Моделирование конструктивных и технологических решений элементов технологического процесса изготовления швейных изделий презентация
- Моделирование конструктивных и технологических решений элементов технологического процесса изготовления швейных изделий

Содержание
- 2. Цель работы: Освоение методов синтеза конструктивных и технологических решений элементов внешней структуры ТПШИ Содержание работы: 1.
- 3. МЕТОДИЧЕСКИЕ УКАЗАНИЯ Предлагаемая к выполнению практическая работа посвящена моделированию элементов внешней структуры технологического процесса - конструктивно-технологических
- 4. Функция КТМ отражает конечный результат воздействия средств труда на предметы труда посредством выполнения технологических операций модуля
- 5. Проектирование КР КТМ можно проводить разными способами Для изучения механизма процесса формирования конструктивного решения лучше использовать
- 6. По признаку Ж (количество обрабатываемых деталей) можно установить, сколько деталей участвуют в технологических операциях модуля одновременно
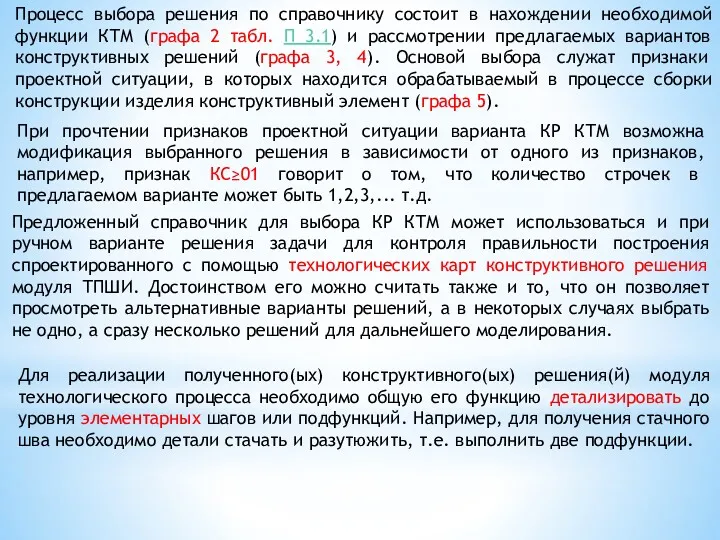
- 7. Процесс выбора решения по справочнику состоит в нахождении необходимой функции КТМ (графа 2 табл. П 3.1)
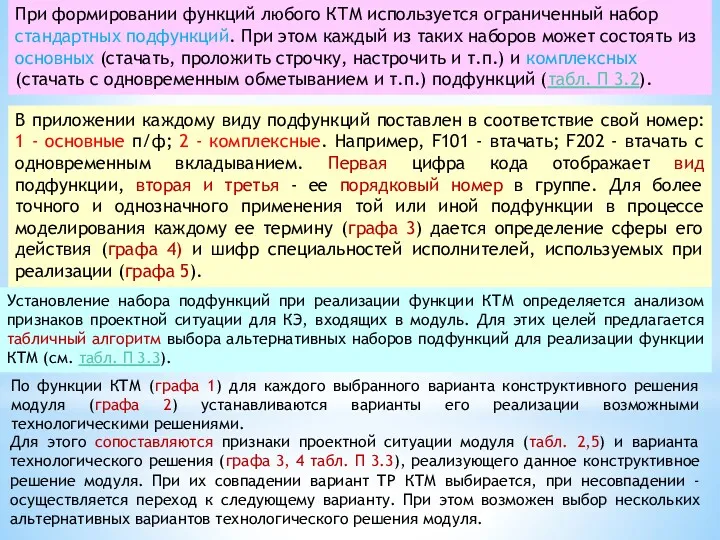
- 8. При формировании функций любого КТМ используется ограниченный набор стандартных подфункций. При этом каждый из таких наборов
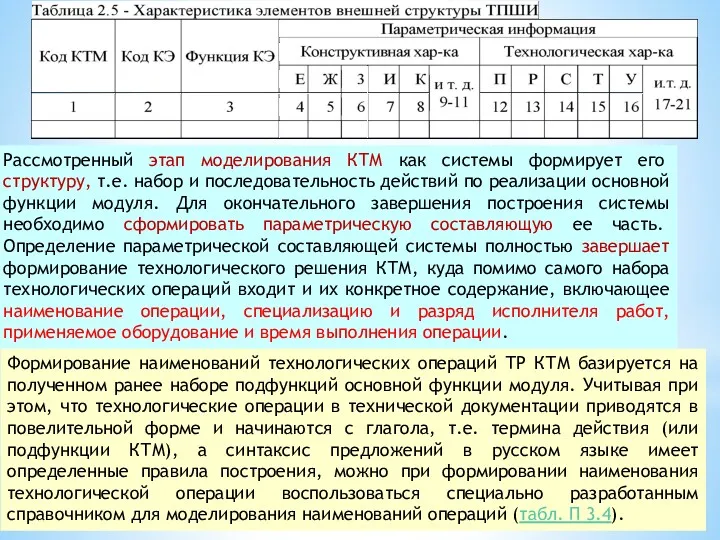
- 9. Рассмотренный этап моделирования КТМ как системы формирует его структуру, т.е. набор и последовательность действий по реализации
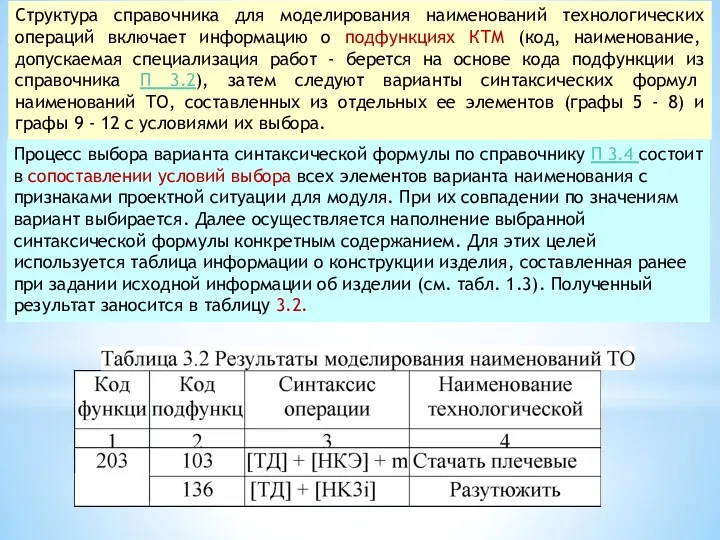
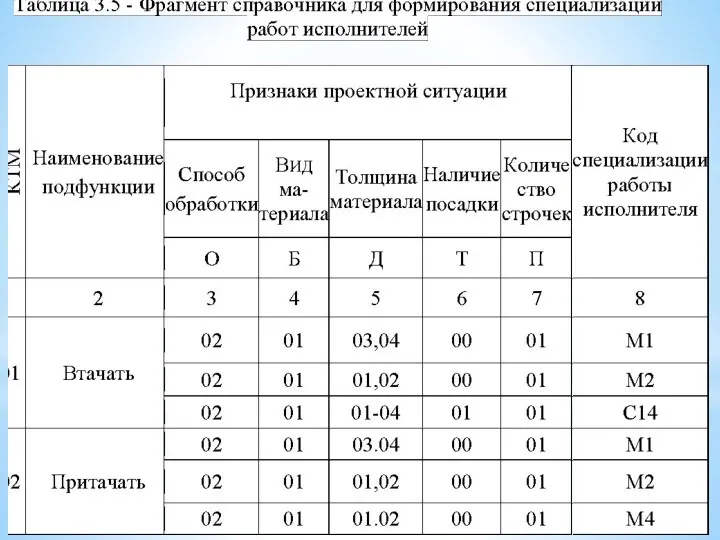
- 10. Структура справочника для моделирования наименований технологических операций включает информацию о подфункциях КТМ (код, наименование, допускаемая специализация
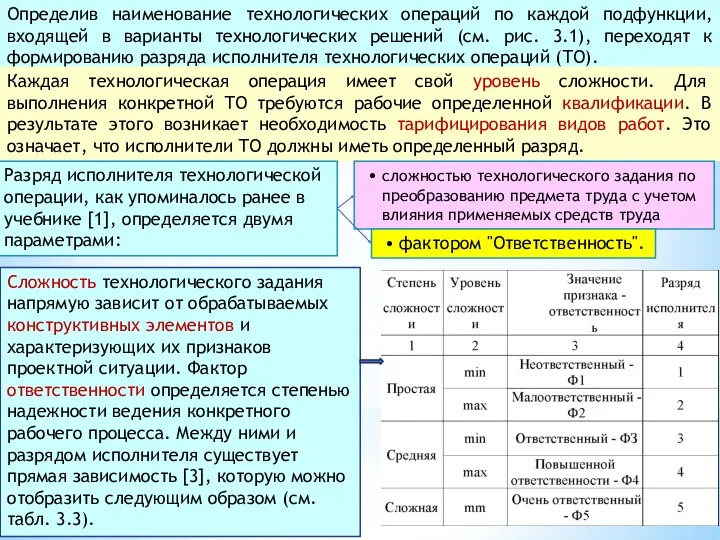
- 11. Определив наименование технологических операций по каждой подфункции, входящей в варианты технологических решений (см. рис. 3.1), переходят
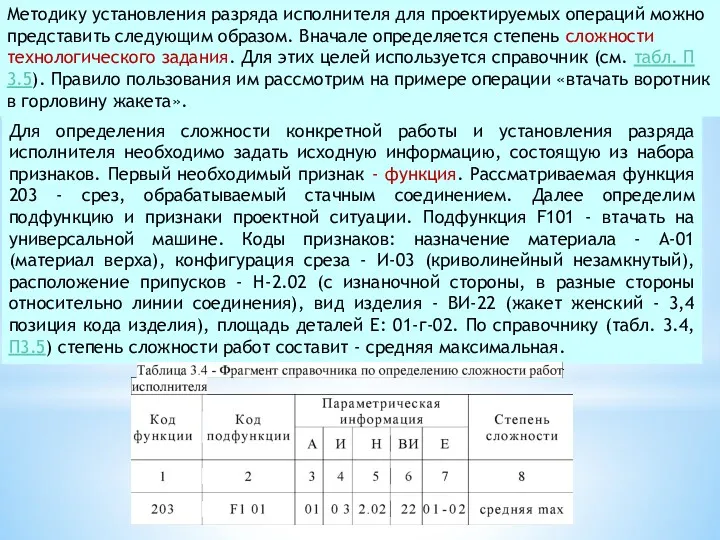
- 12. Методику установления разряда исполнителя для проектируемых операций можно представить следующим образом. Вначале определяется степень сложности технологического
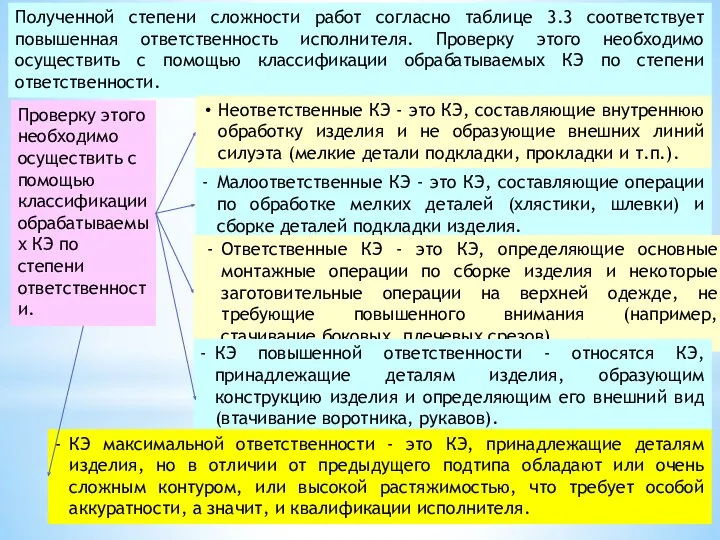
- 13. Полученной степени сложности работ согласно таблице 3.3 соответствует повышенная ответственность исполнителя. Проверку этого необходимо осуществить с
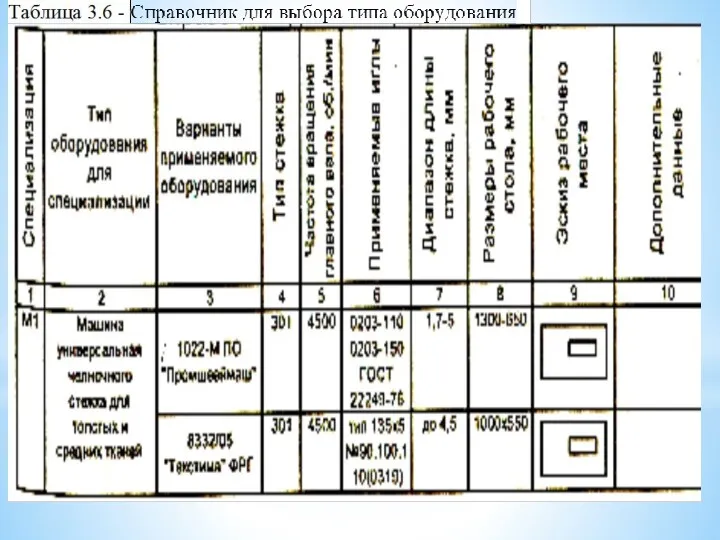
- 14. Следующим этапом моделирования TP КТМ будет выбор оборудования и специализации работ исполнителя Методике процесс выбора типа
- 18. Скачать презентацию
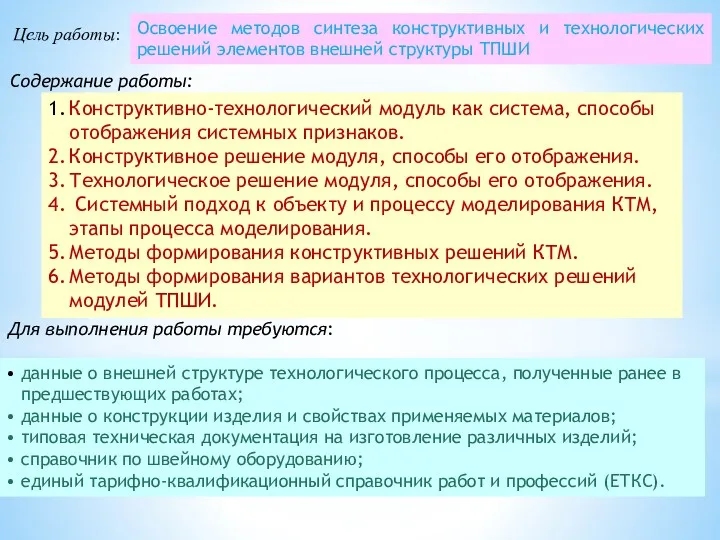
Цель работы:
Освоение методов синтеза конструктивных и технологических решений элементов внешней структуры
Цель работы:
Освоение методов синтеза конструктивных и технологических решений элементов внешней структуры

МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Предлагаемая к выполнению практическая работа посвящена моделированию элементов внешней
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Предлагаемая к выполнению практическая работа посвящена моделированию элементов внешней
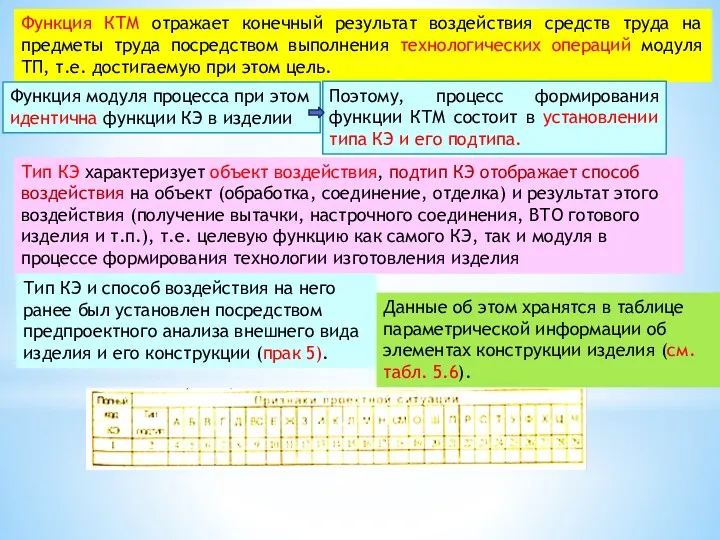
Функция КТМ отражает конечный результат воздействия средств труда на предметы труда
Функция КТМ отражает конечный результат воздействия средств труда на предметы труда
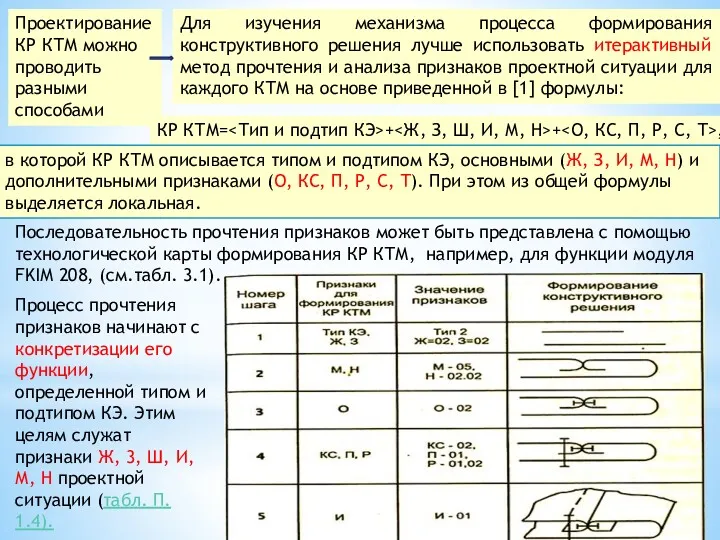
Проектирование КР КТМ можно проводить разными способами
Для изучения механизма процесса формирования
Проектирование КР КТМ можно проводить разными способами
Для изучения механизма процесса формирования
По признаку Ж (количество обрабатываемых деталей) можно установить, сколько деталей участвуют
По признаку Ж (количество обрабатываемых деталей) можно установить, сколько деталей участвуют
Процесс выбора решения по справочнику состоит в нахождении необходимой функции КТМ
Процесс выбора решения по справочнику состоит в нахождении необходимой функции КТМ
При формировании функций любого КТМ используется ограниченный набор стандартных подфункций. При
При формировании функций любого КТМ используется ограниченный набор стандартных подфункций. При
Рассмотренный этап моделирования КТМ как системы формирует его структуру, т.е. набор
Рассмотренный этап моделирования КТМ как системы формирует его структуру, т.е. набор
Структура справочника для моделирования наименований технологических операций включает информацию о подфункциях
Структура справочника для моделирования наименований технологических операций включает информацию о подфункциях
Определив наименование технологических операций по каждой подфункции, входящей в варианты технологических
Определив наименование технологических операций по каждой подфункции, входящей в варианты технологических
Методику установления разряда исполнителя для проектируемых операций можно представить следующим образом.
Методику установления разряда исполнителя для проектируемых операций можно представить следующим образом.
Полученной степени сложности работ согласно таблице 3.3 соответствует повышенная ответственность исполнителя.
Полученной степени сложности работ согласно таблице 3.3 соответствует повышенная ответственность исполнителя.
Следующим этапом моделирования TP КТМ будет выбор оборудования и специализации работ
Следующим этапом моделирования TP КТМ будет выбор оборудования и специализации работ
 Орган слуха, равновесия. Тестирование
Орган слуха, равновесия. Тестирование O’zbekistonda neft va gaz sanoatining tarixi, rivojlanish bosqichlar va istiqbollari
O’zbekistonda neft va gaz sanoatining tarixi, rivojlanish bosqichlar va istiqbollari В память о Великой войне и ее героях ст. Крымской
В память о Великой войне и ее героях ст. Крымской Занимательная атмосфера
Занимательная атмосфера Дигибридное скрещивание
Дигибридное скрещивание Методика расследования изнасилований
Методика расследования изнасилований Analisis of the natural moving the population
Analisis of the natural moving the population Устройство сверлильного станка
Устройство сверлильного станка Маркетинговые коммуникации в образовании
Маркетинговые коммуникации в образовании День гимназиста
День гимназиста Сравнение условий строительства автомобильных и железнодорожных магистралей в Финляндии и России
Сравнение условий строительства автомобильных и железнодорожных магистралей в Финляндии и России Организация ремонта колесных пар в локомотивном депо
Организация ремонта колесных пар в локомотивном депо Роль Д.А.Поспелова в отечественной кибернетике и искусственном интеллекте
Роль Д.А.Поспелова в отечественной кибернетике и искусственном интеллекте Гигиена и здоровье
Гигиена и здоровье Презентация Индийский океан
Презентация Индийский океан Презентация к классному часу по теме Отечественная война 1812 года
Презентация к классному часу по теме Отечественная война 1812 года Топливная промышленность России
Топливная промышленность России 24 мая – День славянской письменности и культуры
24 мая – День славянской письменности и культуры Религиозная организация христиан веры евангельской (пятидесятников), г. Ярославля
Религиозная организация христиан веры евангельской (пятидесятников), г. Ярославля Сравнение обыкновенных дробей
Сравнение обыкновенных дробей Презентация НОД Путешествие по русским народным сказкам
Презентация НОД Путешествие по русским народным сказкам Рынки. Рынок ценных бумаг. (Урок 11-12)
Рынки. Рынок ценных бумаг. (Урок 11-12) 9 Мая - День Победы (открытки учеников)
9 Мая - День Победы (открытки учеников) Урок внеклассного чтения В свои стихи я вкладываю душу
Урок внеклассного чтения В свои стихи я вкладываю душу Лента Мёбиуса
Лента Мёбиуса Сервисный тренинг EXD06 Экспертный тренинг
Сервисный тренинг EXD06 Экспертный тренинг Презентация сложение целых чисел
Презентация сложение целых чисел Взаимодействие лазерного излучения с веществом: спектроскопия и фазовое управление молекулярными колебаниями. Лекция 4
Взаимодействие лазерного излучения с веществом: спектроскопия и фазовое управление молекулярными колебаниями. Лекция 4