- Көліктік машина жасау технологиясы-пәні

Содержание
- 2. Әдебиеттер: 1.Т.М.Мендебаев, А.З.Габдуллина, К.Т. Шеров. Машина жасау технологиясы. Алматы, 2013 2.М.Б.Самсаев, Е.Т.Сапарбаев, И.М. Самсаев, Р.Н.Әпеков Машина
- 3. 1 дәріс. Өндірістік және технологиялық үдеріс. Машина жасау өндiрiсiнiң түрлерi мен типтерi Сұрақтар: 1.Машина жасау технологиясы
- 4. 1.Машина жасау технологиясы деп машина шығару барысында туатын заңдылықтарды зерттеп, сол заңдылықтарды неғұрлым керегінше сапалы, арзан,
- 5. Өндірістік үдеріс. Өндiрiстiк үдеріс деп зауыттағы адамдар мен еңбек құрал-саймандарының өнiм шығаруға жұмсаған іс-қимылдарын айтамыз.
- 6. 3.Өндірістік үдерістің түрлері
- 7. 4.Heгiзгi өндірістік үдерістер — үдерістердің еңбек заттарының пішіні, мөлшері, қасиеттері, iшкі құрылымының тікелей өзгеруі жүретін және
- 8. Құрастырушы (құрастырушы- монтаждаушы) кезең - жүзеге асыру нәтижесінде кұрастыру бipлiктepi немесе дайын бұйымдар алынатын өндірістік үдеріс.
- 9. Heгiзгi өндірістік үдерістер — үдерістердің еңбек заттарының пішіні, мөлшері, қасиеттері, iшкі құрылымының тікелей өзгеруі жүретін және
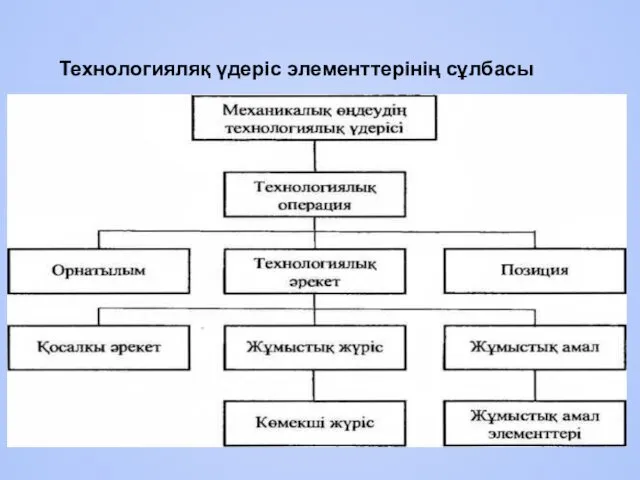
- 10. Технологиялық үдеріс - дайын бөлшек алу мақсатында дайындама пішінін, мөлшерін, беттерінің кедір-бұдырлығын және қасиеттерін өзгертумен байланысты
- 11. Технологияляқ үдеріс элементтерінің сұлбасы
- 12. Технологиялық операция-бір жұмыс орнында атқарылатын технологиялық үрдістің аяқталған бөлігі.
- 13. Орнатылым-өңделетін бір немесе бірнеше дайындаманың бекітілуі өзгеріссіз жүргізілетін технологиялық операция бөлігі.
- 14. Технологиялық әрекет-тұрақты технологиялық режимдер мен орнатылымда технологиялық жабдықтардың бір құралмен орындалатын операцияның аяқталған бөлігі
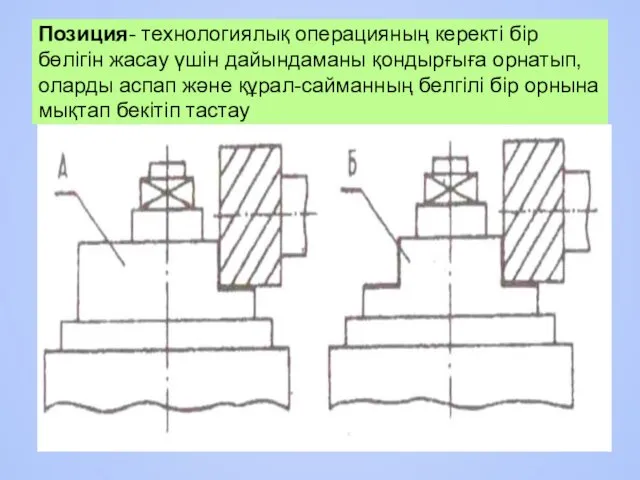
- 15. Позиция- технологиялық операцияның керектi бiр бөлiгiн жасау үшiн дайындаманы қондырғыға орнатып, оларды аспап және құрал-сайманның белгiлi
- 16. Бөлшекті төрт позициялы өңдеу сұлбасы
- 17. Тесікті үш технологиялық әрекетте өңдеу
- 18. Төлкені екі орнатылымда өңдеу сұлбасы
- 19. Қосалқы әрекет- бөлшек пішінін өзгерітпейтін, технологиялық әрекетті орындауға қажетті адамның іс-әрекетінен тұратын тех. операц. аяқталған бөлігі.
- 22. Сериялы өндірістің негізгі ерекшеліктері: Станоктың әр-түрлі типтері қолданылады (эмбебап, арнайыландырылған, арнайы, автоматтандырылған; Кадрлардың біліктілігі әртүрлі болып
- 23. мұнда Ф- күнтізбелік уакыт бірлігіндегі (ай, жыл) жұмыс уакытының нақты қоры, сағат; Пн - бұйымды аталған
- 24. Жаппай өндірістің негізгі ерекшеліктері: бұйымдардың шектеулі номенклатурасы; жұмыс орындарының заттық мамандандырылуы; арнайы және арнайыландырылған жабдықтардың пайдаланылуы;
- 25. Технологиялық үдерісті ұйымдастыру формасы: топтық және ағымды Топтық форма - әртурлі сырт пішіндегі бұйымдар тобын арнайыландырылған
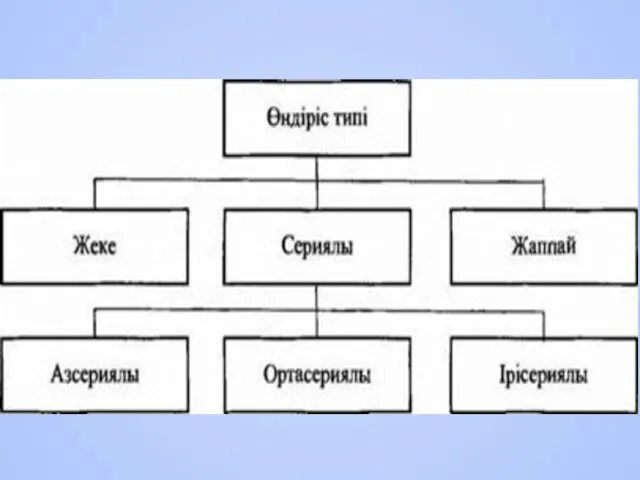
- 26. Өндіріс типтерінің сипаттамасы
- 27. №2 ДӘРІС БҰЙЫМ ЖӘНЕ ОНЫҢ ЭЛЕМЕНТТЕРі Сұрақтар 1.Бұйым туралы түсінік және негізгі элементтері 2.Бұйымның түрлерi және
- 28. 1.Бұйым туралы түсінік және негізгі элементтері Бұйым - кәсіпорында жасалатын өндірістің кез келген заты. Бұйым данамен
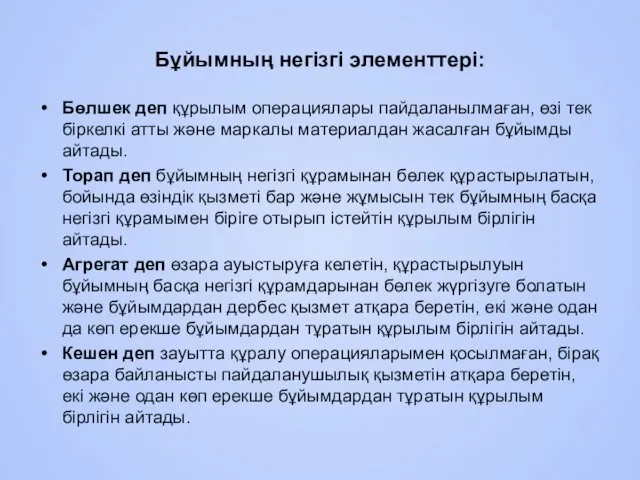
- 29. Бұйымның негізгі элементтері: Бөлшек деп құрылым операциялары пайдаланылмаған, өзi тек бiркелкi атты және маркалы материалдан жасалған
- 30. Жиынтық деп зауытта құрылым операцияларымен қосылмаған бұйымдар жиынын айтады.
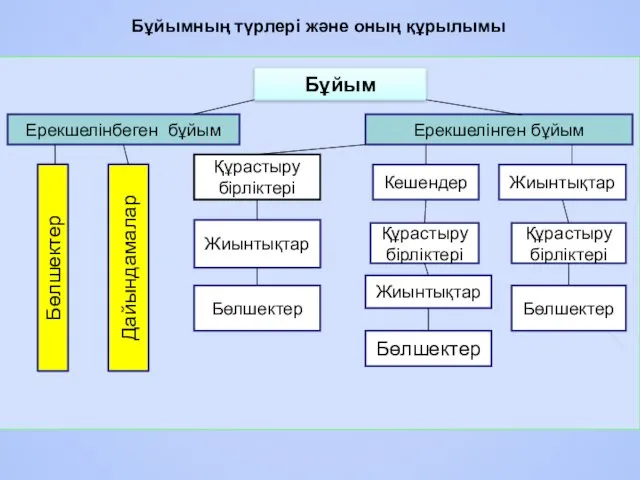
- 31. Бұйымның түрлерi және оның құрылымы Бұйым Ерекшелінбеген бұйым Ерекшелінген бұйым Бөлшектер Дайындамалар Құрастыру бірліктері Жиынтықтар Бөлшектер
- 32. Бұйым мақсатына байланысты: 1.Негізгі өндіріс бұйымы - тапсырыс берушіге жеткізіп беруге арналган немесе сауда уйымдарына сатуға
- 33. Бұйымдарды кұрама бөлштері болу және болмауына байланысты екі топқа бөледі: ерекшеленбеген бұйымдар - кұрама бөліктepi болмайтын
- 34. 3.Бұйым элементтерінің жалпы үйлестірілімі
- 35. Бөлшектердің өңделген беттерiнiң сапасы деп бiр немесе бiрнеше технологиялық тәсiлдермен әсер еткеннен кейiнгi қалыптасқан қыртыс /қатпар/
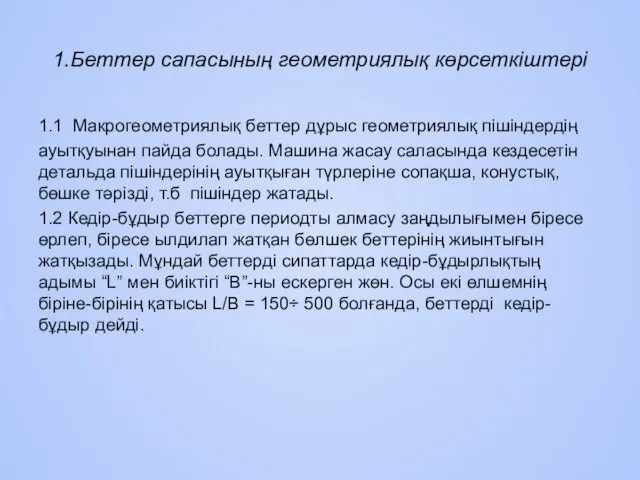
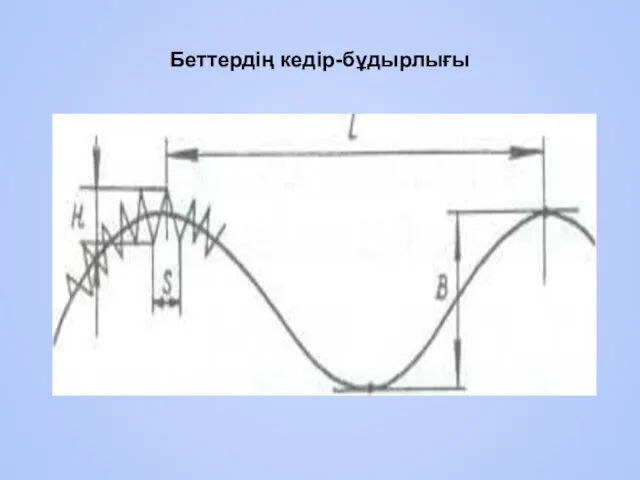
- 36. 1.Беттер сапасының геометриялық көрсеткiштерi 1.1 Макрогеометриялық беттер дұрыс геометриялық пiшiндердiң ауытқуынан пайда болады. Машина жасау саласында
- 37. Беттердiң кедір-бұдырлығы
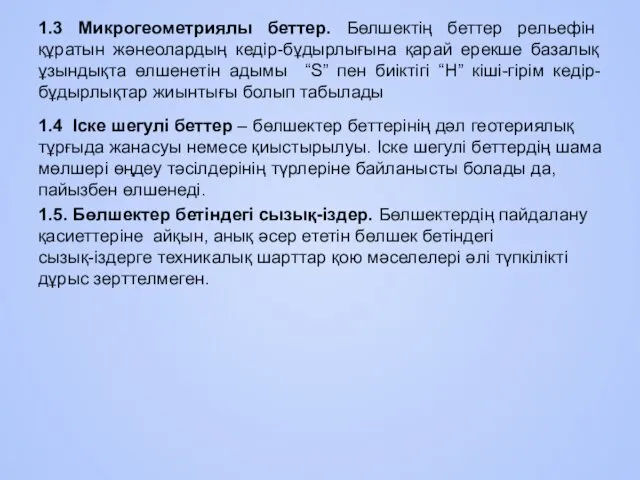
- 38. 1.3 Микрогеометриялы беттер. Бөлшектің беттер рельефiн құратын жәнеолардың кедiр-бұдырлығына қарай ерекше базалық ұзындықта өлшенетiн адымы “S”
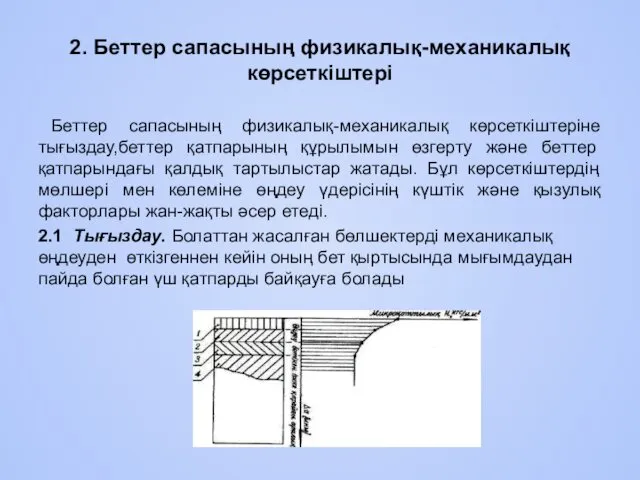
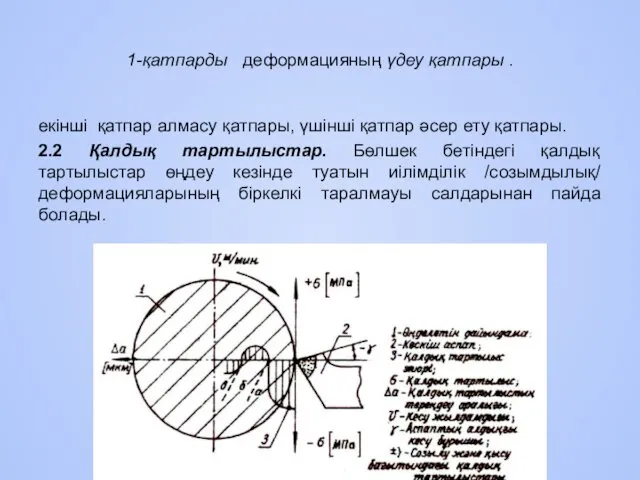
- 39. 2. Беттер сапасының физикалық-механикалық көрсеткiштерi Беттер сапасының физикалық-механикалық көрсеткiштерiне тығыздау,беттер қатпарының құрылымын өзгерту және беттер қатпарындағы
- 40. 1-қатпарды деформацияның үдеу қатпары . екiншi қатпар алмасу қатпары, үшiншi қатпар әсер ету қатпары. 2.2 Қалдық
- 41. 3.Өңделген беттер сапасының бөлшектердің жұмыс iстеу қасиетiне тигiзетiн әсерi – жылдам жүргiштiгi; – бөлшектердің қиылыстарына түсетiн
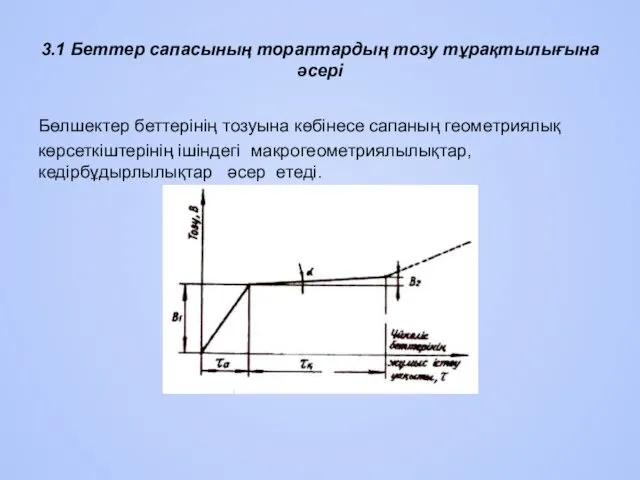
- 42. 3.1 Беттер сапасының тораптардың тозу тұрақтылығына әсерi Бөлшектер беттерiнiң тозуына көбiнесе сапаның геометриялық көрсеткiштерiнiң iшiндегi макрогеометриялылықтар,
- 43. 3.2 Беттер сапасының бөлшектердің берiктiгiне әсерi Көптеген ғалымдардың зерттеу жұмыстарының тұжырымынша, бөлшекте беттерiнiң кез келген кедiр-бұдырлығынан
- 44. 3.3 Беттер сапасының бөлшектерді өңдеу дәлдiгiне әсерi Майысқақ және жұқа қабырғалы бөлшектерді механикалық өндеуден өткiзген кезде,
- 45. ДАЙЫНДАМА ТАНДАУ. МЕХАНИКАЛЫК ӨҢДЕУ ӘДІПТЕРІ 1. Дайындама түpлеpi және оны алу әдістepi: - құю аркылы алынатын
- 46. Бақылау сұрақтары 1.Машина бөлшектеріне арналған дайындамалардың негізгі түрлері. 2. Кұймаларды алудың негізгі түрлерін атаңыз және оларды
- 47. 7.Кесумен өңдеу алдында бастапкы дайындамаға қандай өңдеу жүргізіледі? 8. Дайындаманы таңдап алу дегеніміз не? Ол қалай
- 48. Құймалар пішінді бөлшектердің дайындамалары кызметін атқарады. Шойыннан картер, кораптар, мойынтірек корпустары, кронштейндер, маховиктер, шкивтер, ернемектер, т.б.
- 49. Штампталган дайындамалар бетінің кедір-бұдырлығы - 1-3-ші кластар. Сортты металл түрліше бөлшектердің тікелей дайындамалары ретінде колданылады. Механикалық
- 50. Пісіруді рамалар, доңғалақтар, шкивтер, сабансіліккіш бөлшектерін жасау кезінде қолданады. Көптеген ауылшаруашылық машиналарын жасау кезіндегі кұрастыру жұмыстарында
- 51. 6. Дайындамаларды ұнтақты металлургия әдісімен алу мынадай негізгі кезендерден тұрады: бастапкы материалдар ұнтағын дайындау; дайындалған шихтадан
- 52. 8. Дайындаманы таңдау дегеніміз оның сырт пішінін белгілейтін ұтымды түрін, кабырғасының калыңдығын, тeciк өлшемдерін, өңдеу әдіптерін,
- 53. 9. Әдіп деп бөлшектің өңделетін бетінің қажетті дәлдігі, белгіленген касиеттері мен сапасына жету максатында дайындаманы механикалық
- 54. Жалпы әдіп дайындама және дайын бөлшек өлшемдерінің айырмасы ретінде анықталады. Сонымен қатар әдіптерді номиналды, минималды және
- 56. 10. Әдіпті анықтаудың қандай әдістерін білесіз? Олардың артықшылықтары мен ерекшеліктерін түсіндіріп беріңіз. Машина жасауда әдіпті анықтаудың
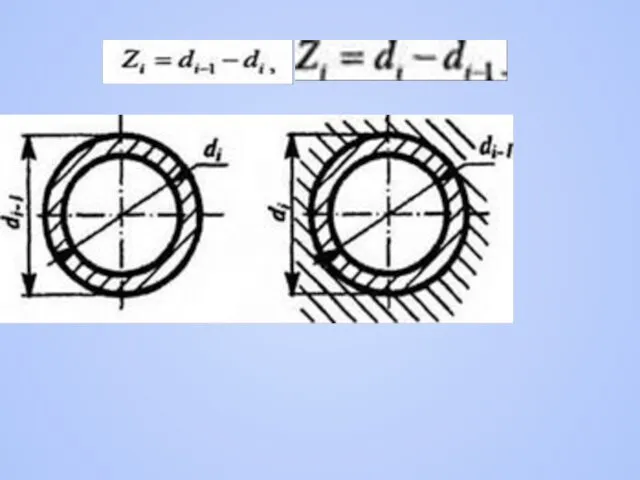
- 57. Өңдеу әдібі симметриялы әдіптер үшін мына формуламен анықталады. Асимметриялы әдіптер үшін: мұнда - алдыңғы шектес әрекетте
- 58. Біліктің операциялық әдіптері мен дәлдік шектерінің орналасу сұлбасы
- 60. Минимальное значение КТИ на момент окончания срока службы определяется из выражения: Значение коэффициента интенсивности изменения КТИ
- 61. Характер изменения КТИ в процессе эксплуатации АТС описывается выражением Прогноз изменения технического состояния АТС в процессе
- 62. Накопленный пробег АТС на временном интервале [0;t] определяется по формуле: Прогноз изменения технического состояния АТС в
- 63. Месячный пробег АТС на окончание месяца рассматриваемого интервала t определяется по формуле: Среднемесячный пробег АТС на
- 64. Суммарные затраты на ТО и ремонт на интервале времени [0;t] вычисляются по формуле: Значение СН определяется
- 65. Месячные затраты на окончание месяца, приведенные к моменту окончания времени t вычисляются по формуле: Средние затраты
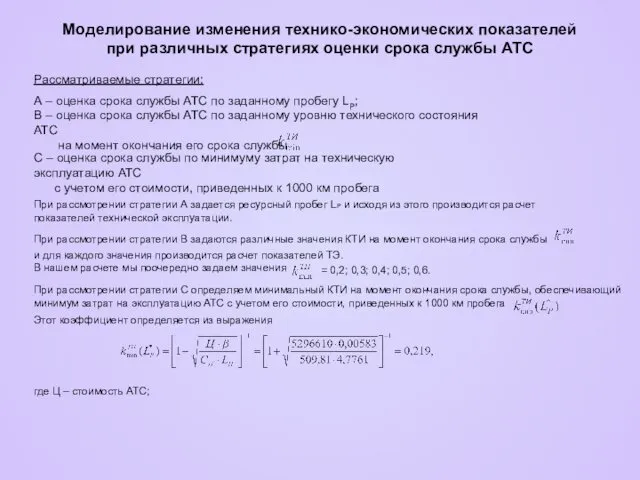
- 67. Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС Рассматриваемые стратегии: А – оценка
- 68. Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС Расчет показателей ТЭ, характеризующих затраты
- 69. Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС Расчет показателей ТЭ, характеризующих затраты
- 70. Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
- 71. Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
- 72. Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
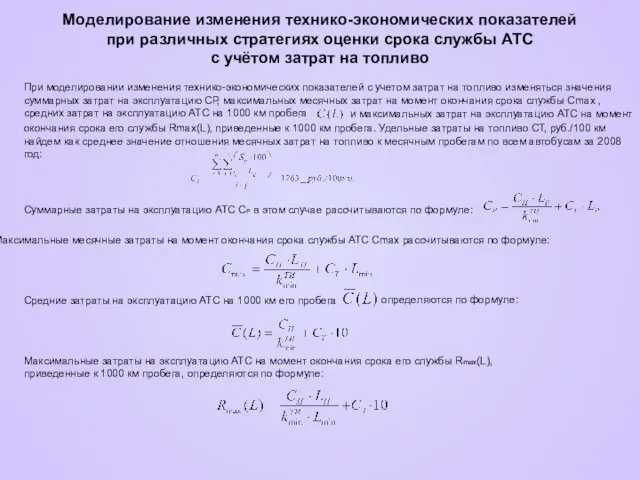
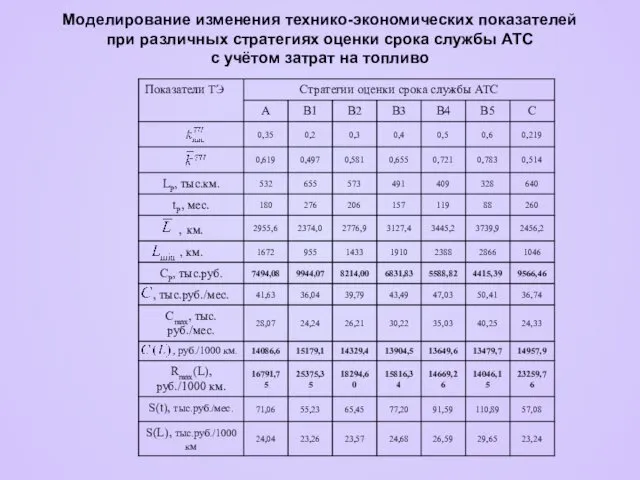
- 73. Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС с учётом затрат на топливо
- 74. Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС с учётом затрат на топливо
- 76. Скачать презентацию
Әдебиеттер:
1.Т.М.Мендебаев, А.З.Габдуллина, К.Т. Шеров.
Машина жасау технологиясы. Алматы, 2013
2.М.Б.Самсаев, Е.Т.Сапарбаев,
Әдебиеттер:
1.Т.М.Мендебаев, А.З.Габдуллина, К.Т. Шеров.
Машина жасау технологиясы. Алматы, 2013
2.М.Б.Самсаев, Е.Т.Сапарбаев,
1 дәріс. Өндірістік және технологиялық үдеріс. Машина жасау өндiрiсiнiң түрлерi мен
1 дәріс. Өндірістік және технологиялық үдеріс. Машина жасау өндiрiсiнiң түрлерi мен
1.Машина жасау технологиясы деп машина шығару барысында туатын заңдылықтарды зерттеп, сол
1.Машина жасау технологиясы деп машина шығару барысында туатын заңдылықтарды зерттеп, сол
Өндірістік үдеріс.
Өндiрiстiк үдеріс деп зауыттағы адамдар мен еңбек құрал-саймандарының
Өндірістік үдеріс.
Өндiрiстiк үдеріс деп зауыттағы адамдар мен еңбек құрал-саймандарының

3.Өндірістік үдерістің түрлері
3.Өндірістік үдерістің түрлері
4.Heгiзгi өндірістік үдерістер — үдерістердің еңбек заттарының пішіні, мөлшері, қасиеттері, iшкі
4.Heгiзгi өндірістік үдерістер — үдерістердің еңбек заттарының пішіні, мөлшері, қасиеттері, iшкі
Құрастырушы (құрастырушы- монтаждаушы) кезең - жүзеге асыру нәтижесінде кұрастыру бipлiктepi
Құрастырушы (құрастырушы- монтаждаушы) кезең - жүзеге асыру нәтижесінде кұрастыру бipлiктepi
Heгiзгi өндірістік үдерістер — үдерістердің еңбек заттарының пішіні, мөлшері, қасиеттері, iшкі
Heгiзгi өндірістік үдерістер — үдерістердің еңбек заттарының пішіні, мөлшері, қасиеттері, iшкі
Технологиялық үдеріс - дайын бөлшек алу мақсатында дайындама пішінін, мөлшерін, беттерінің
Технологиялық үдеріс - дайын бөлшек алу мақсатында дайындама пішінін, мөлшерін, беттерінің
Технологияляқ үдеріс элементтерінің сұлбасы
Технологияляқ үдеріс элементтерінің сұлбасы
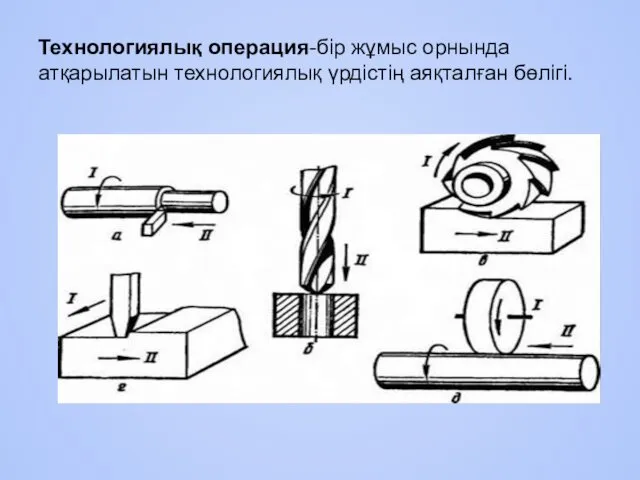
Технологиялық операция-бір жұмыс орнында атқарылатын технологиялық үрдістің аяқталған бөлігі.
Технологиялық операция-бір жұмыс орнында атқарылатын технологиялық үрдістің аяқталған бөлігі.
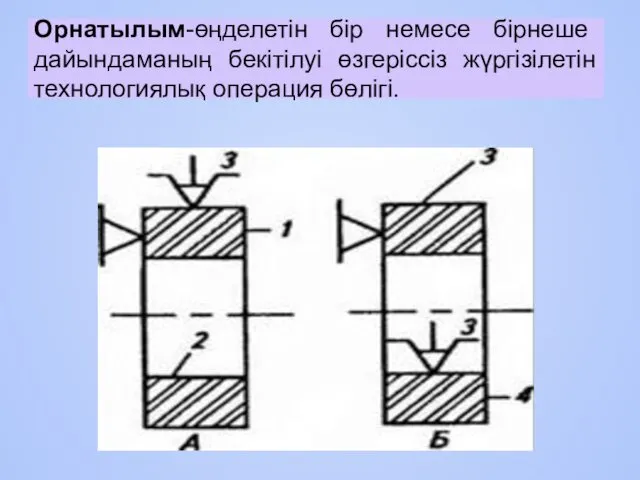
Орнатылым-өңделетін бір немесе бірнеше дайындаманың бекітілуі өзгеріссіз жүргізілетін технологиялық операция бөлігі.
Орнатылым-өңделетін бір немесе бірнеше дайындаманың бекітілуі өзгеріссіз жүргізілетін технологиялық операция бөлігі.
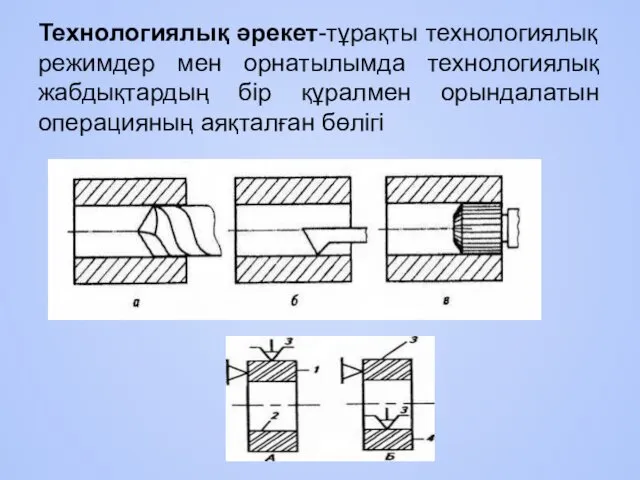
Технологиялық әрекет-тұрақты технологиялық режимдер мен орнатылымда технологиялық жабдықтардың бір құралмен орындалатын
Технологиялық әрекет-тұрақты технологиялық режимдер мен орнатылымда технологиялық жабдықтардың бір құралмен орындалатын
Позиция- технологиялық операцияның керектi бiр бөлiгiн жасау үшiн дайындаманы қондырғыға орнатып,
Позиция- технологиялық операцияның керектi бiр бөлiгiн жасау үшiн дайындаманы қондырғыға орнатып,

Бөлшекті төрт позициялы өңдеу сұлбасы
Бөлшекті төрт позициялы өңдеу сұлбасы
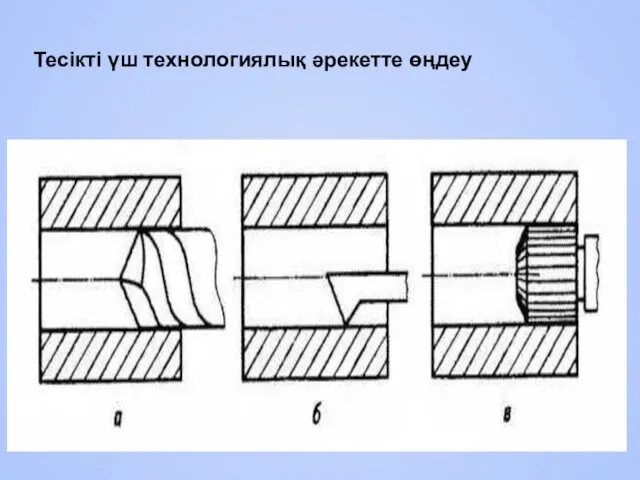
Тесікті үш технологиялық әрекетте өңдеу
Тесікті үш технологиялық әрекетте өңдеу
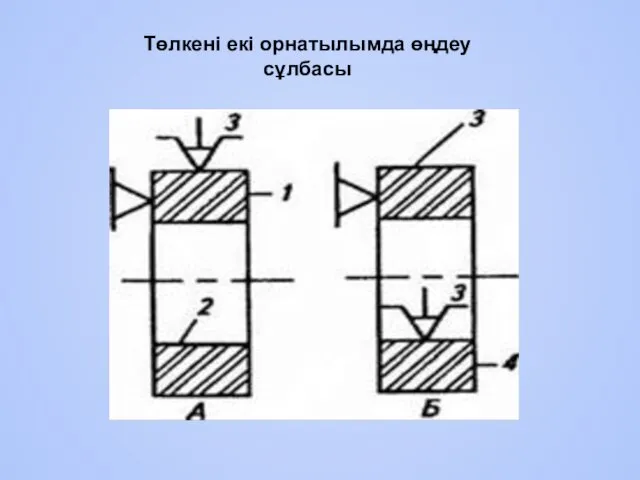
Төлкені екі орнатылымда өңдеу сұлбасы
Төлкені екі орнатылымда өңдеу сұлбасы
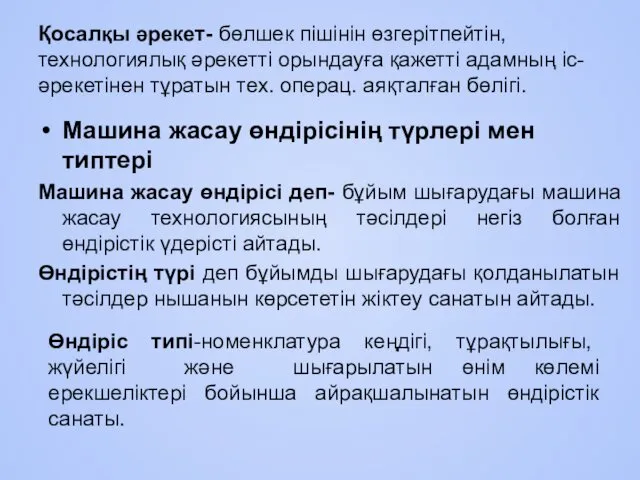
Қосалқы әрекет- бөлшек пішінін өзгерітпейтін, технологиялық әрекетті орындауға қажетті адамның іс-әрекетінен
Қосалқы әрекет- бөлшек пішінін өзгерітпейтін, технологиялық әрекетті орындауға қажетті адамның іс-әрекетінен
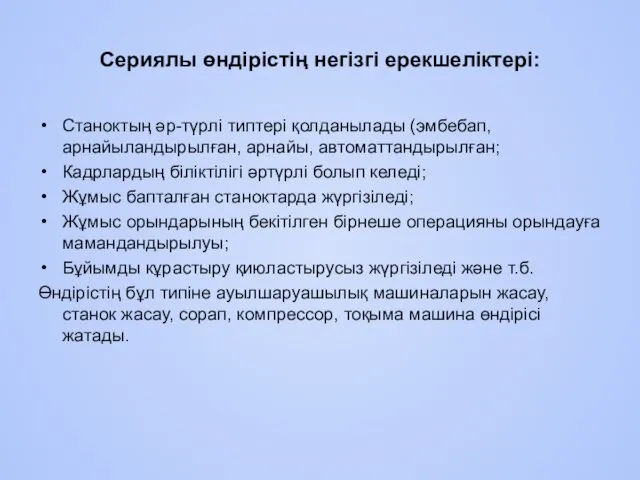
Сериялы өндірістің негізгі ерекшеліктері:
Станоктың әр-түрлі типтері қолданылады (эмбебап, арнайыландырылған, арнайы, автоматтандырылған;
Кадрлардың
Сериялы өндірістің негізгі ерекшеліктері:
Станоктың әр-түрлі типтері қолданылады (эмбебап, арнайыландырылған, арнайы, автоматтандырылған;
Кадрлардың
мұнда Ф- күнтізбелік уакыт бірлігіндегі (ай, жыл) жұмыс уакытының нақты қоры,
мұнда Ф- күнтізбелік уакыт бірлігіндегі (ай, жыл) жұмыс уакытының нақты қоры,
Жаппай өндірістің негізгі ерекшеліктері:
бұйымдардың шектеулі номенклатурасы;
жұмыс орындарының заттық мамандандырылуы;
арнайы және арнайыландырылған
Жаппай өндірістің негізгі ерекшеліктері:
бұйымдардың шектеулі номенклатурасы;
жұмыс орындарының заттық мамандандырылуы;
арнайы және арнайыландырылған
Технологиялық үдерісті ұйымдастыру формасы: топтық және ағымды
Топтық форма - әртурлі сырт
Технологиялық үдерісті ұйымдастыру формасы: топтық және ағымды
Топтық форма - әртурлі сырт
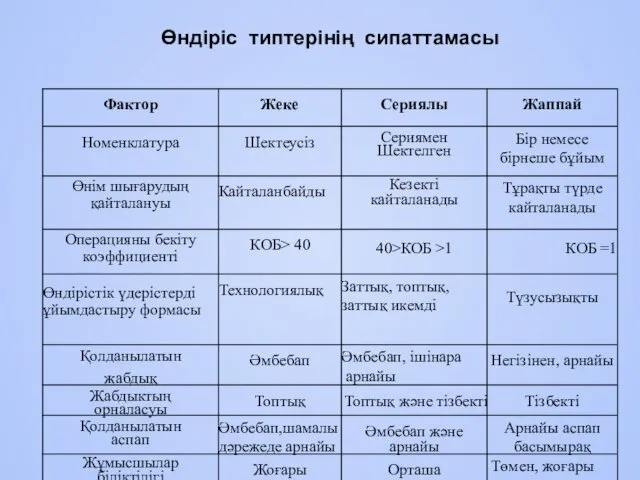
Өндіріс типтерінің сипаттамасы
Өндіріс типтерінің сипаттамасы
№2 ДӘРІС
БҰЙЫМ ЖӘНЕ ОНЫҢ ЭЛЕМЕНТТЕРі
Сұрақтар
1.Бұйым туралы түсінік және негізгі элементтері
2.Бұйымның түрлерi
№2 ДӘРІС
БҰЙЫМ ЖӘНЕ ОНЫҢ ЭЛЕМЕНТТЕРі
Сұрақтар
1.Бұйым туралы түсінік және негізгі элементтері
2.Бұйымның түрлерi
1.Бұйым туралы түсінік және негізгі элементтері
Бұйым - кәсіпорында жасалатын өндірістің кез
1.Бұйым туралы түсінік және негізгі элементтері
Бұйым - кәсіпорында жасалатын өндірістің кез
Бұйымның негізгі элементтері:
Бөлшек деп құрылым операциялары пайдаланылмаған, өзi тек бiркелкi атты
Бұйымның негізгі элементтері:
Бөлшек деп құрылым операциялары пайдаланылмаған, өзi тек бiркелкi атты
Жиынтық деп зауытта құрылым операцияларымен қосылмаған бұйымдар жиынын айтады.
Жиынтық деп зауытта құрылым операцияларымен қосылмаған бұйымдар жиынын айтады.
Бұйымның түрлерi және оның құрылымы
Бұйым
Ерекшелінбеген бұйым
Ерекшелінген бұйым
Бөлшектер
Дайындамалар
Құрастыру бірліктері
Жиынтықтар
Бөлшектер
Кешендер
Құрастыру бірліктері
Жиынтықтар
Бөлшектер
Жиынтықтар
Құрастыру бірліктері
Бөлшектер
Бұйымның түрлерi және оның құрылымы
Бұйым
Ерекшелінбеген бұйым
Ерекшелінген бұйым
Бөлшектер
Дайындамалар
Құрастыру бірліктері
Жиынтықтар
Бөлшектер
Кешендер
Құрастыру бірліктері
Жиынтықтар
Бөлшектер
Жиынтықтар
Құрастыру бірліктері
Бөлшектер
Бұйым мақсатына байланысты:
1.Негізгі өндіріс бұйымы - тапсырыс берушіге жеткізіп беруге арналган
Бұйым мақсатына байланысты:
1.Негізгі өндіріс бұйымы - тапсырыс берушіге жеткізіп беруге арналган
Бұйымдарды кұрама бөлштері болу және болмауына байланысты екі топқа бөледі:
ерекшеленбеген бұйымдар
Бұйымдарды кұрама бөлштері болу және болмауына байланысты екі топқа бөледі:
ерекшеленбеген бұйымдар
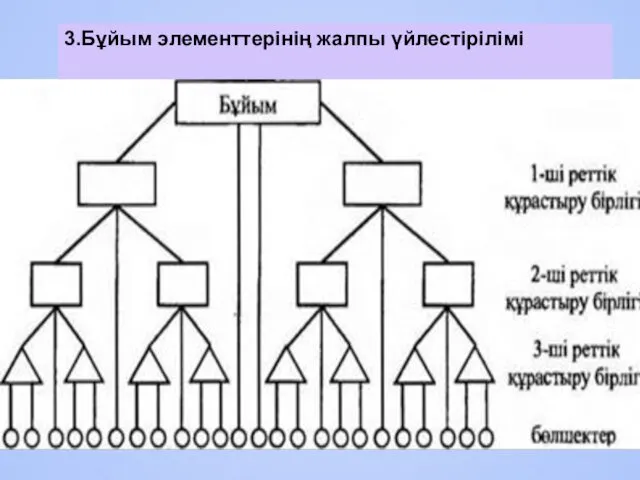
3.Бұйым элементтерінің жалпы үйлестірілімі
3.Бұйым элементтерінің жалпы үйлестірілімі
Бөлшектердің өңделген беттерiнiң сапасы деп бiр немесе бiрнеше
технологиялық тәсiлдермен әсер еткеннен
Бөлшектердің өңделген беттерiнiң сапасы деп бiр немесе бiрнеше
технологиялық тәсiлдермен әсер еткеннен
1.Беттер сапасының геометриялық көрсеткiштерi
1.1 Макрогеометриялық беттер дұрыс геометриялық пiшiндердiң
ауытқуынан пайда болады.
1.Беттер сапасының геометриялық көрсеткiштерi
1.1 Макрогеометриялық беттер дұрыс геометриялық пiшiндердiң
ауытқуынан пайда болады.
Беттердiң кедір-бұдырлығы
Беттердiң кедір-бұдырлығы
1.3 Микрогеометриялы беттер. Бөлшектің беттер рельефiн құратын жәнеолардың кедiр-бұдырлығына қарай ерекше
1.3 Микрогеометриялы беттер. Бөлшектің беттер рельефiн құратын жәнеолардың кедiр-бұдырлығына қарай ерекше
2. Беттер сапасының физикалық-механикалық көрсеткiштерi
Беттер сапасының физикалық-механикалық көрсеткiштерiне тығыздау,беттер қатпарының
2. Беттер сапасының физикалық-механикалық көрсеткiштерi
Беттер сапасының физикалық-механикалық көрсеткiштерiне тығыздау,беттер қатпарының
1-қатпарды деформацияның үдеу қатпары .
екiншi қатпар алмасу қатпары, үшiншi қатпар әсер
1-қатпарды деформацияның үдеу қатпары .
екiншi қатпар алмасу қатпары, үшiншi қатпар әсер
3.Өңделген беттер сапасының бөлшектердің жұмыс iстеу қасиетiне тигiзетiн әсерi
– жылдам жүргiштiгi;
–
3.Өңделген беттер сапасының бөлшектердің жұмыс iстеу қасиетiне тигiзетiн әсерi
– жылдам жүргiштiгi;
–
3.1 Беттер сапасының тораптардың тозу тұрақтылығына әсерi
Бөлшектер беттерiнiң тозуына көбiнесе сапаның
3.1 Беттер сапасының тораптардың тозу тұрақтылығына әсерi
Бөлшектер беттерiнiң тозуына көбiнесе сапаның
3.2 Беттер сапасының бөлшектердің берiктiгiне әсерi
Көптеген ғалымдардың зерттеу жұмыстарының тұжырымынша, бөлшекте
3.2 Беттер сапасының бөлшектердің берiктiгiне әсерi
Көптеген ғалымдардың зерттеу жұмыстарының тұжырымынша, бөлшекте
3.3 Беттер сапасының бөлшектерді өңдеу дәлдiгiне әсерi
Майысқақ және жұқа қабырғалы бөлшектерді
3.3 Беттер сапасының бөлшектерді өңдеу дәлдiгiне әсерi
Майысқақ және жұқа қабырғалы бөлшектерді
ДАЙЫНДАМА ТАНДАУ. МЕХАНИКАЛЫК ӨҢДЕУ ӘДІПТЕРІ
1. Дайындама түpлеpi және оны алу әдістepi:
-
ДАЙЫНДАМА ТАНДАУ. МЕХАНИКАЛЫК ӨҢДЕУ ӘДІПТЕРІ
1. Дайындама түpлеpi және оны алу әдістepi:
-
Бақылау сұрақтары
1.Машина бөлшектеріне арналған дайындамалардың негізгі түрлері.
2. Кұймаларды алудың негізгі түрлерін
Бақылау сұрақтары
1.Машина бөлшектеріне арналған дайындамалардың негізгі түрлері.
2. Кұймаларды алудың негізгі түрлерін
7.Кесумен өңдеу алдында бастапкы дайындамаға қандай өңдеу жүргізіледі?
8. Дайындаманы таңдап алу
7.Кесумен өңдеу алдында бастапкы дайындамаға қандай өңдеу жүргізіледі?
8. Дайындаманы таңдап алу
Құймалар пішінді бөлшектердің дайындамалары кызметін атқарады. Шойыннан картер, кораптар, мойынтірек корпустары,
Құймалар пішінді бөлшектердің дайындамалары кызметін атқарады. Шойыннан картер, кораптар, мойынтірек корпустары,
Штампталган дайындамалар бетінің кедір-бұдырлығы - 1-3-ші кластар.
Сортты металл түрліше бөлшектердің тікелей
Штампталган дайындамалар бетінің кедір-бұдырлығы - 1-3-ші кластар.
Сортты металл түрліше бөлшектердің тікелей
Пісіруді рамалар, доңғалақтар, шкивтер, сабансіліккіш бөлшектерін жасау кезінде қолданады.
Көптеген ауылшаруашылық машиналарын
Пісіруді рамалар, доңғалақтар, шкивтер, сабансіліккіш бөлшектерін жасау кезінде қолданады.
Көптеген ауылшаруашылық машиналарын
6. Дайындамаларды ұнтақты металлургия әдісімен алу мынадай негізгі кезендерден тұрады:
бастапкы материалдар
6. Дайындамаларды ұнтақты металлургия әдісімен алу мынадай негізгі кезендерден тұрады:
бастапкы материалдар
8. Дайындаманы таңдау дегеніміз оның сырт пішінін белгілейтін ұтымды түрін, кабырғасының
8. Дайындаманы таңдау дегеніміз оның сырт пішінін белгілейтін ұтымды түрін, кабырғасының
9. Әдіп деп бөлшектің өңделетін бетінің қажетті дәлдігі, белгіленген касиеттері мен
9. Әдіп деп бөлшектің өңделетін бетінің қажетті дәлдігі, белгіленген касиеттері мен
Жалпы әдіп дайындама және дайын бөлшек өлшемдерінің айырмасы ретінде анықталады.
Сонымен қатар
Жалпы әдіп дайындама және дайын бөлшек өлшемдерінің айырмасы ретінде анықталады.
Сонымен қатар
10. Әдіпті анықтаудың қандай әдістерін білесіз? Олардың артықшылықтары мен ерекшеліктерін түсіндіріп
10. Әдіпті анықтаудың қандай әдістерін білесіз? Олардың артықшылықтары мен ерекшеліктерін түсіндіріп
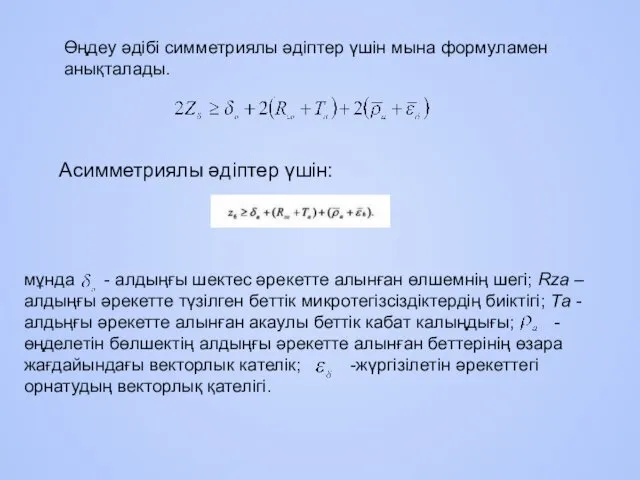
Өңдеу әдібі симметриялы әдіптер үшін мына формуламен анықталады.
Асимметриялы әдіптер үшін:
мұнда -
Өңдеу әдібі симметриялы әдіптер үшін мына формуламен анықталады.
Асимметриялы әдіптер үшін:
мұнда -
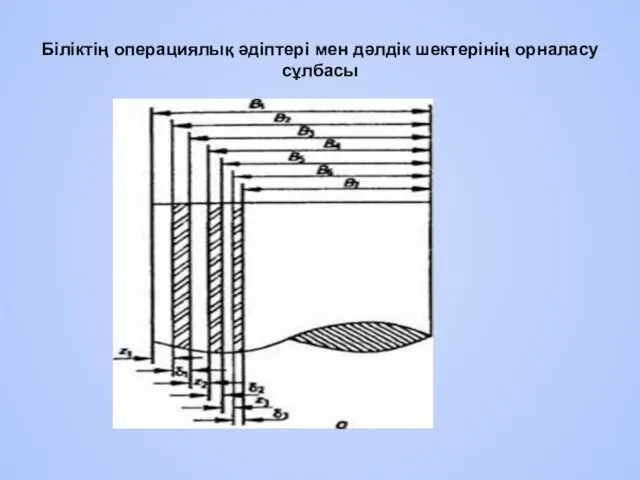
Біліктің операциялық әдіптері мен дәлдік шектерінің орналасу сұлбасы
Біліктің операциялық әдіптері мен дәлдік шектерінің орналасу сұлбасы
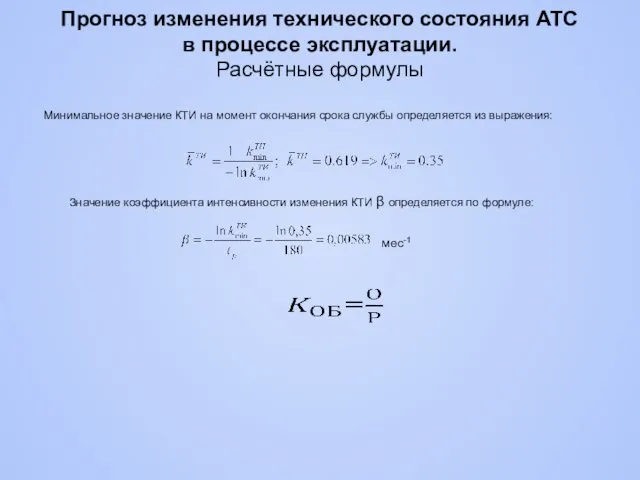
Минимальное значение КТИ на момент окончания срока службы определяется из выражения:
Минимальное значение КТИ на момент окончания срока службы определяется из выражения:
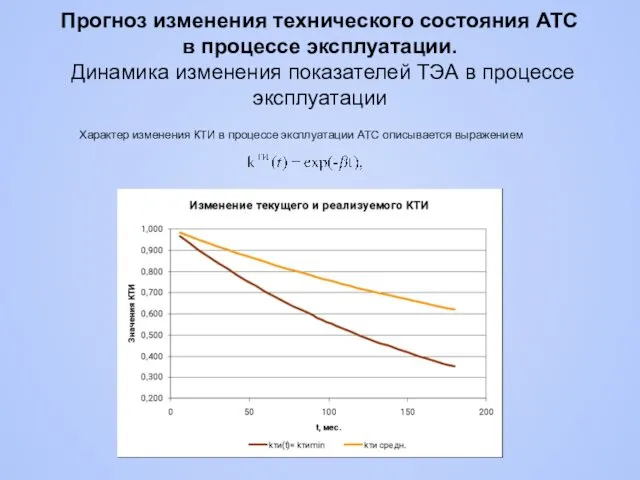
Характер изменения КТИ в процессе эксплуатации АТС описывается выражением
Прогноз изменения
Характер изменения КТИ в процессе эксплуатации АТС описывается выражением
Прогноз изменения
![Накопленный пробег АТС на временном интервале [0;t] определяется по формуле:](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/96339/slide-61.jpg)
Накопленный пробег АТС на временном интервале [0;t] определяется по формуле:
Прогноз
Накопленный пробег АТС на временном интервале [0;t] определяется по формуле:
Прогноз
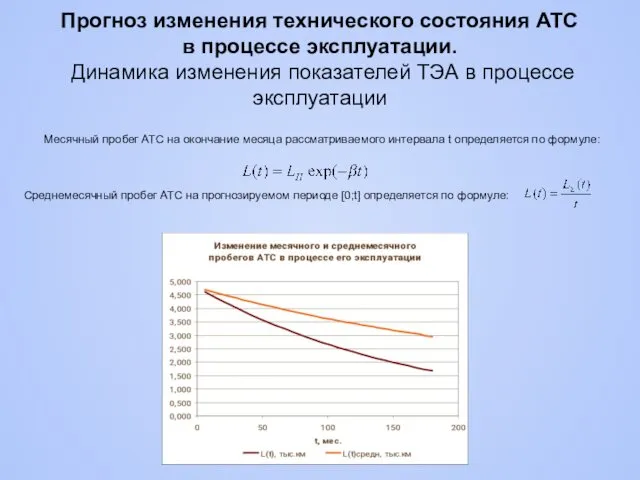
Месячный пробег АТС на окончание месяца рассматриваемого интервала t определяется по
Месячный пробег АТС на окончание месяца рассматриваемого интервала t определяется по
![Суммарные затраты на ТО и ремонт на интервале времени [0;t]](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/96339/slide-63.jpg)
Суммарные затраты на ТО и ремонт на интервале времени [0;t] вычисляются
Суммарные затраты на ТО и ремонт на интервале времени [0;t] вычисляются
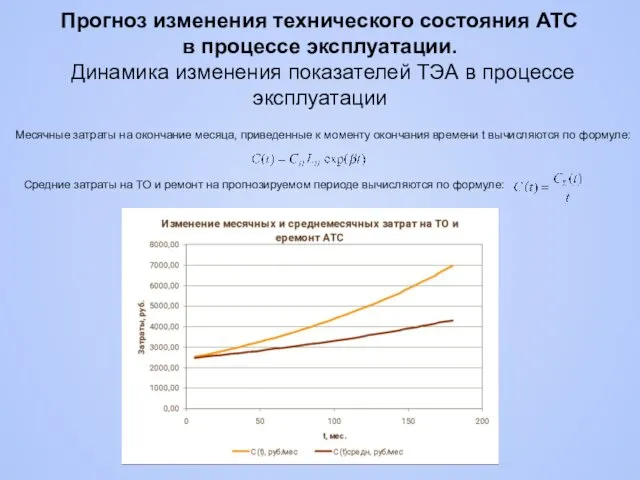
Месячные затраты на окончание месяца, приведенные к моменту окончания времени t
Месячные затраты на окончание месяца, приведенные к моменту окончания времени t

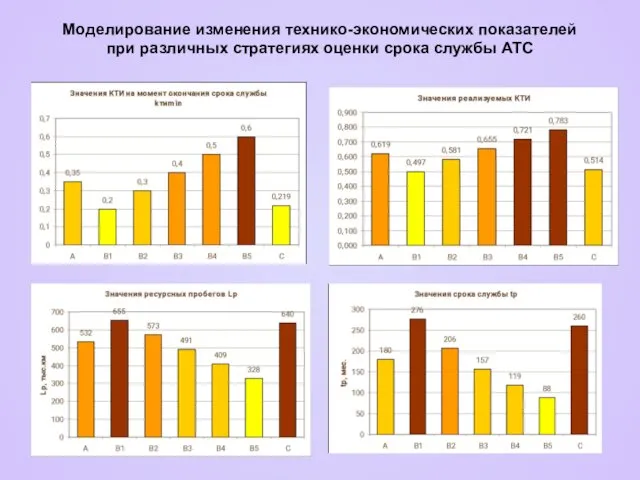
Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
Рассматриваемые
Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
Рассматриваемые
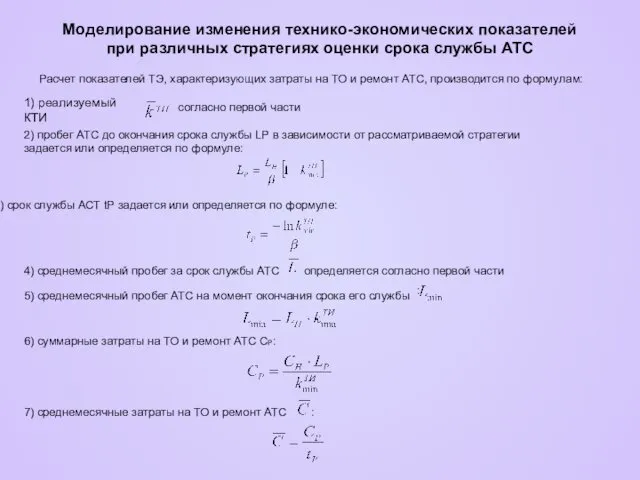
Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
Расчет
Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
Расчет
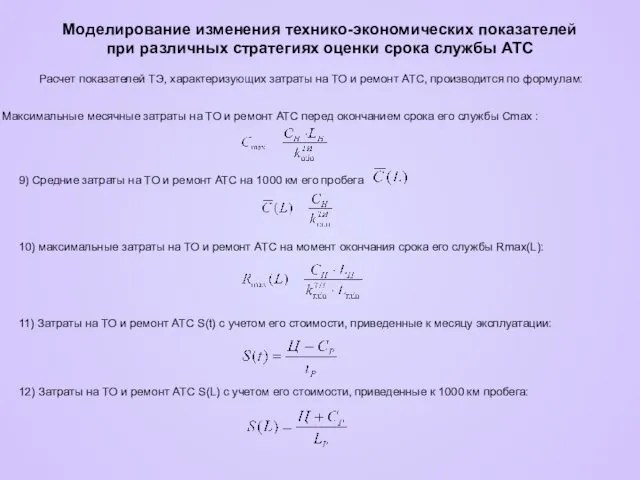
Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
Расчет
Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
Расчет
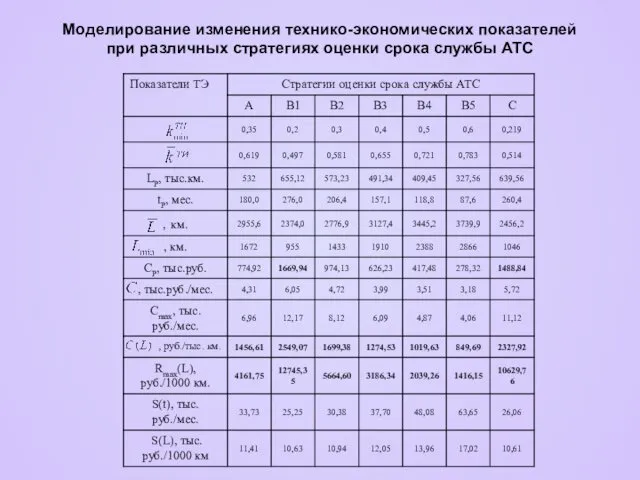
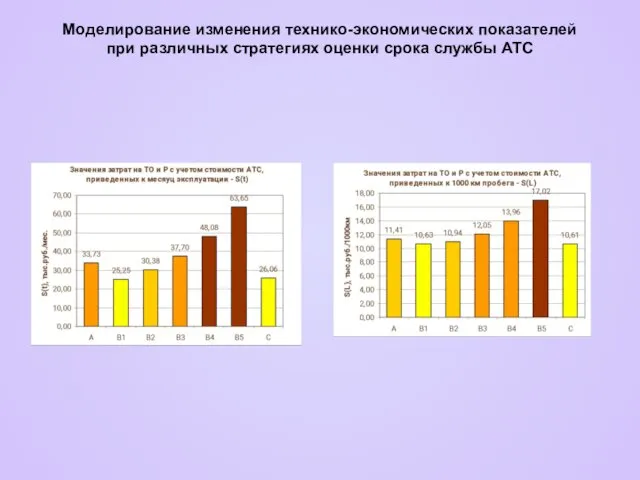
Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
Моделирование изменения технико-экономических показателей при различных стратегиях оценки срока службы АТС
 20231112_moralnyy_vybor_i_moralnaya_otsenka
20231112_moralnyy_vybor_i_moralnaya_otsenka Презентация Зимние забавы
Презентация Зимние забавы Оборудование системы посадки
Оборудование системы посадки Сортировка и подведения итогов в списке. Фильтрация списка
Сортировка и подведения итогов в списке. Фильтрация списка Скелет человека
Скелет человека Проект Мамы разные нужны, мамы всякие важны 2013-2014 уч.год
Проект Мамы разные нужны, мамы всякие важны 2013-2014 уч.год Деление с числами 0 и 1
Деление с числами 0 и 1 игра Космическое путешествие
игра Космическое путешествие Проблематика романа М. Булгакова Белая гвардия
Проблематика романа М. Булгакова Белая гвардия Антропогенные воздействия на атмосферу
Антропогенные воздействия на атмосферу Scanning tunneling microscope (STM)
Scanning tunneling microscope (STM) The reported speech
The reported speech Kp_Gladkikh_Ivan_Meo-03
Kp_Gladkikh_Ivan_Meo-03 Занятие внеурочной деятельности В мире книг. Викторина по сказке К.И. Чуковского Муха-Цокотуха
Занятие внеурочной деятельности В мире книг. Викторина по сказке К.И. Чуковского Муха-Цокотуха Система работы с кадрами МЧС
Система работы с кадрами МЧС Африканская чума свиней
Африканская чума свиней Секрет учительского счастья
Секрет учительского счастья Соғыстан кейінгі Сталиндік кезеңдегі Қазақстан
Соғыстан кейінгі Сталиндік кезеңдегі Қазақстан презентация на семинар
презентация на семинар Родительское собрание Здоровая личность в здоровой семье
Родительское собрание Здоровая личность в здоровой семье Макроэлементы и микроэлементы
Макроэлементы и микроэлементы презентация Наш 9 класс
презентация Наш 9 класс Транспортировка нефти и газа
Транспортировка нефти и газа Презентация для конкурса Семеро козлят
Презентация для конкурса Семеро козлят Инвестиции в ценные бумаги
Инвестиции в ценные бумаги Специфика программ ДО и программ внеурочной деятельности
Специфика программ ДО и программ внеурочной деятельности Пожертвование во имя Всевышнего
Пожертвование во имя Всевышнего Хроническая сердечная недостаточность
Хроническая сердечная недостаточность