- Методы исследования процессов переработки полимеров

Содержание
- 2. МЕТОДЫ ИССЛЕДОВАНИЯ ПРОЦЕССОВ ПЕРЕРАБОТКИ ПОЛИМЕРОВ МОСКВА 2017
- 3. 1. Технологические процессы и технологические схемы процессов переработки основные общие стадии технологических процессов и их содержание
- 4. Схема бункерной сушилки для полимеров Подготовка сырья – сушка, сушилки для полимерных материалов (назначение, эффективность)
- 5. Схема сушилки в кипящем слое
- 6. Схема влагопоглощающей сушилки Процесс сушки происходит за счет прохождения воздуха через влагопоглощающий слой. Сухой воздух подается
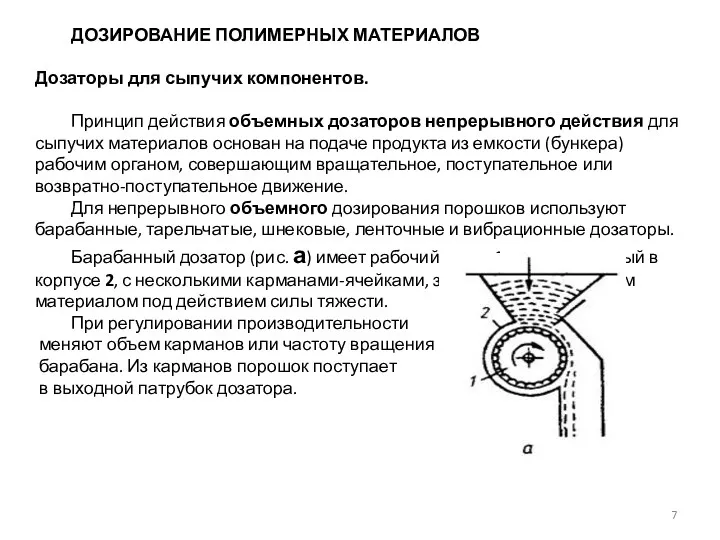
- 7. ДОЗИРОВАНИЕ ПОЛИМЕРНЫХ МАТЕРИАЛОВ Дозаторы для сыпучих компонентов. Принцип действия объемных дозаторов непрерывного действия для сыпучих материалов
- 8. Тарельчатый дозатор (рис., б) представляет собой горизонтальный вращающийся диск 1 (тарель), с которого материал сбрасывается скребком
- 9. Шнековый дозатор (рис. в) представляет собой короткий шнек 1, помещенный в кожух 2, забирающий материал из
- 10. Ленточный дозатор (рис. г) является коротким ленточным конвейером 1, расположенным под питающим бункером 2. Подачу материала
- 11. Вибрационный дозатор (рис. д) имеет рабочий орган в виде колеблющегося лотка 7, подвешенного на гибких опорах
- 12. Весовые дозаторы порошков и гранул , в основном, используют на предприятиях при периодических и непрерывных процессах.
- 13. Ленточный дозатор (рис. Ж) относится к дозаторам весового типа, обеспечивает высокую точность дозирования сыпучих компонентов при
- 14. а — дроссельный; б — барабанный; в — поплавковый; г — черпаковый; д— фиксированного уровня; е—
- 15. Дроссельный дозатор (рис. а) представляет собой емкость 1, в которой при помощи поплавкового клапана 2поддерживается постоянный
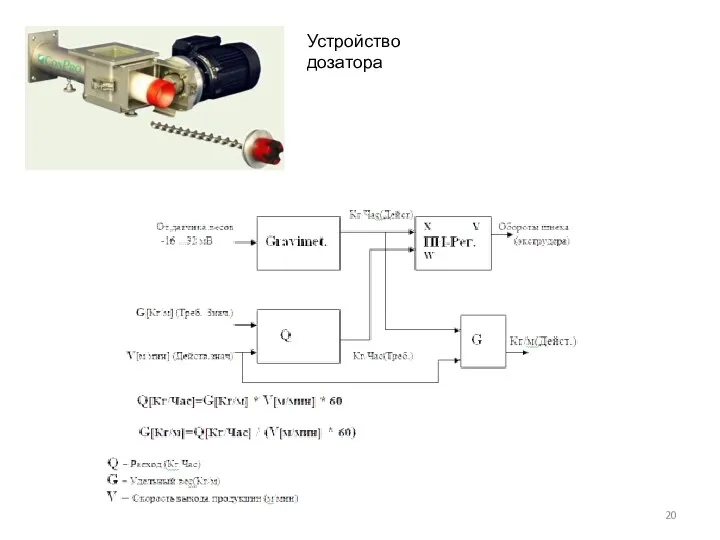
- 16. Основные функции и возможности гравиметрических дозаторов Гравиметрика может выполнять следующие основные функции: -Измерение расхода исходного материала
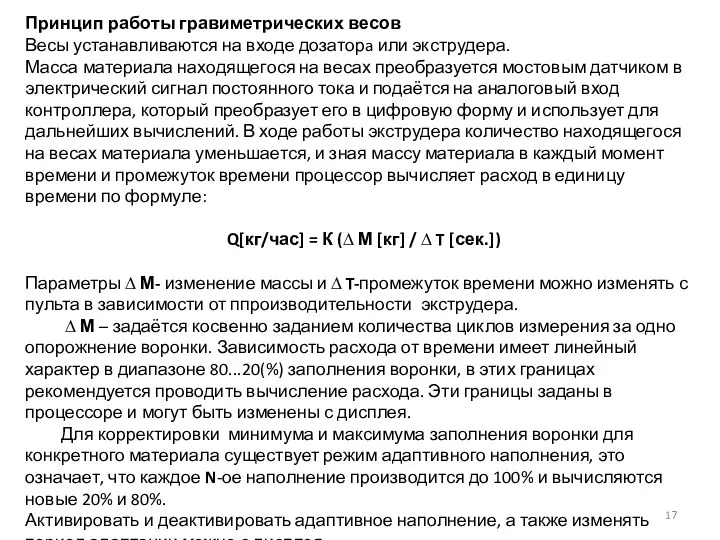
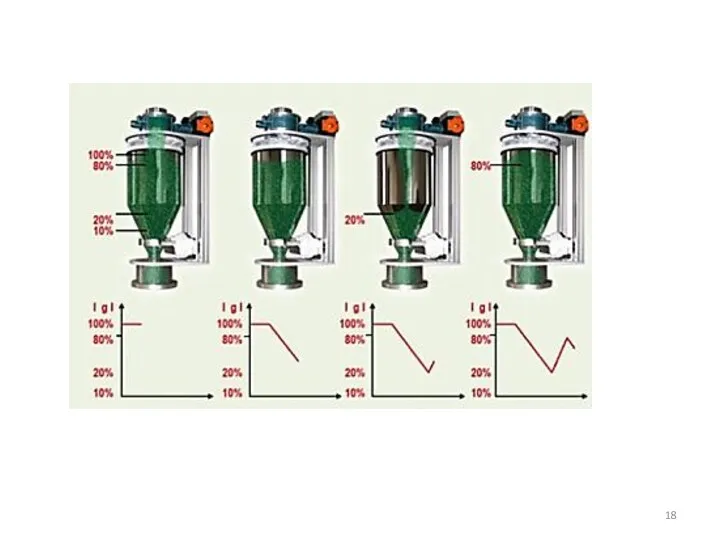
- 17. Принцип работы гравиметрических весов Весы устанавливаются на входе дозаторa или экструдера. Масса материала находящегося на весах
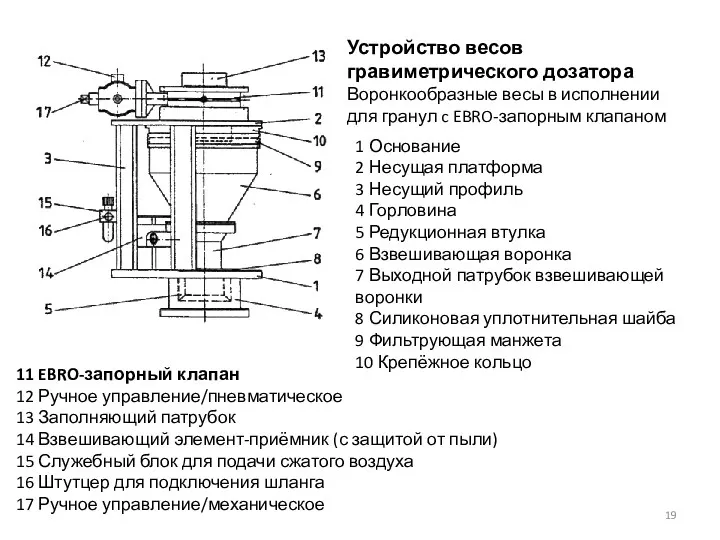
- 19. Устройство весов гравиметрического дозатора Воронкообразные весы в исполнении для гранул c EBRO-запорным клапаном 1 Основание 2
- 20. Устройство дозатора
- 21. Схема гидравлического пресса 1.Гидроцилиндр пресса 2.Поршень гидроцилиндра 3.Пуансон пресс-формы 4.Матрица пресс-формы 5. Гидроцилиндры возврата плунжера 6.Подвижная
- 22. Схема термопластавтомата (ТПА) с червячной пластикацией ЛИТЬЕ ПОД ДАВЛЕНИЕМ (СХЕМА ОСНОВНОГО ОБОРУДОВАНИЯ И ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ПРОЦЕССА)
- 23. Схема одночервячного экструдера ЭКСТРУЗИЯ (СХЕМА ОСНОВНОГО ОБОРУДОВАНИЯ И ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ПРОЦЕССА)
- 24. Схема линии для производства листов
- 25. ТЕРМИЧЕСКИЙ АНАЛИЗ ПОЛИМЕРОВ Для исследования процессов, происходящих в индивидуальных веществах или многокомпонентных системах при нагревании или
- 26. ДИФФЕРЕНЦИАЛЬНО-ТЕРМИЧЕСКИЙ АНАЛИЗ (ДТА) При термографическом анализе регистрируемой характеристикой вещества является температура Т= f(τ). Записывается термограмма в
- 27. Рис. 1 - Схема прибора для ДТА: 1- регистратор разности температур; 2 -регистратор температуры образца; 3
- 29. Рис.2 - Схематическая кривая ДТА полимера - ∆ Т – поглощение тепла + ∆ Т –
- 30. Превращения, происходящие в полимерах при изменении температуры, можно разделить на две группы — физические и химические.
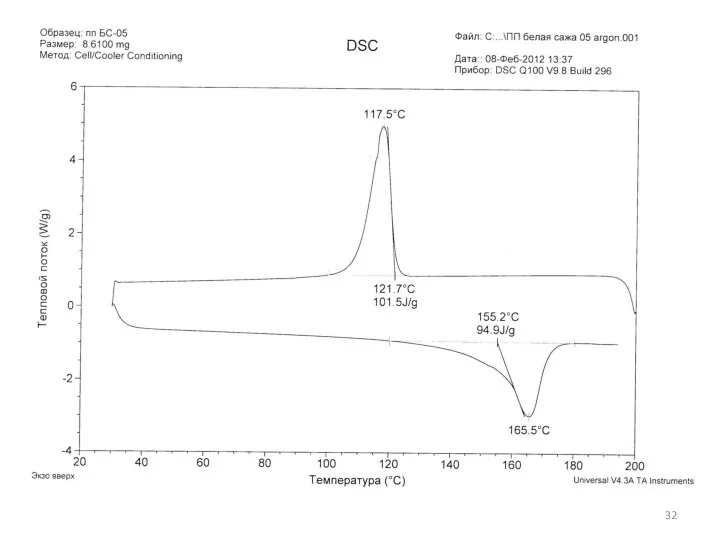
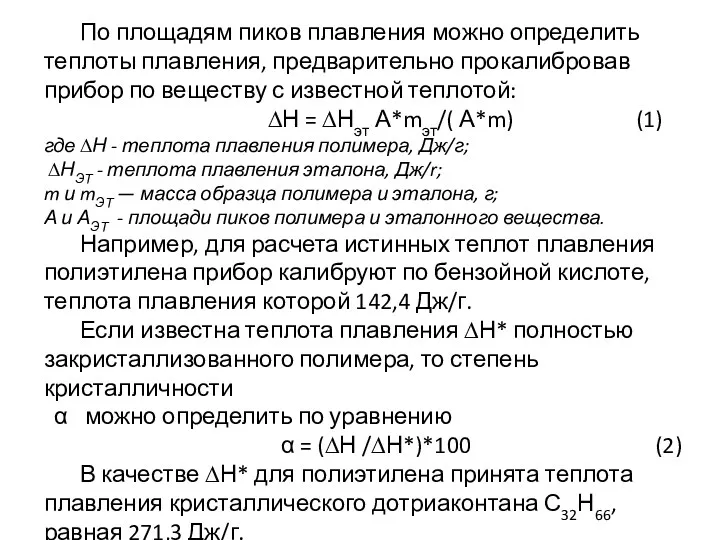
- 33. По площадям пиков плавления можно определить теплоты плавления, предварительно прокалибровав прибор по веществу с известной теплотой:
- 34. Рис. - Термограмма ДСК ПА 12,14 изотермически кристаллизуемого при скорости нагревания 10 град/мин [4]
- 35. Термограммы плавления ДСК, выполненные после неизотермической кристаллизации при различных скоростях охлаждения (рис. 5) [4]
- 36. Кривые ДСК Рис. - Определение температуры стеклования.
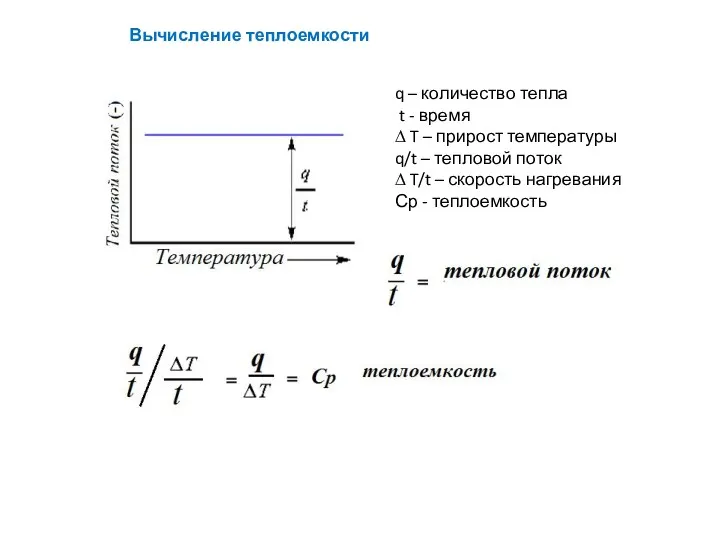
- 37. q – количество тепла t - время ∆ T – прирост температуры q/t – тепловой поток
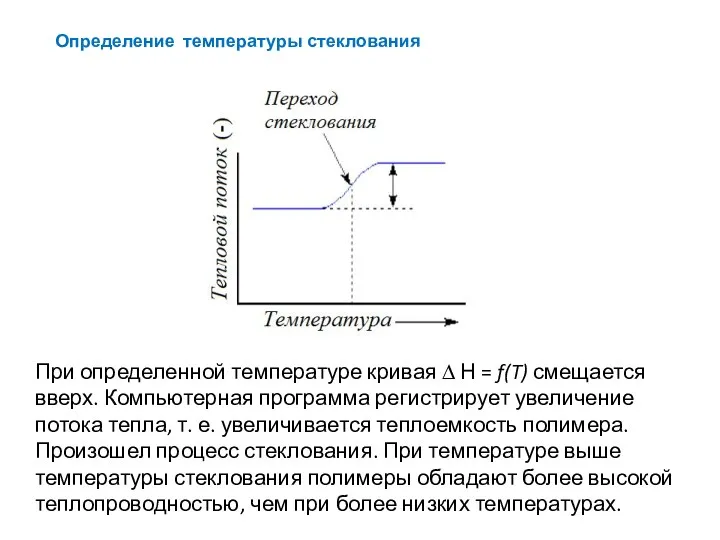
- 38. При определенной температуре кривая ∆ Н = f(T) смещается вверх. Компьютерная программа регистрирует увеличение потока тепла,
- 39. При охлаждении из расплава подвижность сегментов постепенно снижается, идет формирование зародышей кристаллитов и их рост. Процесс
- 40. Нагревая полимер выше его Tс, достигают фазового перехода называемого плавлением (Тпл, Тm). Плавление происходит с поглощением
- 41. Определение степени кристалличности
- 42. Химические превращения С помощью ДТА можно изучать процессы получения полимеров, определять оптимальные условия реакции, исследовать влияние
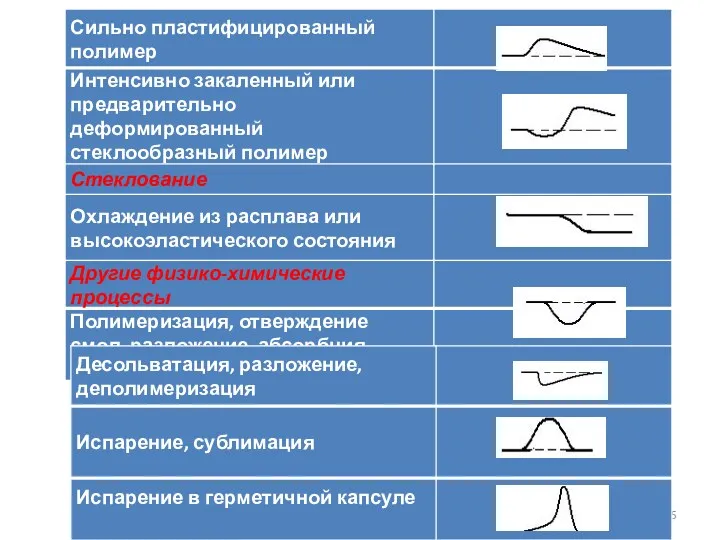
- 43. Таблица 1 – Некоторые виды превращений в полимерах регистрируемые ДСК
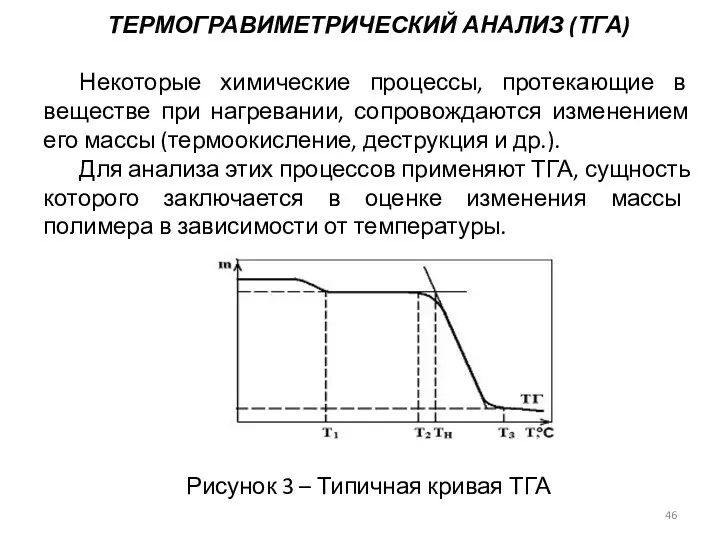
- 46. ТЕРМОГРАВИМЕТРИЧЕСКИЙ АНАЛИЗ (ТГА) Некоторые химические процессы, протекающие в веществе при нагревании, сопровождаются изменением его массы (термоокисление,
- 47. Рис. - Реальная термогравиметрическая кривая разложения оксалата кальция
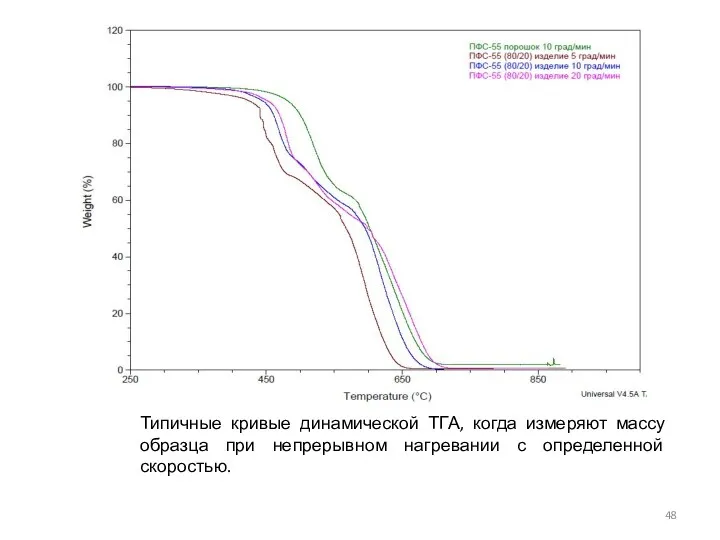
- 48. Типичные кривые динамической ТГА, когда измеряют массу образца при непрерывном нагревании с определенной скоростью.
- 49. Разновидностями ТГА являются: а) изотермическая (или статическая) термогравиметрия (ТГ), когда массу образца измеряют во времени при
- 50. По кривой ТГ можно определить термостабильность (термостойкость) полимера. Термостабильность оценивается температурой начала разложения полимера Тн, при
- 51. Рис. TGA измерения потери воды из полиамида 6
- 52. Термическое поведение нанокомпозитов на основе ПА 6 и монтмориллонита
- 53. Прогноз периода индукции полиэтилена с АО Naugard 76 для различных температур. Доверительные интервалы с достоверностью 0,85
- 54. ДЕРИВАТИВНАЯ ТЕРМОГРАВИМЕТРИЯ (ДТГ ) ДТГ регистрирует скорость изменения массы вещества во времени. Кривая ДТГ записывается в
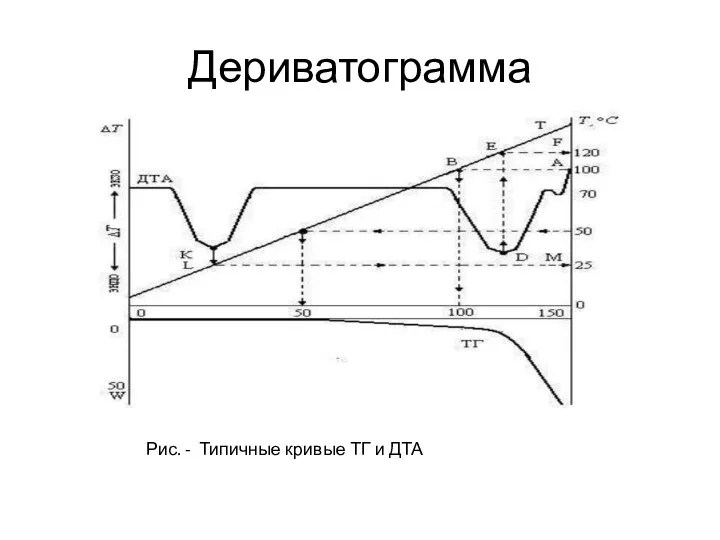
- 55. Дериватограмма Рис. - Типичные кривые ТГ и ДТА
- 56. ДСК и ТГА для полиамидов Рисунок 4 – Кривые ДСК (1) и ТГ (2) полиамида-6 с
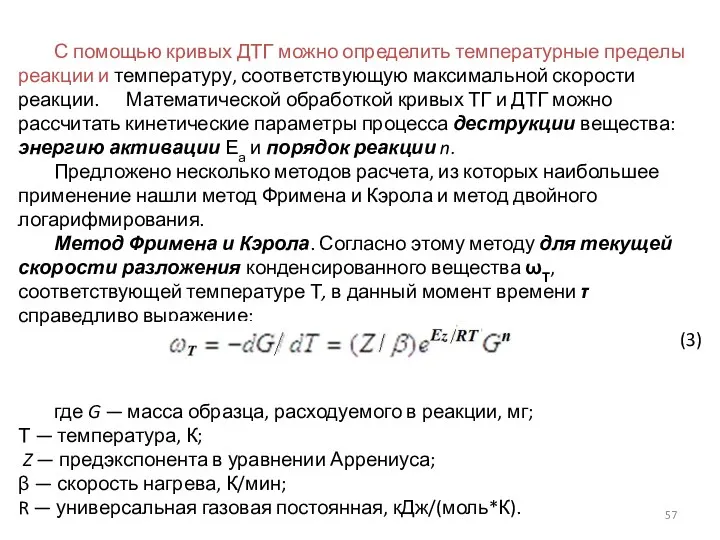
- 57. С помощью кривых ДТГ можно определить температурные пределы реакции и температуру, соответствующую максимальной скорости реакции. Математической
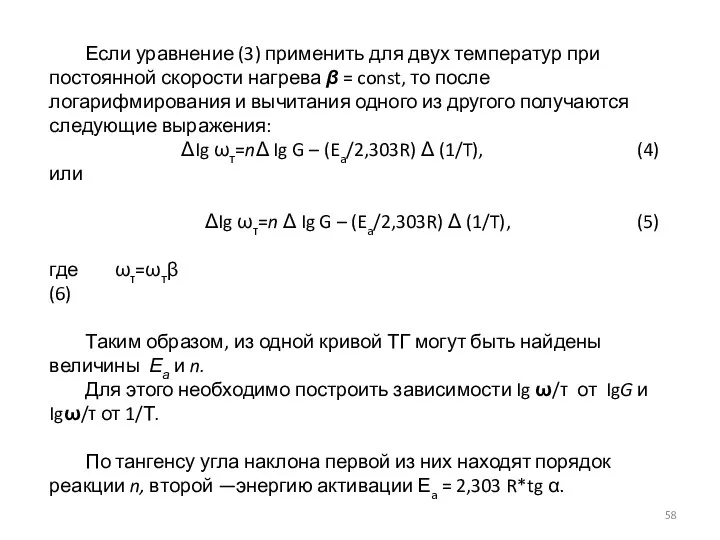
- 58. Если уравнение (3) применить для двух температур при постоянной скорости нагрева β = const, то после
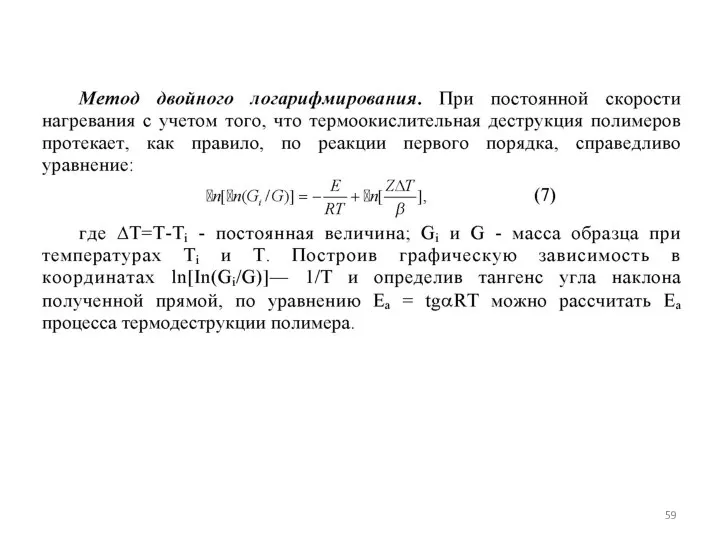
- 60. Равномерность прогрева печи обеспечивается программным управлением при скорости подъема температуры 0,5 — 20°С/мин; Максимальная температура печи
- 61. Рис. - Графическое определение скорости разложения полимера
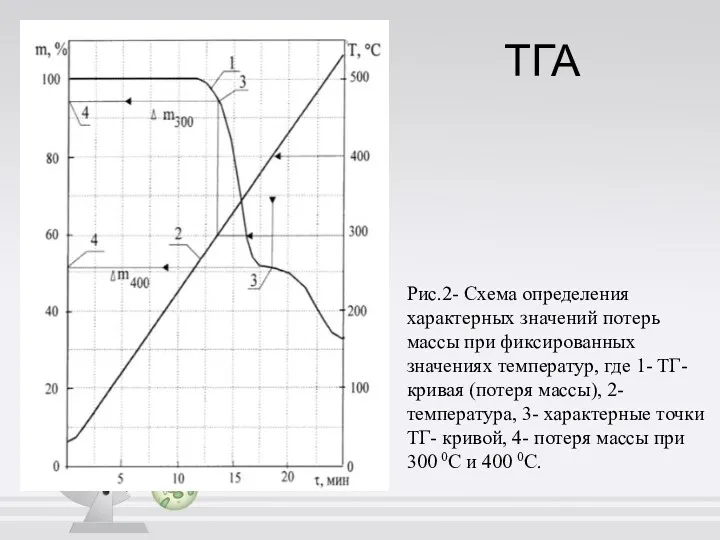
- 62. ТГА Рис.2- Схема определения характерных значений потерь массы при фиксированных значениях температур, где 1- ТГ- кривая
- 63. Рис.– Схема определения времени термостабильности методом ДТА (индукционного периода окисления, ИПО)
- 64. Рис.– Кривая ДСК характерная для метода ИПО (индукционный период окисления при 200 С для ПП) Определение
- 65. МЕТОД ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТЕПЛОПРОВОДНОСТИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ (ГОСТ 23630.1–79) Сущность метода состоит в
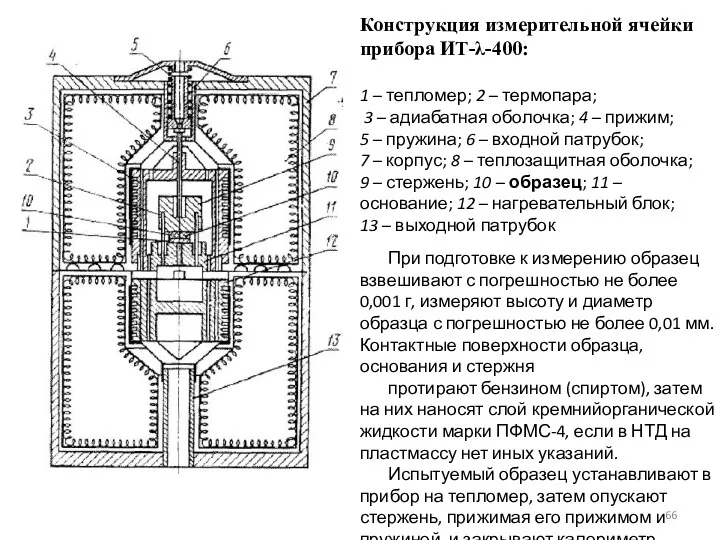
- 66. Конструкция измерительной ячейки прибора ИТ-λ-400: 1 – тепломер; 2 – термопара; 3 – адиабатная оболочка; 4
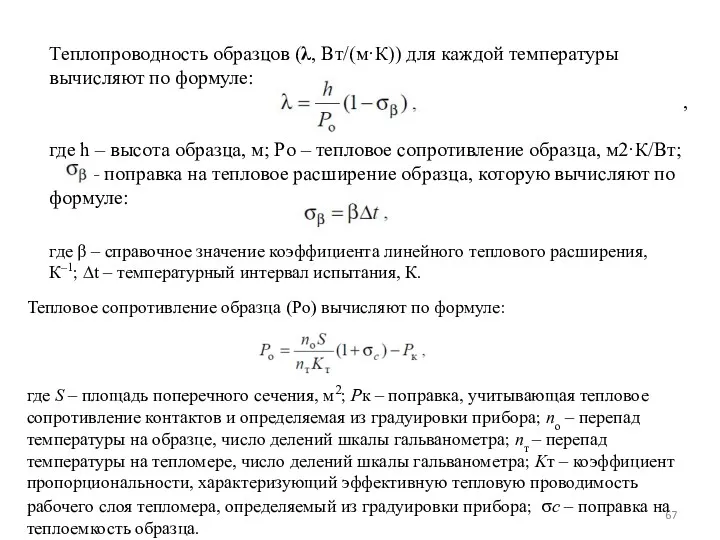
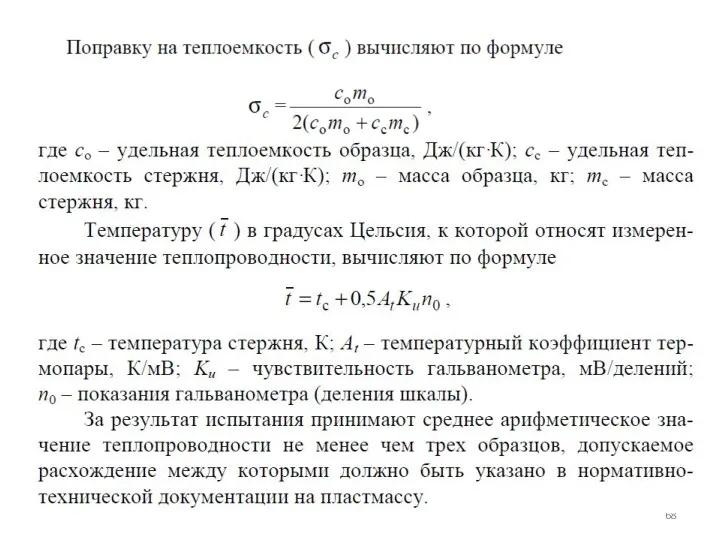
- 67. Теплопроводность образцов (λ, Вт/(м·К)) для каждой температуры вычисляют по формуле: , где h – высота образца,
- 69. Зависимость коэффициента теплопроводности от температуры ПЭВД (ПЭНП) ПЭНД (ПЭВП)
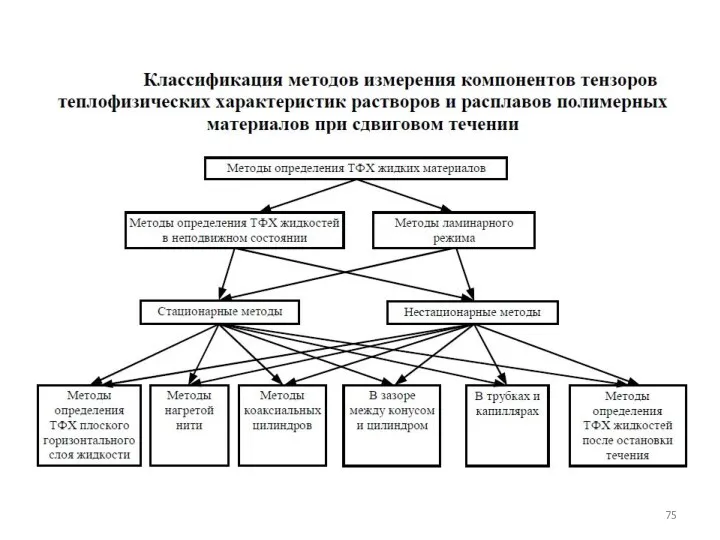
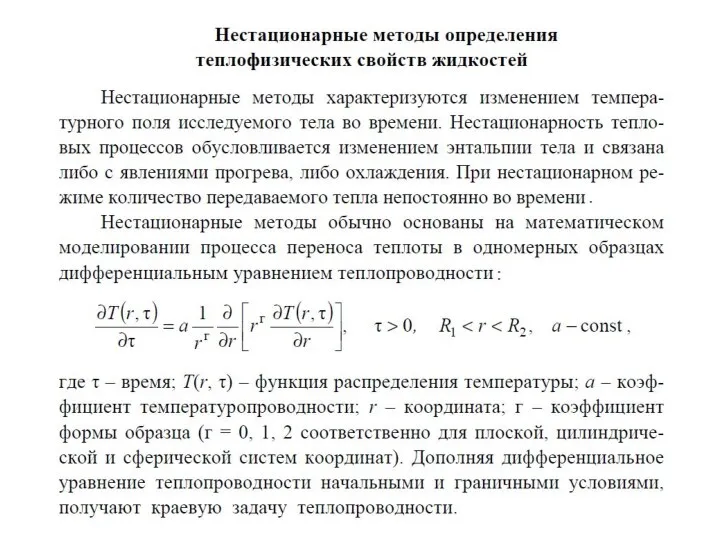
- 70. МЕТОДЫ ОПРЕДЕЛЕНИЯ ЗАВИСИМОСТИ ТЕПЛОФИЗИЧЕСКИХ ХАРАКТЕРИСТИК ЖИДКИХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ ОТ СКОРОСТИ СДВИГА И ТЕМПЕРАТУРЫ
- 77. Стационарные методы определения теплофизических характеристик: Метод плоского горизонтального слоя Метод коаксиальных цилиндров Метод нагретой проволоки
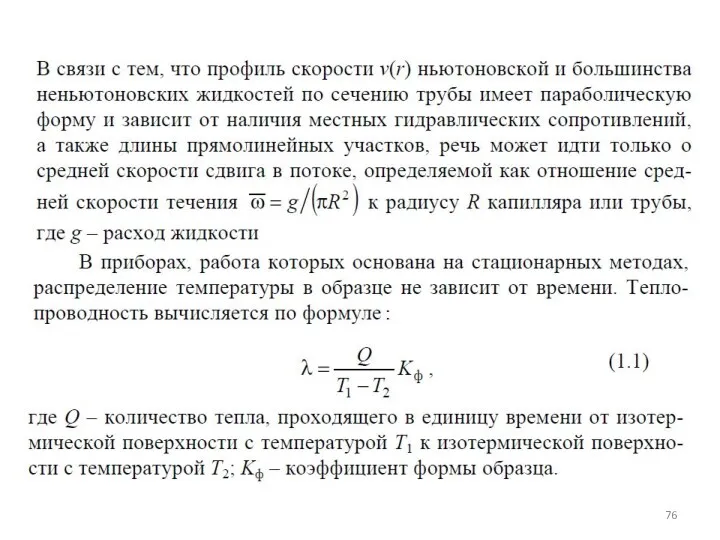
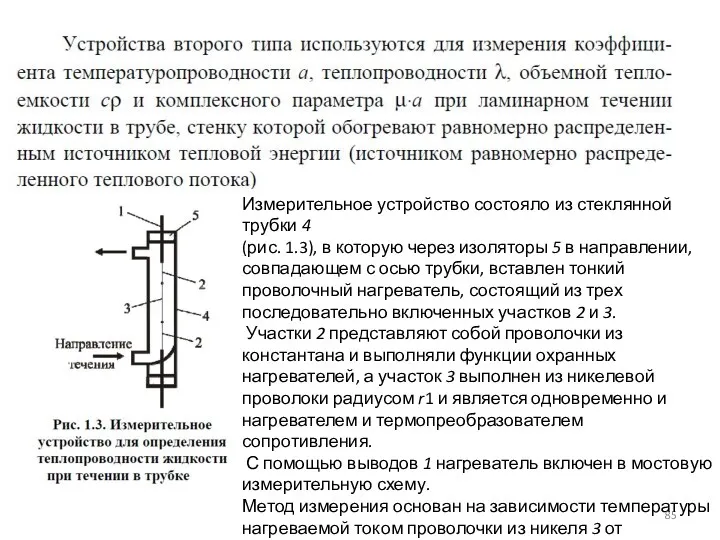
- 85. Измерительное устройство состояло из стеклянной трубки 4 (рис. 1.3), в которую через изоляторы 5 в направлении,
- 86. Температурное поле в трубке описывается следующими дифференциальными уравнениями]:
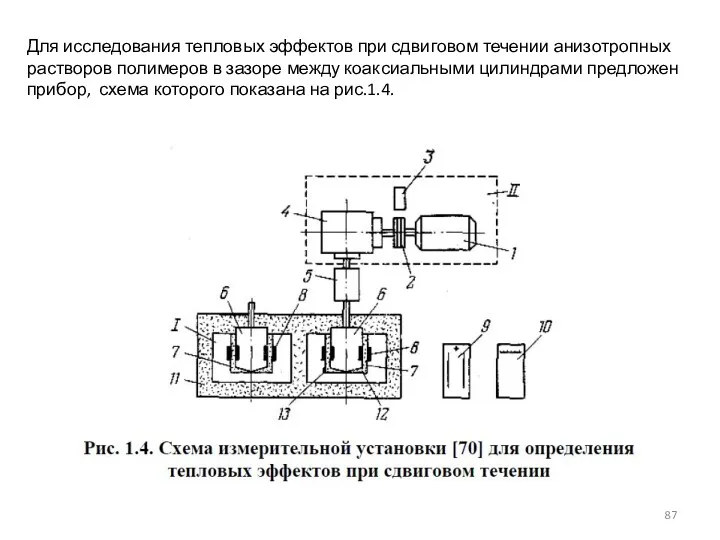
- 87. Для исследования тепловых эффектов при сдвиговом течении анизотропных растворов полимеров в зазоре между коаксиальными цилиндрами предложен
- 88. Прибор представляет собой комбинацию ротационного вискозиметра куэттовского типа (с рабочим узлом «цилиндр – цилиндр») и дифференциального
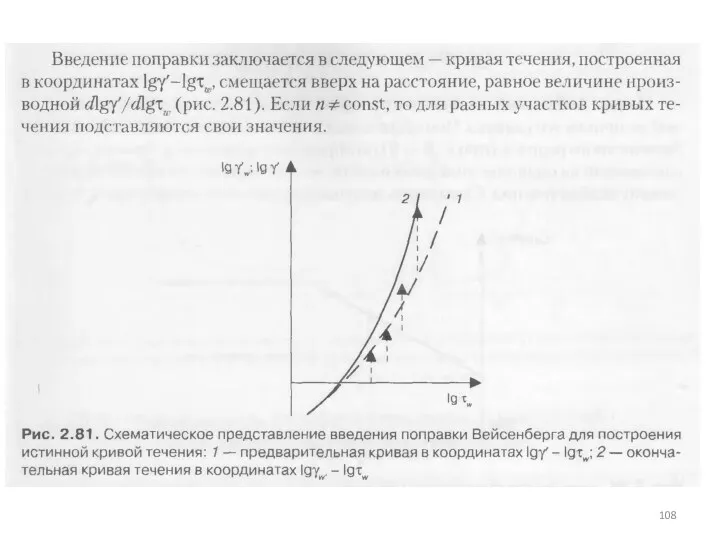
- 89. МЕТОДЫ ОЦЕНКИ РЕОЛОГИЧЕСКИХ СВОЙСТВ ПОЛИМЕРОВ КРИВЫЕ ТЕЧЕНИЯ ПОЛИМЕРОВ И ОПИСЫВАЮЩИЕ ИХ УРАВНЕНИЯ ЭМПИРИЧЕСКИЕ УРАВНЕНИЯ ОСТВАЛЬДА –ДЕ
- 103. Рис. 2.76 Схемы основных типов реометров растяжения для расплавов полимеров
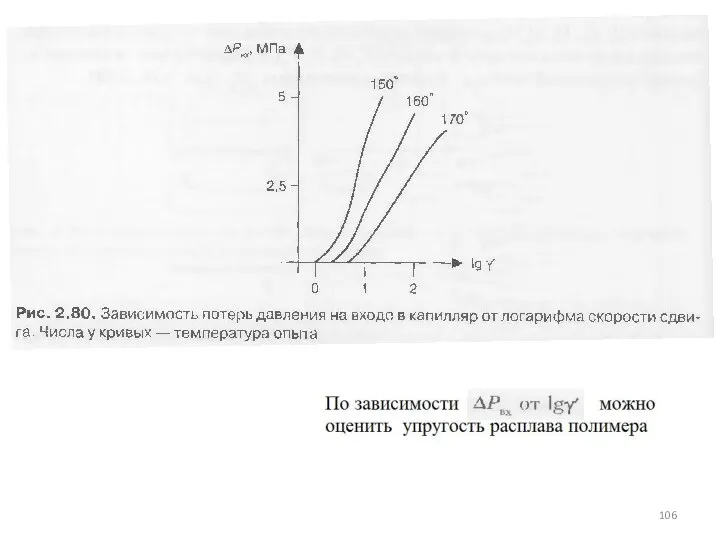
- 105. Рис. 2.77 Образование вихревых течений в зоне входа в канал меньшего диаметра Рис. 2.78 Схема определения
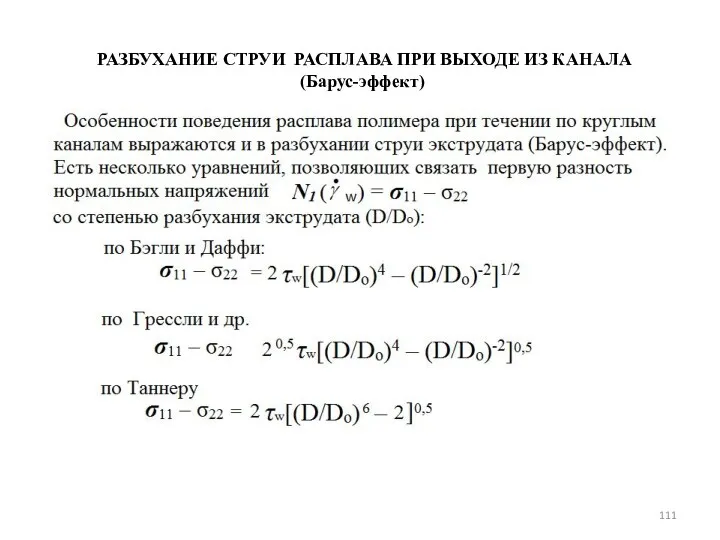
- 111. РАЗБУХАНИЕ СТРУИ РАСПЛАВА ПРИ ВЫХОДЕ ИЗ КАНАЛА (Барус-эффект)
- 112. Коэффициент разбухания струи экструдата ПЭВП при 180о С в зависимости от отношения диаметра резервуара (DR) к
- 113. Цилиндрические образцы (5 шт.) для испытаний получают на сдвиговом Вискозиметре ИИРТ на капилляре с диаметром отверстия
- 114. Растягивающий груз подбирают в каждом эксперименте для установления времени деформации до 15 мин. Груз нормируют по
- 115. Схема однородного растяжения образцов 1 – исходный образец lн 2 – образец в процессе однородного растяжения
- 116. Кривые течения ПЭВП типа ПЭ 80 (ПТР = 0,52 г/10 мин) и ПЭ 63 (ПТР =
- 117. Изменение полной деформации ln ε во времени t при растяжении образцов трубных марок ПЭ100 и ПЭ
- 120. Значения ПТР ПЭВП различных фирм производителей Штриховкой отмечены бимодальные марки ПЭ100 фирмы Базель, белым - ПЭ100
- 121. * ПРР (показатель растяжения расплава ) при 7-ми кратном удлинении, с Значения ПРР* ПЭВП различных фирм
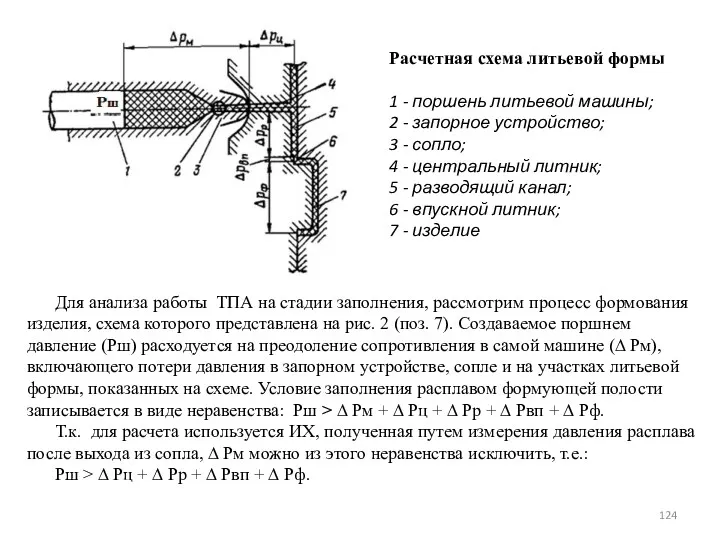
- 122. Для корректной оценки процесса литья при моделировании необходимо учитывать соответствие формы для литья выбираемого ТПА или
- 123. В соответствии с формулой N = Q*∆Р мощность узла инжекции ТПА (N) должна быть достаточной для
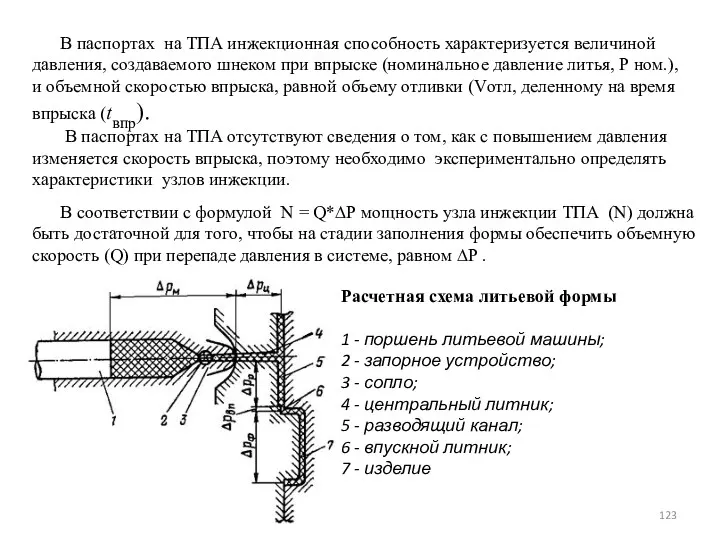
- 124. Расчетная схема литьевой формы 1 - поршень литьевой машины; 2 - запорное устройство; 3 - сопло;
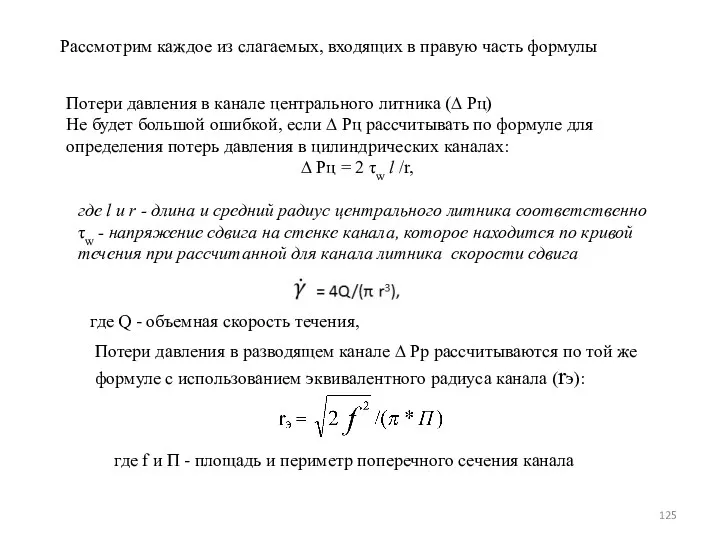
- 125. Рассмотрим каждое из слагаемых, входящих в правую часть формулы Потери давления в канале центрального литника (∆
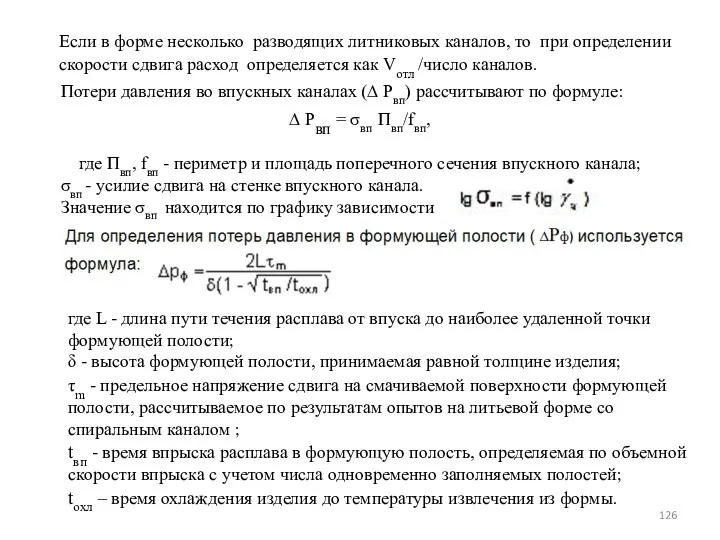
- 126. Если в форме несколько разводящих литниковых каналов, то при определении скорости сдвига расход определяется как Vотл
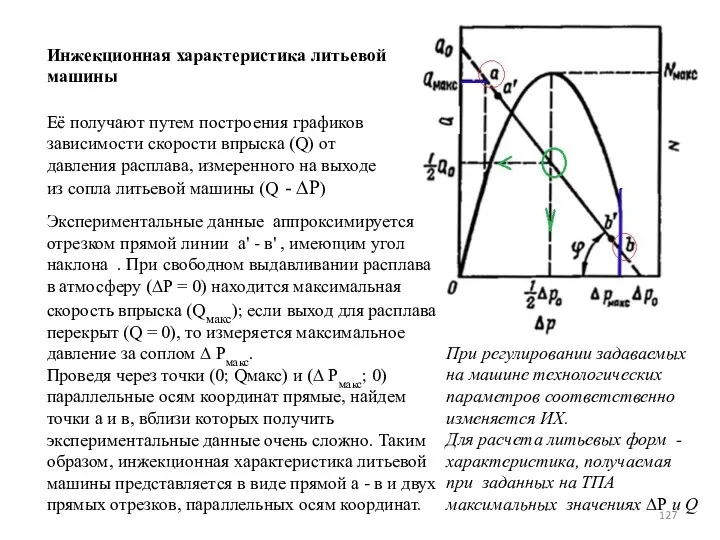
- 127. Инжекционная характеристика литьевой машины Её получают путем построения графиков зависимости скорости впрыска (Q) от давления расплава,
- 128. 1 – подвижная полуформа 2 – неподвижная полуформа 3- датчик давления с измерительным штоком 4 –
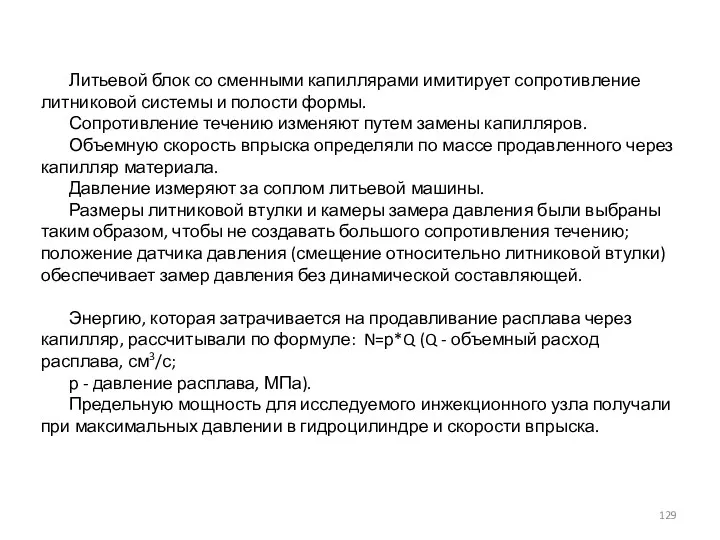
- 129. Литьевой блок со сменными капиллярами имитирует сопротивление литниковой системы и полости формы. Сопротивление течению изменяют путем
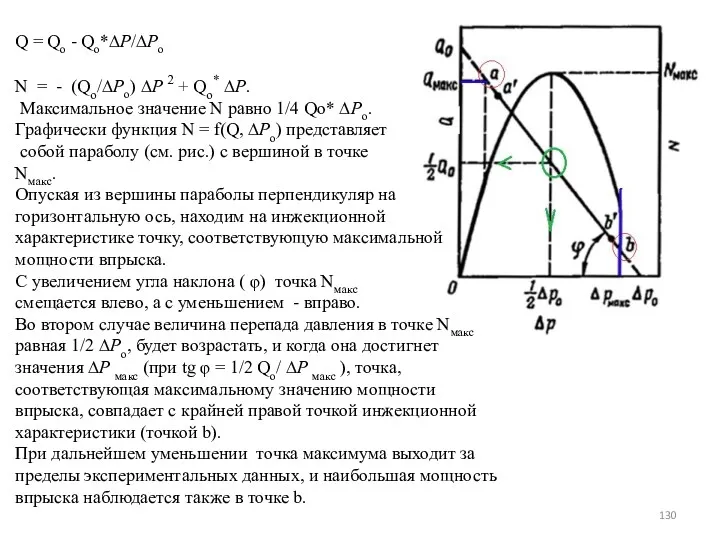
- 130. Q = Qo - Qo*∆Р/∆Рo N = - (Qo/∆Рo) ∆Р 2 + Qo* ∆Р. Максимальное значение
- 132. Скачать презентацию
МЕТОДЫ ИССЛЕДОВАНИЯ
ПРОЦЕССОВ
ПЕРЕРАБОТКИ ПОЛИМЕРОВ
МОСКВА 2017
МЕТОДЫ ИССЛЕДОВАНИЯ
ПРОЦЕССОВ
ПЕРЕРАБОТКИ ПОЛИМЕРОВ
МОСКВА 2017
1. Технологические процессы и технологические схемы
процессов переработки
основные общие стадии технологических
1. Технологические процессы и технологические схемы
процессов переработки
основные общие стадии технологических
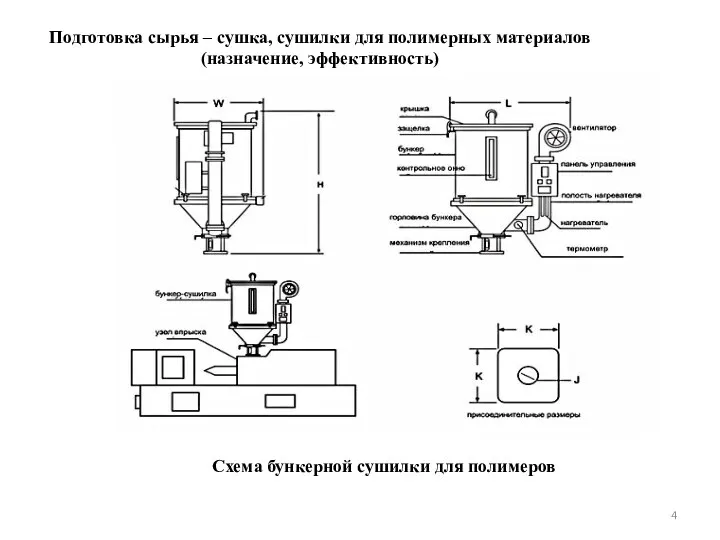
Схема бункерной сушилки для полимеров
Подготовка сырья – сушка, сушилки для полимерных
Схема бункерной сушилки для полимеров
Подготовка сырья – сушка, сушилки для полимерных
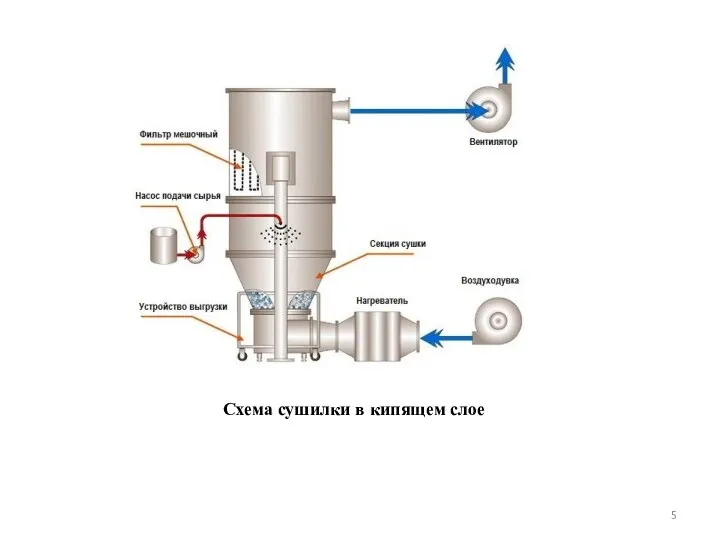
Схема сушилки в кипящем слое
Схема сушилки в кипящем слое
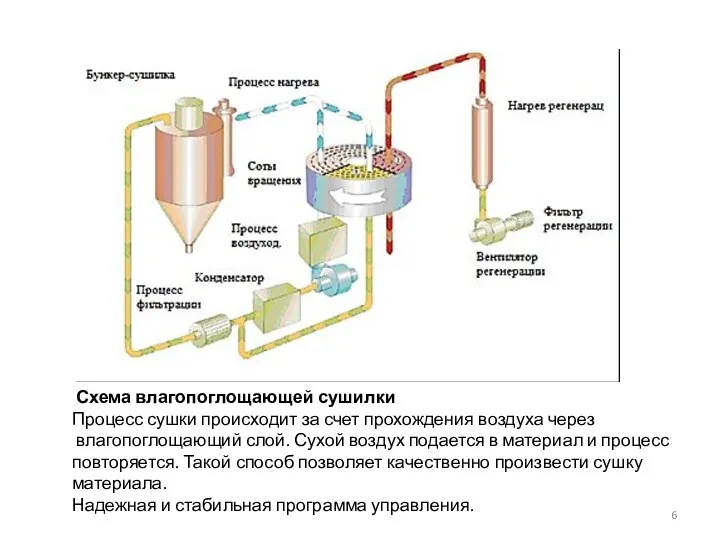
Схема влагопоглощающей сушилки
Процесс сушки происходит за счет прохождения воздуха через
Схема влагопоглощающей сушилки
Процесс сушки происходит за счет прохождения воздуха через
ДОЗИРОВАНИЕ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Дозаторы для сыпучих компонентов.
Принцип действия объемных дозаторов
ДОЗИРОВАНИЕ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Дозаторы для сыпучих компонентов.
Принцип действия объемных дозаторов
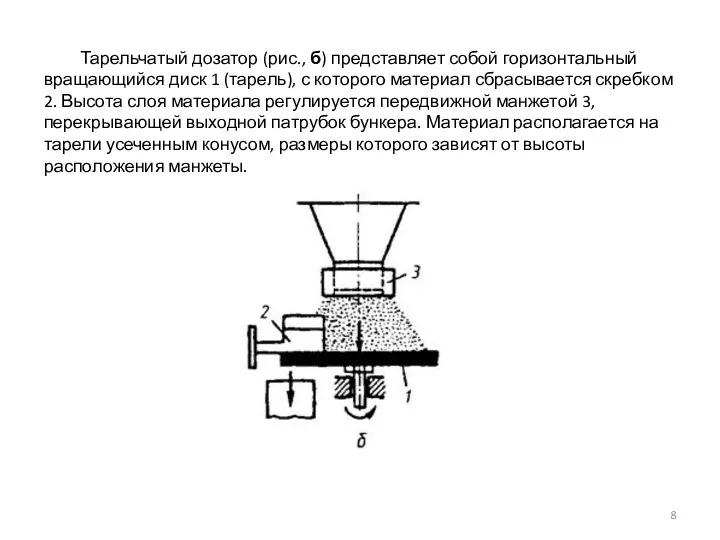
Тарельчатый дозатор (рис., б) представляет собой горизонтальный вращающийся диск 1 (тарель),
Тарельчатый дозатор (рис., б) представляет собой горизонтальный вращающийся диск 1 (тарель),
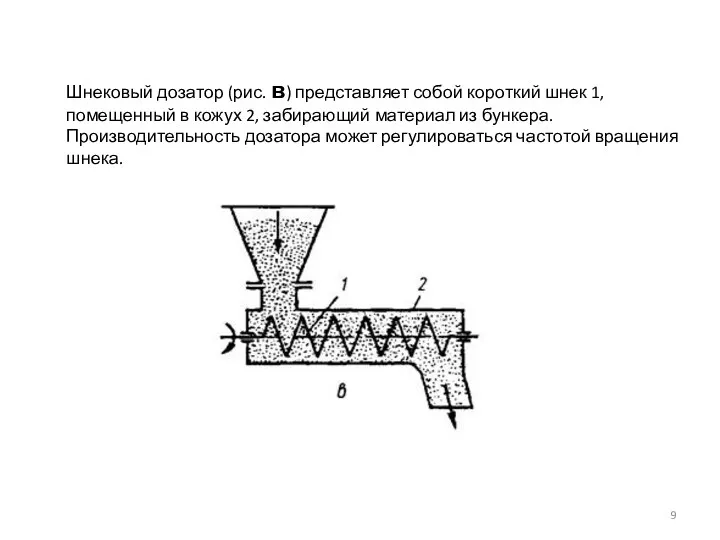
Шнековый дозатор (рис. в) представляет собой короткий шнек 1, помещенный в
Шнековый дозатор (рис. в) представляет собой короткий шнек 1, помещенный в
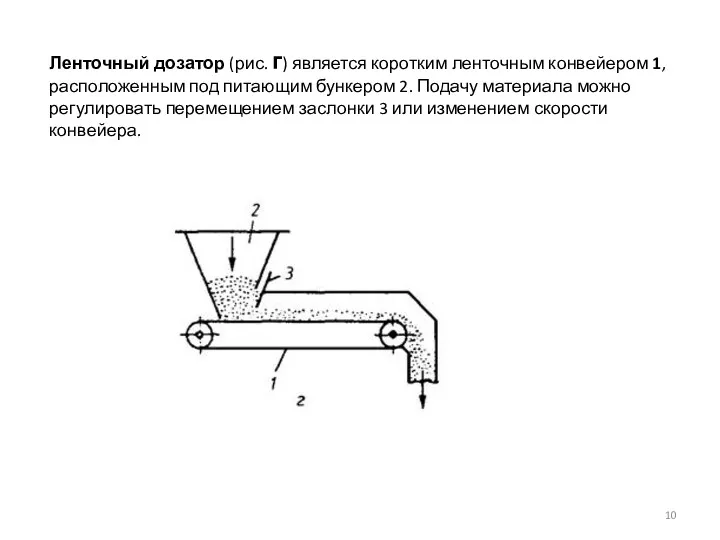
Ленточный дозатор (рис. г) является коротким ленточным конвейером 1, расположенным под
Ленточный дозатор (рис. г) является коротким ленточным конвейером 1, расположенным под
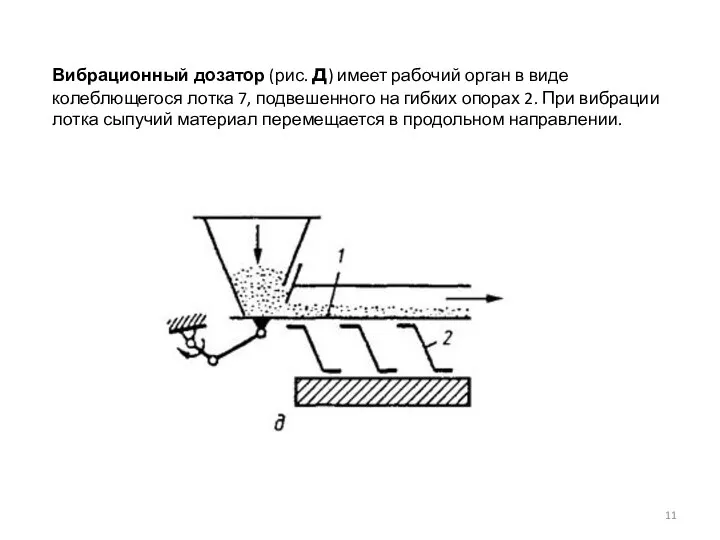
Вибрационный дозатор (рис. д) имеет рабочий орган в виде колеблющегося лотка
Вибрационный дозатор (рис. д) имеет рабочий орган в виде колеблющегося лотка
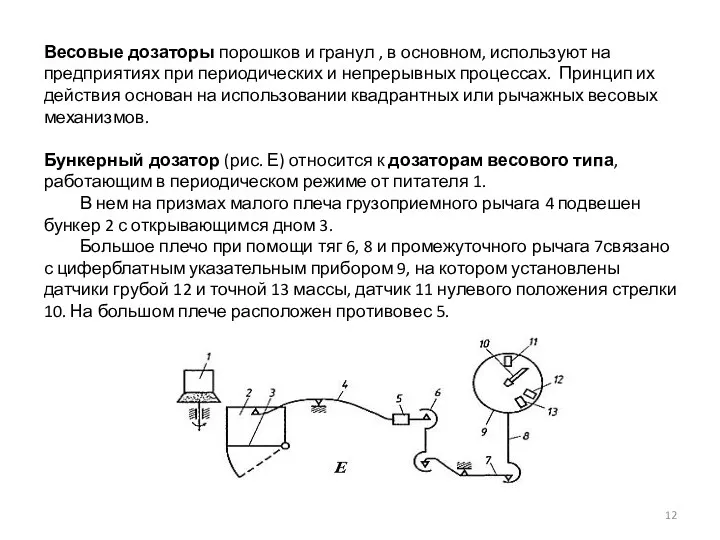
Весовые дозаторы порошков и гранул , в основном, используют на предприятиях
Весовые дозаторы порошков и гранул , в основном, используют на предприятиях
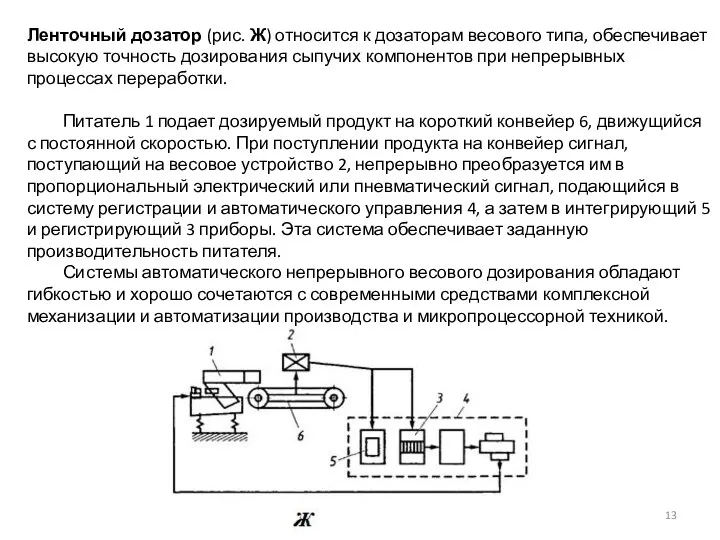
Ленточный дозатор (рис. Ж) относится к дозаторам весового типа, обеспечивает высокую
Ленточный дозатор (рис. Ж) относится к дозаторам весового типа, обеспечивает высокую

а — дроссельный; б — барабанный; в — поплавковый; г —
а — дроссельный; б — барабанный; в — поплавковый; г —
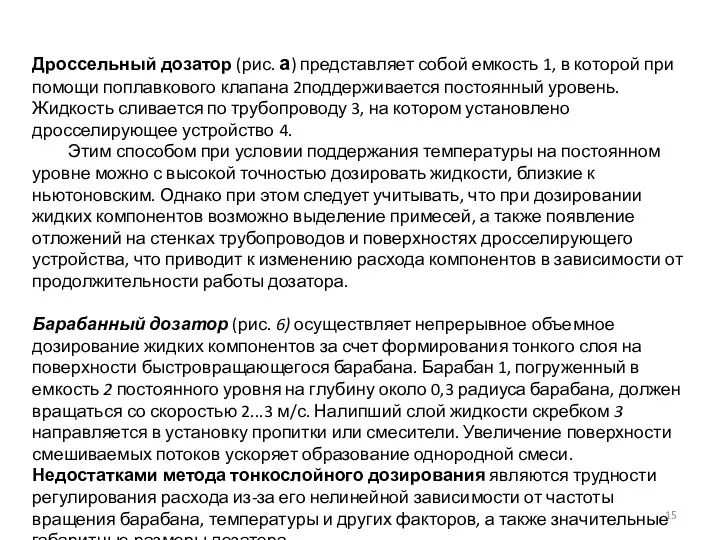
Дроссельный дозатор (рис. а) представляет собой емкость 1, в которой при
Дроссельный дозатор (рис. а) представляет собой емкость 1, в которой при

Основные функции и возможности гравиметрических дозаторов
Гравиметрика может выполнять следующие основные функции:
-Измерение
Основные функции и возможности гравиметрических дозаторов
Гравиметрика может выполнять следующие основные функции: -Измерение
Принцип работы гравиметрических весов
Весы устанавливаются на входе дозаторa или экструдера.
Масса материала
Принцип работы гравиметрических весов
Весы устанавливаются на входе дозаторa или экструдера.
Масса материала
Устройство весов гравиметрического дозатора
Воронкообразные весы в исполнении для гранул c EBRO-запорным
Устройство весов гравиметрического дозатора
Воронкообразные весы в исполнении для гранул c EBRO-запорным
Устройство дозатора
Устройство дозатора
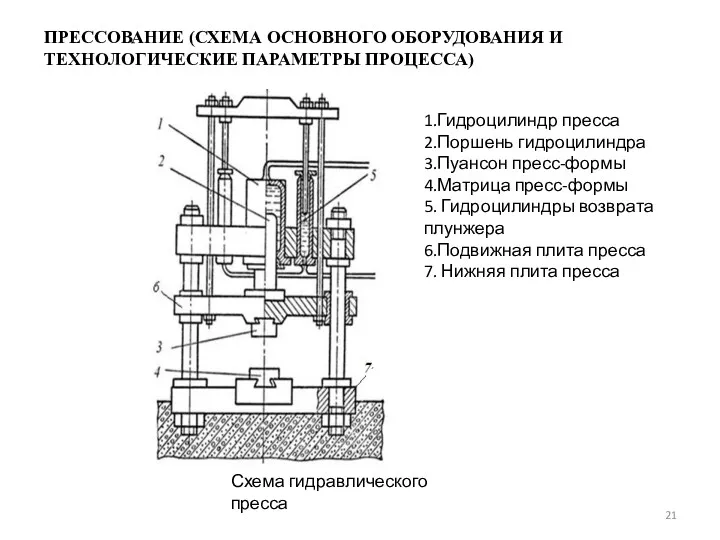
Схема гидравлического пресса
1.Гидроцилиндр пресса
2.Поршень гидроцилиндра
3.Пуансон пресс-формы
4.Матрица пресс-формы
5. Гидроцилиндры возврата плунжера
6.Подвижная плита
Схема гидравлического пресса
1.Гидроцилиндр пресса
2.Поршень гидроцилиндра
3.Пуансон пресс-формы
4.Матрица пресс-формы
5. Гидроцилиндры возврата плунжера
6.Подвижная плита
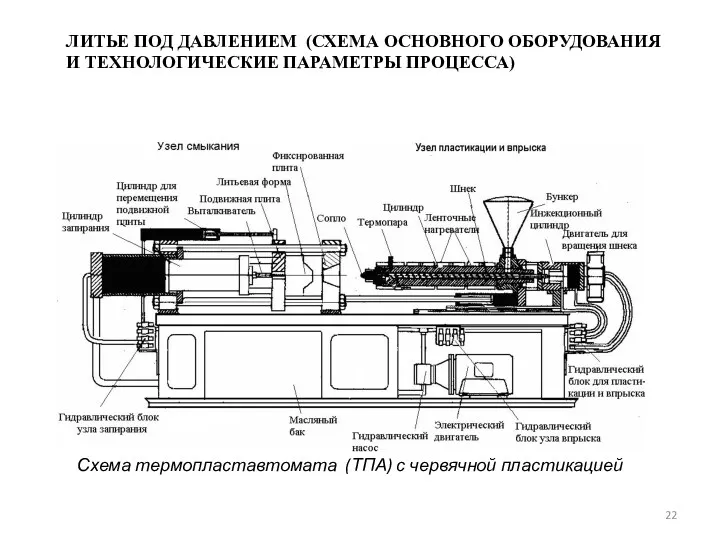
Схема термопластавтомата (ТПА) с червячной пластикацией
ЛИТЬЕ ПОД ДАВЛЕНИЕМ (СХЕМА ОСНОВНОГО ОБОРУДОВАНИЯ
ЛИТЬЕ ПОД ДАВЛЕНИЕМ (СХЕМА ОСНОВНОГО ОБОРУДОВАНИЯ
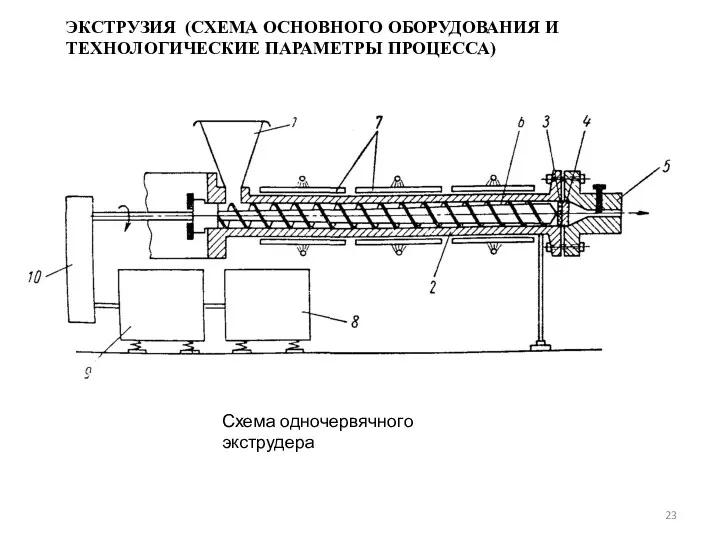
Схема одночервячного экструдера
ЭКСТРУЗИЯ (СХЕМА ОСНОВНОГО ОБОРУДОВАНИЯ И ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ПРОЦЕССА)
Схема одночервячного экструдера
ЭКСТРУЗИЯ (СХЕМА ОСНОВНОГО ОБОРУДОВАНИЯ И ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ПРОЦЕССА)
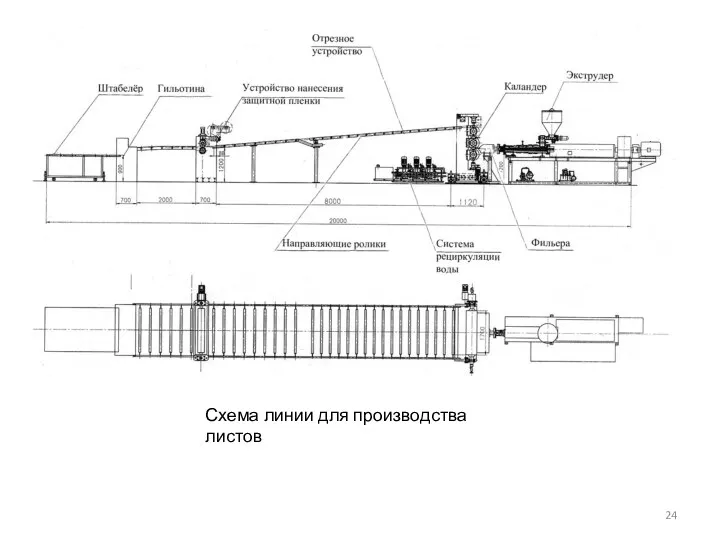
Схема линии для производства листов
Схема линии для производства листов
ТЕРМИЧЕСКИЙ АНАЛИЗ ПОЛИМЕРОВ
Для исследования процессов, происходящих в индивидуальных веществах или многокомпонентных
ТЕРМИЧЕСКИЙ АНАЛИЗ ПОЛИМЕРОВ
Для исследования процессов, происходящих в индивидуальных веществах или многокомпонентных
ДИФФЕРЕНЦИАЛЬНО-ТЕРМИЧЕСКИЙ АНАЛИЗ (ДТА)
При термографическом анализе регистрируемой характеристикой вещества является температура Т=
ДИФФЕРЕНЦИАЛЬНО-ТЕРМИЧЕСКИЙ АНАЛИЗ (ДТА)
При термографическом анализе регистрируемой характеристикой вещества является температура Т=
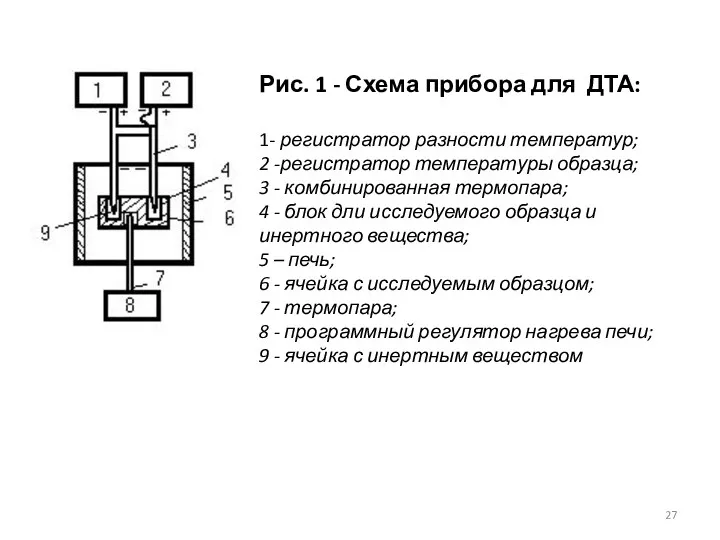
Рис. 1 - Схема прибора для ДТА:
1- регистратор разности температур;
Рис. 1 - Схема прибора для ДТА:
1- регистратор разности температур;
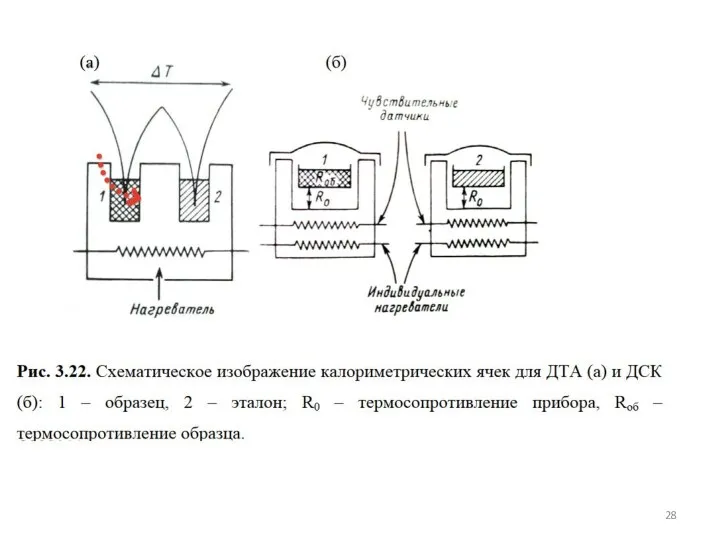
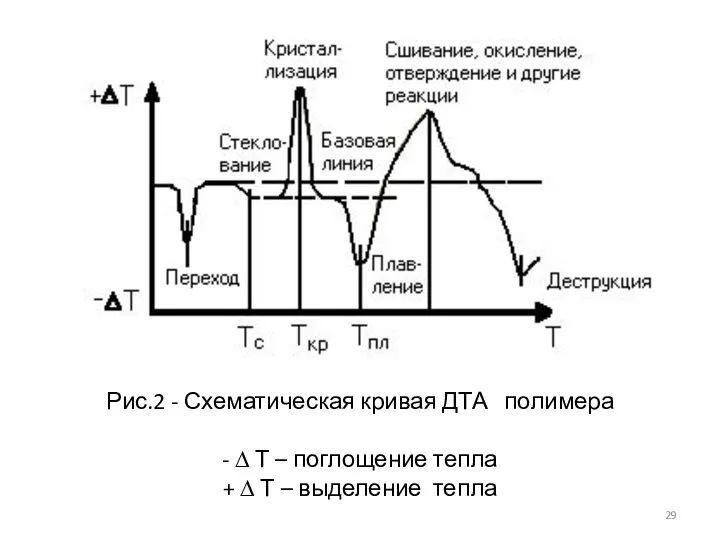
Рис.2 - Схематическая кривая ДТА полимера
- ∆ Т – поглощение тепла
+
Рис.2 - Схематическая кривая ДТА полимера
- ∆ Т – поглощение тепла
+
Превращения, происходящие в полимерах при изменении температуры, можно разделить на две
Превращения, происходящие в полимерах при изменении температуры, можно разделить на две
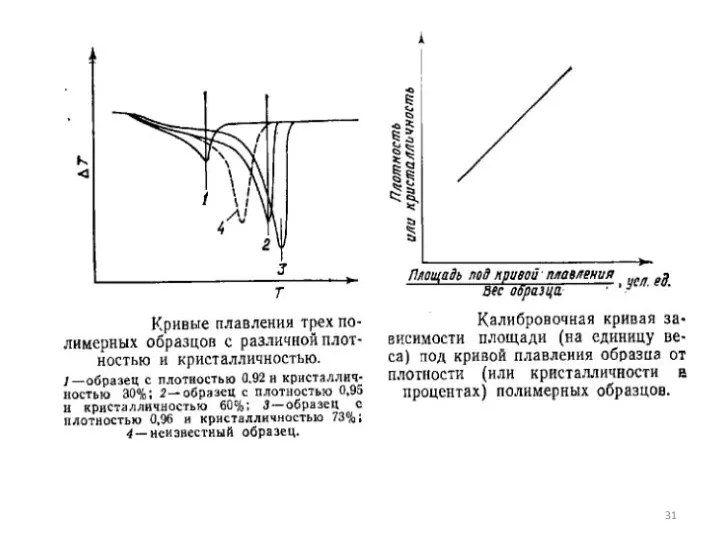
По площадям пиков плавления можно определить теплоты плавления, предварительно прокалибровав прибор
По площадям пиков плавления можно определить теплоты плавления, предварительно прокалибровав прибор
![Рис. - Термограмма ДСК ПА 12,14 изотермически кристаллизуемого при скорости нагревания 10 град/мин [4]](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/414329/slide-33.jpg)
Рис. - Термограмма ДСК ПА 12,14 изотермически кристаллизуемого при скорости нагревания
Рис. - Термограмма ДСК ПА 12,14 изотермически кристаллизуемого при скорости нагревания
![Термограммы плавления ДСК, выполненные после неизотермической кристаллизации при различных скоростях охлаждения (рис. 5) [4]](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/414329/slide-34.jpg)
Термограммы плавления ДСК, выполненные после неизотермической кристаллизации при различных скоростях охлаждения
Термограммы плавления ДСК, выполненные после неизотермической кристаллизации при различных скоростях охлаждения

Кривые ДСК
Рис. - Определение температуры стеклования.
Кривые ДСК
Рис. - Определение температуры стеклования.
q – количество тепла
t - время
∆ T – прирост температуры
q/t
q – количество тепла
t - время
∆ T – прирост температуры
q/t
При определенной температуре кривая ∆ Н = f(T) смещается вверх. Компьютерная
При определенной температуре кривая ∆ Н = f(T) смещается вверх. Компьютерная
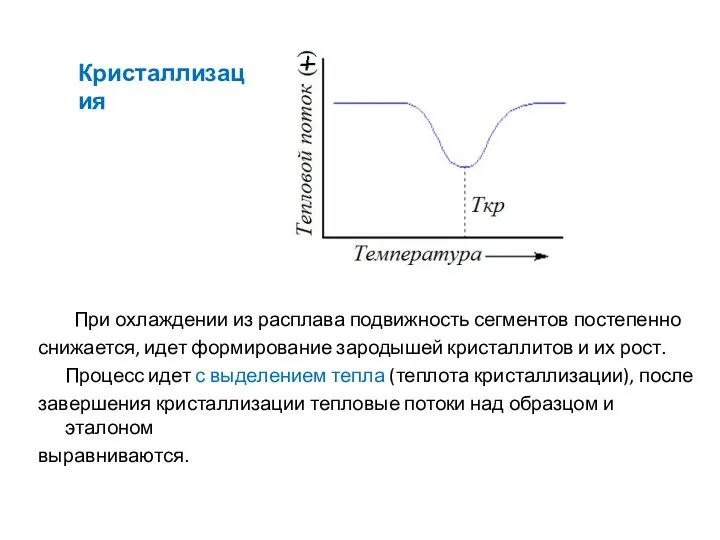
При охлаждении из расплава подвижность сегментов постепенно
снижается, идет формирование зародышей кристаллитов
При охлаждении из расплава подвижность сегментов постепенно
снижается, идет формирование зародышей кристаллитов
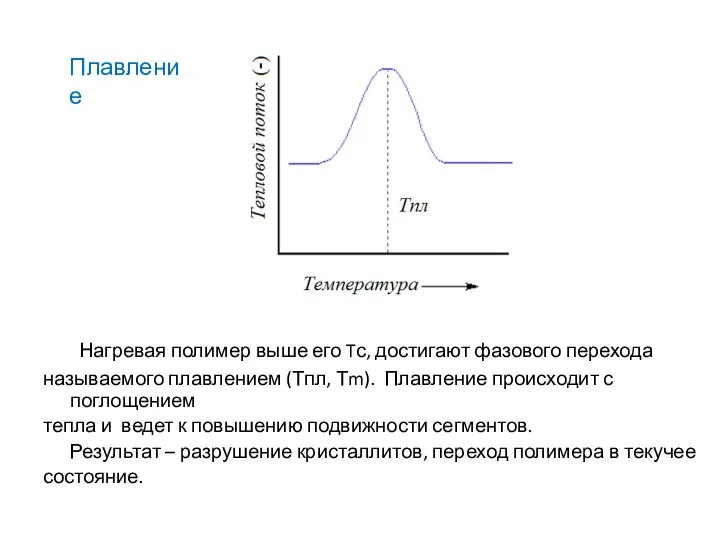
Нагревая полимер выше его Tс, достигают фазового перехода
называемого плавлением (Тпл,
Нагревая полимер выше его Tс, достигают фазового перехода
называемого плавлением (Тпл,
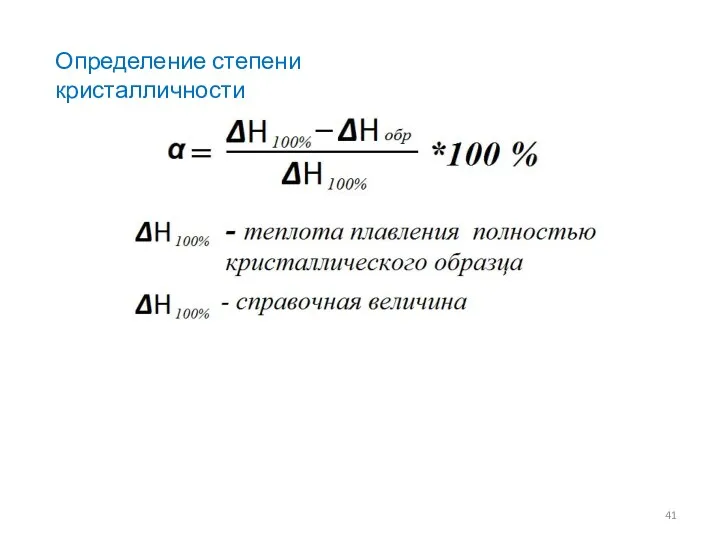
Определение степени кристалличности
Определение степени кристалличности
Химические превращения
С помощью ДТА можно изучать процессы получения полимеров, определять
Химические превращения
С помощью ДТА можно изучать процессы получения полимеров, определять
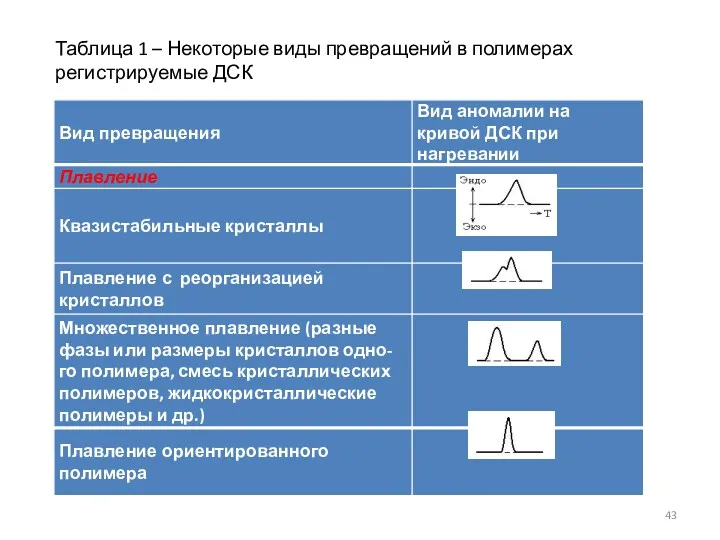
Таблица 1 – Некоторые виды превращений в полимерах регистрируемые ДСК
Таблица 1 – Некоторые виды превращений в полимерах регистрируемые ДСК

ТЕРМОГРАВИМЕТРИЧЕСКИЙ АНАЛИЗ (ТГА)
Некоторые химические процессы, протекающие в веществе при нагревании,
ТЕРМОГРАВИМЕТРИЧЕСКИЙ АНАЛИЗ (ТГА)
Некоторые химические процессы, протекающие в веществе при нагревании,
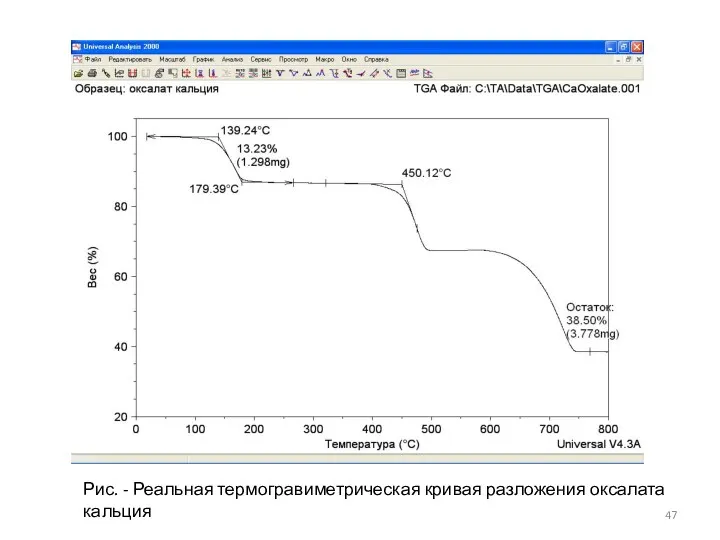
Рис. - Реальная термогравиметрическая кривая разложения оксалата кальция
Рис. - Реальная термогравиметрическая кривая разложения оксалата кальция
Типичные кривые динамической ТГА, когда измеряют массу образца при непрерывном нагревании
Типичные кривые динамической ТГА, когда измеряют массу образца при непрерывном нагревании
Разновидностями ТГА являются:
а) изотермическая (или статическая) термогравиметрия (ТГ), когда массу
Разновидностями ТГА являются:
а) изотермическая (или статическая) термогравиметрия (ТГ), когда массу
По кривой ТГ можно определить термостабильность (термостойкость) полимера.
Термостабильность оценивается температурой
По кривой ТГ можно определить термостабильность (термостойкость) полимера.
Термостабильность оценивается температурой
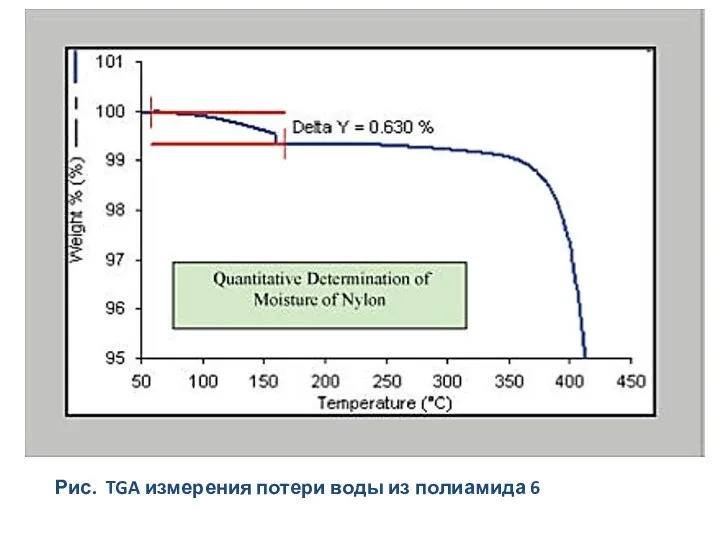
Рис. TGA измерения потери воды из полиамида 6
Рис. TGA измерения потери воды из полиамида 6
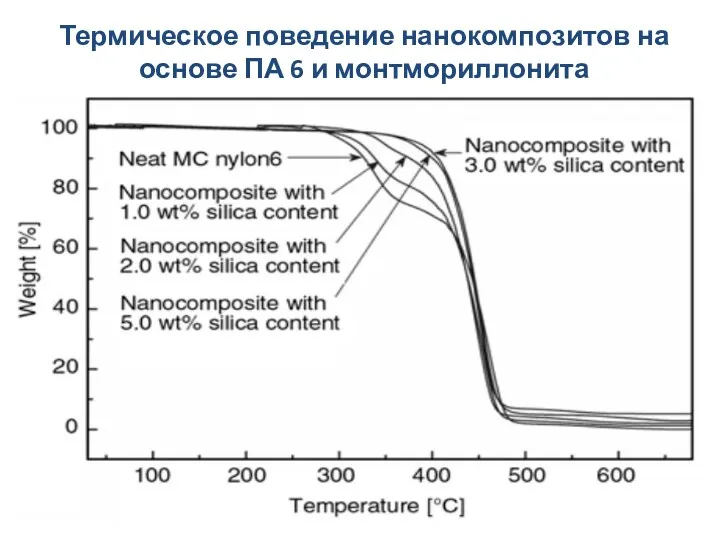
Термическое поведение нанокомпозитов на основе ПА 6 и монтмориллонита
Термическое поведение нанокомпозитов на основе ПА 6 и монтмориллонита
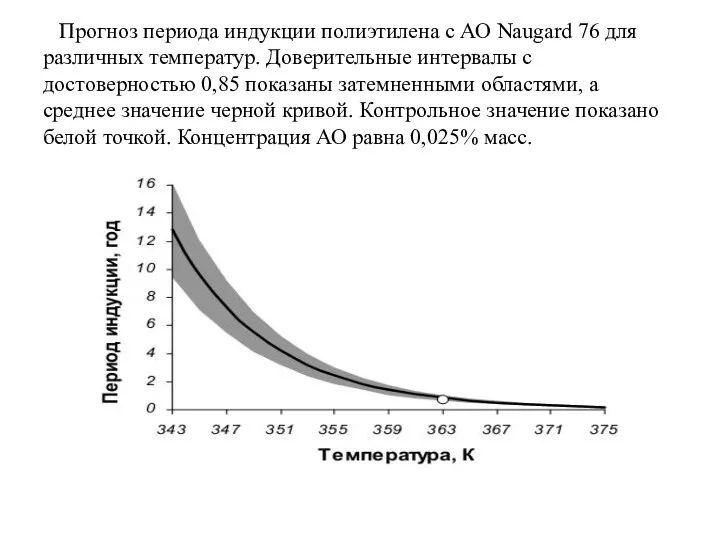
Прогноз периода индукции полиэтилена с АО Naugard 76 для различных
Прогноз периода индукции полиэтилена с АО Naugard 76 для различных
ДЕРИВАТИВНАЯ ТЕРМОГРАВИМЕТРИЯ (ДТГ )
ДТГ регистрирует скорость изменения массы вещества во
ДЕРИВАТИВНАЯ ТЕРМОГРАВИМЕТРИЯ (ДТГ )
ДТГ регистрирует скорость изменения массы вещества во
Дериватограмма
Рис. - Типичные кривые ТГ и ДТА
Дериватограмма
Рис. - Типичные кривые ТГ и ДТА
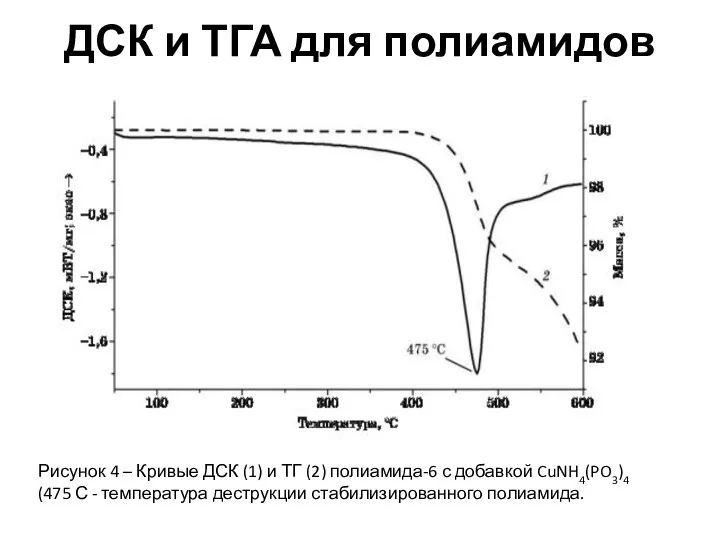
ДСК и ТГА для полиамидов
Рисунок 4 – Кривые ДСК (1) и
ДСК и ТГА для полиамидов
Рисунок 4 – Кривые ДСК (1) и
С помощью кривых ДТГ можно определить температурные пределы реакции и температуру,
С помощью кривых ДТГ можно определить температурные пределы реакции и температуру,
Если уравнение (3) применить для двух температур при постоянной скорости нагрева
Если уравнение (3) применить для двух температур при постоянной скорости нагрева
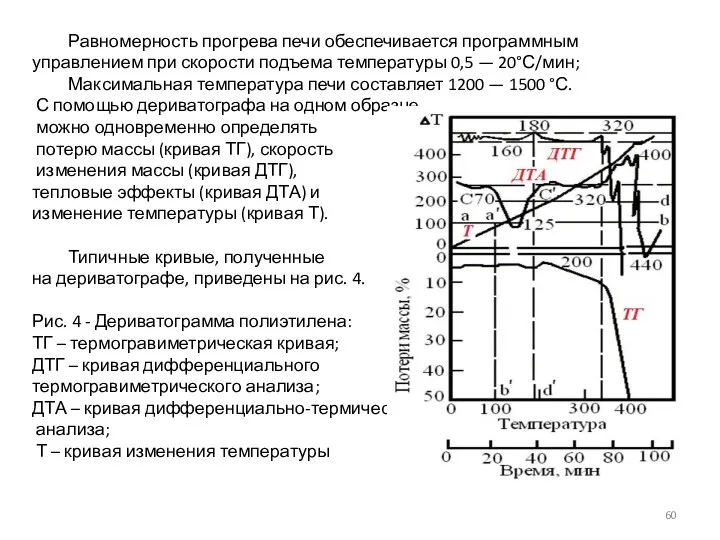
Равномерность прогрева печи обеспечивается программным управлением при скорости подъема температуры
Равномерность прогрева печи обеспечивается программным управлением при скорости подъема температуры
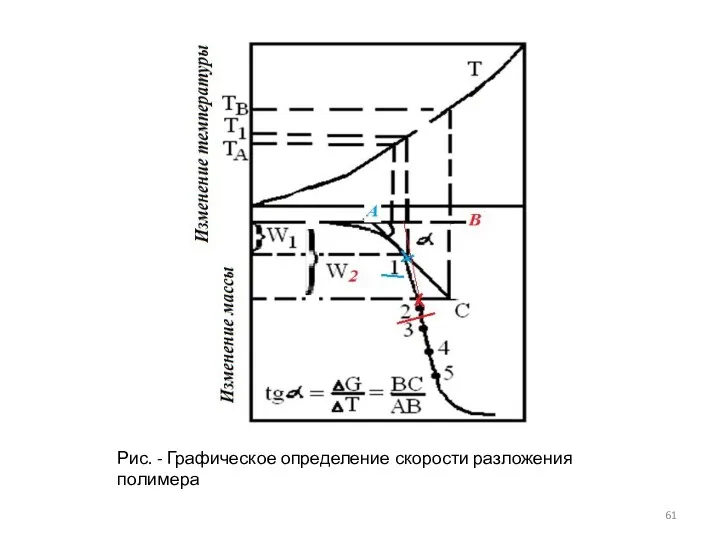
Рис. - Графическое определение скорости разложения полимера
Рис. - Графическое определение скорости разложения полимера
ТГА
Рис.2- Схема определения характерных значений потерь массы при фиксированных значениях температур,
ТГА
Рис.2- Схема определения характерных значений потерь массы при фиксированных значениях температур,
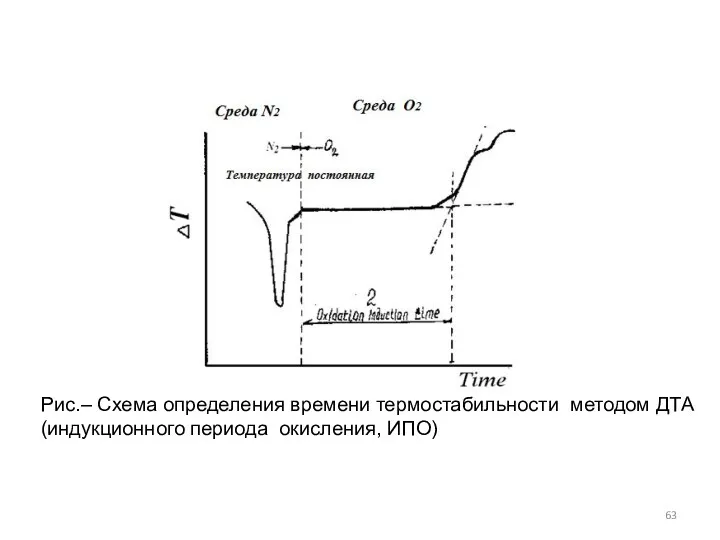
Рис.– Схема определения времени термостабильности методом ДТА
(индукционного периода окисления, ИПО)
Рис.– Схема определения времени термостабильности методом ДТА
(индукционного периода окисления, ИПО)

Рис.– Кривая ДСК характерная для метода ИПО (индукционный период окисления при
Рис.– Кривая ДСК характерная для метода ИПО (индукционный период окисления при
МЕТОД ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТЕПЛОПРОВОДНОСТИ
ПОЛИМЕРНЫХ МАТЕРИАЛОВ В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ
(ГОСТ
МЕТОД ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТЕПЛОПРОВОДНОСТИ
ПОЛИМЕРНЫХ МАТЕРИАЛОВ В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ
(ГОСТ
Конструкция измерительной ячейки прибора ИТ-λ-400:
1 – тепломер; 2 – термопара;
3
Конструкция измерительной ячейки прибора ИТ-λ-400:
1 – тепломер; 2 – термопара;
3
Теплопроводность образцов (λ, Вт/(м·К)) для каждой температуры вычисляют по формуле:
,
где h
Теплопроводность образцов (λ, Вт/(м·К)) для каждой температуры вычисляют по формуле:
,
где h
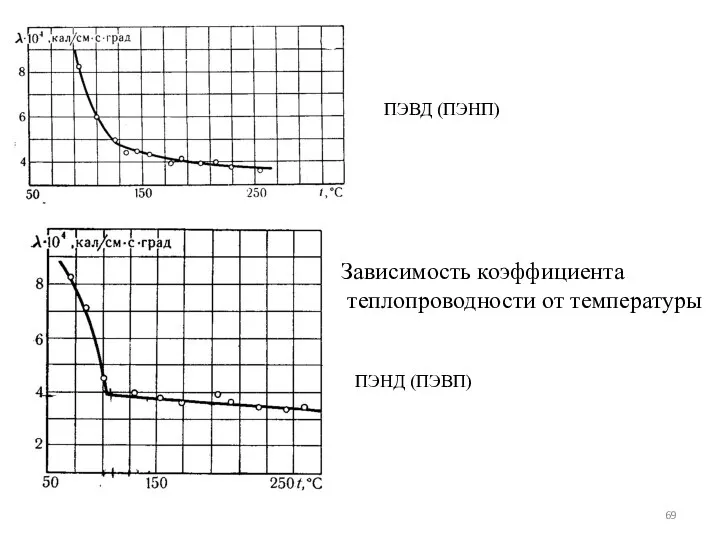
Зависимость коэффициента
теплопроводности от температуры
ПЭВД (ПЭНП)
ПЭНД (ПЭВП)
Зависимость коэффициента
теплопроводности от температуры
ПЭВД (ПЭНП)
ПЭНД (ПЭВП)
МЕТОДЫ ОПРЕДЕЛЕНИЯ ЗАВИСИМОСТИ
ТЕПЛОФИЗИЧЕСКИХ ХАРАКТЕРИСТИК ЖИДКИХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
ОТ СКОРОСТИ СДВИГА И ТЕМПЕРАТУРЫ
МЕТОДЫ ОПРЕДЕЛЕНИЯ ЗАВИСИМОСТИ
ТЕПЛОФИЗИЧЕСКИХ ХАРАКТЕРИСТИК ЖИДКИХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
ОТ СКОРОСТИ СДВИГА И ТЕМПЕРАТУРЫ
Стационарные методы определения теплофизических
характеристик:
Метод плоского горизонтального слоя
Метод коаксиальных цилиндров
Метод нагретой
Стационарные методы определения теплофизических
характеристик:
Метод плоского горизонтального слоя
Метод коаксиальных цилиндров
Метод нагретой
Измерительное устройство состояло из стеклянной трубки 4
(рис. 1.3), в которую через
Измерительное устройство состояло из стеклянной трубки 4
(рис. 1.3), в которую через
![Температурное поле в трубке описывается следующими дифференциальными уравнениями]:](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/414329/slide-85.jpg)
Температурное поле в трубке описывается следующими дифференциальными уравнениями]:
Температурное поле в трубке описывается следующими дифференциальными уравнениями]:
Для исследования тепловых эффектов при сдвиговом течении анизотропных растворов полимеров в
Для исследования тепловых эффектов при сдвиговом течении анизотропных растворов полимеров в
Прибор представляет собой комбинацию ротационного вискозиметра куэттовского типа (с рабочим узлом
Прибор представляет собой комбинацию ротационного вискозиметра куэттовского типа (с рабочим узлом
МЕТОДЫ ОЦЕНКИ РЕОЛОГИЧЕСКИХ
СВОЙСТВ ПОЛИМЕРОВ
КРИВЫЕ ТЕЧЕНИЯ ПОЛИМЕРОВ И ОПИСЫВАЮЩИЕ
ИХ УРАВНЕНИЯ
ЭМПИРИЧЕСКИЕ
МЕТОДЫ ОЦЕНКИ РЕОЛОГИЧЕСКИХ
СВОЙСТВ ПОЛИМЕРОВ
КРИВЫЕ ТЕЧЕНИЯ ПОЛИМЕРОВ И ОПИСЫВАЮЩИЕ
ИХ УРАВНЕНИЯ
ЭМПИРИЧЕСКИЕ
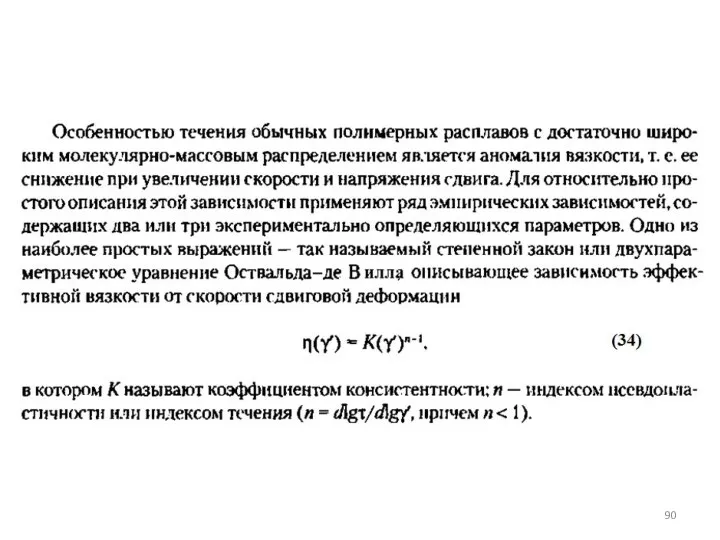
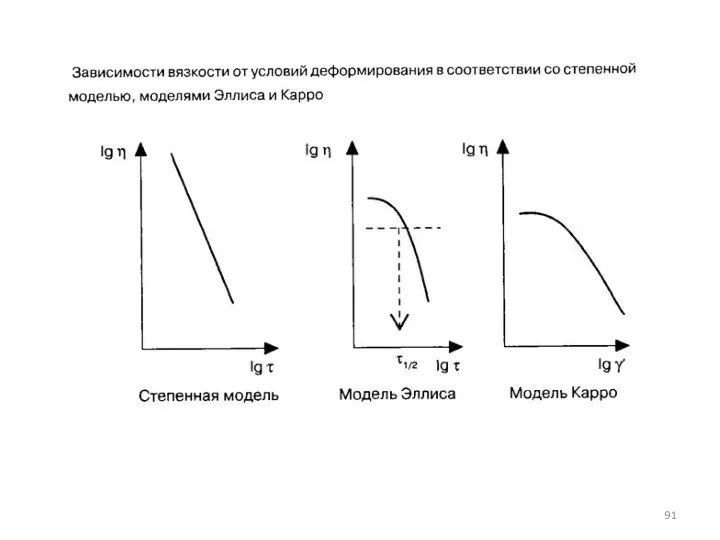
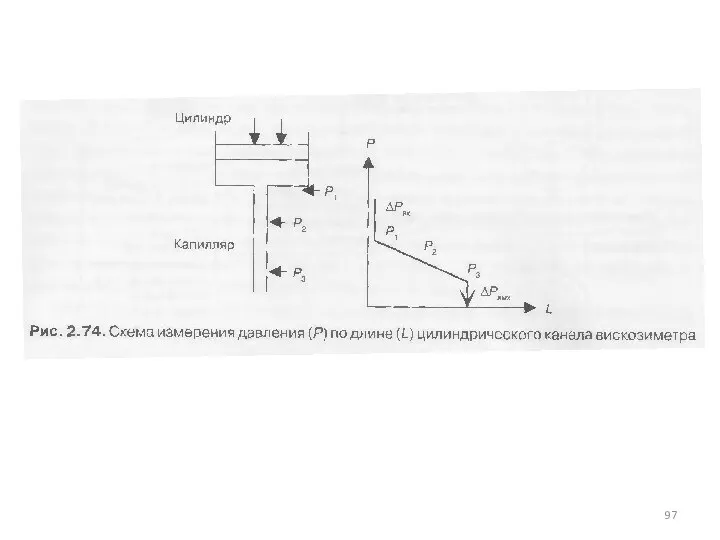

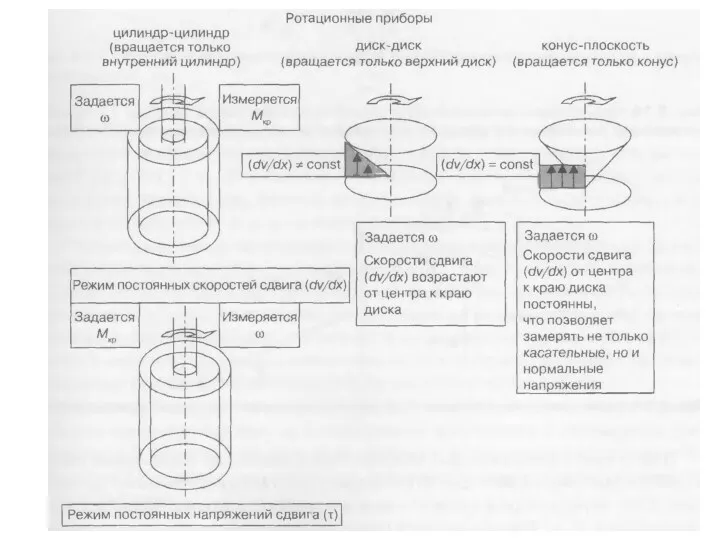
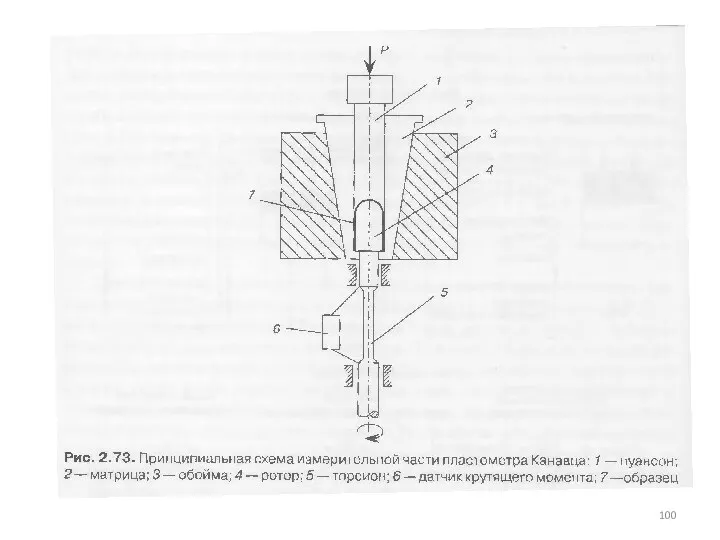

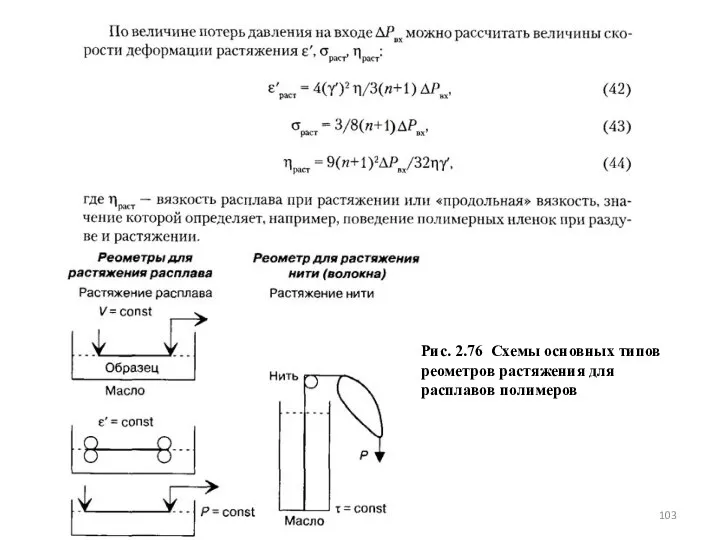
Рис. 2.76 Схемы основных типов реометров растяжения для расплавов полимеров
Рис. 2.76 Схемы основных типов реометров растяжения для расплавов полимеров
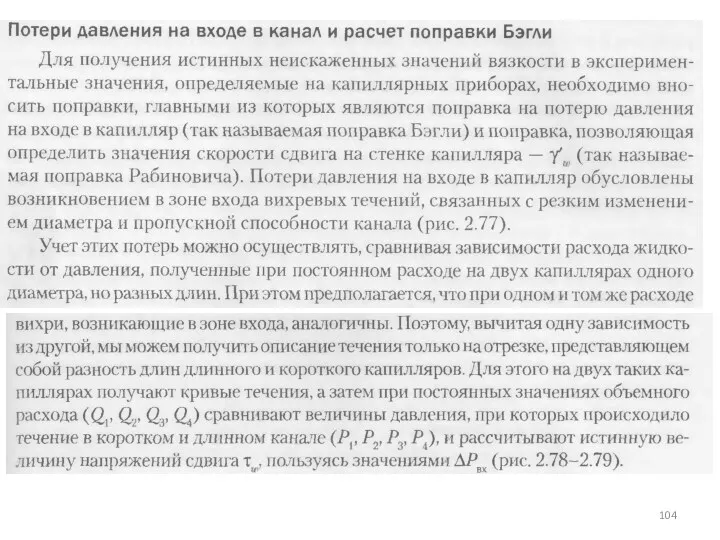
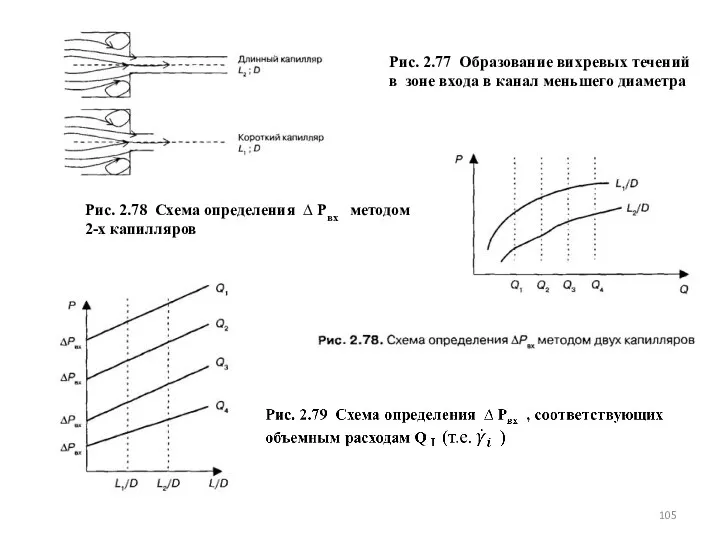
Рис. 2.77 Образование вихревых течений
в зоне входа в канал меньшего диаметра
Рис.
Рис. 2.77 Образование вихревых течений
в зоне входа в канал меньшего диаметра
Рис.
РАЗБУХАНИЕ СТРУИ РАСПЛАВА ПРИ ВЫХОДЕ ИЗ КАНАЛА
(Барус-эффект)
РАЗБУХАНИЕ СТРУИ РАСПЛАВА ПРИ ВЫХОДЕ ИЗ КАНАЛА
(Барус-эффект)
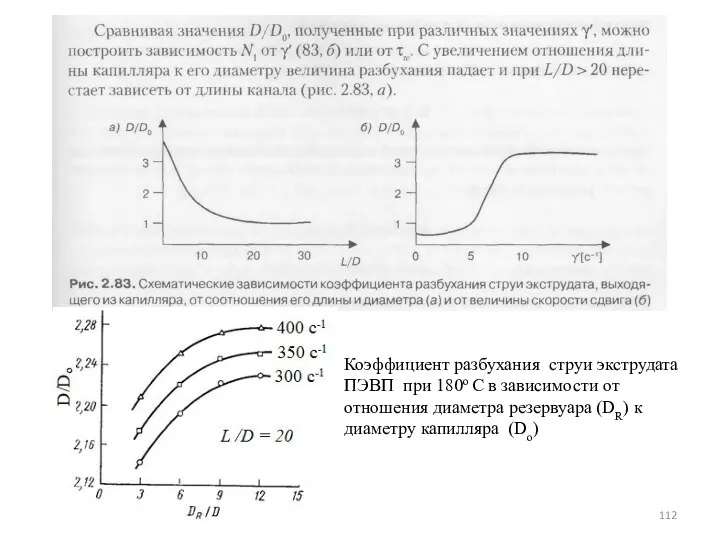
Коэффициент разбухания струи экструдата
ПЭВП при 180о С в зависимости от
Коэффициент разбухания струи экструдата
ПЭВП при 180о С в зависимости от
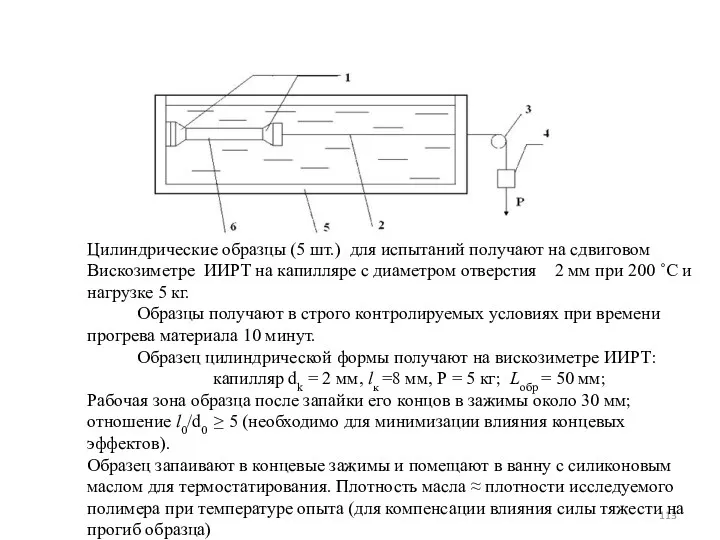
Цилиндрические образцы (5 шт.) для испытаний получают на сдвиговом
Вискозиметре ИИРТ на
Цилиндрические образцы (5 шт.) для испытаний получают на сдвиговом
Вискозиметре ИИРТ на
Растягивающий груз подбирают в каждом эксперименте для установления
времени деформации до
Растягивающий груз подбирают в каждом эксперименте для установления
времени деформации до
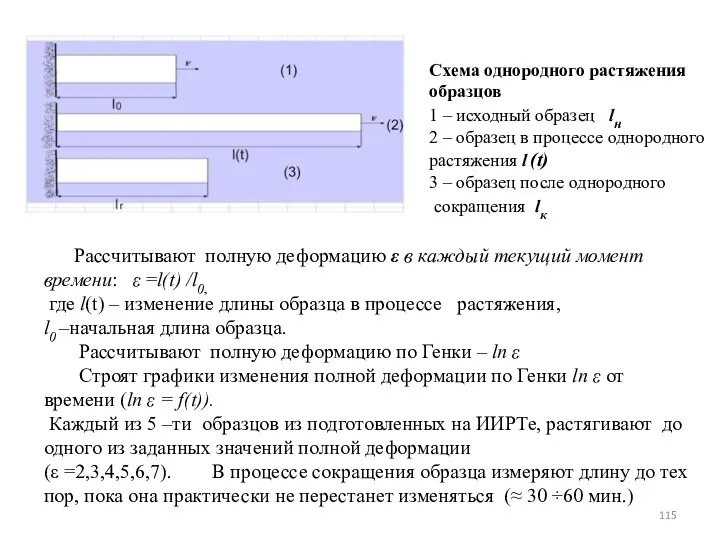
Схема однородного растяжения
образцов
1 – исходный образец lн
2 – образец в процессе
Схема однородного растяжения
образцов
1 – исходный образец lн
2 – образец в процессе
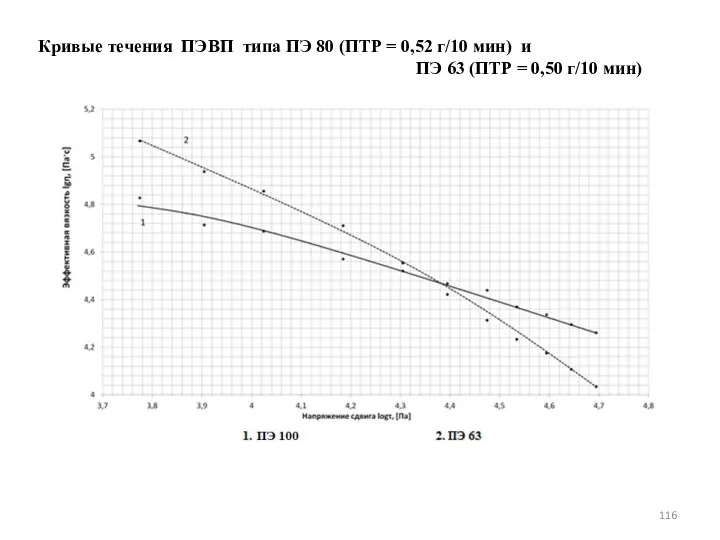
Кривые течения ПЭВП типа ПЭ 80 (ПТР = 0,52 г/10 мин)
Кривые течения ПЭВП типа ПЭ 80 (ПТР = 0,52 г/10 мин)
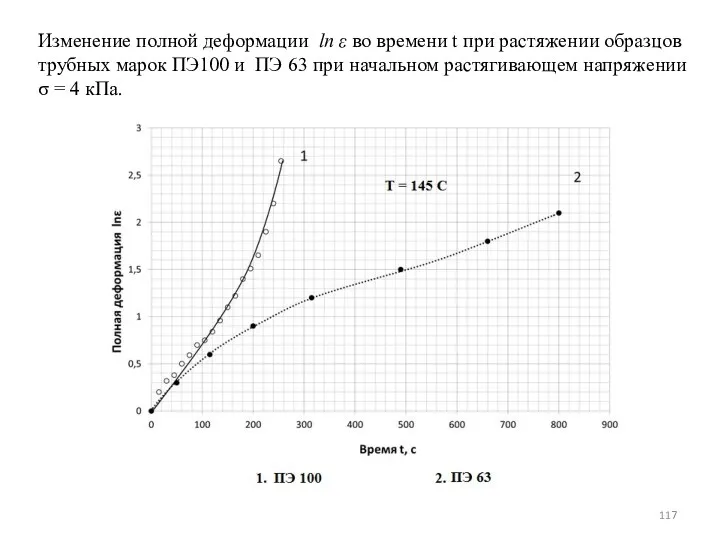
Изменение полной деформации ln ε во времени t при растяжении образцов
Изменение полной деформации ln ε во времени t при растяжении образцов
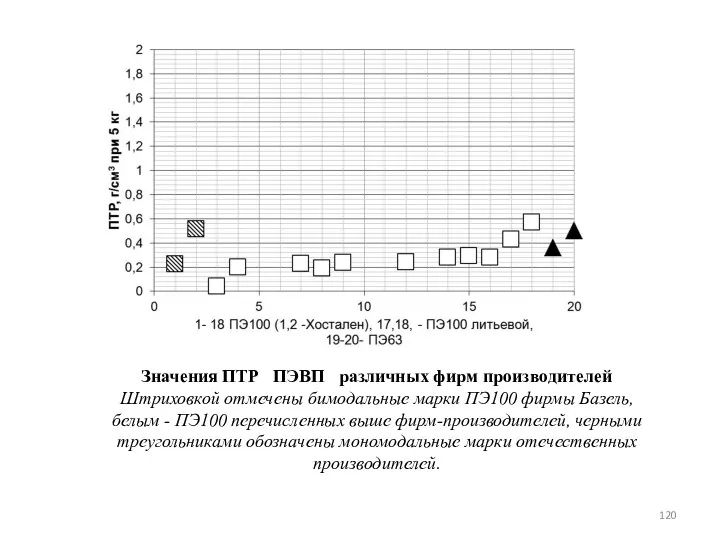
Значения ПТР ПЭВП различных фирм производителей
Штриховкой отмечены бимодальные марки ПЭ100 фирмы
Значения ПТР ПЭВП различных фирм производителей
Штриховкой отмечены бимодальные марки ПЭ100 фирмы
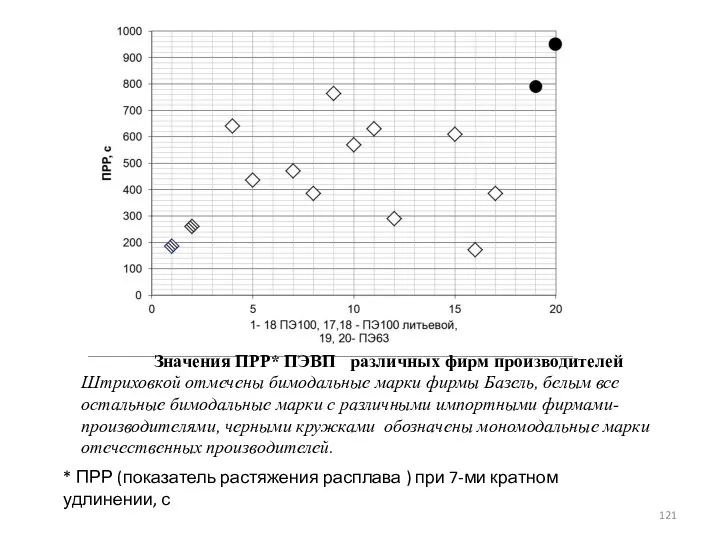
* ПРР (показатель растяжения расплава ) при 7-ми кратном удлинении, с
Значения
* ПРР (показатель растяжения расплава ) при 7-ми кратном удлинении, с
Значения
Для корректной оценки процесса литья при моделировании необходимо учитывать соответствие формы
Для корректной оценки процесса литья при моделировании необходимо учитывать соответствие формы
В соответствии с формулой N = Q*∆Р мощность узла инжекции ТПА
В соответствии с формулой N = Q*∆Р мощность узла инжекции ТПА
Расчетная схема литьевой формы
1 - поршень литьевой машины;
2 - запорное
Расчетная схема литьевой формы
1 - поршень литьевой машины;
2 - запорное
Рассмотрим каждое из слагаемых, входящих в правую часть формулы
Потери давления в
Рассмотрим каждое из слагаемых, входящих в правую часть формулы
Потери давления в
Если в форме несколько разводящих литниковых каналов, то при определении
скорости
Если в форме несколько разводящих литниковых каналов, то при определении
скорости
Инжекционная характеристика литьевой машины
Её получают путем построения графиков зависимости скорости
Инжекционная характеристика литьевой машины
Её получают путем построения графиков зависимости скорости

1 – подвижная полуформа
2 – неподвижная полуформа
3- датчик давления с измерительным
1 – подвижная полуформа
2 – неподвижная полуформа
3- датчик давления с измерительным
Литьевой блок со сменными капиллярами имитирует сопротивление литниковой системы и полости
Литьевой блок со сменными капиллярами имитирует сопротивление литниковой системы и полости
Q = Qo - Qo*∆Р/∆Рo
N = - (Qo/∆Рo) ∆Р 2 +
Q = Qo - Qo*∆Р/∆Рo
N = - (Qo/∆Рo) ∆Р 2 +
 State sysstem of Ukraine
State sysstem of Ukraine Объекты Range и Selection
Объекты Range и Selection Профилактика дисграфии
Профилактика дисграфии Классификация звуков речи. Система фонем
Классификация звуков речи. Система фонем Движение воздуха. Ветер
Движение воздуха. Ветер Режими адресації МП 8086
Режими адресації МП 8086 Кодирование информации
Кодирование информации Октябрьская революция. Политическая и социально-экономическая ситуация накануне Октябрьской революции
Октябрьская революция. Политическая и социально-экономическая ситуация накануне Октябрьской революции Clothes. Words
Clothes. Words Выбор расположения дополнительного водосброса в ходе комплексной реконструкции Майнского гидроузла
Выбор расположения дополнительного водосброса в ходе комплексной реконструкции Майнского гидроузла Организация образовательной деятельности. Управление образованием
Организация образовательной деятельности. Управление образованием Обстоятельства, исключающие преступность деяния. Понятия и виды обстоятельств, исключающие преступность деяния
Обстоятельства, исключающие преступность деяния. Понятия и виды обстоятельств, исключающие преступность деяния Классный час Радоваться жизни
Классный час Радоваться жизни презентация Взаимосвязь и взаимодействие специалистов и педагогов
презентация Взаимосвязь и взаимодействие специалистов и педагогов Презентация к уроку по теме Дробные выражения
Презентация к уроку по теме Дробные выражения Xit test. Spotlight 4
Xit test. Spotlight 4 ЧС военного характера. Основные источники ЧС военного характера. Современные средства поражения
ЧС военного характера. Основные источники ЧС военного характера. Современные средства поражения ДЕНЬ ЗЕМЛИ
ДЕНЬ ЗЕМЛИ Презентация В гостях у сказки
Презентация В гостях у сказки 1. 6 клас .Коло. Довжина кола. Число пі
1. 6 клас .Коло. Довжина кола. Число пі 1.DVIZH_Spotlight_4_m6_11a
1.DVIZH_Spotlight_4_m6_11a Расширение представления детей об осени, как времени года
Расширение представления детей об осени, как времени года Сыктывкар - мой родной город!
Сыктывкар - мой родной город! Электронный задачник по генетике. Часть 2
Электронный задачник по генетике. Часть 2 Осложнения повреждений опорно-двигательного аппарата
Осложнения повреждений опорно-двигательного аппарата Организм и среда. Природные сообщества
Организм и среда. Природные сообщества Если друг оказался вдруг (3). Крах банка Берингс
Если друг оказался вдруг (3). Крах банка Берингс Воздушный змей
Воздушный змей