- Инструменты бережливого производства

Содержание
- 2. ТРМ – это специфическое мероприятие, вовлекающее в себя весь потенциал рабочей силы. Оно направлено на систематическое
- 3. Цели ТРМ Определить причины простоев оборудования Определить действия для уменьшения времени простоя Отслеживать эффективность этих действий,
- 4. Что мы получаем от правильного обслуживания оборудования?
- 5. Повышение производительности Сокращение запасов Повышение эффективности использования оборудования Исключение риска недопоставки Клиенту Равномерность потоков Достижение высокого
- 6. Цикл внедрения ТРМ
- 7. План мероприятий для внедрения ТРМ Сформировать команды на каждом производстве Провести повторное детальное обучение команд Уточнить
- 8. Формирование системы обслуживания оборудования Цель: Создание системы плановых ремонтов, обеспечивающих ноль отказов в межремонтные циклы
- 9. План формирования системы обслуживания Создание системы планирования ремонтов с точностью +/- 10 мин в совокупности с
- 10. Измерение операционной эффективности производства ОЭП = -------------------------------------------------------------------------------------------- Кол-во произведенных деталей Х Производственный цикл Общее рабочее время
- 11. Норматив ОЭП = 85% Усредненный норматив (цель) для ОЭП определяется следующим образом: 100% рабочего времени –
- 13. Область охвата ТРМ ТРМ фокусируется на поломках оборудования и микроостановках Тщательный учет временных потерь факторов неэффективности
- 14. Форма контроля производства
- 15. Бланк учета микроостановок
- 16. Анализ причин поломок Через консолидацию листов контроля производства, можно собрать статистику по остановкам производства. В первую
- 17. 80%
- 18. Выявление причин каждой из выбранных поломок необходимо осуществлять с помощью методов 5Почему, диаграмма Исикавы, Мозговой штурм
- 19. Бланк для анализа микроостановок
- 20. Что такое «быстрая переналадка» Быстрая переналадка или SMED* – методика сокращения длительности остановки станка во время
- 21. Цели внедрения быстрой переналадки Снизить простои оборудования Сократить размеры производственных партий Сократить запасы незавершенного производства –
- 22. Что происходит во время переналадки? Демонтируется отработавший инструмент и оснастка Устанавливается новый инструмент и оснастка Настраивается
- 23. Что происходит во время переналадки? Демонтаж Установка Настройка Проверка Снимаются штампы, оснастка, инструмент, крепеж. Выполняется уборка
- 24. Операции переналадки делятся на две категории Внешние операции переналадки: операции, которые можно выполнять в то время,
- 25. Основы быстрой переналадки Последовательность внедрения Разделить внутренние и внешние операции переналадки Перевести внутренние операции переналадки во
- 26. С чего начать Хронометраж переналадки Видеозапись переналадки Установить самые длительные и трудоемкие операции Увидеть, какой инструмент
- 27. Чем продолжить Определить, является операция внешней или внутренней Определить, почему внешняя операция выполняется как внутренняя Выполнять
- 28. Как можно сократить время выполнения операций Установка/снятие крепежа Позиционирование инструмента Настройка инструмента Измерение пробных деталей Подготовить
- 29. Подготовить весь необходимый инструмент, чтобы его не нужно было искать во время переналадки Использовать шаблоны для
- 30. Стандартизация работы (СОК)
- 31. Стандартизация – это точное документирование самого лучшего способа выполнения операции с целью закрепления наиболее эффективных методов
- 32. Стандартизованная работа - это выполнение операций в строгом соответствии со стандартом. Это наилучший способ выполнения какой-либо
- 33. Преимущества стандартизированной работы - Представляют самый легкий и самый безопасный способ выполнения работы. - Предлагают наилучший
- 34. Этапы стандартизированной работы 1. Оценка эффективности выполнения производственных процессов, т.е. анализ и выявление оптимального уровня загруженности
- 35. Понятие «Стандартная операционная карта (СОК)» Основным элементом стандартизированной работы является Стандартная операционная карта (СОК) СОК -
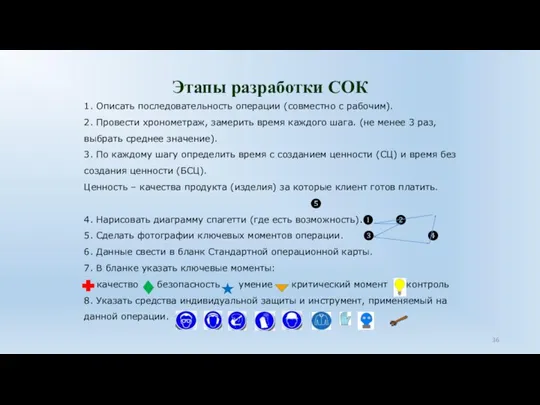
- 36. Этапы разработки СОК 1. Описать последовательность операции (совместно с рабочим). 2. Провести хронометраж, замерить время каждого
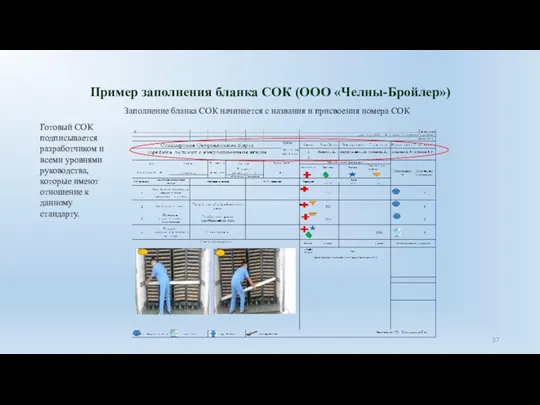
- 37. Пример заполнения бланка СОК (ООО «Челны-Бройлер») Заполнение бланка СОК начинается с названия и присвоения номера СОК
- 38. СОК имеет четкое назначение (цех, участок и т.д.) Указывается: Наименование продукта или вид работ. Фиксированное время
- 39. Рабочая пошаговая последовательность - подробное описание порядка выполнения операций работником за определённый промежуток времени. Указать время
- 40. Зарисовывать Схему рабочей пошаговой последовательности (Диаграмма Спагетти) - перемещения работника за отведённый промежуток времени .
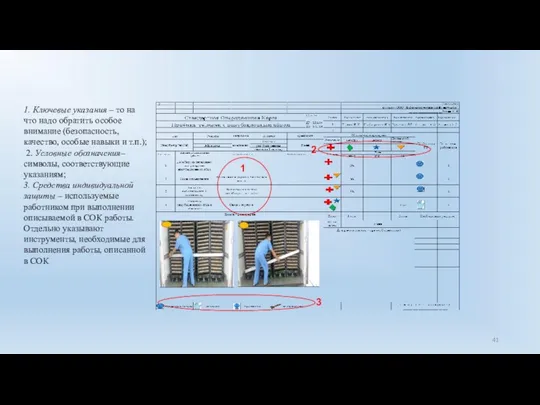
- 41. 1. Ключевые указания – то на что надо обратить особое внимание (безопасность, качество, особые навыки и
- 42. Визуальное приложение (ВП)–фотографии (детали, пояснения, чертежи, графики), дающее визуальное представление о каждом описанном шаге ВП должно
- 43. 9. Пример Стандартной операционной карты (ООО «Челны-Бройлер»)
- 44. Система кружков качества Кружок качества - это небольшая группа работников (от 6 до 12 человек), которые
- 45. Основная идея работы кружков качества: 1. Кружки качества вносят вклад в существенное улучшение и развитие работы
- 46. 10 японских принципов кружков качества: Добровольность; саморазвитие; групповая деятельность; участие всех служащих в работе кружков; применение
- 47. Самоконтроль в современном менеджменте качества рассматривается как эффективный инструмент совершенствования деятельности. Сущность самоконтроля заключается в осуществлении
- 48. Внедрение самоконтроля целесообразно и эффективно только в том случае, если на предприятии созданы следующие условия: -
- 49. Система «Пять нулей» - это продуманная в деталях программа участия всего персонала в обеспечении требуемого качества.
- 51. Скачать презентацию
ТРМ – это специфическое мероприятие, вовлекающее в себя весь потенциал рабочей
ТРМ – это специфическое мероприятие, вовлекающее в себя весь потенциал рабочей
Цели ТРМ
Определить причины простоев оборудования
Определить действия для уменьшения времени простоя
Отслеживать эффективность
Цели ТРМ
Определить причины простоев оборудования
Определить действия для уменьшения времени простоя
Отслеживать эффективность
Что мы получаем от правильного обслуживания оборудования?
Что мы получаем от правильного обслуживания оборудования?
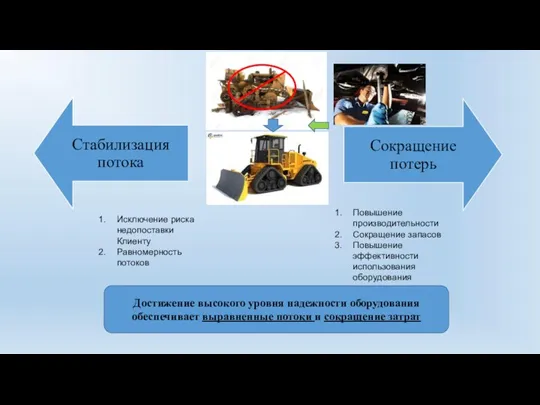
Повышение производительности
Сокращение запасов
Повышение эффективности использования оборудования
Исключение риска недопоставки Клиенту
Равномерность потоков
Достижение высокого
Повышение производительности
Сокращение запасов
Повышение эффективности использования оборудования
Исключение риска недопоставки Клиенту
Равномерность потоков
Достижение высокого
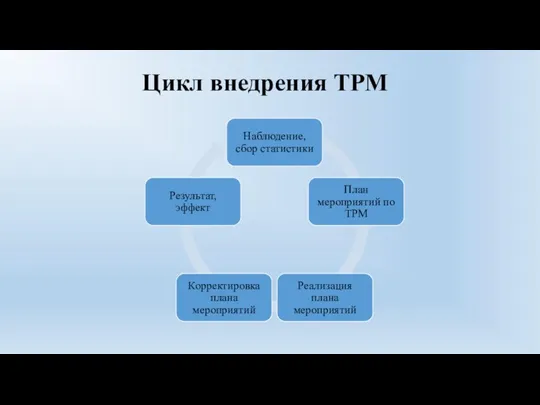
Цикл внедрения ТРМ
Цикл внедрения ТРМ
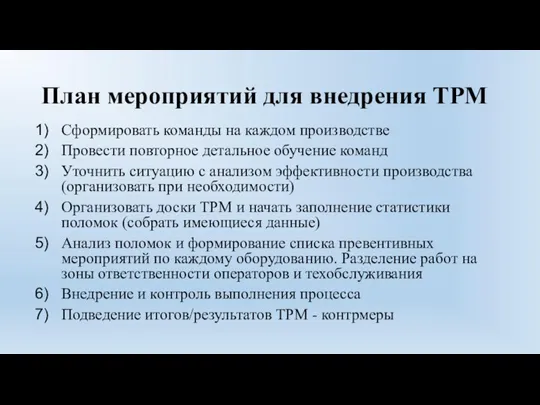
План мероприятий для внедрения ТРМ
Сформировать команды на каждом производстве
Провести повторное детальное
План мероприятий для внедрения ТРМ
Сформировать команды на каждом производстве
Провести повторное детальное
Формирование системы обслуживания оборудования
Цель:
Создание системы плановых ремонтов, обеспечивающих ноль отказов
Формирование системы обслуживания оборудования
Цель:
Создание системы плановых ремонтов, обеспечивающих ноль отказов
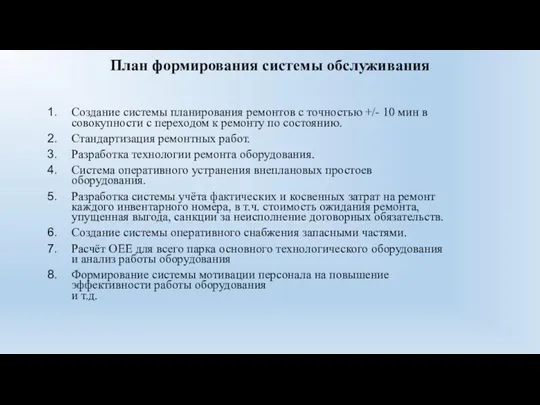
План формирования системы обслуживания
Создание системы планирования ремонтов с точностью +/- 10
План формирования системы обслуживания
Создание системы планирования ремонтов с точностью +/- 10
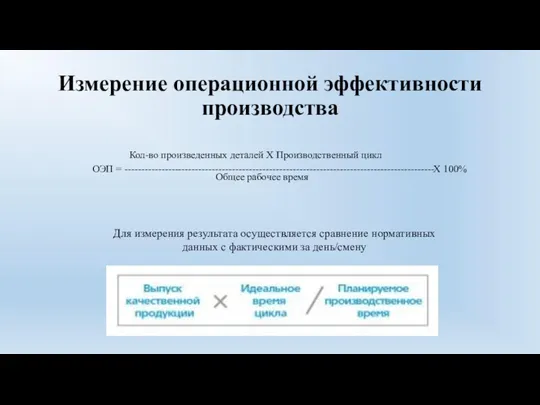
Измерение операционной эффективности производства
ОЭП = --------------------------------------------------------------------------------------------
Кол-во произведенных деталей Х Производственный цикл
Общее
Измерение операционной эффективности производства
ОЭП = --------------------------------------------------------------------------------------------
Кол-во произведенных деталей Х Производственный цикл
Общее
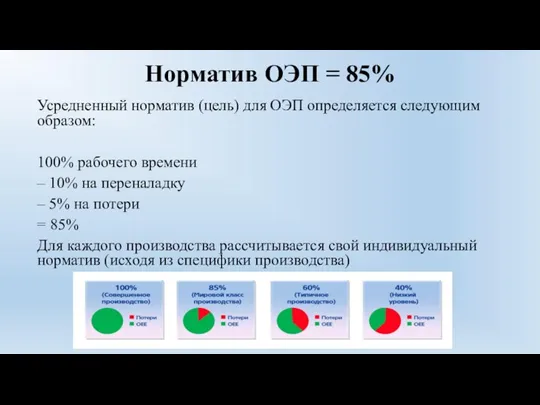
Норматив ОЭП = 85%
Усредненный норматив (цель) для ОЭП определяется следующим образом:
100%
Норматив ОЭП = 85%
Усредненный норматив (цель) для ОЭП определяется следующим образом:
100%
Область охвата ТРМ
ТРМ фокусируется на поломках оборудования и микроостановках
Тщательный учет временных
Область охвата ТРМ
ТРМ фокусируется на поломках оборудования и микроостановках
Тщательный учет временных
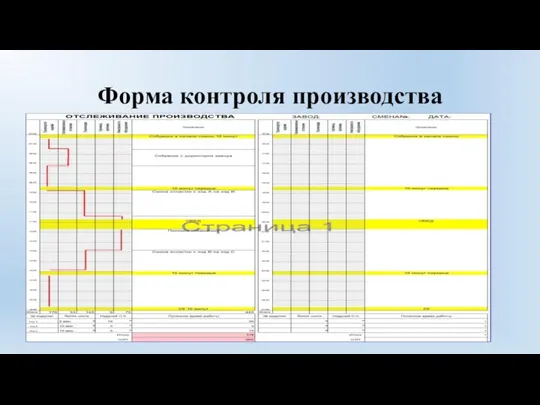
Форма контроля производства
Форма контроля производства
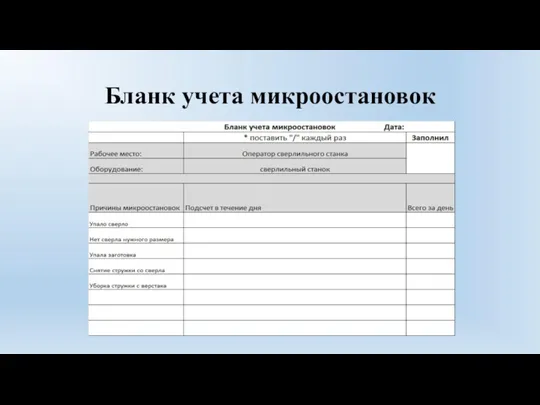
Бланк учета микроостановок
Бланк учета микроостановок
Анализ причин поломок
Через консолидацию листов контроля производства, можно собрать статистику по
Анализ причин поломок
Через консолидацию листов контроля производства, можно собрать статистику по
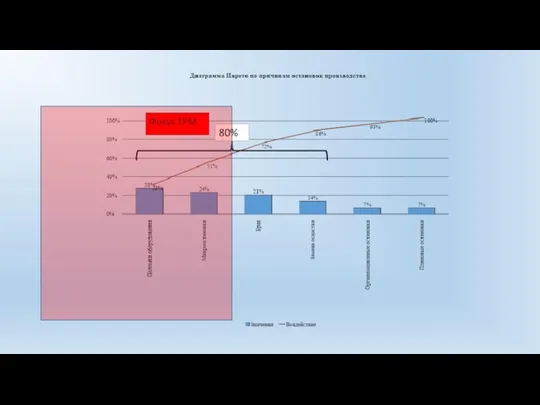
80%
80%
Выявление причин каждой из выбранных поломок необходимо осуществлять с помощью методов
Выявление причин каждой из выбранных поломок необходимо осуществлять с помощью методов
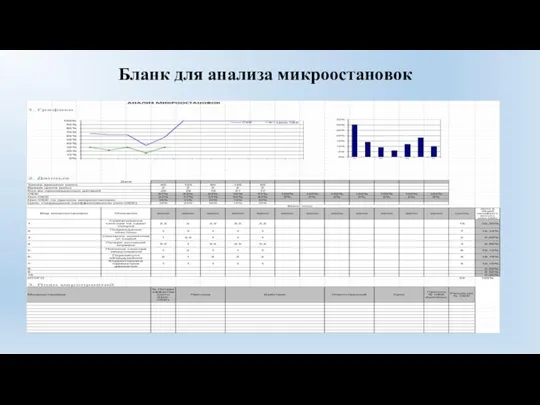
Бланк для анализа микроостановок
Бланк для анализа микроостановок
Что такое «быстрая переналадка»
Быстрая переналадка
или SMED* – методика сокращения длительности
Что такое «быстрая переналадка»
Быстрая переналадка или SMED* – методика сокращения длительности
Цели внедрения быстрой переналадки
Снизить простои оборудования
Сократить размеры производственных партий
Сократить запасы незавершенного
Цели внедрения быстрой переналадки
Снизить простои оборудования
Сократить размеры производственных партий
Сократить запасы незавершенного
Что происходит во время переналадки?
Демонтируется отработавший инструмент и оснастка
Устанавливается новый инструмент
Что происходит во время переналадки?
Демонтируется отработавший инструмент и оснастка
Устанавливается новый инструмент
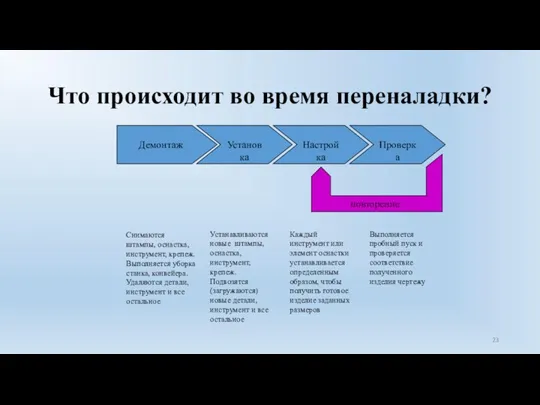
Что происходит во время переналадки?
Демонтаж
Установка
Настройка
Проверка
Снимаются штампы, оснастка, инструмент,
Что происходит во время переналадки?
Демонтаж
Установка
Настройка
Проверка
Снимаются штампы, оснастка, инструмент,
Операции переналадки делятся на две категории
Внешние операции
переналадки: операции, которые можно
Операции переналадки делятся на две категории
Внешние операции переналадки: операции, которые можно
Основы быстрой переналадки
Последовательность внедрения
Разделить внутренние и внешние операции переналадки
Перевести внутренние операции
Основы быстрой переналадки
Последовательность внедрения
Разделить внутренние и внешние операции переналадки
Перевести внутренние операции
С чего начать
Хронометраж переналадки
Видеозапись переналадки
Установить самые длительные и
трудоемкие операции
Увидеть, какой
С чего начать
Хронометраж переналадки
Видеозапись переналадки
Установить самые длительные и
трудоемкие операции
Увидеть, какой
Чем продолжить
Определить, является
операция внешней или внутренней
Определить, почему внешняя операция выполняется
Чем продолжить
Определить, является
операция внешней или внутренней
Определить, почему внешняя операция выполняется
Как можно сократить время выполнения операций
Установка/снятие крепежа
Позиционирование инструмента
Настройка инструмента
Измерение пробных деталей
Подготовить
Как можно сократить время выполнения операций
Установка/снятие крепежа
Позиционирование инструмента
Настройка инструмента
Измерение пробных деталей
Подготовить
Подготовить весь необходимый инструмент, чтобы его не нужно было искать во
Подготовить весь необходимый инструмент, чтобы его не нужно было искать во
Стандартизация работы (СОК)
Стандартизация работы (СОК)
Стандартизация – это точное документирование самого лучшего способа выполнения операции с
Стандартизация – это точное документирование самого лучшего способа выполнения операции с
Стандартизованная работа - это выполнение операций в строгом соответствии со стандартом.
Стандартизованная работа - это выполнение операций в строгом соответствии со стандартом.
Преимущества стандартизированной работы
- Представляют самый легкий и самый безопасный способ выполнения
Преимущества стандартизированной работы
- Представляют самый легкий и самый безопасный способ выполнения
Этапы стандартизированной работы
1. Оценка эффективности выполнения производственных процессов, т.е. анализ и
Этапы стандартизированной работы
1. Оценка эффективности выполнения производственных процессов, т.е. анализ и
Понятие «Стандартная операционная карта (СОК)»
Основным элементом стандартизированной работы является Стандартная операционная
Понятие «Стандартная операционная карта (СОК)»
Основным элементом стандартизированной работы является Стандартная операционная
Этапы разработки СОК
1. Описать последовательность операции (совместно с рабочим).
2. Провести хронометраж,
Этапы разработки СОК
1. Описать последовательность операции (совместно с рабочим).
2. Провести хронометраж,
Пример заполнения бланка СОК (ООО «Челны-Бройлер»)
Заполнение бланка СОК начинается с названия
Пример заполнения бланка СОК (ООО «Челны-Бройлер»)
Заполнение бланка СОК начинается с названия
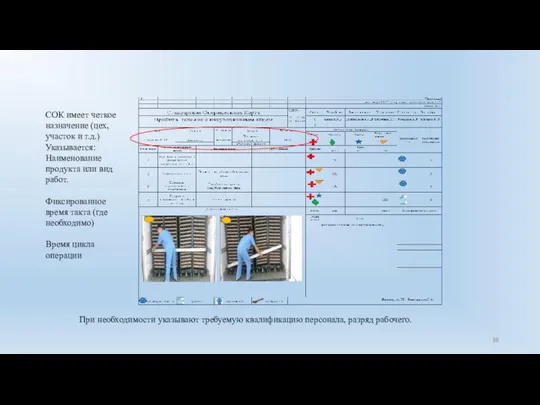
СОК имеет четкое назначение (цех, участок и т.д.)
Указывается: Наименование продукта или
СОК имеет четкое назначение (цех, участок и т.д.)
Указывается: Наименование продукта или
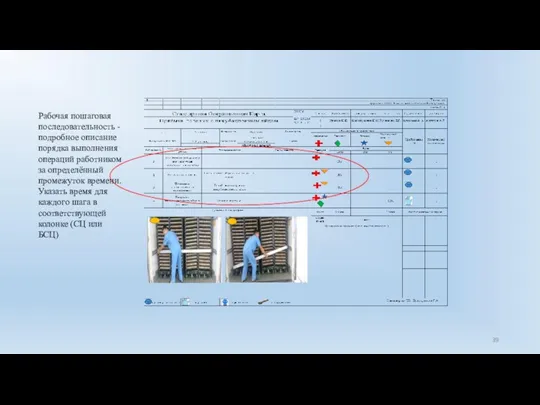
Рабочая пошаговая последовательность - подробное описание порядка выполнения операций работником за
Рабочая пошаговая последовательность - подробное описание порядка выполнения операций работником за
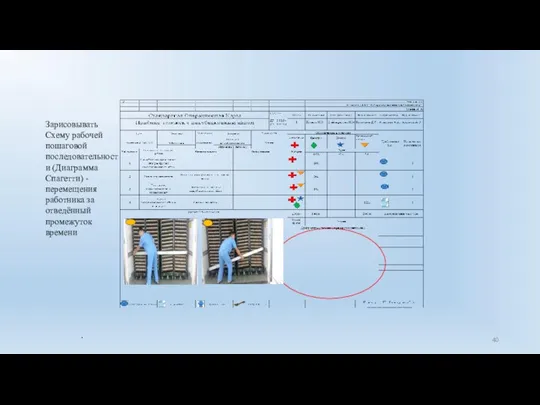
Зарисовывать
Схему рабочей пошаговой последовательности (Диаграмма Спагетти) - перемещения работника за
Зарисовывать
Схему рабочей пошаговой последовательности (Диаграмма Спагетти) - перемещения работника за
1. Ключевые указания – то на что надо обратить особое внимание
1. Ключевые указания – то на что надо обратить особое внимание
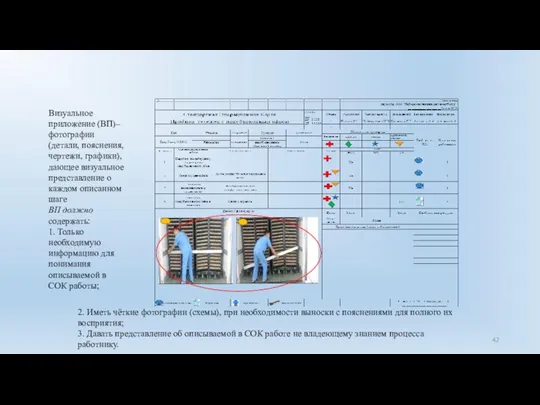
Визуальное приложение (ВП)–фотографии (детали, пояснения, чертежи, графики),
дающее визуальное представление о
Визуальное приложение (ВП)–фотографии (детали, пояснения, чертежи, графики),
дающее визуальное представление о
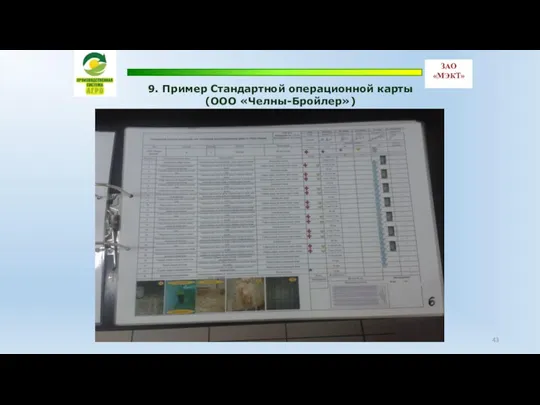
9. Пример Стандартной операционной карты
(ООО «Челны-Бройлер»)
9. Пример Стандартной операционной карты
(ООО «Челны-Бройлер»)
Система кружков качества
Кружок качества - это небольшая группа работников (от 6 до
Система кружков качества
Кружок качества - это небольшая группа работников (от 6 до
Основная идея работы кружков качества:
1. Кружки качества вносят вклад в существенное
Основная идея работы кружков качества:
1. Кружки качества вносят вклад в существенное
10 японских принципов кружков качества:
Добровольность;
саморазвитие;
групповая деятельность;
участие всех служащих
10 японских принципов кружков качества:
Добровольность;
саморазвитие;
групповая деятельность;
участие всех служащих
Самоконтроль в современном менеджменте качества рассматривается как эффективный инструмент совершенствования деятельности.
Самоконтроль в современном менеджменте качества рассматривается как эффективный инструмент совершенствования деятельности.
Внедрение самоконтроля целесообразно и эффективно только в том случае, если на
Внедрение самоконтроля целесообразно и эффективно только в том случае, если на
Система «Пять нулей» - это продуманная в деталях программа участия всего
Система «Пять нулей» - это продуманная в деталях программа участия всего
 Реконструкция установок каталитического крекинга на основе инновационных технологий
Реконструкция установок каталитического крекинга на основе инновационных технологий Знакомство с буквой Ъ и буквой Ь
Знакомство с буквой Ъ и буквой Ь РУССКАЯ ПРАВДА как источник древнерусского права
РУССКАЯ ПРАВДА как источник древнерусского права Первая помощь. Комплекс сердечно-легочной реанимации
Первая помощь. Комплекс сердечно-легочной реанимации Otsenka_denezhnykh_potokov
Otsenka_denezhnykh_potokov Презентация снежных фигур на конкурс Снежный городок
Презентация снежных фигур на конкурс Снежный городок Встроенная мебель
Встроенная мебель Презентация Дети - герои современной России
Презентация Дети - герои современной России Индивидуальный проект. Плазма-четвертое состояние вещества
Индивидуальный проект. Плазма-четвертое состояние вещества презентация К нам весна шагает быстрыми шагами... Диск
презентация К нам весна шагает быстрыми шагами... Диск Предмет и метод экономической истории
Предмет и метод экономической истории Культура России XVI века
Культура России XVI века Выступление на ШМО на тему: Характеристика изменений в деятельности учащихся и их родителей в условиях введения ФГОС
Выступление на ШМО на тему: Характеристика изменений в деятельности учащихся и их родителей в условиях введения ФГОС Запросы в поисковых системах. Задание B17
Запросы в поисковых системах. Задание B17 Путешествие в город Смехоград
Путешествие в город Смехоград Морфологические признаки причастия
Морфологические признаки причастия How to Introduce Yourself in English. Как рассказать о себе на англ.языке
How to Introduce Yourself in English. Как рассказать о себе на англ.языке Марийский край в 18 веке
Марийский край в 18 веке Решение уравнений
Решение уравнений Информационная поддержка бизнеса
Информационная поддержка бизнеса Современные судовые средства связи
Современные судовые средства связи Guess who
Guess who Визуализация информации в текстовых документах. Обработка текстовой информации
Визуализация информации в текстовых документах. Обработка текстовой информации Занятие кружка Город мастеров
Занятие кружка Город мастеров Основные задачи, решаемые с помощью различных методов пробоподготовки
Основные задачи, решаемые с помощью различных методов пробоподготовки Проект Работа над задачей
Проект Работа над задачей Визитка 2 класса А
Визитка 2 класса А Вакцинація. Найпоширеніші міфи
Вакцинація. Найпоширеніші міфи