- Методы организации производства

Содержание
- 2. Различают следующие основные методы организации производства:
- 3. Каждый из методов организационного построения предполагает совокупность предпочтительных ему форм организации производства. Целесообразность применения той или
- 4. 1. Метод организации индивидуального производства Метод организации индивидуального производства используется в условиях единичного выпуска продукции или
- 5. Основные стадии организации индивидуального производства: - определение типов и количества станков, необходимых для выполнения заданной производственной
- 6. 2. Метод организации поточного производства Метод организации поточного производства используется при изготовлении изделий одного наименования или
- 7. Поточный метод можно применять при соблюдении следующих условий: - объём выпуска продукции достаточной большой и не
- 8. Организация поточного производства связана с проведением ряда расчётов и подготовительных работ: - определение объёма выпуска продукции
- 9. 3. Метод групповой организации производства Метод групповой организации производства применяется в случае ограниченной номенклатуры конструктивно и
- 10. Характерные признаки групповой организации производства: - подетальная специализация производственных подразделений; - запуск деталей в производство партиями
- 11. Основные этапы организации группового производства: - конструктивно-технологическая классификация деталей; - определение потребности в оборудовании; - определение
- 12. 4. Метод организации синхронизированного производства Метод организации синхронизированного производства интегрирует ряд традиционных функций организации производственных процессов:
- 13. Основные правила организации синхронизированного производства: - изготовление продукции мелкими партиями; - формирование серий деталей и применение
- 14. Управление ходом производственного процесса осуществляется по следующим принципам: - объём, номенклатура и сроки выполнения задания определяются
- 15. Метод синхронизированного производства предполагает внедрение системы комплексного управления качеством, которая основывается на соблюдении определённых принципов, включающих:
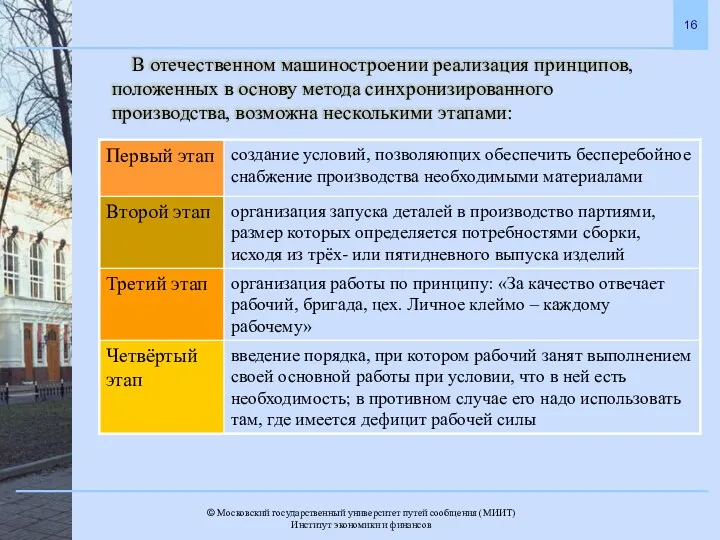
- 16. В отечественном машиностроении реализация принципов, положенных в основу метода синхронизированного производства, возможна несколькими этапами:
- 17. 5. Метод организации автоматизированного производства Отличительной особенностью данного метода является использование в организации и управлении производством
- 18. Компьютеризированное производство (Computer-aided manufacturing – САМ) характеризуется использованием компьютеров в управлении процессом изготовления продукции, начиная от
- 19. Гибкая производственная система (Flexible Manufacturing System – FMS) представляет собой комплекс механизмов, разработанный для цикличного производственного
- 20. Интегрированное компьютерное производство (Computer Integrated Manufacturing – CIM) представляет собой систему, связывающую воедино с помощью компьютерной
- 21. Спасибо за внимание
- 23. Скачать презентацию
Различают следующие основные методы организации производства:
Различают следующие основные методы организации производства:
Каждый из методов организационного построения предполагает совокупность предпочтительных ему форм
Каждый из методов организационного построения предполагает совокупность предпочтительных ему форм
1. Метод организации индивидуального производства
Метод организации индивидуального производства используется в
1. Метод организации индивидуального производства
Метод организации индивидуального производства используется в
Основные стадии организации индивидуального производства:
- определение типов и количества
Основные стадии организации индивидуального производства:
- определение типов и количества
2. Метод организации поточного производства
Метод организации поточного производства используется
2. Метод организации поточного производства
Метод организации поточного производства используется
Поточный метод можно применять при соблюдении следующих условий:
- объём
Поточный метод можно применять при соблюдении следующих условий:
- объём
Организация поточного производства связана с проведением ряда расчётов и подготовительных
Организация поточного производства связана с проведением ряда расчётов и подготовительных
3. Метод групповой организации производства
Метод групповой организации производства применяется в
3. Метод групповой организации производства
Метод групповой организации производства применяется в
Характерные признаки групповой организации производства:
- подетальная специализация производственных подразделений;
Характерные признаки групповой организации производства:
- подетальная специализация производственных подразделений;
Основные этапы организации группового производства:
- конструктивно-технологическая классификация деталей;
-
Основные этапы организации группового производства:
- конструктивно-технологическая классификация деталей;
-
4. Метод организации синхронизированного производства
Метод организации синхронизированного производства интегрирует ряд
4. Метод организации синхронизированного производства
Метод организации синхронизированного производства интегрирует ряд
Основные правила организации синхронизированного производства:
- изготовление продукции мелкими партиями;
Основные правила организации синхронизированного производства:
- изготовление продукции мелкими партиями;
Управление ходом производственного процесса осуществляется по следующим принципам:
- объём,
Управление ходом производственного процесса осуществляется по следующим принципам:
- объём,
Метод синхронизированного производства предполагает внедрение системы комплексного управления качеством, которая
Метод синхронизированного производства предполагает внедрение системы комплексного управления качеством, которая
В отечественном машиностроении реализация принципов, положенных в основу метода синхронизированного
В отечественном машиностроении реализация принципов, положенных в основу метода синхронизированного
5. Метод организации автоматизированного производства
Отличительной особенностью данного метода является использование
5. Метод организации автоматизированного производства
Отличительной особенностью данного метода является использование
Компьютеризированное производство (Computer-aided manufacturing – САМ) характеризуется использованием компьютеров в
Компьютеризированное производство (Computer-aided manufacturing – САМ) характеризуется использованием компьютеров в
Гибкая производственная система (Flexible Manufacturing System – FMS) представляет собой
Гибкая производственная система (Flexible Manufacturing System – FMS) представляет собой
Интегрированное компьютерное производство (Computer Integrated Manufacturing – CIM) представляет собой
Интегрированное компьютерное производство (Computer Integrated Manufacturing – CIM) представляет собой
Спасибо за внимание
Спасибо за внимание
 Презентация Сочи Олимпийский
Презентация Сочи Олимпийский Где вода-там жизнь
Где вода-там жизнь Созылмалы науқасқа арналған мектептің жұмысы және оны ұйымдастыру
Созылмалы науқасқа арналған мектептің жұмысы және оны ұйымдастыру Кроссворд по информатике
Кроссворд по информатике Конспект НОД по ПДД Приключения Торопыжки
Конспект НОД по ПДД Приключения Торопыжки Микроконтроллеры и ПЛИС
Микроконтроллеры и ПЛИС Понятие, система, задачи, принципы уголовного права. Уголовная политика. Наука уголовного права
Понятие, система, задачи, принципы уголовного права. Уголовная политика. Наука уголовного права 6 класс: Движения земли
6 класс: Движения земли Детальное обследование технического состояния элементов летного поля
Детальное обследование технического состояния элементов летного поля Indefinite article
Indefinite article Всероссийская проверочная работа. История. 5 класс
Всероссийская проверочная работа. История. 5 класс Микроконтроллеры Atmel
Микроконтроллеры Atmel Федеральный проект партии Единая Россия Детский спорт
Федеральный проект партии Единая Россия Детский спорт Инфекции, связанные с медицинской помощью. (Модуль 11)
Инфекции, связанные с медицинской помощью. (Модуль 11) Женщины герои ВОВ
Женщины герои ВОВ Здоровый образ жизни
Здоровый образ жизни Приборы радиационной, химической разведки
Приборы радиационной, химической разведки Насыщенный и ненасыщенныей пар
Насыщенный и ненасыщенныей пар Презентация Я люблю тебя, Россия!
Презентация Я люблю тебя, Россия! Конкурс Социальная Звезда- 2018. Мальчишник -2018
Конкурс Социальная Звезда- 2018. Мальчишник -2018 Электролиз
Электролиз Рассылки сообщений в ВКонтакте
Рассылки сообщений в ВКонтакте Нормативно-правовое регулирование реализации образовательных программ в сетевой форме
Нормативно-правовое регулирование реализации образовательных программ в сетевой форме Презентация Играем со звуком [с].
Презентация Играем со звуком [с]. Таблица-сравнение видеокарт
Таблица-сравнение видеокарт Конвенция о правах ребенка
Конвенция о правах ребенка Правила приема на обучение по программам высшего образования в Московский педагогический государственный университет
Правила приема на обучение по программам высшего образования в Московский педагогический государственный университет Контрольно – измерительные приборы
Контрольно – измерительные приборы