- Литниково-питающие системы

Содержание
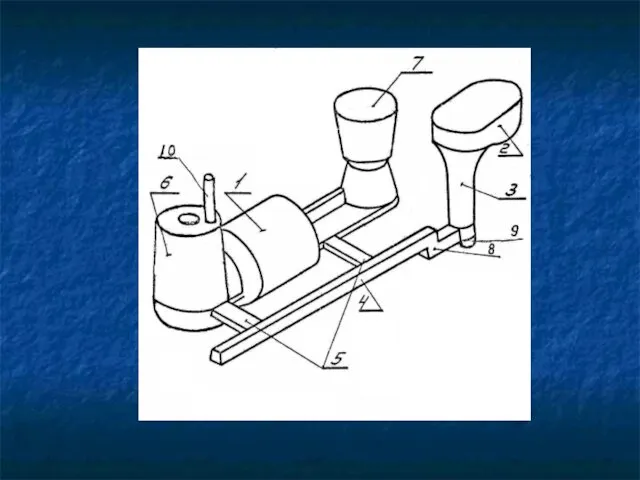
- 2. Литниковая система – это система каналов и устройств в литейной форме, которые служат для подвода жидкого
- 4. Требования, предъявляемые к конструкции литниковой системы Заполнение формы в оптимальное время Подвод металла в полость формы
- 5. Оптимальная продолжительность заливки К концу заполнения формы движущийся расплав (особенно головная его часть) сохраняют некоторый перегрев
- 6. Оптимальный тепловой режим затвердевания отливки Направленное затвердевание – затвердевание отливки в направлении прибыли, причем прибыль должна
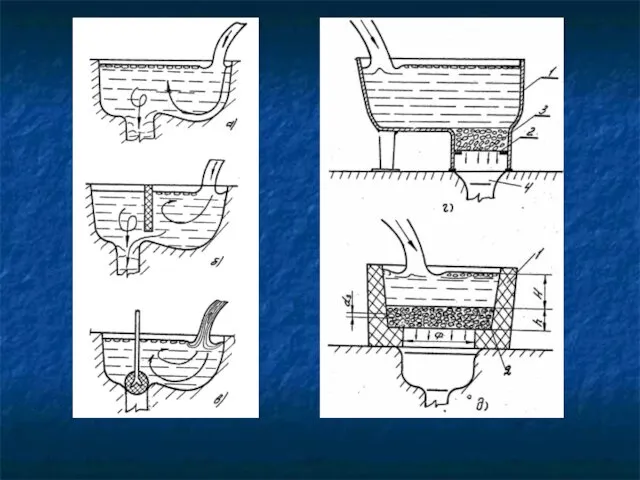
- 7. Улавливание неметаллических включений происходит в литниковых чашах шлакоуловителях с помощью фильтров
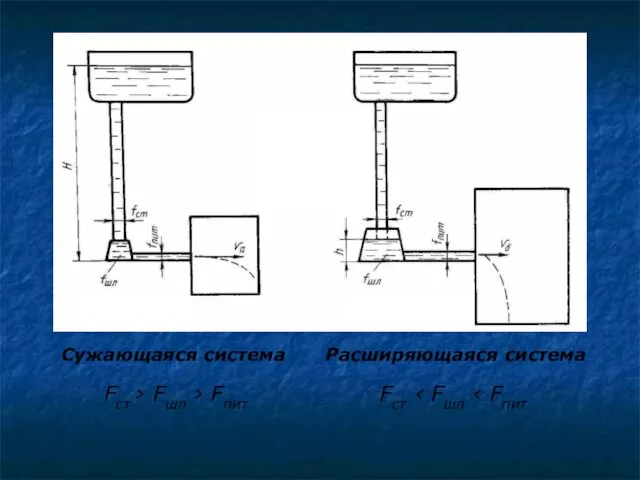
- 10. Классификация литниковых систем По гидродинамическому признаку (сужающиеся, расширяющиеся) По направлению истечения расплава в полость формы (верхние,
- 12. Способы подвода расплава в полость литейной формы а – нижний, б – верхний, в – боковой,
- 13. Верхние литниковые системы
- 14. Горизонтальные литниковые системы
- 15. Вертикально-щелевая система
- 16. Нижние (сифонные) системы
- 17. Ярусные литниковые системы
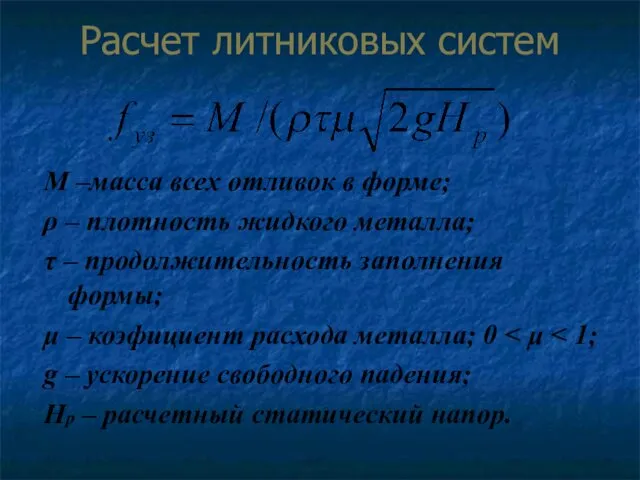
- 18. Расчет литниковых систем M –масса всех отливок в форме; ρ – плотность жидкого металла; τ –
- 19. Нст –начальный статический напор; с – высота отливки; р – расстояние от горизонтальной оси питателей до
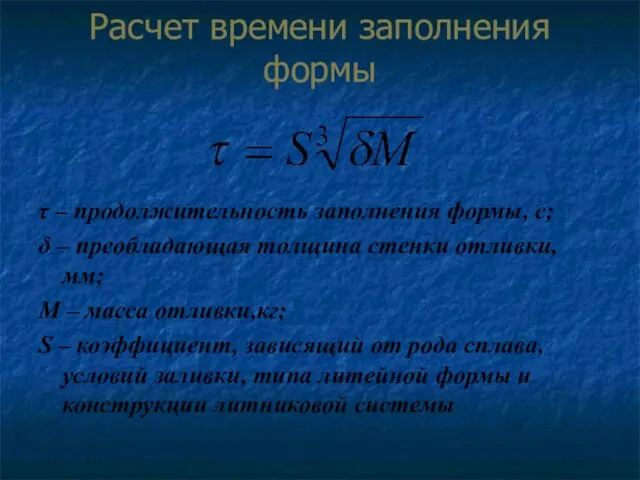
- 20. Расчет времени заполнения формы τ – продолжительность заполнения формы, с; δ – преобладающая толщина стенки отливки,
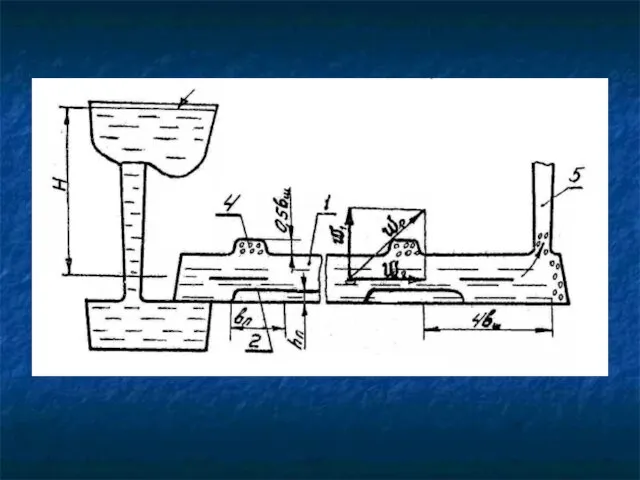
- 21. Соотношение площадей питателей, шлакоуловителя и стояка
- 22. hп aп bп aш hш bш
- 23. Соотношения для определения размеров питателей и шлакоуловителей bш = 0,8aш hш = (1-1,4) aш bп =
- 24. Литейные прибыли Прибыль – часть литниково-питающей системы, предназначенная для устранения в отливке усадочной раковины и пористости
- 25. Классификация прибылей По месту расположения (верхние, боковые, отводные) По способу подвода металла в прибыль (проточная, сливная)
- 26. Эффективная работа прибыли Прибыль должна примыкать к тепловому узлу отливки и затвердевать после отливки или питаемого
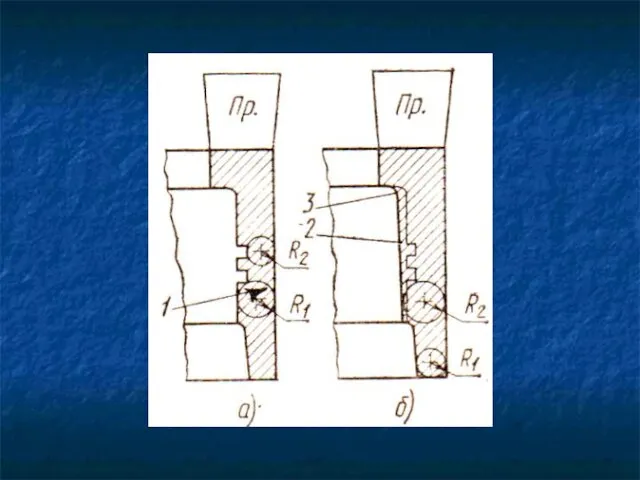
- 27. Метод вписанных окружностей
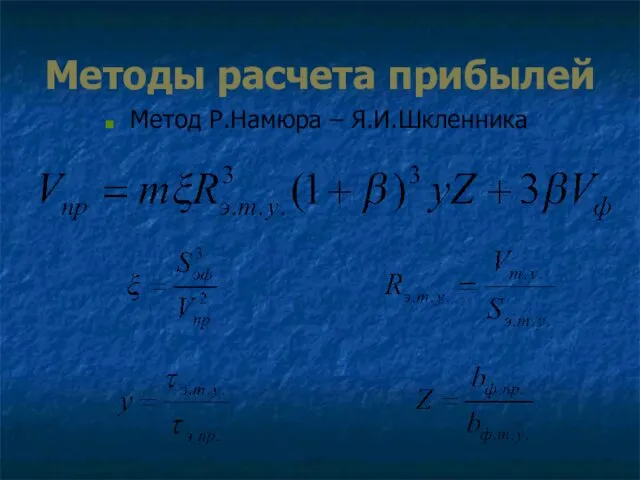
- 29. Методы расчета прибылей Метод Р.Намюра – Я.И.Шкленника
- 30. - объем прибыли, см³; m– безразмерный коэффициент, зависящий от расстояния между прибылью и местом подвода металла
- 31. - объем формы или той части, для которой рассчитывается прибыль, см³ - объем теплового узла отливки,
- 32. Метод Р.Намюра β – коэффициент объемной усадки сплава; V – объем питаемой отливки; α – коэффициент,
- 34. Скачать презентацию
Литниковая система – это система каналов и устройств в литейной форме,
Литниковая система – это система каналов и устройств в литейной форме,
Требования, предъявляемые к конструкции литниковой системы
Заполнение формы в оптимальное время
Подвод металла
Требования, предъявляемые к конструкции литниковой системы
Заполнение формы в оптимальное время
Подвод металла
Оптимальная продолжительность заливки
К концу заполнения формы движущийся расплав (особенно головная его
Оптимальная продолжительность заливки
К концу заполнения формы движущийся расплав (особенно головная его
Оптимальный тепловой режим затвердевания отливки
Направленное затвердевание – затвердевание отливки в направлении
Оптимальный тепловой режим затвердевания отливки
Направленное затвердевание – затвердевание отливки в направлении
Улавливание неметаллических включений
происходит в
литниковых чашах
шлакоуловителях
с помощью фильтров
Улавливание неметаллических включений
происходит в
литниковых чашах
шлакоуловителях
с помощью фильтров
Классификация литниковых систем
По гидродинамическому признаку
(сужающиеся, расширяющиеся)
По направлению истечения расплава в полость
Классификация литниковых систем
По гидродинамическому признаку
(сужающиеся, расширяющиеся)
По направлению истечения расплава в полость
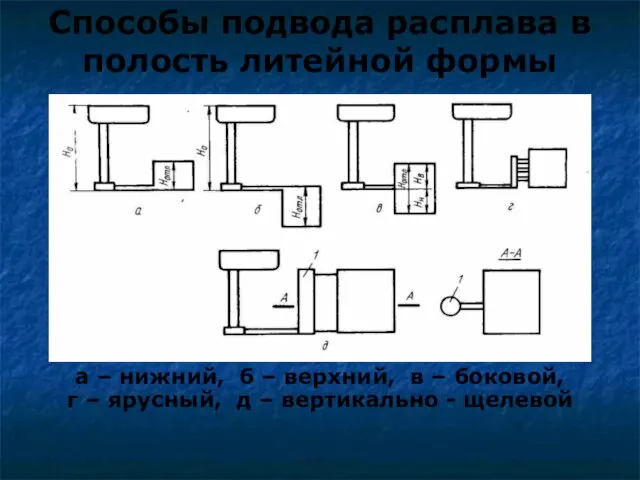
Способы подвода расплава в полость литейной формы
а – нижний, б –
Способы подвода расплава в полость литейной формы
а – нижний, б –

Верхние литниковые системы
Верхние литниковые системы
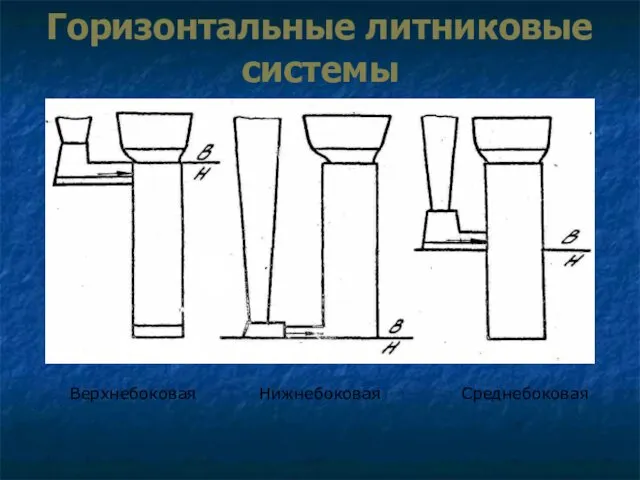
Горизонтальные литниковые системы
Горизонтальные литниковые системы
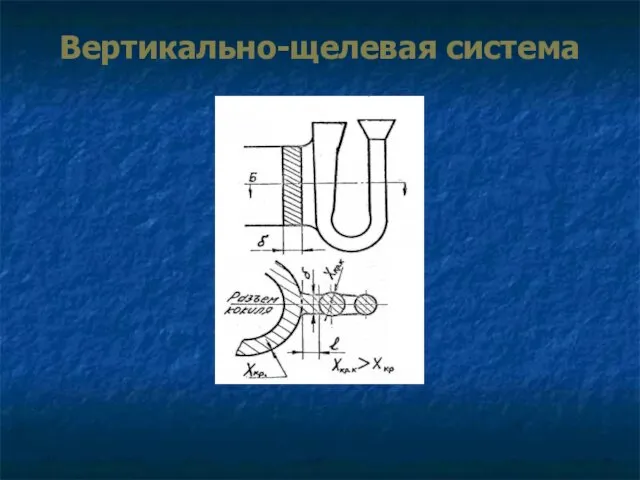
Вертикально-щелевая система
Вертикально-щелевая система

Нижние (сифонные) системы
Нижние (сифонные) системы

Ярусные литниковые системы
Ярусные литниковые системы
Расчет литниковых систем
M –масса всех отливок в форме;
ρ – плотность жидкого
Расчет литниковых систем
M –масса всех отливок в форме;
ρ – плотность жидкого
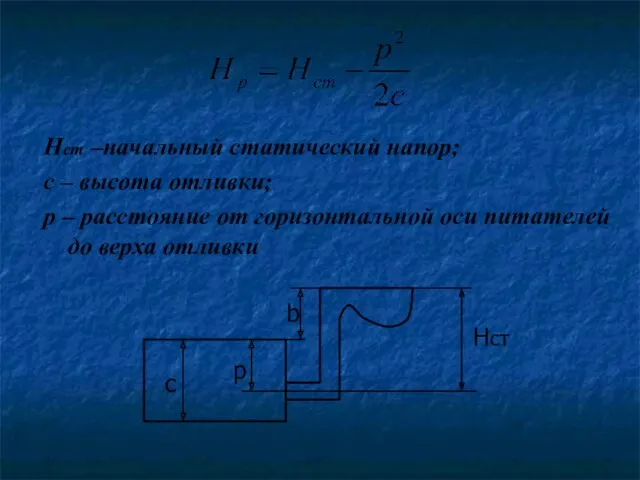
Нст –начальный статический напор;
с – высота отливки;
р – расстояние от горизонтальной
Нст –начальный статический напор;
с – высота отливки;
р – расстояние от горизонтальной
Расчет времени заполнения формы
τ – продолжительность заполнения формы, с;
δ – преобладающая
Расчет времени заполнения формы
τ – продолжительность заполнения формы, с;
δ – преобладающая
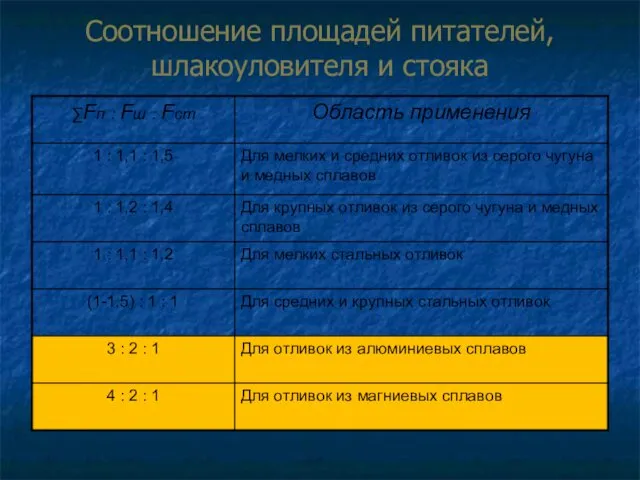
Соотношение площадей питателей, шлакоуловителя и стояка
Соотношение площадей питателей, шлакоуловителя и стояка
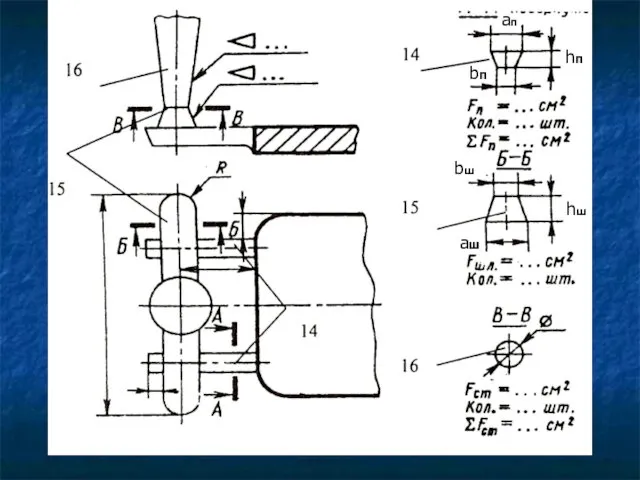
hп
aп
bп
aш
hш
bш
hп
aп
bп
aш
hш
bш
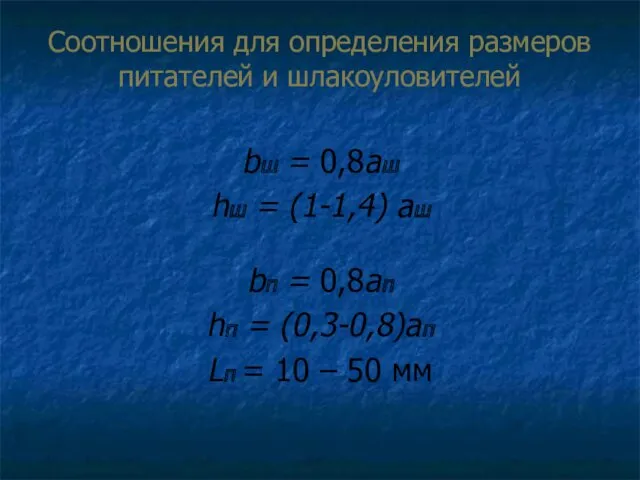
Соотношения для определения размеров питателей и шлакоуловителей
bш = 0,8aш
hш = (1-1,4)
Соотношения для определения размеров питателей и шлакоуловителей
bш = 0,8aш
hш = (1-1,4)
Литейные прибыли
Прибыль – часть литниково-питающей системы, предназначенная для устранения в отливке
Литейные прибыли
Прибыль – часть литниково-питающей системы, предназначенная для устранения в отливке
Классификация прибылей
По месту расположения (верхние, боковые, отводные)
По способу подвода металла в
Классификация прибылей
По месту расположения (верхние, боковые, отводные)
По способу подвода металла в
Эффективная работа прибыли
Прибыль должна примыкать к тепловому узлу отливки и затвердевать
Эффективная работа прибыли
Прибыль должна примыкать к тепловому узлу отливки и затвердевать
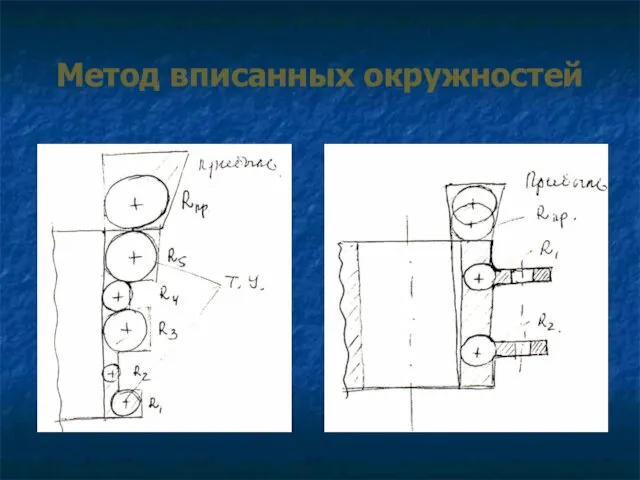
Метод вписанных окружностей
Метод вписанных окружностей
Методы расчета прибылей
Метод Р.Намюра – Я.И.Шкленника
Методы расчета прибылей
Метод Р.Намюра – Я.И.Шкленника
- объем прибыли, см³;
m– безразмерный коэффициент, зависящий от расстояния между
- объем прибыли, см³;
m– безразмерный коэффициент, зависящий от расстояния между
- объем формы или той части, для которой рассчитывается прибыль,
- объем формы или той части, для которой рассчитывается прибыль,
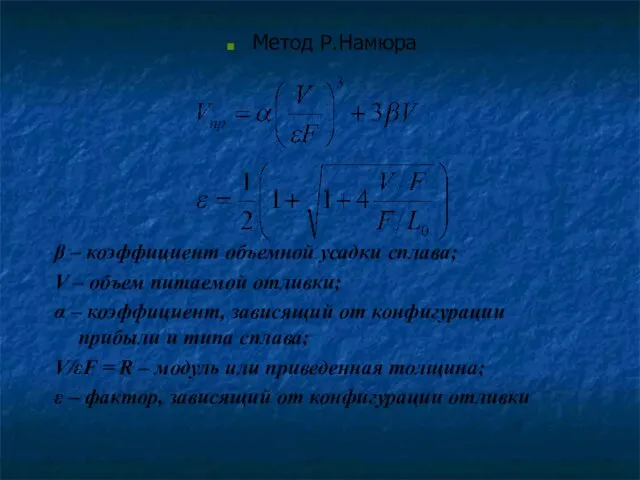
Метод Р.Намюра
β – коэффициент объемной усадки сплава;
V – объем питаемой отливки;
α
Метод Р.Намюра
β – коэффициент объемной усадки сплава;
V – объем питаемой отливки;
α
 Презентация для старших дошкольников Троица.
Презентация для старших дошкольников Троица. Виды горных пород
Виды горных пород Кроссворд Четырехугольники
Кроссворд Четырехугольники Распространение механических колебаний в упругих средах
Распространение механических колебаний в упругих средах Энергетическая проблема мира
Энергетическая проблема мира Об инструментах финансовой поддержки малого и среднего предпринимательства в Пермском крае
Об инструментах финансовой поддержки малого и среднего предпринимательства в Пермском крае Презентация Познавательно - исследовательская деятельность детей старшего дошкольного возраста
Презентация Познавательно - исследовательская деятельность детей старшего дошкольного возраста Методика преподавания дисциплин информационного цикла. Контроль и оценка знаний. Часть 2
Методика преподавания дисциплин информационного цикла. Контроль и оценка знаний. Часть 2 Электропитание и электроснабжение нетяговых потребителей
Электропитание и электроснабжение нетяговых потребителей Памятники ислама
Памятники ислама Презентация День культуры и вежливости
Презентация День культуры и вежливости лабораторная номер 2 критерии вида (1)
лабораторная номер 2 критерии вида (1) презентация во 2 классе Правила вежлисвоти
презентация во 2 классе Правила вежлисвоти Внеклассное занятие на тему Дружба
Внеклассное занятие на тему Дружба Пальчиковая гимнастика
Пальчиковая гимнастика Дифференциальные уравнения и ряды. Степенные ряды
Дифференциальные уравнения и ряды. Степенные ряды Сетевые технологии
Сетевые технологии Процесс поступления в итальянский университет
Процесс поступления в итальянский университет Вязание крючком
Вязание крючком Вантовая кровля стадиона Волгоградская арена
Вантовая кровля стадиона Волгоградская арена Компьютерная томография в стоматологии
Компьютерная томография в стоматологии презентация к родительскому собранию
презентация к родительскому собранию Родительское собрание по теме Преодоление стресса при подготовке к итоговой аттестации
Родительское собрание по теме Преодоление стресса при подготовке к итоговой аттестации Викторина по краеведению
Викторина по краеведению Изготовление декоративного изделия 3D ручкой like
Изготовление декоративного изделия 3D ручкой like Изменения в облике городов второй половины XIX - начала XX века.
Изменения в облике городов второй половины XIX - начала XX века. Презентация по теме По страницам любимых сказок Диск
Презентация по теме По страницам любимых сказок Диск Телекоммуникации. Передача информации
Телекоммуникации. Передача информации