- Интеграция производственной логистики

Содержание
- 2. Однонаправленное движение предметов труда в производстве обеспечивает: а) многократное уменьшение сложности ПС и трудоемкости управления производством
- 3. Различают тактическую и стратегическую гибкость - Первая определяет время, необходимое предприятию для освоения производства нового изделия
- 4. На машиностроительных предприятиях используются статистические методы планирования и управления производством которые порождают проблемы: дефицит производственных мощностей
- 5. Представление о ходе производства как о статичном процессе базируется на следующих предположениях Предполагается 1, что длительность
- 6. Синхронизация циклов технологических операций Пример 1: непрерывно-поточное производство Пример 2. прерывно-поточное производство Пример 3: непоточное производство
- 7. Непрерывно-поточное производство Предварительная принудительная организационно-технологическая синхронизация продолжительностей взаимосвязанных технологических операций детали позволяет организовать непрерывно-поточную линию по
- 8. Прерывно-поточное производство На прямоточной линии синхронизация технологических операций происходит при сознательном участии человека. Например, при построении
- 9. Непоточное производство В непоточном производстве при неупорядоченном движении деталей календарный передел выравнивания длительностей технологических операций, как
- 10. Предметная группа параметров Описывает всю годовую номенклатуру данного предприятия и выделяет предметы труда настолько однородные в
- 11. Маршрутная группа параметров Определяет рациональную последовательность производственных подразделений, участвующих в изготовлении данной однородной группы деталей и
- 12. Методика формирования типовой схемы движения предметов труда - формирование исходных данных; - классификация деталей, сборочных единиц
- 13. Оптимизация состава станочного парка производственных участков За маршрутным участком закрепляются детали разных типогрупп При выборе варианта
- 15. Скачать презентацию
Однонаправленное движение предметов труда в производстве обеспечивает:
а) многократное уменьшение
Однонаправленное движение предметов труда в производстве обеспечивает:
а) многократное уменьшение
Различают тактическую и стратегическую гибкость
- Первая определяет время, необходимое
Различают тактическую и стратегическую гибкость
- Первая определяет время, необходимое
На машиностроительных предприятиях используются статистические методы планирования и управления производством которые
На машиностроительных предприятиях используются статистические методы планирования и управления производством которые
Представление о ходе производства как о статичном процессе базируется на
Представление о ходе производства как о статичном процессе базируется на
Синхронизация циклов технологических операций
Пример 1: непрерывно-поточное производство
Пример 2. прерывно-поточное
Синхронизация циклов технологических операций
Пример 1: непрерывно-поточное производство
Пример 2. прерывно-поточное
Непрерывно-поточное производство
Предварительная принудительная организационно-технологическая синхронизация продолжительностей взаимосвязанных технологических операций
Непрерывно-поточное производство
Предварительная принудительная организационно-технологическая синхронизация продолжительностей взаимосвязанных технологических операций
Прерывно-поточное производство
На прямоточной линии синхронизация технологических операций происходит при
Прерывно-поточное производство
На прямоточной линии синхронизация технологических операций происходит при
Непоточное производство
В непоточном производстве при неупорядоченном движении деталей календарный
Непоточное производство
В непоточном производстве при неупорядоченном движении деталей календарный
Предметная группа параметров
Описывает всю годовую номенклатуру данного предприятия
Предметная группа параметров
Описывает всю годовую номенклатуру данного предприятия
Маршрутная группа параметров
Определяет рациональную последовательность производственных подразделений, участвующих в изготовлении
Маршрутная группа параметров
Определяет рациональную последовательность производственных подразделений, участвующих в изготовлении
Методика формирования типовой схемы движения предметов труда
- формирование
Методика формирования типовой схемы движения предметов труда
- формирование
Оптимизация состава станочного парка производственных участков
За маршрутным участком закрепляются
Оптимизация состава станочного парка производственных участков
За маршрутным участком закрепляются
 Презентация Мы - союз народов России
Презентация Мы - союз народов России Разновидности объектов и их классификация
Разновидности объектов и их классификация Внеклассное занятие Профессия садовник
Внеклассное занятие Профессия садовник Пионеры - герои
Пионеры - герои Белки (протеины, пептиды)
Белки (протеины, пептиды) OChemists' shops are specialized shops where medicines are sold
OChemists' shops are specialized shops where medicines are sold Власть и народ в стихотворении Н.А. Некрасова Железная дорога
Власть и народ в стихотворении Н.А. Некрасова Железная дорога ВКР: Проектирование релейной защиты воздушной линии электропередачи 110 кВ на базе микропроцессорного терминала
ВКР: Проектирование релейной защиты воздушной линии электропередачи 110 кВ на базе микропроцессорного терминала 7 класс: Евразия
7 класс: Евразия Цифровая обработка сигналов и сигнальные процессоры
Цифровая обработка сигналов и сигнальные процессоры Одно из новейших изобретений – умная колонка Маруся
Одно из новейших изобретений – умная колонка Маруся Компания Subaru
Компания Subaru Углеводы
Углеводы Электр жетектердегі өтпелі процестер
Электр жетектердегі өтпелі процестер 25 мая - последний звонок
25 мая - последний звонок Правила безопасного сексуального поведения
Правила безопасного сексуального поведения Основные условные графические обозначения и изображения элементов генерального плана и сооружений транспорта
Основные условные графические обозначения и изображения элементов генерального плана и сооружений транспорта Блокированные дома. Типы блокировок, примеры в практике проектирования и строительства
Блокированные дома. Типы блокировок, примеры в практике проектирования и строительства Экзаменационная работа по изобразительному искусству. Натюрморт
Экзаменационная работа по изобразительному искусству. Натюрморт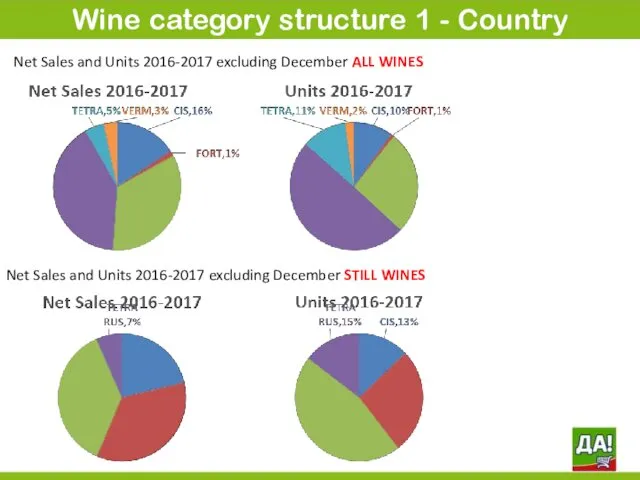 Wine category structure
Wine category structure Философия, круг ее проблем и роль в обществе
Философия, круг ее проблем и роль в обществе Влажно – тепловая обработка ткани
Влажно – тепловая обработка ткани Архитектура компьютера
Архитектура компьютера Презентация Великая Отечественная война (2)
Презентация Великая Отечественная война (2) Перипартальная кардиомиопатия. Кардиомиопатия беременных и женщин послеродового периода
Перипартальная кардиомиопатия. Кардиомиопатия беременных и женщин послеродового периода Une petite histoire
Une petite histoire Рецидивна злочинність
Рецидивна злочинність Перси Биш Шелли (1792 –1822)
Перси Биш Шелли (1792 –1822)