- Конструирование радиоэлектронной аппаратуры. Пайка

Содержание
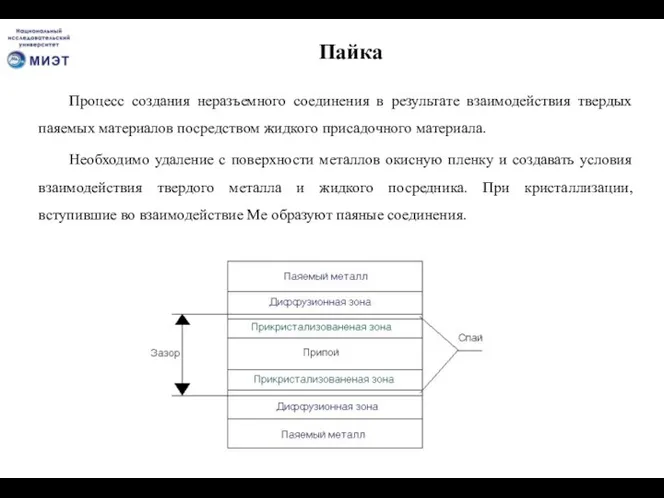
- 2. Пайка Процесс создания неразъемного соединения в результате взаимодействия твердых паяемых материалов посредством жидкого присадочного материала. Необходимо
- 3. Пайка Паяное соединение неоднородно по строению и составу. Паяный шов включают в себя спаи, диффузионные зоны
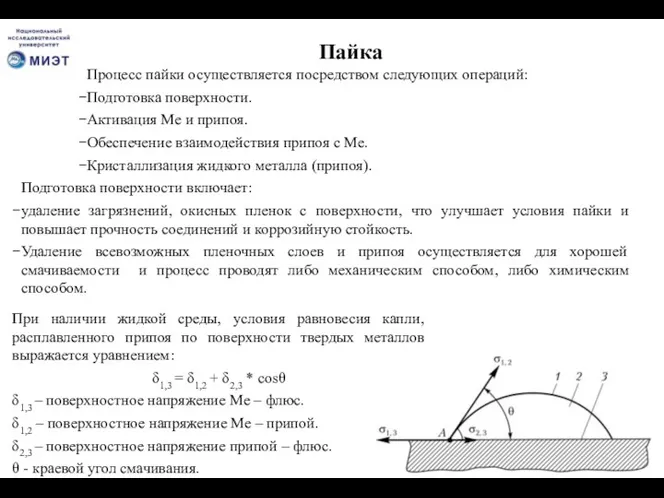
- 4. Пайка Процесс пайки осуществляется посредством следующих операций: Подготовка поверхности. Активация Me и припоя. Обеспечение взаимодействия припоя
- 5. Пайка (подготовка/очистка поверхности) При механической очистке удаляется тонкий поверхностный слой металла при помощи режущего инструмента (резец,
- 6. Пайка (активация поверхности) Обеспечение хорошего контакта может проводиться посредством активации соединяемых Me и припоев. Нагрев приводит
- 7. Флюсы Паяльный флюс – вспомогательный материал, сопутствующий активации процесса пайки. Требования: Флюс должен вступать во взаимодействие
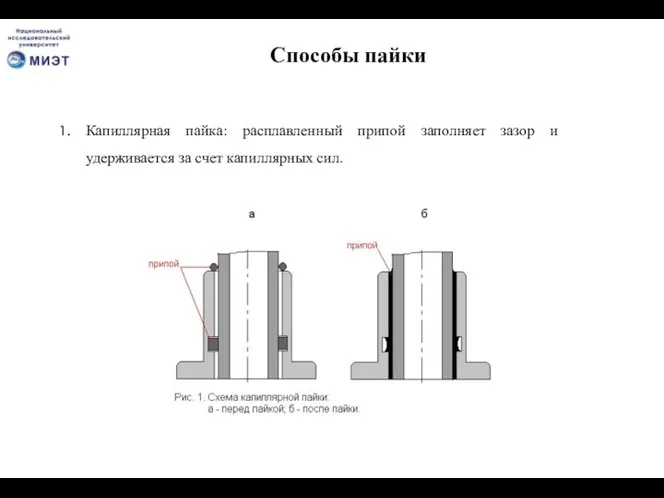
- 8. Способы пайки Капиллярная пайка: расплавленный припой заполняет зазор и удерживается за счет капиллярных сил.
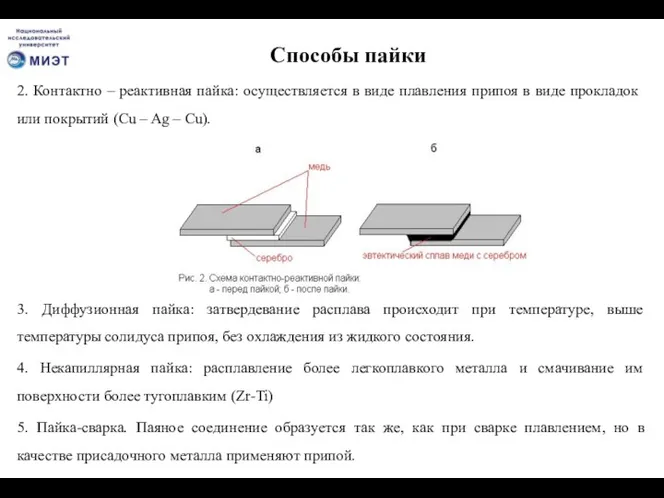
- 9. Способы пайки 2. Контактно – реактивная пайка: осуществляется в виде плавления припоя в виде прокладок или
- 10. Припои Для обеспечения спая широко используются припои. Они подразделяются на низко- и высоко-температурные с той же
- 11. Припои Широкий спектр припоев определяется соответствующими свойствами паянного шва: 1. ПОС – легкоплавкий, наиболее отработанный; 2.
- 12. Состав и свойства бессвинцовых припоев для технологии поверхностного монтажа
- 13. Взаимодействие припоя с металлами Записываем:
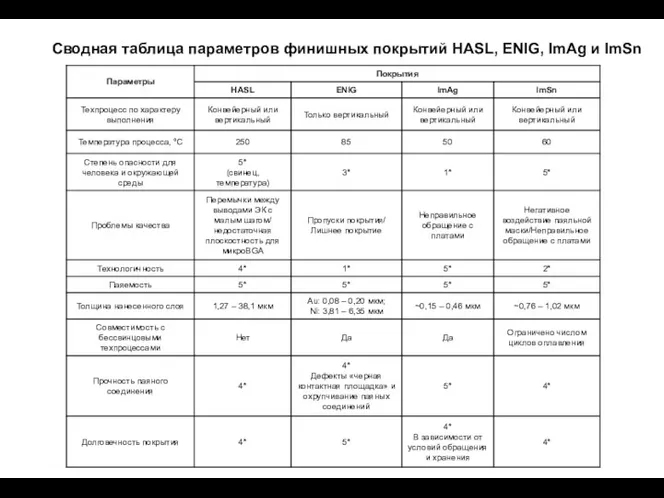
- 14. Сводная таблица параметров финишных покрытий HASL, ENIG, ImAg и ImSn
- 15. Выбор припойной пасты является сложной задачей, поскольку она должна быть липкой, чтобы удерживать компоненты в требуемой
- 16. Флюс в составе припойных паст служит не только для активации контактируемых металлических поверхностей, удаления с них
- 17. При выборе состава основных ингредиентов припоя следует иметь представление о корреляции состава припоя с его свойствами,
- 18. Промежуток времени между нанесением припойной пасты на коммутационную плату и процессом пайки является еще одним фактором,
- 19. Подготовка Компонентов, предназначенных для сборки и монтажа в отверстиях ПП, т.е. традиционно-монтируемых компонентов (ТМК) включает: распаковку
- 20. Технологически, процесс пайки можно осуществлять следующими способами: Микропаяльник; Погружением (окунанием); Пайка волной; Пайка оплавлением дозированного припоя
- 21. Основные разновидности групповой, безинструментальной пайки (с использованием жидкой технологической среды), применяемые для монтажа ТМК на ПП:
- 22. Фрагменты процесса пайки двойной волной припоя; a – схема реализации процесса пайки двойной волной припоя (ДВП);
- 23. Для получения качественных отпечатков пасты, соотношение размеров трафарета (X) должно определяться следующей формулой: X = W/T.
- 24. Способы натяжения трафаретов: вручную (быстрозажимные рамки-принтеры); механическим способом (рамы натяжения трафаретов и встроенные системы натяжения трафаретов
- 25. Схемы рабочих контейнеров для реализации ПОДП в ПГС; a – c однопаровой зоной; б – с
- 26. Схема реализации ПОДП при ИК-нагреве (а) и её температурно-временной режим (б); 1 – корпус установки; 2
- 27. Схема реализации процесса лазерной ПОДП со встроенным контролем качества паянных соединений; 1 – детектор ИК-излучения, выделяющегося
- 29. Скачать презентацию
Пайка
Процесс создания неразъемного соединения в результате взаимодействия твердых паяемых материалов посредством
Пайка
Процесс создания неразъемного соединения в результате взаимодействия твердых паяемых материалов посредством
Пайка
Паяное соединение неоднородно по строению и составу. Паяный шов включают в
Пайка
Паяное соединение неоднородно по строению и составу. Паяный шов включают в
Пайка
Процесс пайки осуществляется посредством следующих операций:
Подготовка поверхности.
Активация Me и припоя.
Обеспечение взаимодействия
Пайка
Процесс пайки осуществляется посредством следующих операций:
Подготовка поверхности.
Активация Me и припоя.
Обеспечение взаимодействия
Пайка (подготовка/очистка поверхности)
При механической очистке удаляется тонкий поверхностный слой металла при
Пайка (подготовка/очистка поверхности)
При механической очистке удаляется тонкий поверхностный слой металла при
Пайка (активация поверхности)
Обеспечение хорошего контакта может проводиться посредством активации соединяемых Me
Пайка (активация поверхности)
Обеспечение хорошего контакта может проводиться посредством активации соединяемых Me
Флюсы
Паяльный флюс – вспомогательный материал, сопутствующий активации процесса пайки.
Требования:
Флюс должен вступать
Флюсы
Паяльный флюс – вспомогательный материал, сопутствующий активации процесса пайки.
Требования:
Флюс должен вступать
Способы пайки
Капиллярная пайка: расплавленный припой заполняет зазор и удерживается за счет
Способы пайки
Капиллярная пайка: расплавленный припой заполняет зазор и удерживается за счет
Способы пайки
2. Контактно – реактивная пайка: осуществляется в виде плавления припоя
Способы пайки
2. Контактно – реактивная пайка: осуществляется в виде плавления припоя
Припои
Для обеспечения спая широко используются припои. Они подразделяются на низко- и
Припои
Для обеспечения спая широко используются припои. Они подразделяются на низко- и
Припои
Широкий спектр припоев определяется соответствующими свойствами паянного шва:
1. ПОС – легкоплавкий,
Припои
Широкий спектр припоев определяется соответствующими свойствами паянного шва:
1. ПОС – легкоплавкий,
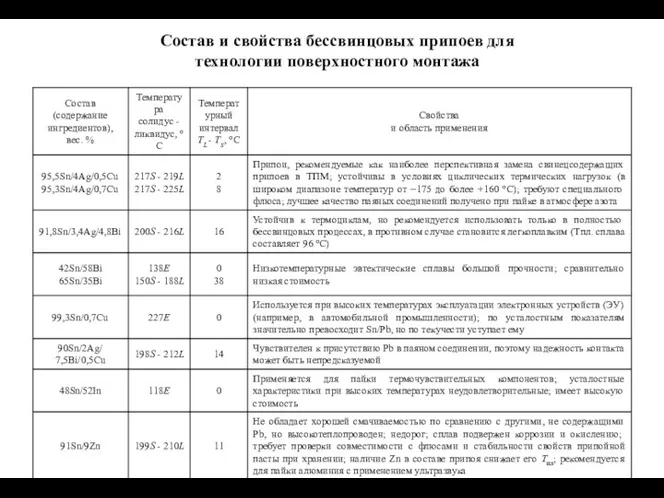
Состав и свойства бессвинцовых припоев для
технологии поверхностного монтажа
Состав и свойства бессвинцовых припоев для
технологии поверхностного монтажа
Взаимодействие припоя с металлами
Записываем:
Взаимодействие припоя с металлами
Записываем:
Сводная таблица параметров финишных покрытий HASL, ENIG, ImAg и ImSn
Сводная таблица параметров финишных покрытий HASL, ENIG, ImAg и ImSn
Выбор припойной пасты является сложной задачей, поскольку она должна быть липкой,
Выбор припойной пасты является сложной задачей, поскольку она должна быть липкой,
Флюс в составе припойных паст служит не только для активации контактируемых
Флюс в составе припойных паст служит не только для активации контактируемых
При выборе состава основных ингредиентов припоя следует иметь представление о корреляции
При выборе состава основных ингредиентов припоя следует иметь представление о корреляции
Промежуток времени между нанесением припойной пасты на коммутационную плату и процессом
Промежуток времени между нанесением припойной пасты на коммутационную плату и процессом
Подготовка Компонентов, предназначенных для сборки и монтажа в отверстиях ПП, т.е.
Подготовка Компонентов, предназначенных для сборки и монтажа в отверстиях ПП, т.е.

Технологически, процесс пайки можно осуществлять следующими способами:
Микропаяльник;
Погружением (окунанием);
Пайка волной;
Пайка оплавлением дозированного
Технологически, процесс пайки можно осуществлять следующими способами:
Микропаяльник;
Погружением (окунанием);
Пайка волной;
Пайка оплавлением дозированного
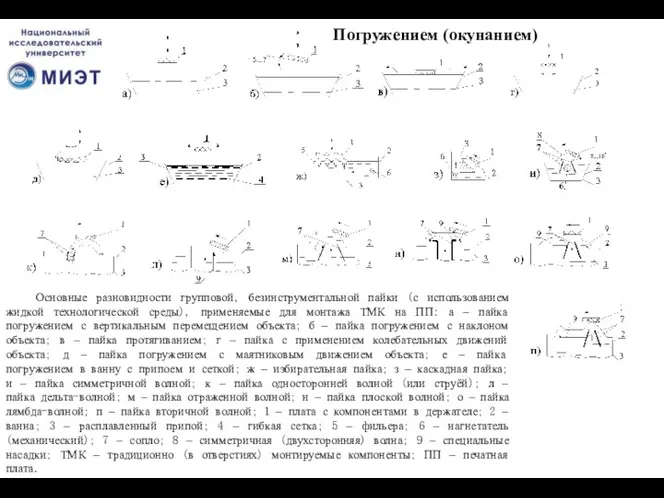
Основные
Основные
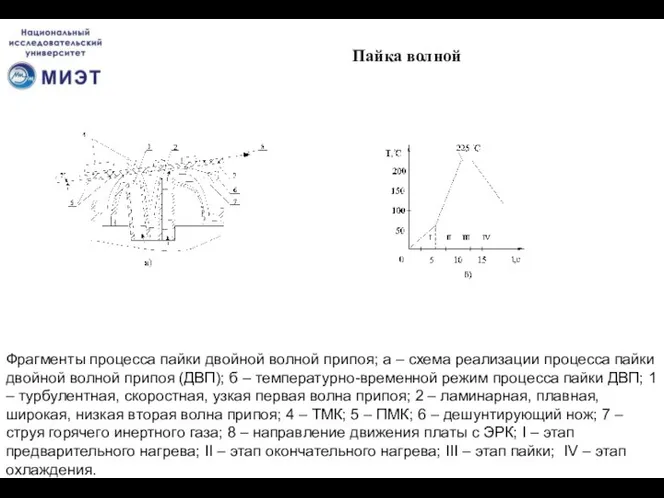
Фрагменты процесса пайки двойной волной припоя; a – схема реализации процесса
Фрагменты процесса пайки двойной волной припоя; a – схема реализации процесса
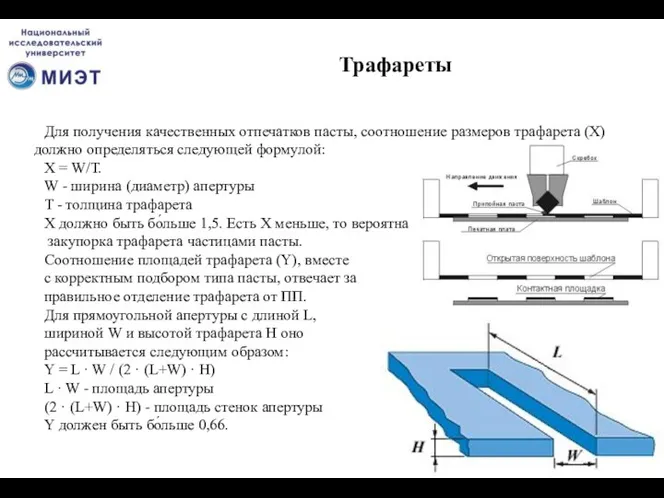
Для получения качественных отпечатков пасты, соотношение размеров трафарета (X) должно определяться
Для получения качественных отпечатков пасты, соотношение размеров трафарета (X) должно определяться
Способы натяжения трафаретов:
вручную (быстрозажимные рамки-принтеры);
механическим способом (рамы натяжения трафаретов и встроенные
Способы натяжения трафаретов:
вручную (быстрозажимные рамки-принтеры);
механическим способом (рамы натяжения трафаретов и встроенные
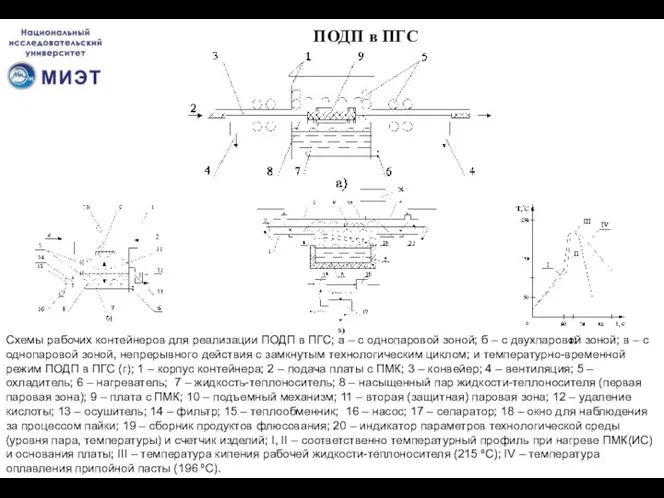
Схемы рабочих контейнеров для реализации ПОДП в ПГС; a – c
Схемы рабочих контейнеров для реализации ПОДП в ПГС; a – c
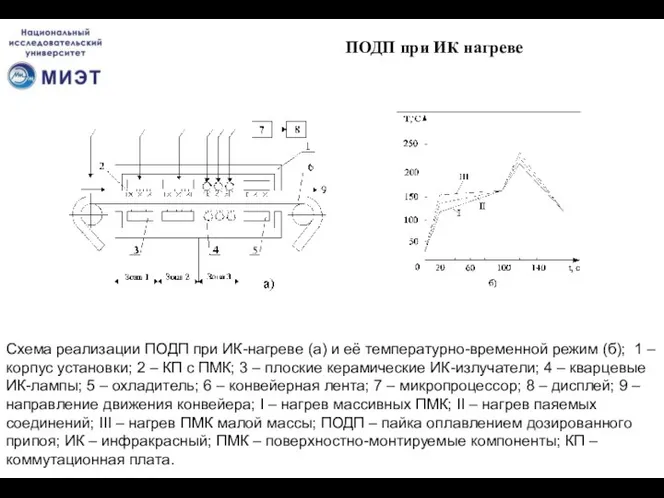
Схема реализации ПОДП при ИК-нагреве (а) и её температурно-временной режим (б);
Схема реализации ПОДП при ИК-нагреве (а) и её температурно-временной режим (б);
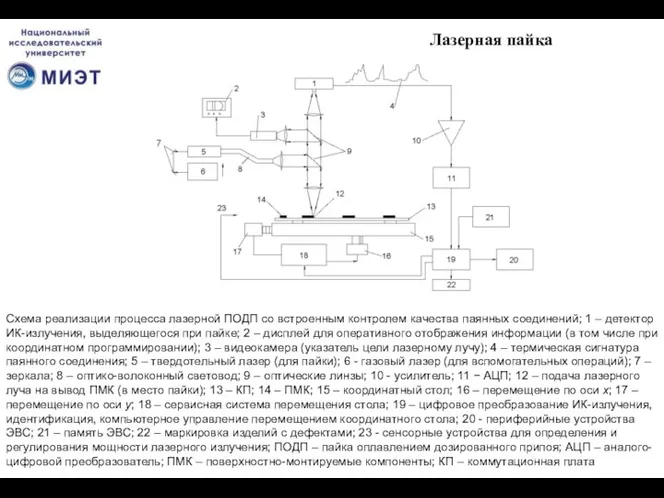
Схема реализации процесса лазерной ПОДП со встроенным контролем качества паянных соединений;
Схема реализации процесса лазерной ПОДП со встроенным контролем качества паянных соединений;
 Структура урока системно-деятельностного подхода в обучении.
Структура урока системно-деятельностного подхода в обучении. Виды поверхностной обработки почвы и технические средства для ее выполнения
Виды поверхностной обработки почвы и технические средства для ее выполнения Первые Романовы
Первые Романовы Құдықтарды және нөсер канализациясы желілерін тазартуға арналған машиналар
Құдықтарды және нөсер канализациясы желілерін тазартуға арналған машиналар Рерайт от А до Я
Рерайт от А до Я Природные зоны Земли
Природные зоны Земли Лекція 1. Алгоритми та основні поняття
Лекція 1. Алгоритми та основні поняття Нейропатии лицевого нерва различного генеза
Нейропатии лицевого нерва различного генеза Дом Героя Советского Союза Захарова Г.М.
Дом Героя Советского Союза Захарова Г.М. Проект загородного дома
Проект загородного дома Family
Family Создание макета воздушного шара
Создание макета воздушного шара Презентация к уроку технологии. Диск
Презентация к уроку технологии. Диск Понятие права. Право в системе социальных норм
Понятие права. Право в системе социальных норм Обзор эпохи Христологических споров (V-VII века)
Обзор эпохи Христологических споров (V-VII века) Искусство, как знаково-символическая система. (Лекция 3)
Искусство, как знаково-символическая система. (Лекция 3) Линейная функция и её график
Линейная функция и её график Балалардағы энтеровирусты инфекциялар
Балалардағы энтеровирусты инфекциялар Оксиды
Оксиды Банковская система
Банковская система Предшкола нового поколения
Предшкола нового поколения От олимпиады к олимпиаде
От олимпиады к олимпиаде Вегетативное размножение растения
Вегетативное размножение растения Острый живот у беременных
Острый живот у беременных KS4502 包装指引 - 配 个电池 盖
KS4502 包装指引 - 配 个电池 盖 Математическая игра
Математическая игра Внеклассное мероприятие Званый ужин
Внеклассное мероприятие Званый ужин Натюрморт с фруктами карандашами. 6 класс
Натюрморт с фруктами карандашами. 6 класс