснащенный пластинами из БВТС, превосходит инструмент из твердых сплавов
Минералокерамика
Основой керамики является корунд — минерал кристаллического строения,
состоящий из оксида алюминия Аl2Оз.
Минералокерамика
Основой керамики является корунд — минерал кристаллического строения,
состоящий из оксида алюминия Аl2Оз.
Наибольшее распространение в настоящее время получила керамика оксидная (белая), оксидно-карбидная (черная), оксидно-нитридная.
Оксидная керамика содержит
Наибольшее распространение в настоящее время получила керамика оксидная (белая), оксидно-карбидная (черная), оксидно-нитридная.
Оксидная керамика содержит
ВО-13, ВО-130
Керамика оксидного типа, на основе оксида алюминия. ВО-130 является аналогом керамики марки
ВО-13, ВО-130
Керамика оксидного типа, на основе оксида алюминия. ВО-130 является аналогом керамики марки
ОКСИДНО-КАРБИДНАЯ КЕРАМИКА
ВОК-200
Керамика оксидно-карбидного типа на основе Al2O3 и TiC, с некоторыми легирующими добавками
ОКСИДНО-КАРБИДНАЯ КЕРАМИКА
ВОК-200
Керамика оксидно-карбидного типа на основе Al2O3 и TiC, с некоторыми легирующими добавками
СЛОИСТЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ
ВОКС-300
Композиционный материал, состоящий из высокопрочной твердосплавной подложки и одного или нескольких
СЛОИСТЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ
ВОКС-300
Композиционный материал, состоящий из высокопрочной твердосплавной подложки и одного или нескольких
Кортинит имеет мелкозернистую структуру и предназначен для чистового и получистового точения и фрезерования
Кортинит имеет мелкозернистую структуру и предназначен для чистового и получистового точения и фрезерования
Параллельно с совершенствованием керамических материалов на основе оксида созданы новые марки режущей керамики
Параллельно с совершенствованием керамических материалов на основе оксида созданы новые марки режущей керамики
К этой группе относится Силинит-Р, созданный ИПМ НАН Украины. обеспечивающий стабильность физико-механических свойств
К этой группе относится Силинит-Р, созданный ИПМ НАН Украины. обеспечивающий стабильность физико-механических свойств
Керамика на основе нитрида кремния, с добавками оксидов металлов. ТВИН-200
Для нее характерна высокая
Керамика на основе нитрида кремния, с добавками оксидов металлов. ТВИН-200
Для нее характерна высокая
Керамику на основе нитрида кремния получают методами горячего прессования.
Изготовление керамики на основе
Керамику на основе нитрида кремния получают методами горячего прессования.
Изготовление керамики на основе
ТВИН-400
Керамический композиционный материал на основе оксида алюминия, армированный нитевидными монокристаллами карбида кремния.
Пластины
ТВИН-400
Керамический композиционный материал на основе оксида алюминия, армированный нитевидными монокристаллами карбида кремния.
Пластины
Низкая прочность и склонность к выкрашиванию минералокерамики ЦМ332 послужили толчком к поискам новых,
Низкая прочность и склонность к выкрашиванию минералокерамики ЦМ332 послужили толчком к поискам новых,
Керметы имеют предел прочности на изгиб σи = 0,6.. .0,7 ГПа, что почти
Керметы имеют предел прочности на изгиб σи = 0,6.. .0,7 ГПа, что почти
Для успешного использования минералокерамических режущих материалов, обладающих малой прочностью при изгибе и сравнительно
Для успешного использования минералокерамических режущих материалов, обладающих малой прочностью при изгибе и сравнительно
Минералокерамические материалы ВЗ и ВОК-60 при замене твердых сплавов ТЗОК4, ВКЗМ и ВК6М
Минералокерамические материалы ВЗ и ВОК-60 при замене твердых сплавов ТЗОК4, ВКЗМ и ВК6М
Исходным материалом для производства оксидной и оксидно-карбидной керамики является технический глинозем, полученный из
Исходным материалом для производства оксидной и оксидно-карбидной керамики является технический глинозем, полученный из
3 Спекают отпрессованные пластины при температуре около 1750 °С и кратковременном режиме отжига
3 Спекают отпрессованные пластины при температуре около 1750 °С и кратковременном режиме отжига
Надежность пластин при резании достигается благодаря не только высоким требованиям к технологии их
Надежность пластин при резании достигается благодаря не только высоким требованиям к технологии их
Замедлители рекристаллизации - оксиды магния, кремния, железа, кальция, натрия, циркония.
Оксид магния MgO
Замедлители рекристаллизации - оксиды магния, кремния, железа, кальция, натрия, циркония.
Оксид магния MgO
У оксидно-карбидной керамики гранулометрический состав еще более тонкозернистый, и средний размер зерен А12О3 в
У оксидно-карбидной керамики гранулометрический состав еще более тонкозернистый, и средний размер зерен А12О3 в
В процессе спекания крупные зерна растут за счет мелких.
Если шихта содержит слишком
В процессе спекания крупные зерна растут за счет мелких.
Если шихта содержит слишком
От величины поверхностных зерен зависит стойкость минералокерамических инструментов.
Структура поверхности минералокерамических сплавов оценивается
От величины поверхностных зерен зависит стойкость минералокерамических инструментов.
Структура поверхности минералокерамических сплавов оценивается
ВОК-200 это оксидно-карбидная керамика на основе Al2O3 и TiC, с легирующими добавками тугоплавких соединений. Пластины ВОК200 получают
ВОК-200 это оксидно-карбидная керамика на основе Al2O3 и TiC, с легирующими добавками тугоплавких соединений. Пластины ВОК200 получают
ВОКС-300 представляет собой композиционный слоистый материал, который состоит из высокопрочной твердосплавной части и нескольких слоев
ВОКС-300 представляет собой композиционный слоистый материал, который состоит из высокопрочной твердосплавной части и нескольких слоев
Физико-механические свойства минералокерамического инструментального материала ВОК-60, ВОК-71, ВОК-200, ВОКС-300
Физико-механические свойства минералокерамического инструментального материала ВОК-60, ВОК-71, ВОК-200, ВОКС-300
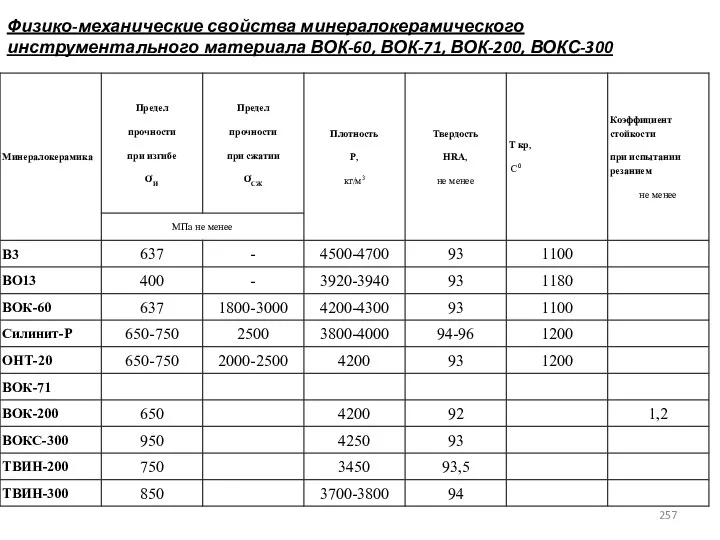
рекомендации по выбору режущей керамики
рекомендации по выбору режущей керамики


- оксидно-карбидная (смешанная, черная) керамика ВОК-60, ВОК-63, В-3 и оксидно-нитридная (кортинит ОНТ-20) -
- оксидно-карбидная (смешанная, черная) керамика ВОК-60, ВОК-63, В-3 и оксидно-нитридная (кортинит ОНТ-20) -
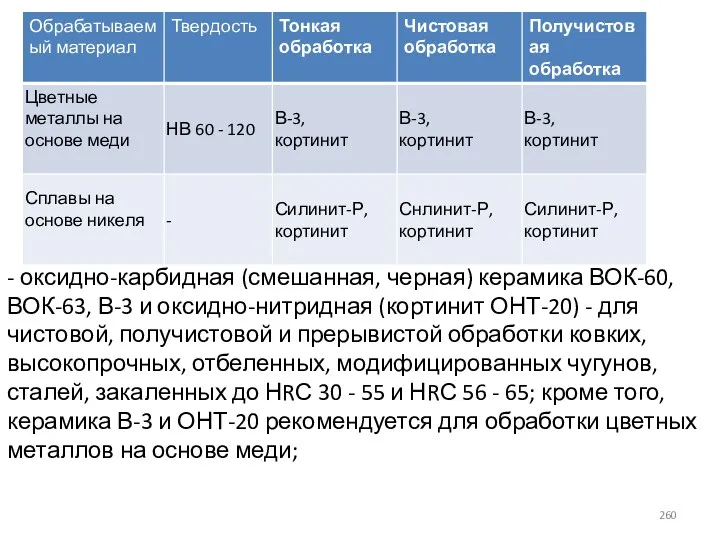
- нитридная керамика - для обработки чугунов при чистовом, получистовом и черновом точении
- нитридная керамика - для обработки чугунов при чистовом, получистовом и черновом точении
Допустимый износ керамических пластин намного меньше износа твердосплавных пластин. Максимальный износ по задней
Допустимый износ керамических пластин намного меньше износа твердосплавных пластин. Максимальный износ по задней
Основные тенденции совершенствования минералокерамики
Основные тенденции совершенствования минералокерамики
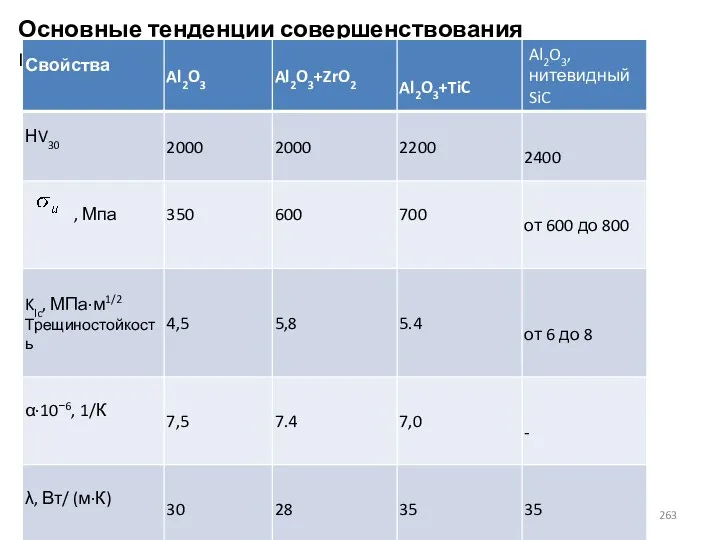
Добавление в оксидную керамику оксидов циркония, карбидов титана и армирование ее «нитевидными» кристаллами
Добавление в оксидную керамику оксидов циркония, карбидов титана и армирование ее «нитевидными» кристаллами
Низкая трещиностойкость керамического сплава является причиной формирования фронта трещин, которые из-за отсутствия пластической
Низкая трещиностойкость керамического сплава является причиной формирования фронта трещин, которые из-за отсутствия пластической
Наибольшее распространение в мировой практике получила керамика на основе 70% А12О3 с добавлением до
Наибольшее распространение в мировой практике получила керамика на основе 70% А12О3 с добавлением до
Наиболее совершенной в настоящее время является оксидная керамика, армированная «нитевидными» кристаллами SiC, которая
Наиболее совершенной в настоящее время является оксидная керамика, армированная «нитевидными» кристаллами SiC, которая
Необходимо заметить, что степень повышения прочности и твердости армированного керамического материала (композиционного типа)
Необходимо заметить, что степень повышения прочности и твердости армированного керамического материала (композиционного типа)
Необходимо отметить, что в настоящее время уже имеются промышленные марки режущей керамики, например,
Необходимо отметить, что в настоящее время уже имеются промышленные марки режущей керамики, например,
Классификация различных марок режущей керамики по их основным свойствам (НRА, σи) в сравнении
Классификация различных марок режущей керамики по их основным свойствам (НRА, σи) в сравнении
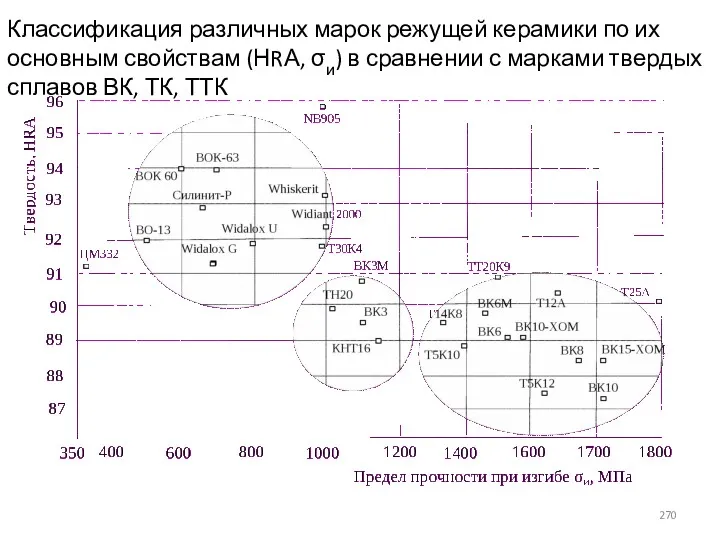
Анализ тенденций развития керамического режущего инструмента свидетельствует о больших перспективах инструментов из режущей
Анализ тенденций развития керамического режущего инструмента свидетельствует о больших перспективах инструментов из режущей
Сравнительные результаты применения резцов с пластинами из керамики и твердых сплавов при точении
Сравнительные результаты применения резцов с пластинами из керамики и твердых сплавов при точении
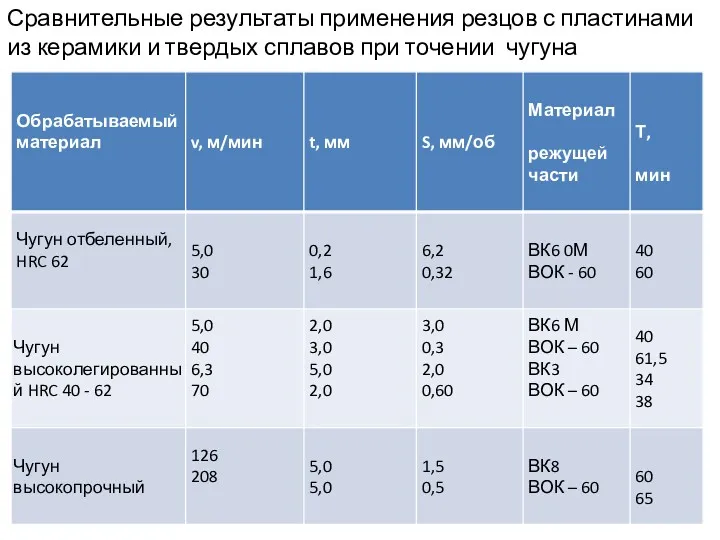
Сравнительные результаты применения резцов с пластинами из керамики и твердых сплавов при точении
Сравнительные результаты применения резцов с пластинами из керамики и твердых сплавов при точении
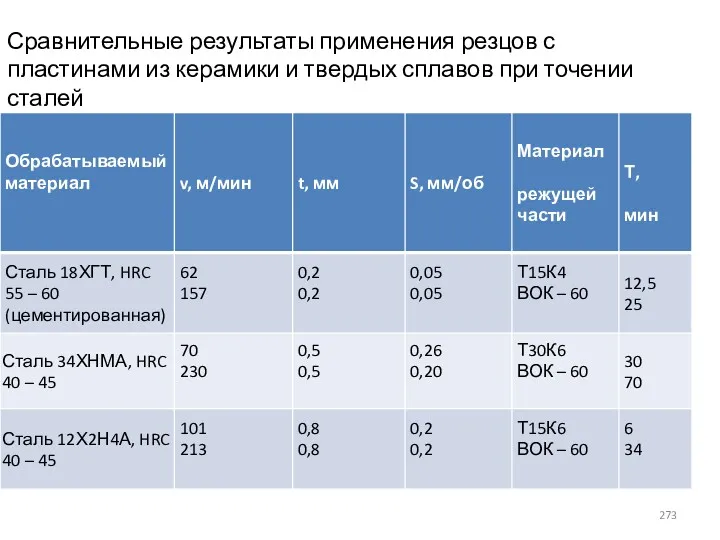
Сверхтвердые материалы (СТМ)
Сверхтвердыми принято считать инструментальные материалы, имеющие твердость по Виккерсу при комнатной
Сверхтвердые материалы (СТМ)
Сверхтвердыми принято считать инструментальные материалы, имеющие твердость по Виккерсу при комнатной
Природный алмаз является самым твердым из известных материалов (твердость порядка 100 ГПа). Он обладает
Природный алмаз является самым твердым из известных материалов (твердость порядка 100 ГПа). Он обладает
СИНТЕТИЧЕСКИЕ АЛМАЗЫ. Совершенствование технологии получения синтетических алмазов позволило изготовлять поликристаллические образования достаточно больших
СИНТЕТИЧЕСКИЕ АЛМАЗЫ. Совершенствование технологии получения синтетических алмазов позволило изготовлять поликристаллические образования достаточно больших
В зависимости от технологии выращиваемые кристаллы алмаза имеют различное строение (балласы, карбонадо, карболит)
В зависимости от технологии выращиваемые кристаллы алмаза имеют различное строение (балласы, карбонадо, карболит)
Природные и синтетические алмазы имеют одинаковые параметры кристаллической решетки, близкие химические и физико-механические
Природные и синтетические алмазы имеют одинаковые параметры кристаллической решетки, близкие химические и физико-механические
Полученные искусственным путем поликристаллы обладают рядом преимуществ перед монокристаллами, применяемыми в лезвийных инструментах.
Полученные искусственным путем поликристаллы обладают рядом преимуществ перед монокристаллами, применяемыми в лезвийных инструментах.
Инструменты из поликристаллов синтетических алмазов показывают высокие режущие свойства при обработке титановых сплавов,
Инструменты из поликристаллов синтетических алмазов показывают высокие режущие свойства при обработке титановых сплавов,
На основе синтетических алмазов выпускаются композиционные материалы, состоящие из подложки (основания) и нанесенного
На основе синтетических алмазов выпускаются композиционные материалы, состоящие из подложки (основания) и нанесенного
Синтетические алмазы маркируются буквами «АС». Например: марки АСБ (баллас) и АСПК (карбонадо). Применяются
Синтетические алмазы маркируются буквами «АС». Например: марки АСБ (баллас) и АСПК (карбонадо). Применяются
Природные и синтетические алмазы нашли широкое применение в обработке медных, алюминиевых и магниевых
Природные и синтетические алмазы нашли широкое применение в обработке медных, алюминиевых и магниевых
Кубический нитрид бора(КНБ) - уникальный синтетический инструментальный материал, его химический состав: 44% бора
Кубический нитрид бора(КНБ) - уникальный синтетический инструментальный материал, его химический состав: 44% бора
В настоящее время разработана целая гамма поликристаллических материалов на основе твердых модификаций нитрида
В настоящее время разработана целая гамма поликристаллических материалов на основе твердых модификаций нитрида
Основным направлением в применении лезвийных инструментов на базе кубического нитрида бора является обработка
Основным направлением в применении лезвийных инструментов на базе кубического нитрида бора является обработка
Кроме имеющихся сверхтвердых материалов разработаны новые СТМ, показавшие достаточно высокие эксплуатационные свойства. К
Кроме имеющихся сверхтвердых материалов разработаны новые СТМ, показавшие достаточно высокие эксплуатационные свойства. К
Физико-механические свойства СТМ
Физико-механические свойства СТМ

АБРАЗИВНЫЕ МАТЕРИАЛЫ И ИХ ОСНОВНЫЕ СВОЙСТВА
Абразивный инструмент в отличие от металлического лезвийного
АБРАЗИВНЫЕ МАТЕРИАЛЫ И ИХ ОСНОВНЫЕ СВОЙСТВА
Абразивный инструмент в отличие от металлического лезвийного

Рис. 1.1. Маркировка абразивного инструмента:
КАЗ — марка завода-изготовителя,
14А— вид шлифовального материала,
40 — номер зернистости,
П — индекс зернистости,
С2 —
Рис. 1.1. Маркировка абразивного инструмента:
КАЗ — марка завода-изготовителя,
14А— вид шлифовального материала,
40 — номер зернистости,
П — индекс зернистости,
С2 —
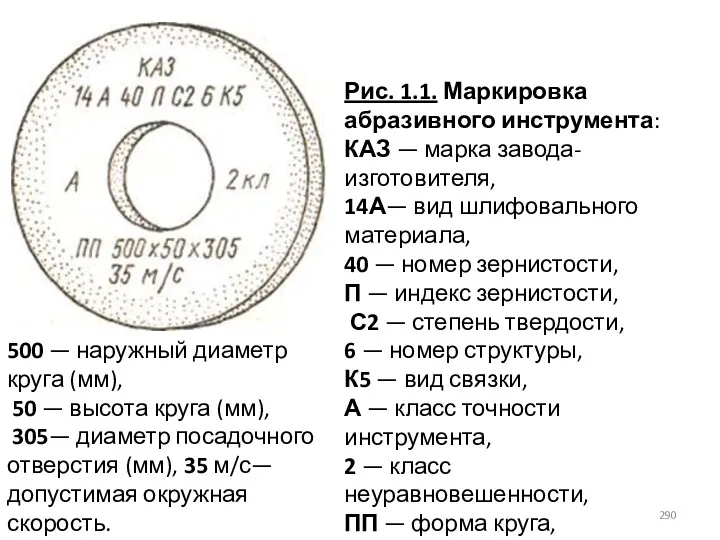
Физико-механические свойства абразивных материалов
Физико-механические свойства абразивных материалов

Физико-механические свойства абразивных материалов
Физико-механические свойства абразивных материалов
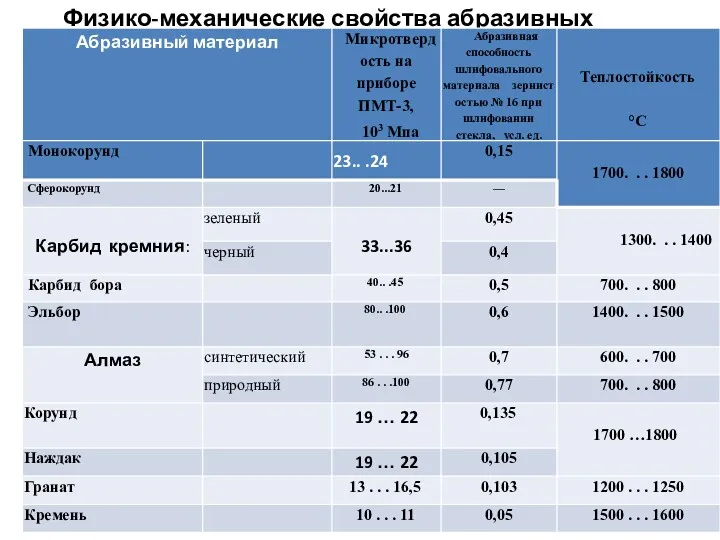
Характеристики и области применения абразивных материалов
Характеристики и области применения абразивных материалов
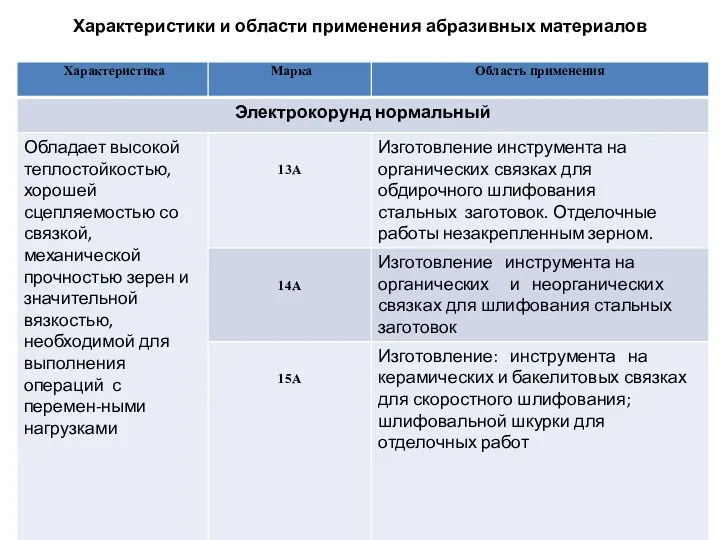









Измельченный на фракции абразивный материал называют шлифовальным.
Фракция — это совокупность абразивных зерен в установленном
Измельченный на фракции абразивный материал называют шлифовальным.
Фракция — это совокупность абразивных зерен в установленном
В зависимости от группы материалов зернистость обозначается следующим образом:
для шлифзерна и шлифпорошков — 0,1 размера (мкм) в
В зависимости от группы материалов зернистость обозначается следующим образом: для шлифзерна и шлифпорошков — 0,1 размера (мкм) в
для шлифзерна и шлифпорошков эльбора — в зависимости от метода контроля: при ситовом методе —
для шлифзерна и шлифпорошков эльбора — в зависимости от метода контроля: при ситовом методе —
Твердость оказывает влияние на режущие свойства и кромкостойкость инструмента, а также на характер
Твердость оказывает влияние на режущие свойства и кромкостойкость инструмента, а также на характер
Твердость абразивного инструмента и области его применения в зависимости от твердости
Твердость абразивного инструмента и области его применения в зависимости от твердости
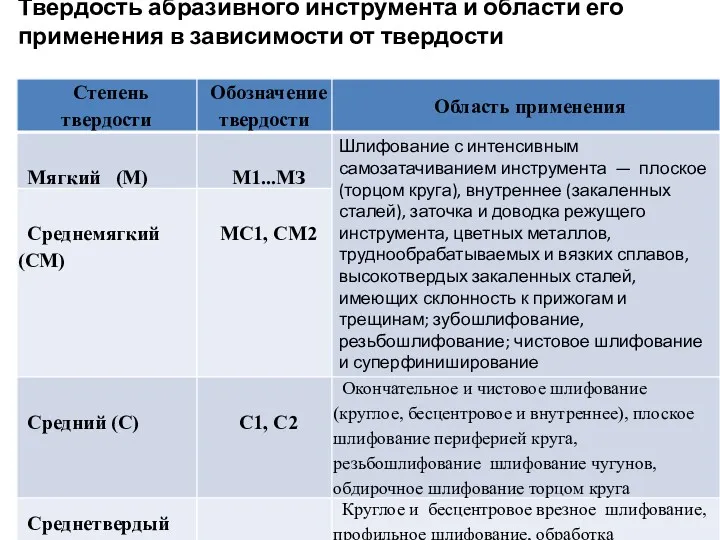
Примечание. В таблице дана шкала твердостей для инструмента на керамической и бакелитовой связках. Инструмент
Примечание. В таблице дана шкала твердостей для инструмента на керамической и бакелитовой связках. Инструмент
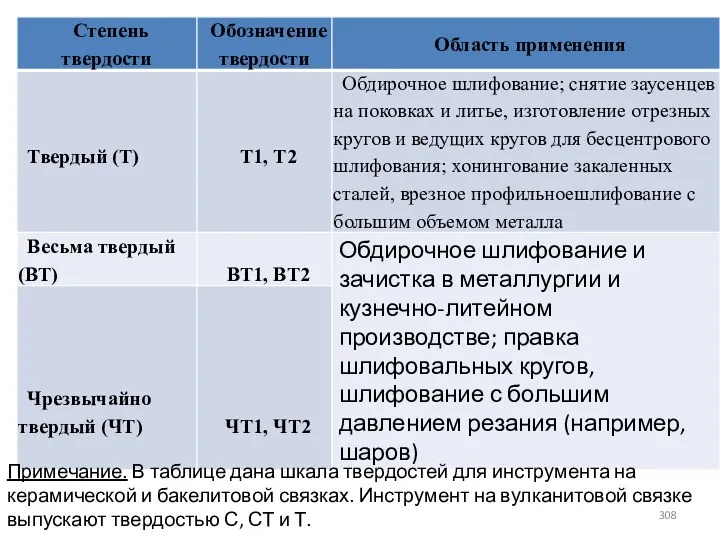
Структуры абразивного инструмента
а — мягкого круга,
б — твердого круга,
в — плотная,
г — открытая,
д — на керамической связке,
е — на
Структуры абразивного инструмента
а — мягкого круга, б — твердого круга, в — плотная, г — открытая, д — на керамической связке, е — на
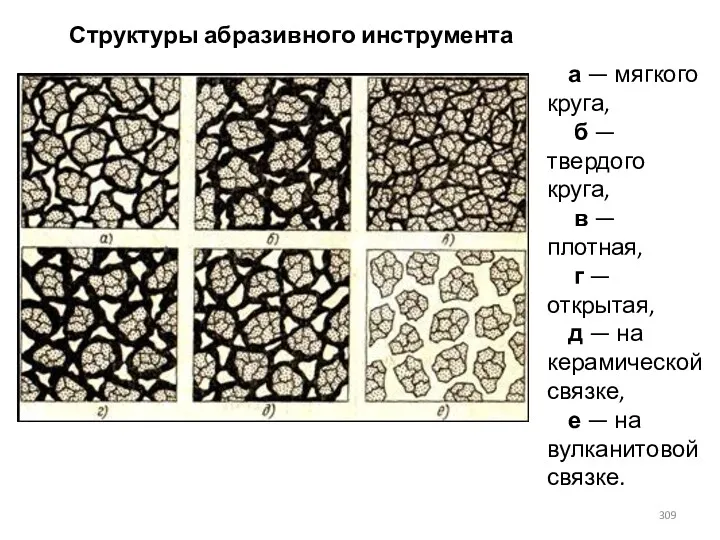
Структура абразивного инструмента характеризуется соотношением объемов абразивных зерен, связки и пор. Система регулирования структур
Структура абразивного инструмента характеризуется соотношением объемов абразивных зерен, связки и пор. Система регулирования структур
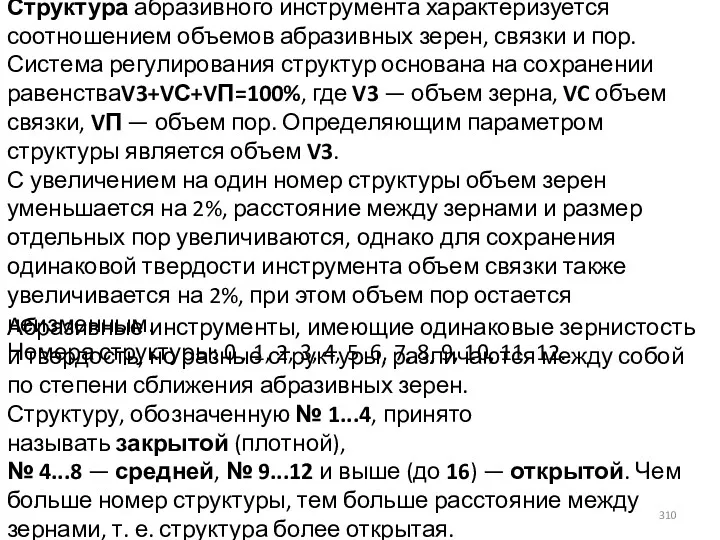
Инструменты открытой структуры имеют улучшенные условия отвода стружки и меньшее тепловыделение. Наиболее эффективно
Инструменты открытой структуры имеют улучшенные условия отвода стружки и меньшее тепловыделение. Наиболее эффективно
Увеличенные размеры пор достигаются добавкой в абразивную массу порообразующих веществ, выгорающих при термической
Увеличенные размеры пор достигаются добавкой в абразивную массу порообразующих веществ, выгорающих при термической
Керамическая связка обладает высокой огнеупорностью, водостойкостью, химической стойкостью, хорошо сохраняет профиль рабочей кромки,
Керамическая связка обладает высокой огнеупорностью, водостойкостью, химической стойкостью, хорошо сохраняет профиль рабочей кромки,
Недостатком бакелитовой связки является невысокая стойкость к воздействию охлаждающих жидкостей, содержащих щелочные растворы.
Недостатком бакелитовой связки является невысокая стойкость к воздействию охлаждающих жидкостей, содержащих щелочные растворы.
Основой вулканитовой связки является термически обработанная смесь каучука с серой, поэтому инструмент на
Основой вулканитовой связки является термически обработанная смесь каучука с серой, поэтому инструмент на
Связки абразивных кругов и области их применения
Связки абразивных кругов и области их применения
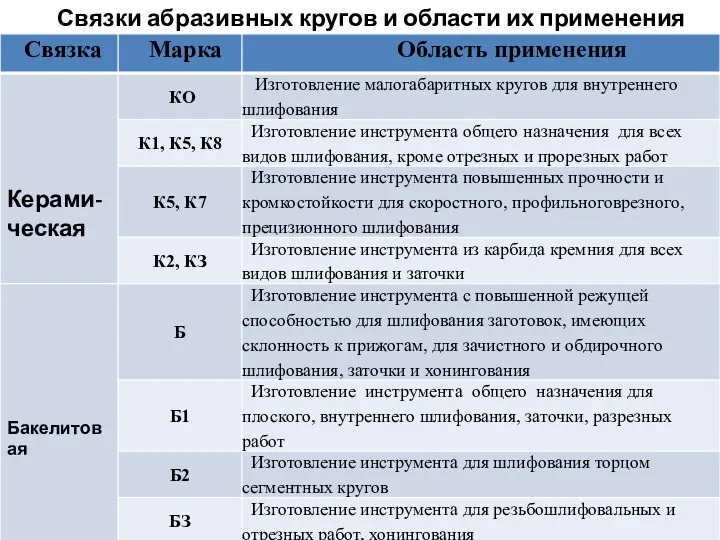
По материалам книги Справочник молодого шлифовщика
Москва "Высшая школа" 1991г.
По материалам книги Справочник молодого шлифовщика
Москва "Высшая школа" 1991г.
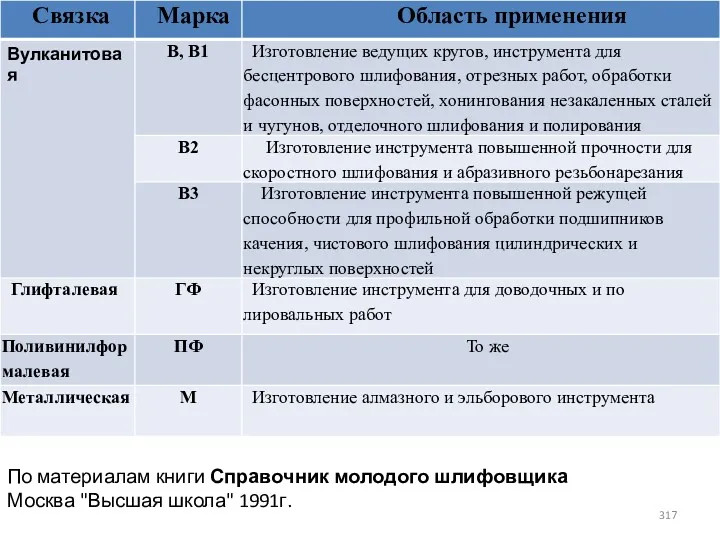
Инструментальные материалы с износостойкими покрытиями
Инструментальные материалы с покрытием являются типичным композиционным материалом, обладающим
Инструментальные материалы с износостойкими покрытиями
Инструментальные материалы с покрытием являются типичным композиционным материалом, обладающим
Требования к износостойким покрытиям
Покрытие должно быть: устойчивым против коррозии и окисления; сохранять свои
Требования к износостойким покрытиям
Покрытие должно быть: устойчивым против коррозии и окисления; сохранять свои
Свойствами композиционного инструментального материала с покрытием можно управлять за счет варьирования химическим составом
Свойствами композиционного инструментального материала с покрытием можно управлять за счет варьирования химическим составом
Процессы химического осаждения покрытий ХОП (CVD) основаны на гетерогенных термохимических реакциях, приводящих к
Процессы химического осаждения покрытий ХОП (CVD) основаны на гетерогенных термохимических реакциях, приводящих к
Свойства, структура и качество покрытий, зависят от температуры, времени осаждения, состава и концентрации
Свойства, структура и качество покрытий, зависят от температуры, времени осаждения, состава и концентрации
Вместе с тем, процессы ХОП (CVD) часто не соответствуют стандартам экологической безопасности, осуществляются
Вместе с тем, процессы ХОП (CVD) часто не соответствуют стандартам экологической безопасности, осуществляются
Поэтому при производстве твердых сплавов с покрытием большое внимание уделяют качеству и зерновой
Поэтому при производстве твердых сплавов с покрытием большое внимание уделяют качеству и зерновой
В настоящее время промышленностью выпускается несколько разновидностей твердосплавных пластин с износостойким покрытием, полученным
В настоящее время промышленностью выпускается несколько разновидностей твердосплавных пластин с износостойким покрытием, полученным
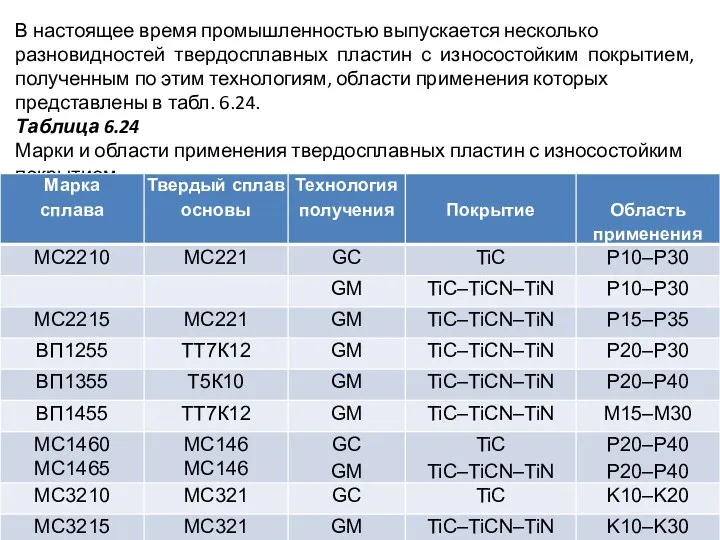
 Измерение высоты здания основываясь на правилах подобия треугольников
Измерение высоты здания основываясь на правилах подобия треугольников Санкт-Петербург-самый северный из крупнейших городов
Санкт-Петербург-самый северный из крупнейших городов Инновационная экономика и технологическое предпринимательство
Инновационная экономика и технологическое предпринимательство Пейзаж — поэтичная и музыкальная живопись
Пейзаж — поэтичная и музыкальная живопись Деревянные конструкции. Строительные конструкции и методы их расчета. (Лекция 1)
Деревянные конструкции. Строительные конструкции и методы их расчета. (Лекция 1) Химические свойства алкенов
Химические свойства алкенов Унифицированные системы документации в системе управления персоналом
Унифицированные системы документации в системе управления персоналом Георгиевская ленточка
Георгиевская ленточка Повышение квалификации приходских катехизаторов
Повышение квалификации приходских катехизаторов 20231209_prezentatsiya_gus_raspisnoy
20231209_prezentatsiya_gus_raspisnoy Артикуляционная гимнастика
Артикуляционная гимнастика МЕРОПРИЯТИЕ ПО ПРАВОВОМУ ВОСПИТАНИЮ пУТЕШЕСТВИЕ В СТРАНУ ПРАВОВЫХ ЗНАНИЙ Диск
МЕРОПРИЯТИЕ ПО ПРАВОВОМУ ВОСПИТАНИЮ пУТЕШЕСТВИЕ В СТРАНУ ПРАВОВЫХ ЗНАНИЙ Диск Смешарики война 15 эпизод
Смешарики война 15 эпизод План управления проектом
План управления проектом Аргументация экзаменуемым собственного мнения по критерию К4. Подготовка к ГИА
Аргументация экзаменуемым собственного мнения по критерию К4. Подготовка к ГИА Как написать отзыв о прочитанной книге
Как написать отзыв о прочитанной книге РАДУГА
РАДУГА Разработка системы менеджмента безопасности пищевых продуктов на базе стандарта ИСО 22000-2005
Разработка системы менеджмента безопасности пищевых продуктов на базе стандарта ИСО 22000-2005 Сварка в верфи и трубопроводного производства. Визуальный контроль (ВК). Оборудование
Сварка в верфи и трубопроводного производства. Визуальный контроль (ВК). Оборудование Роль физической культуры в сохранении здоровья
Роль физической культуры в сохранении здоровья презентация по географии 7 класс Народы Северной Америки
презентация по географии 7 класс Народы Северной Америки Основания и специфика формирования гражданского общества в России
Основания и специфика формирования гражданского общества в России Отрасли международной специализации России
Отрасли международной специализации России Моделирование задач
Моделирование задач Студенческие парламентские клубы
Студенческие парламентские клубы Еңбек гигиенасы: Жұмыс ауырлығы мен қауырттылығын бағалау. Жұмыс процесімен байланысты өндірістік қажу мен олардың алдын алу
Еңбек гигиенасы: Жұмыс ауырлығы мен қауырттылығын бағалау. Жұмыс процесімен байланысты өндірістік қажу мен олардың алдын алу Туризмнің түрі көп
Туризмнің түрі көп Содержание основной образовательной программы дошкольного образования с учетом ФГОС ДО
Содержание основной образовательной программы дошкольного образования с учетом ФГОС ДО