- Метод стыковой сварки полиэтиленовых труб

Содержание
- 2. ПРЕИМУЩЕСТВА ПОЛИЭТИЛЕНОВЫХ ТРУБ Полиэтиленовые трубы (ПЭ) имеют значительно больший срок эксплуатации, чем металлические. ПЭ трубы не
- 3. ВИДЫ СОЕДИНЕНИЙ ПЭ ТРУБ Разъемные соединения с помощью муфтовых фитингов компрессионного типа с помощью фланцев Неразъемные
- 4. РЕКОМЕНДУЕМЫЕ СПОСОБЫ СВАРКИ ПЭ ТРУБ В ЗАВИСИМОСТИ ОТ ИХ НАРУЖНОГО ДИАМЕТРА
- 5. СВАРКА ПОЛИЭТИЛЕНОВЫХ ТРУБ МЕТОДИКИ СВАРКИ: СТЫКОВАЯ СВАРКА ЭЛЕКТРОФУЗИОННАЯ СВАРКА ЭКСТРУЗИОННАЯ СВАРКА
- 6. СВАРКА ПЭ ТРУБ ВСТЫК
- 7. ПРОЦЕСС СВАРКИ ЗАДАНИЕ ВЫПОЛНЯЕТСЯ ОБУЧАЮЩИМИСЯ ГРУППЫ 218 СЕЛЕЗНЕВЫМ ДЕНИСОМ БАСКАКОВЫМ АЛЕКСАНДРОМ 2009 уч. год
- 8. СВАРКА ПЭ ТРУБ ВСТЫК Общие рекомендации: ТОЛЩИНА СТЕНКИ ТРУБЫ ПРИ СТЫКОВОЙ СВАРКЕ ДОЛЖНА БЫТЬ НЕ МЕНЕЕ
- 9. ПРОЦЕСС СВАРКИ
- 10. МАШИНЫ ДЛЯ СТЫКОВОЙ СВАРКИ ПЭ ТРУБ
- 11. МАШИНЫ ДЛЯ СТЫКОВОЙ СВАРКИ ПЭ ТРУБ ЦЕНТРАТОР - БАЗОВЫЙ ЭЛЕМЕНТ МАШИНЫ СТАНИНА С ЧЕТЫРЬМЯ ЗАЖИМАМИ ДЛЯ
- 12. МАШИНЫ ДЛЯ СТЫКОВОЙ СВАРКИ ПЭ ТРУБ ТОРЦЕВАТЕЛЬ ДИСКОВОЕ УСТРОЙСТВО, СНАБЖЕННОЕ ЭЛЕКТРОДВИГАТЕЛЕМ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОНЦОВ СВАРИВАЕМЫХ
- 13. МАШИНЫ ДЛЯ СТЫКОВОЙ СВАРКИ ПЭ ТРУБ ГИДРАВЛИЧЕСКИЙ ПРИВОД обеспечивает постоянный уровень давления, необходимого для работы сварочной
- 14. ЭТАПЫ СВАРОЧНОГО ЦИКЛА: ОПЛАВЛЕНИЕ ТОРЦОВ ТРУБЫ НАГРЕВ УДАЛЕНИЕ НАГРЕВАТЕЛЯ ИЗ ЗОНЫ СВАРКИ СВАРКА ОХЛАЖДЕНИЕ
- 15. ПРОЦЕСС СВАРКИ
- 16. ПРОЦЕСС СВАРКИ
- 17. ПРОЦЕСС СВАРКИ
- 19. ПРОЦЕСС СВАРКИ
- 20. НЕСОМНЕННЫЕ ПРЕИМУЩЕСТВА СВАРКИ ВСТЫК: НЕ ТРЕБУЕТСЯ ТЯЖЕЛАЯ ТЕХНИКА СВАРИВАТЬ ПЭ ТРУБЫ МОЖЕТ БРИГАДА ИЗ 1-2 ЧЕЛОВЕК
- 21. ПРОЦЕСС СВАРКИ
- 23. Скачать презентацию
ПРЕИМУЩЕСТВА ПОЛИЭТИЛЕНОВЫХ ТРУБ
Полиэтиленовые трубы (ПЭ) имеют значительно больший срок эксплуатации, чем
ПРЕИМУЩЕСТВА ПОЛИЭТИЛЕНОВЫХ ТРУБ
Полиэтиленовые трубы (ПЭ) имеют значительно больший срок эксплуатации, чем
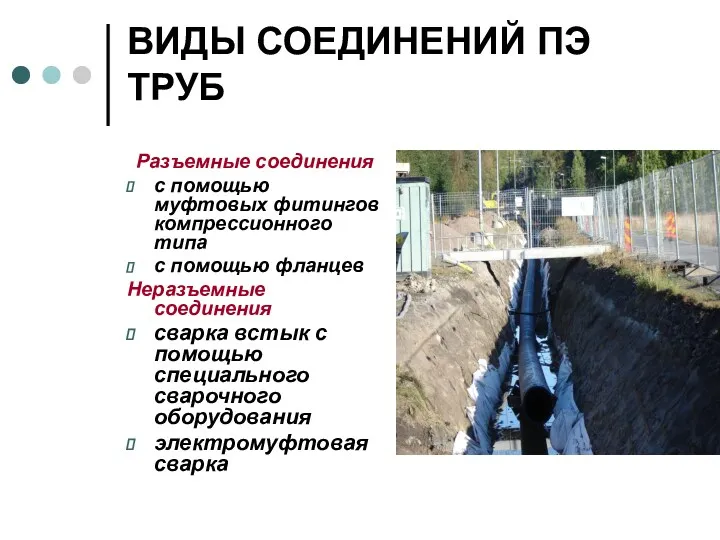
ВИДЫ СОЕДИНЕНИЙ ПЭ ТРУБ
Разъемные соединения
с помощью муфтовых фитингов компрессионного типа
с помощью
ВИДЫ СОЕДИНЕНИЙ ПЭ ТРУБ
Разъемные соединения
с помощью муфтовых фитингов компрессионного типа
с помощью
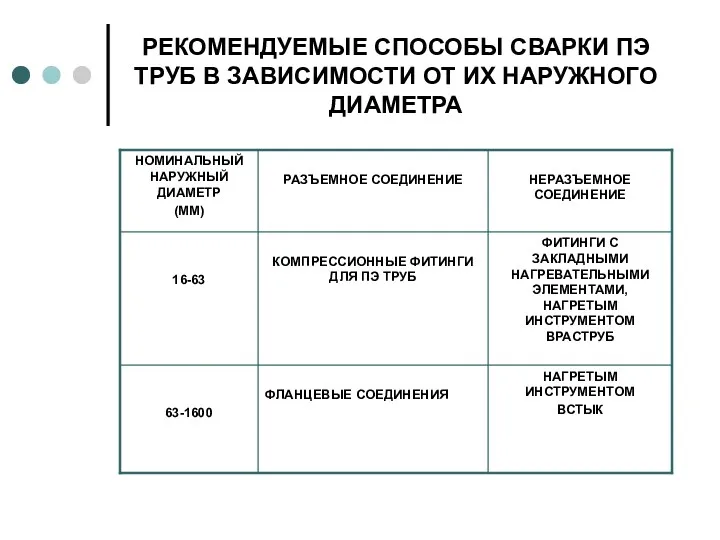
РЕКОМЕНДУЕМЫЕ СПОСОБЫ СВАРКИ ПЭ ТРУБ В ЗАВИСИМОСТИ ОТ ИХ НАРУЖНОГО ДИАМЕТРА
РЕКОМЕНДУЕМЫЕ СПОСОБЫ СВАРКИ ПЭ ТРУБ В ЗАВИСИМОСТИ ОТ ИХ НАРУЖНОГО ДИАМЕТРА
СВАРКА ПОЛИЭТИЛЕНОВЫХ ТРУБ
МЕТОДИКИ СВАРКИ:
СТЫКОВАЯ СВАРКА
ЭЛЕКТРОФУЗИОННАЯ
СВАРКА
ЭКСТРУЗИОННАЯ
СВАРКА
СВАРКА ПОЛИЭТИЛЕНОВЫХ ТРУБ
МЕТОДИКИ СВАРКИ:
СТЫКОВАЯ СВАРКА
ЭЛЕКТРОФУЗИОННАЯ
СВАРКА
ЭКСТРУЗИОННАЯ
СВАРКА

СВАРКА ПЭ ТРУБ ВСТЫК
СВАРКА ПЭ ТРУБ ВСТЫК
ПРОЦЕСС СВАРКИ
ЗАДАНИЕ ВЫПОЛНЯЕТСЯ ОБУЧАЮЩИМИСЯ ГРУППЫ 218
СЕЛЕЗНЕВЫМ
ДЕНИСОМ
БАСКАКОВЫМ
АЛЕКСАНДРОМ
2009 уч. год
ПРОЦЕСС СВАРКИ
ЗАДАНИЕ ВЫПОЛНЯЕТСЯ ОБУЧАЮЩИМИСЯ ГРУППЫ 218
СЕЛЕЗНЕВЫМ
ДЕНИСОМ
БАСКАКОВЫМ
АЛЕКСАНДРОМ
2009 уч. год
СВАРКА ПЭ ТРУБ ВСТЫК
Общие рекомендации:
ТОЛЩИНА СТЕНКИ ТРУБЫ ПРИ СТЫКОВОЙ СВАРКЕ ДОЛЖНА
СВАРКА ПЭ ТРУБ ВСТЫК
Общие рекомендации:
ТОЛЩИНА СТЕНКИ ТРУБЫ ПРИ СТЫКОВОЙ СВАРКЕ ДОЛЖНА

ПРОЦЕСС СВАРКИ
ПРОЦЕСС СВАРКИ

МАШИНЫ ДЛЯ СТЫКОВОЙ СВАРКИ
ПЭ ТРУБ
МАШИНЫ ДЛЯ СТЫКОВОЙ СВАРКИ
ПЭ ТРУБ
МАШИНЫ ДЛЯ СТЫКОВОЙ СВАРКИ
ПЭ ТРУБ
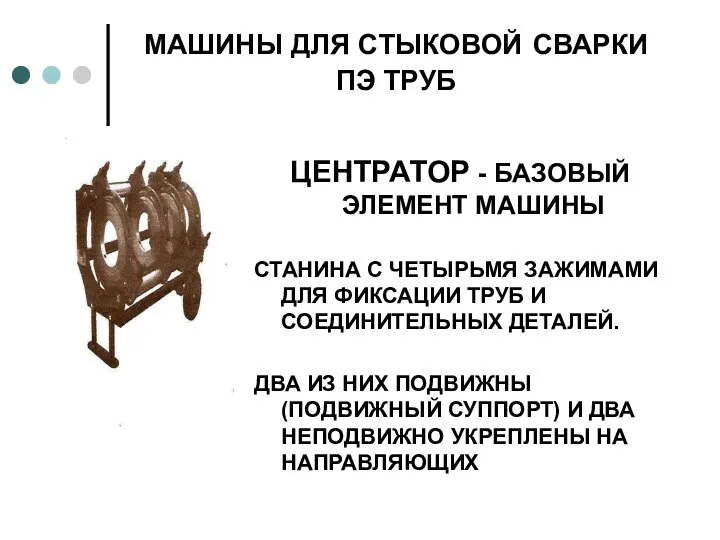
ЦЕНТРАТОР - БАЗОВЫЙ ЭЛЕМЕНТ МАШИНЫ
СТАНИНА С
МАШИНЫ ДЛЯ СТЫКОВОЙ СВАРКИ
ПЭ ТРУБ
ЦЕНТРАТОР - БАЗОВЫЙ ЭЛЕМЕНТ МАШИНЫ
СТАНИНА С
МАШИНЫ ДЛЯ СТЫКОВОЙ СВАРКИ
ПЭ ТРУБ
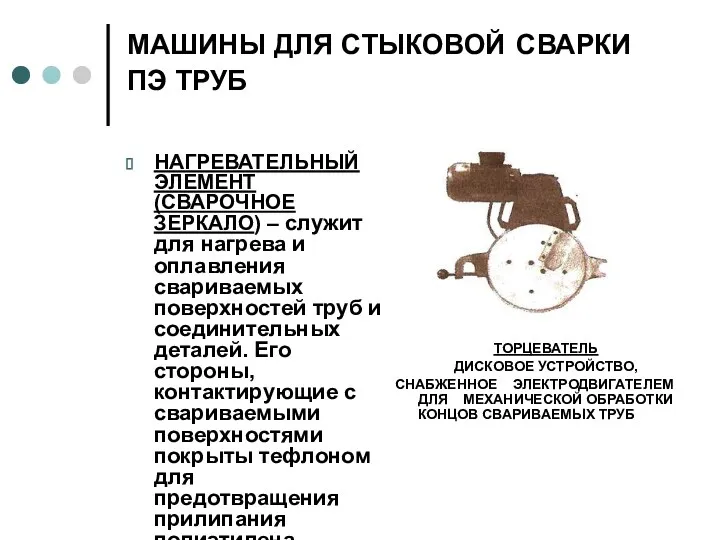
ТОРЦЕВАТЕЛЬ
ДИСКОВОЕ УСТРОЙСТВО,
СНАБЖЕННОЕ ЭЛЕКТРОДВИГАТЕЛЕМ ДЛЯ
МАШИНЫ ДЛЯ СТЫКОВОЙ СВАРКИ
ПЭ ТРУБ
ТОРЦЕВАТЕЛЬ
ДИСКОВОЕ УСТРОЙСТВО,
СНАБЖЕННОЕ ЭЛЕКТРОДВИГАТЕЛЕМ ДЛЯ
МАШИНЫ ДЛЯ СТЫКОВОЙ СВАРКИ
ПЭ ТРУБ
ГИДРАВЛИЧЕСКИЙ ПРИВОД
обеспечивает постоянный уровень
давления, необходимого
МАШИНЫ ДЛЯ СТЫКОВОЙ СВАРКИ
ПЭ ТРУБ
ГИДРАВЛИЧЕСКИЙ ПРИВОД
обеспечивает постоянный уровень
давления, необходимого

ЭТАПЫ СВАРОЧНОГО ЦИКЛА:
ОПЛАВЛЕНИЕ ТОРЦОВ ТРУБЫ
НАГРЕВ
УДАЛЕНИЕ НАГРЕВАТЕЛЯ ИЗ ЗОНЫ СВАРКИ
СВАРКА
ОХЛАЖДЕНИЕ
ЭТАПЫ СВАРОЧНОГО ЦИКЛА:
ОПЛАВЛЕНИЕ ТОРЦОВ ТРУБЫ
НАГРЕВ
УДАЛЕНИЕ НАГРЕВАТЕЛЯ ИЗ ЗОНЫ СВАРКИ
СВАРКА
ОХЛАЖДЕНИЕ

ПРОЦЕСС СВАРКИ
ПРОЦЕСС СВАРКИ

ПРОЦЕСС СВАРКИ
ПРОЦЕСС СВАРКИ

ПРОЦЕСС СВАРКИ
ПРОЦЕСС СВАРКИ

ПРОЦЕСС СВАРКИ
ПРОЦЕСС СВАРКИ
НЕСОМНЕННЫЕ ПРЕИМУЩЕСТВА СВАРКИ ВСТЫК:
НЕ ТРЕБУЕТСЯ ТЯЖЕЛАЯ ТЕХНИКА
СВАРИВАТЬ ПЭ ТРУБЫ МОЖЕТ БРИГАДА
НЕСОМНЕННЫЕ ПРЕИМУЩЕСТВА СВАРКИ ВСТЫК:
НЕ ТРЕБУЕТСЯ ТЯЖЕЛАЯ ТЕХНИКА
СВАРИВАТЬ ПЭ ТРУБЫ МОЖЕТ БРИГАДА

ПРОЦЕСС СВАРКИ
ПРОЦЕСС СВАРКИ
 Полимеры в нашей жизни
Полимеры в нашей жизни Методы биометрической диагностики зубочелюстных аномалий у детей
Методы биометрической диагностики зубочелюстных аномалий у детей Презентация. Игровые технологии на занятиях в ДОУ.
Презентация. Игровые технологии на занятиях в ДОУ. Психологическая помощь детям и подросткам с отклонениями в развитии. Виды психологической помощи
Психологическая помощь детям и подросткам с отклонениями в развитии. Виды психологической помощи Шаблоны пазлов
Шаблоны пазлов Презентация 8 марта для старшего дошкольного возраста
Презентация 8 марта для старшего дошкольного возраста Проект. Адаптационный клуб В детский сад с улыбкой
Проект. Адаптационный клуб В детский сад с улыбкой Результаты ОГЭ и ЕГЭ по обществознанию. МБОУ СОШ №39 г.Чебоксары ЧР
Результаты ОГЭ и ЕГЭ по обществознанию. МБОУ СОШ №39 г.Чебоксары ЧР С 8 Марта
С 8 Марта Культура СССР в годы Великой Отечественной войны
Культура СССР в годы Великой Отечественной войны Машиностроение
Машиностроение Я хочу знать русский язык
Я хочу знать русский язык Юридическая ответственность и ее задачи. Лекция №7
Юридическая ответственность и ее задачи. Лекция №7 Дыхательная система человека. Эволюция органов дыхания
Дыхательная система человека. Эволюция органов дыхания Summer holidays and activities flashcards
Summer holidays and activities flashcards Параллельный перенос
Параллельный перенос Оценка качества зданий. Показатели качества зданий. Обследование зданий
Оценка качества зданий. Показатели качества зданий. Обследование зданий Clothes (4)
Clothes (4) Это мы
Это мы Простое оштукатуривание стен строительного склада цементным раствором и ремонт облицовки пола керамической метлахской плиткой
Простое оштукатуривание стен строительного склада цементным раствором и ремонт облицовки пола керамической метлахской плиткой Инновационные технологии развития музыкальной культуры старших дошкольников в воспитательном пространстве праздника
Инновационные технологии развития музыкальной культуры старших дошкольников в воспитательном пространстве праздника Интерактивное ТВ
Интерактивное ТВ Шаблон 9 мая. Зима
Шаблон 9 мая. Зима Выступление
Выступление Superheroes. Comparisons
Superheroes. Comparisons США. Интегрированный урок английский язык и география
США. Интегрированный урок английский язык и география Принципы управления А. Файоля и Э. Деминга
Принципы управления А. Файоля и Э. Деминга Тоталитаризм. Отрицательные черты
Тоталитаризм. Отрицательные черты