Методы нанесения лакокрасочных материалов Технологический процесс получения системы ЛКП. (Лекция 4) презентация
- Методы нанесения лакокрасочных материалов Технологический процесс получения системы ЛКП. (Лекция 4)

Содержание
- 2. Лекция 4 Методы нанесения лакокрасочных материалов нанесением ЛКМ, их сушкой и промежуточной обработкой. Выбор технологического процесса
- 3. Методы окрашивания отличаются многообразием, в пределах одного метода существуют различные модификации. Выбор метода производится по ГОСТ
- 4. Сущность метода: ЛКМ наносится без нажима кистью под углом 45 - 60° к поверхности, ложится полосами,
- 5. Кисти различают по весу волоса
- 6. Вид и сорт волоса определяют качество кисти. Из свиной хребтовой щетины изготовляют кисти высокого качества. Из
- 7. Кисти различают по способу изготовления. Кисти круглой вязки (филенчатые, флейцы, художественные) – связанный пучок волоса вставляют
- 8. Практикой выработаны определенные приемы работы с кистями: 1) длина рабочей части кисти. Если она слишком длинная,
- 9. 2) Кисть вначале прорабатывают, чтобы равномерно распределить в ней ЛКМ. Для этого кисть окунают в ЛКМ,
- 10. 4) Хранение. Если кистью пользуются часто, то ее хранят в растворителе или воде. При длительных перерывах
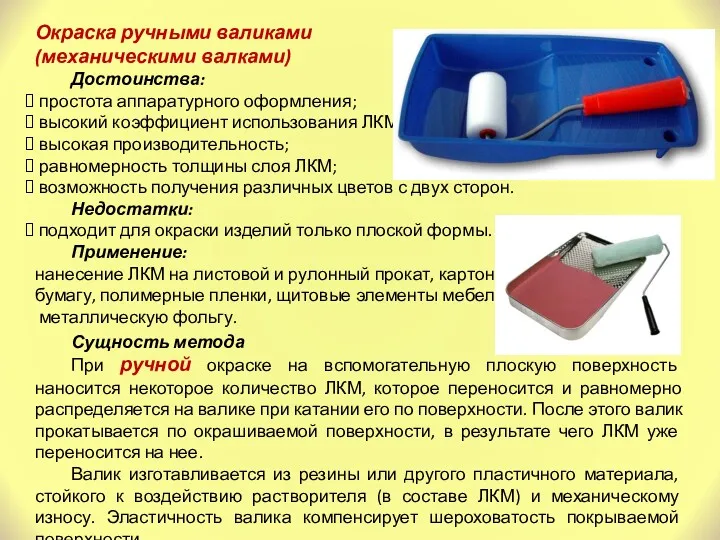
- 11. Окраска ручными валиками (механическими валками) Достоинства: простота аппаратурного оформления; высокий коэффициент использования ЛКМ; высокая производительность; равномерность
- 12. Окраска валками – механизированный или автоматизированный процесс нанесения ЛКМ на плоские изделия, осуществляемый на специальных машинах
- 14. Скачать презентацию
Лекция 4
Методы нанесения лакокрасочных материалов
нанесением ЛКМ, их сушкой и промежуточной
Лекция 4
Методы нанесения лакокрасочных материалов
нанесением ЛКМ, их сушкой и промежуточной

Методы окрашивания отличаются многообразием, в пределах одного метода существуют различные модификации.
Методы окрашивания отличаются многообразием, в пределах одного метода существуют различные модификации.
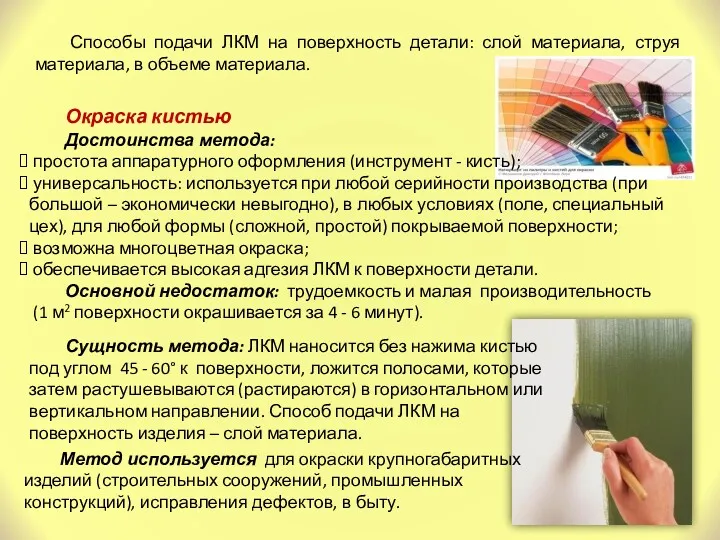
Сущность метода: ЛКМ наносится без нажима кистью под углом 45 -
Сущность метода: ЛКМ наносится без нажима кистью под углом 45 -
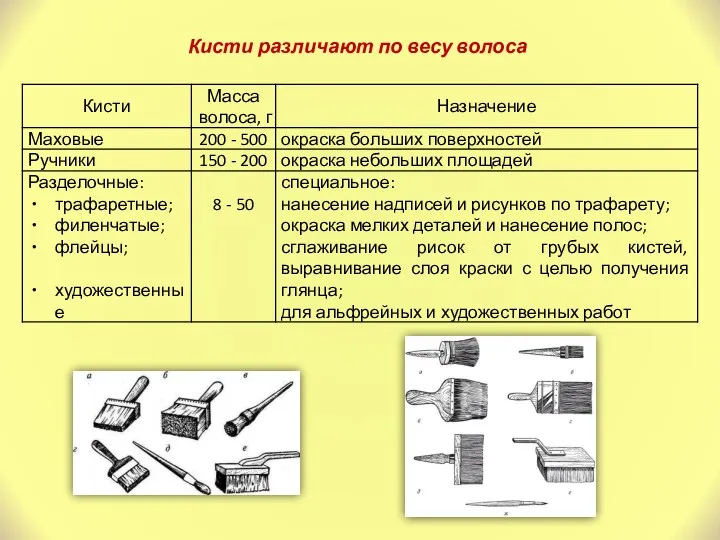
Кисти различают по весу волоса
Кисти различают по весу волоса

Вид и сорт волоса определяют качество кисти. Из свиной хребтовой щетины
Вид и сорт волоса определяют качество кисти. Из свиной хребтовой щетины

Кисти различают по способу изготовления.
Кисти круглой вязки (филенчатые, флейцы, художественные) –
Кисти различают по способу изготовления.
Кисти круглой вязки (филенчатые, флейцы, художественные) –
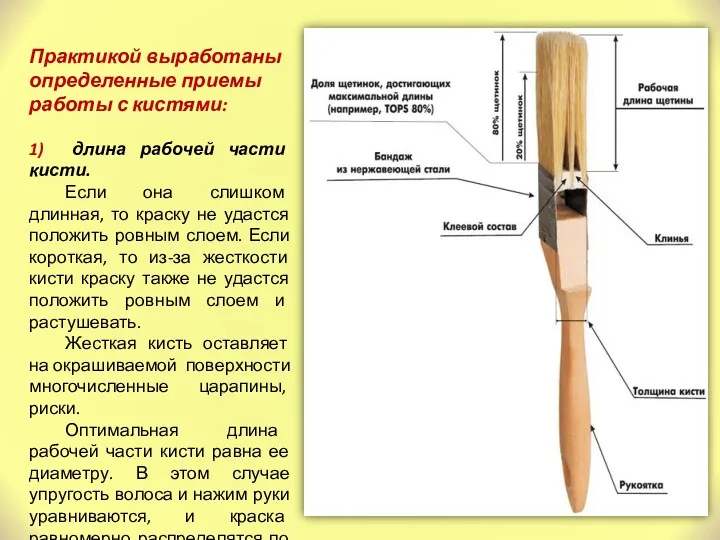
Практикой выработаны определенные приемы работы с кистями:
1) длина рабочей части
Практикой выработаны определенные приемы работы с кистями:
1) длина рабочей части
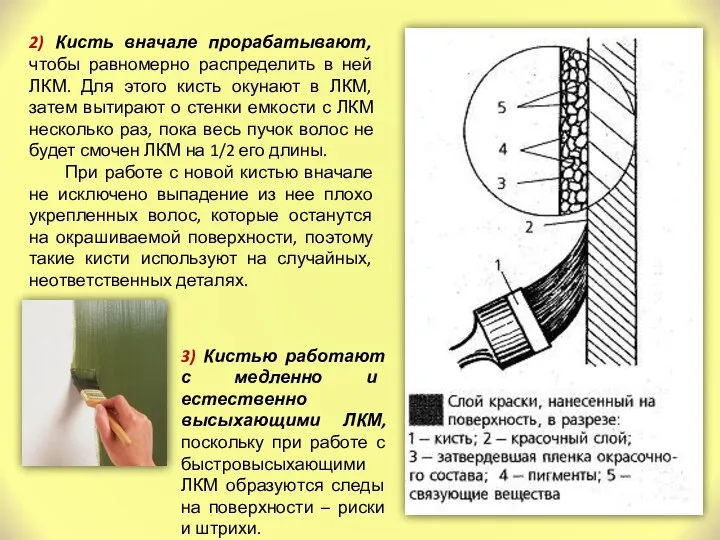
2) Кисть вначале прорабатывают, чтобы равномерно распределить в ней ЛКМ. Для
2) Кисть вначале прорабатывают, чтобы равномерно распределить в ней ЛКМ. Для
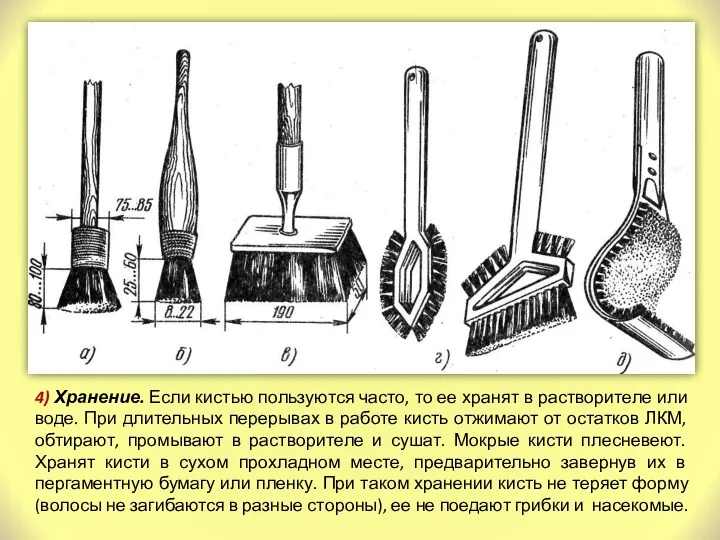
4) Хранение. Если кистью пользуются часто, то ее хранят в растворителе
4) Хранение. Если кистью пользуются часто, то ее хранят в растворителе
Окраска ручными валиками
(механическими валками)
Достоинства:
простота аппаратурного оформления;
высокий коэффициент
Окраска ручными валиками
(механическими валками)
Достоинства:
простота аппаратурного оформления;
высокий коэффициент

Окраска валками – механизированный или автоматизированный процесс нанесения ЛКМ на плоские
Окраска валками – механизированный или автоматизированный процесс нанесения ЛКМ на плоские
 Серебряный век русской поэзии (1900-1917)
Серебряный век русской поэзии (1900-1917) Самая чудесная девушка на свете
Самая чудесная девушка на свете Организация управленческого труда. Корпоративная культура организации
Организация управленческого труда. Корпоративная культура организации Презентация к логопедическому занятию по теме Звук и буква Ш
Презентация к логопедическому занятию по теме Звук и буква Ш Презентатор Microsoft Power Point
Презентатор Microsoft Power Point Автоматизация и механизация процессов листовой штамповки
Автоматизация и механизация процессов листовой штамповки Діни бостандық жариялануының қазақ жастарына әсері?
Діни бостандық жариялануының қазақ жастарына әсері? Игры, направленные на формирование культурно – гигиенических навыков и навыков самообслуживания
Игры, направленные на формирование культурно – гигиенических навыков и навыков самообслуживания игра в 5 классе
игра в 5 классе Автоматизированное хранилище ценностей клиентов АХЦК
Автоматизированное хранилище ценностей клиентов АХЦК Словарные слова (1-2 класс)
Словарные слова (1-2 класс) Последовательное соединение проводников
Последовательное соединение проводников Сравнительный подход к оценке недвижимости. (Тема 8)
Сравнительный подход к оценке недвижимости. (Тема 8) Биология - наука о жизни. Вводная 5 кл
Биология - наука о жизни. Вводная 5 кл Церковный язык
Церковный язык Мультимедийная разработка НОД Откуда пришел дождик
Мультимедийная разработка НОД Откуда пришел дождик Банковский менеджмент
Банковский менеджмент Развитие высших хордовых. Птицы
Развитие высших хордовых. Птицы Сharacteristics of young learners
Сharacteristics of young learners Бизнес-планирование производственной деятельности. (Тема 10, 11)
Бизнес-планирование производственной деятельности. (Тема 10, 11) Призентация открытого занятия для детей младшего дошкольного возраста. Сказка Колобок на новый лад с использованием мягких игрушек.
Призентация открытого занятия для детей младшего дошкольного возраста. Сказка Колобок на новый лад с использованием мягких игрушек. Презентация к занятию по внеурочной деятельности Многоцветные кружева родного края Безенчукский район
Презентация к занятию по внеурочной деятельности Многоцветные кружева родного края Безенчукский район Об изобретателях
Об изобретателях Газированная вода - вред или польза... (презентация)
Газированная вода - вред или польза... (презентация) Коррозия металлов
Коррозия металлов Фотография. История в фотографиях
Фотография. История в фотографиях Türkiye’de Eğitimin
Türkiye’de Eğitimin Школа и дети в годы войны.
Школа и дети в годы войны.