- Надёжность сложных систем

Содержание
- 2. Резервный элемент – элемент, предназначенный для обеспечения работоспособности объекта в случае отказа основного элемента. Кратность резервирования
- 3. 6.2. Вероятность безотказной работы систем: 6.2.1. С последовательным соединением элементов – это соединение, при котором отказ
- 4. Зная вероятность безотказности работы Р1, Р2…Рn, находим общую вероятность безотказной работы системы [130] Вероятность отказа в
- 5. 6.2.2. При параллельном соединении элементов Параллельное соединение – это совокупность элементов работоспособность которых нарушается только при
- 6. В этом случае вероятность совместного появления всех отказов q(t) будет: Поэтому безотказность системы вычисляется: [132] [133]
- 7. Параллельное соединение необходимо в том случае, если в этом есть большая необходимость (две фары, тормоза –
- 8. Методика расчёта Р(t) и q(t) 1 – Рпар 2 – Рпосл Пример: 1 2 3 4
- 9. Рпар=1-(1-Рi)n Рi=0,9=Р1=Р2… - вероятность безотказной работы каждого элемента Р1-4=1-(1-Р1)4=1-(1-0,9)4=1-0,0001=0,9999 Р7-8=1-(1-Р7)2=1-(1-0,9)2=1-0,01=0,99 Ра= Р1-4*Р5*Р6*Р7-8*Р9=0,9999*0,9*0,9*0,99*0,9= =0,72
- 10. Если бы не было параллельных элементов, то Ра= Р1*Р5*Р6*Р7*Р9=Р15=0,95=0,6 т.е. Ра пар>Ра посл Кроме того применяют
- 11. 6.3. Надёжность типовых элементов машин 1 валов 2 соединений с натягом 3 резьбовых соединений 4 сварных
- 12. 7. Методы повышения надёжности 7.1. Обеспечение высокого первоначального уровня надёжности машин при конструировании машин. 7.1.1. Выбор
- 13. Широко используют конструкционные стали (19…51%), низколегированные (29…63%), серый чугун (18…29%), а также сплавы на основе алюминия,
- 14. Для каждой детали учитывают: а) условие работы б) вид изнашивания г) точность изготовления Коленвал → высокая
- 15. 7.1.2. Обеспечение нормальных условий работы деталей Для длительной и нормальной работы деталей прежде всего определяют: а)
- 16. Во многих случаях конструкторы стремятся заменить некоторые детали малой надёжности, деталями более высокой надёжности. Пример: Замена
- 17. 7.1.3. Снижение концентрации напряжений При проектировании особое внимание следует уделить на галтели, надрезы, канавки и детали
- 18. Необходимо регулировать температуру в узлах трения и агрегатах при помощи: а) воды, воздуха; б) картерного масла;
- 19. 7.1.5. Обеспечение хороших условий смазывания трущихся поверхностей. Необходимо повышать качество смазочных материалов для с.-х. техники за
- 20. 7.1.6. Создание эффективных устройств для очистки воздуха, топлива, смазки. В современных двигателях применяют эффективные средства: а)
- 21. 7.1.7. Улучшение конструкций и материалов уплотнительных устройств. Повышает долговечность, т.к. длительное время с.-х. машины работают на
- 22. 7.1.8. Обеспечение достаточной жёсткости базовых деталей. Базовые детали (рамы, блоки, корпуса коробок, задних мостов и т.д.)
- 23. 7.1.9. Другие мероприятия: а) гидравлическое натяжение гусениц (Т-130); б) применение двухслойных пальцев гусениц (со слоем из
- 24. 7.2. Технологические методы обеспечения доремонтного уровня надёжности машин. 7.2.1. Обеспечение необходимой точности и качества изготовления деталей.
- 25. В машиностроении стремятся к повышению качества поверхностей, при этом уменьшается их шероховатость к искажению макрогеометрии. 7.2.1.
- 26. д) смятие поверхностей: 1) пластическая деформация; 2) раскатывание; 3) обкатывание; 4) виброобкатка; е) электрические методы: 1)
- 27. Критерии оценки качества поверхности: 1) поверхность фактического контакта; 2) радиусы закругления вершин и впадин микронеровностей; 3)
- 28. Рис. 54 Схема вибронакатывающей установки и поверхности детали после обработки.
- 29. Упрочнение деталей – это основной метод, применяемый в с.-х. машиностроении Применяют термическую обработку для улучшения поверхности
- 30. Повышение долговечности деталей нанесением на рабочие поверхности износостойких наплавленных слоёв (лемехи, лапы культива- торов и т.д.)
- 31. 7.2.4. Другие мероприятия 1) Термомеханические упрочнения; 2) Применение для изготовления кованных заготовок; 3) Изготовление деталей методом
- 32. Комплекс мероприятий по повышению качества отдельных деталей и узлов позволит добиться значительного повышения доремонтного технического ресурса
- 33. Перспективными являются: 1) Эффект аномально низкого трения для случая космического пространства. Снижение коэффициента сухого трения в
- 34. 4) Применение лазера для обработки шеек коленвала. Нагрев детали до жидкого состояния и перевод слоя толщиной
- 35. 7.3 Технологические методы обеспечения послеремонтного уровня надёжности. Обеспечение высокого уровня надёжности отремонтированных деталей является одной из
- 36. Необходимо хорошо сохранять детали, поступающие для восстановления, иначе это превратится в металлолом. При разборке не ломать
- 37. 7.3.2. Внедрение на ремонтных предприятиях эффективной мойки и очистки. Это одно из наиболее решающих условий обеспечения
- 38. 7.3.3. Контроль и дефектация изношенных деталей. Необходимо применять новые, более точные приборы для обеспечения наибольшего срока
- 39. Применяют: пробки, калибры, скобы, индикаторы, микрометры – обеспечивают повышение точности измерений до 0,01…0,0001 мм. Коленвалы, блоки,
- 40. 7.3.4. Сплошной контроль размеров и геометрии рабочих поверхностей базовых деталей В результате строения материала, износов и
- 41. 7.3.5. Тщательный весовой и размерный подбор деталей цилиндро-поршневой группы. Это необходимо для хорошей работы двигателя, т.к.
- 42. 7.3.7. Обеспечение регламентированных посадок, усилий затяжки и сборки резьбовых соединений. Определены типовой технологией сборки. 7.3.8. Стендовая
- 43. 7.4. Обеспечение и повышение надёжности при эксплуатации техники. Условия эксплуатации машин решающе влияют на показатели их
- 44. При этом необходимо контролировать работу всех узлов и механизмов. Проводить ТО, 3 раза менять масло в
- 45. 7.4.3. Проведение техосмотров и технической диагностики состояния машин. Техосмотры проводят 1-2 раза в год. Диагностику проводят
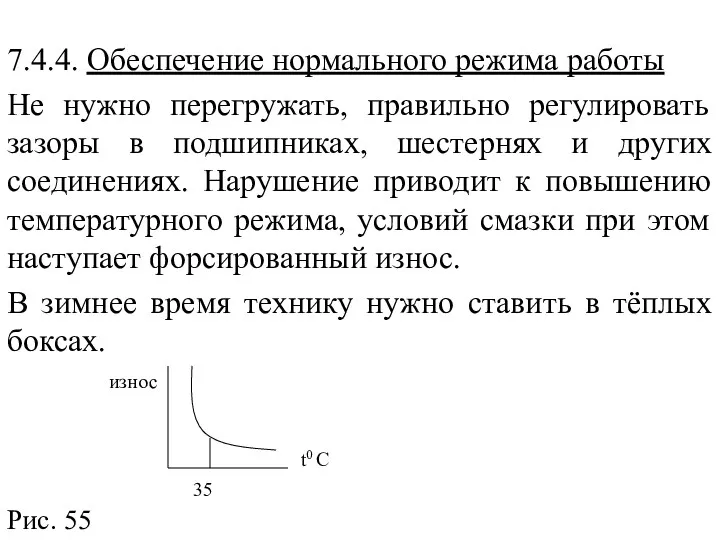
- 46. 7.4.4. Обеспечение нормального режима работы Не нужно перегружать, правильно регулировать зазоры в подшипниках, шестернях и других
- 47. 7.4.5. Соблюдение установленных правил хранения. Иметь специальные помещения, подставки, подкладки и т.д. Применять защитные смазки ЦИАТИМ-202,
- 49. Скачать презентацию
Резервный элемент – элемент, предназначенный для обеспечения работоспособности объекта в случае
Резервный элемент – элемент, предназначенный для обеспечения работоспособности объекта в случае
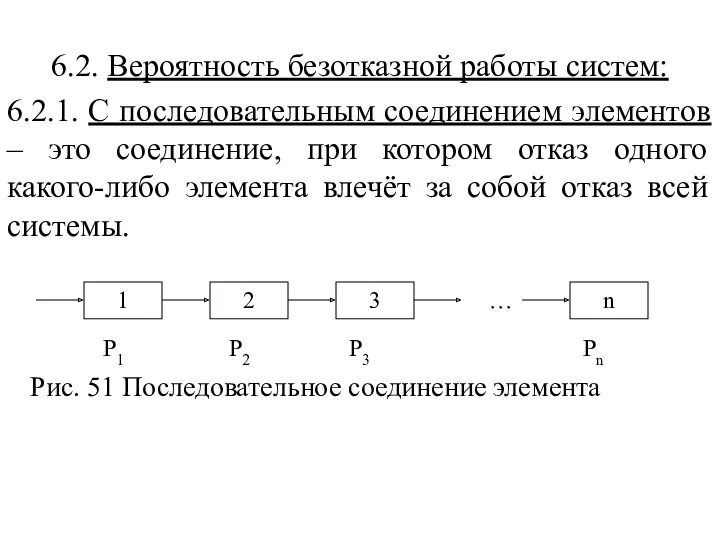
6.2. Вероятность безотказной работы систем:
6.2.1. С последовательным соединением элементов – это
6.2. Вероятность безотказной работы систем:
6.2.1. С последовательным соединением элементов – это
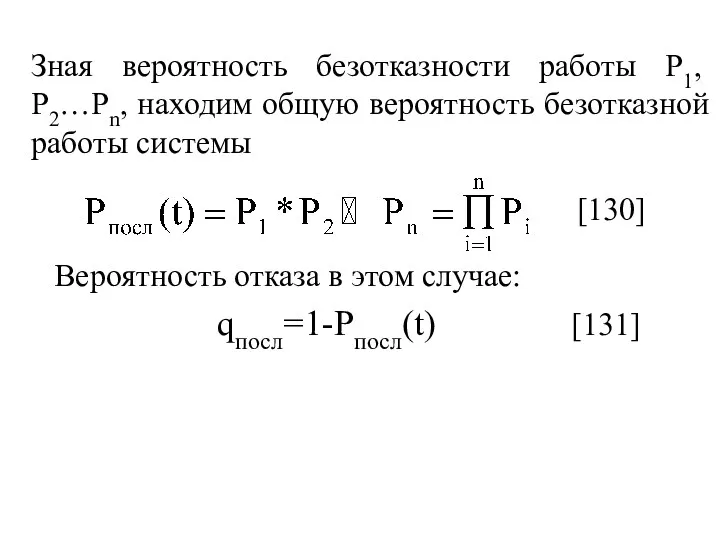
Зная вероятность безотказности работы Р1, Р2…Рn, находим общую вероятность безотказной работы
Зная вероятность безотказности работы Р1, Р2…Рn, находим общую вероятность безотказной работы
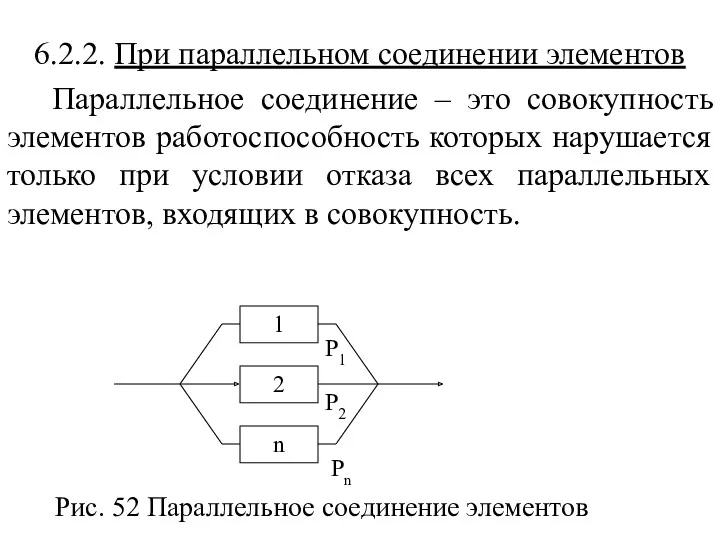
6.2.2. При параллельном соединении элементов
Параллельное соединение – это совокупность элементов
6.2.2. При параллельном соединении элементов
Параллельное соединение – это совокупность элементов
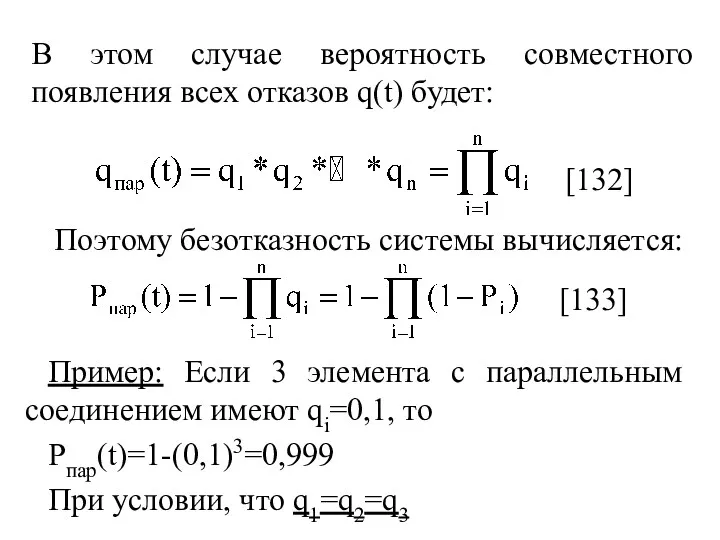
В этом случае вероятность совместного появления всех отказов q(t) будет:
Поэтому безотказность
В этом случае вероятность совместного появления всех отказов q(t) будет:
Поэтому безотказность
Параллельное соединение необходимо в том случае, если в этом есть большая
Параллельное соединение необходимо в том случае, если в этом есть большая
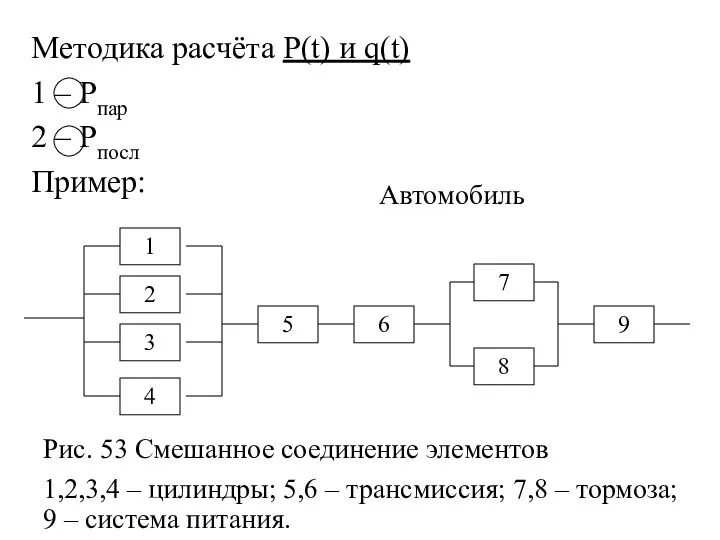
Методика расчёта Р(t) и q(t)
1 – Рпар
2 – Рпосл
Пример:
1
2
3
4
5
6
7
8
9
Автомобиль
Рис. 53 Смешанное
Методика расчёта Р(t) и q(t)
1 – Рпар
2 – Рпосл
Пример:
1
2
3
4
5
6
7
8
9
Автомобиль
Рис. 53 Смешанное
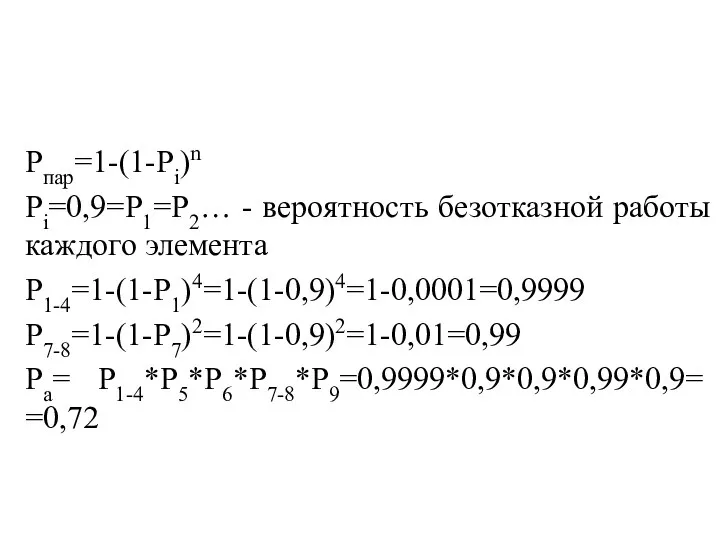
Рпар=1-(1-Рi)n
Рi=0,9=Р1=Р2… - вероятность безотказной работы каждого элемента
Р1-4=1-(1-Р1)4=1-(1-0,9)4=1-0,0001=0,9999
Р7-8=1-(1-Р7)2=1-(1-0,9)2=1-0,01=0,99
Ра= Р1-4*Р5*Р6*Р7-8*Р9=0,9999*0,9*0,9*0,99*0,9= =0,72
Рпар=1-(1-Рi)n
Рi=0,9=Р1=Р2… - вероятность безотказной работы каждого элемента
Р1-4=1-(1-Р1)4=1-(1-0,9)4=1-0,0001=0,9999
Р7-8=1-(1-Р7)2=1-(1-0,9)2=1-0,01=0,99
Ра= Р1-4*Р5*Р6*Р7-8*Р9=0,9999*0,9*0,9*0,99*0,9= =0,72
Если бы не было параллельных элементов, то
Ра= Р1*Р5*Р6*Р7*Р9=Р15=0,95=0,6
т.е. Ра пар>Ра посл
Кроме
Если бы не было параллельных элементов, то
Ра= Р1*Р5*Р6*Р7*Р9=Р15=0,95=0,6
т.е. Ра пар>Ра посл
Кроме
6.3. Надёжность типовых элементов машин
1 валов
2 соединений с натягом
3 резьбовых соединений
4
6.3. Надёжность типовых элементов машин
1 валов
2 соединений с натягом
3 резьбовых соединений
4
7. Методы повышения надёжности
7.1. Обеспечение высокого первоначального уровня надёжности машин при
7. Методы повышения надёжности
7.1. Обеспечение высокого первоначального уровня надёжности машин при
Широко используют конструкционные стали (19…51%), низколегированные (29…63%), серый чугун (18…29%), а
Широко используют конструкционные стали (19…51%), низколегированные (29…63%), серый чугун (18…29%), а
Для каждой детали учитывают:
а) условие работы
б) вид изнашивания
г) точность изготовления
Коленвал →
Для каждой детали учитывают:
а) условие работы
б) вид изнашивания
г) точность изготовления
Коленвал →
7.1.2. Обеспечение нормальных условий работы деталей
Для длительной и нормальной работы деталей
7.1.2. Обеспечение нормальных условий работы деталей
Для длительной и нормальной работы деталей
Во многих случаях конструкторы стремятся заменить некоторые детали малой надёжности, деталями
Во многих случаях конструкторы стремятся заменить некоторые детали малой надёжности, деталями
7.1.3. Снижение концентрации напряжений
При проектировании особое внимание следует уделить на галтели,
7.1.3. Снижение концентрации напряжений
При проектировании особое внимание следует уделить на галтели,
Необходимо регулировать температуру в узлах трения и агрегатах при помощи:
а) воды,
Необходимо регулировать температуру в узлах трения и агрегатах при помощи:
а) воды,
7.1.5. Обеспечение хороших условий смазывания трущихся поверхностей.
Необходимо повышать качество смазочных материалов
7.1.5. Обеспечение хороших условий смазывания трущихся поверхностей.
Необходимо повышать качество смазочных материалов
7.1.6. Создание эффективных устройств для очистки воздуха, топлива, смазки.
В современных двигателях
7.1.6. Создание эффективных устройств для очистки воздуха, топлива, смазки.
В современных двигателях
7.1.7. Улучшение конструкций и материалов уплотнительных устройств.
Повышает долговечность, т.к. длительное время
7.1.7. Улучшение конструкций и материалов уплотнительных устройств.
Повышает долговечность, т.к. длительное время
7.1.8. Обеспечение достаточной жёсткости базовых деталей.
Базовые детали (рамы, блоки, корпуса коробок,
7.1.8. Обеспечение достаточной жёсткости базовых деталей.
Базовые детали (рамы, блоки, корпуса коробок,
7.1.9. Другие мероприятия:
а) гидравлическое натяжение гусениц (Т-130);
б) применение двухслойных пальцев гусениц
7.1.9. Другие мероприятия:
а) гидравлическое натяжение гусениц (Т-130);
б) применение двухслойных пальцев гусениц
7.2. Технологические методы обеспечения доремонтного уровня надёжности машин.
7.2.1. Обеспечение необходимой точности
7.2. Технологические методы обеспечения доремонтного уровня надёжности машин.
7.2.1. Обеспечение необходимой точности
В машиностроении стремятся к повышению качества поверхностей, при этом уменьшается их
В машиностроении стремятся к повышению качества поверхностей, при этом уменьшается их
д) смятие поверхностей:
1) пластическая деформация;
2) раскатывание;
3) обкатывание;
4)
д) смятие поверхностей:
1) пластическая деформация;
2) раскатывание;
3) обкатывание;
4)
Критерии оценки качества поверхности:
1) поверхность фактического контакта;
2) радиусы закругления вершин и
Критерии оценки качества поверхности:
1) поверхность фактического контакта;
2) радиусы закругления вершин и
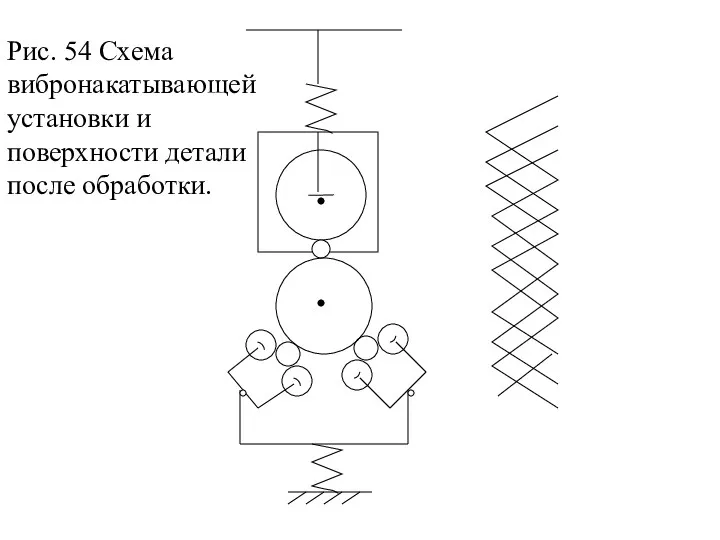
Рис. 54 Схема вибронакатывающей установки и поверхности детали после обработки.
Рис. 54 Схема вибронакатывающей установки и поверхности детали после обработки.
Упрочнение деталей – это основной метод, применяемый в с.-х. машиностроении
Применяют термическую
Упрочнение деталей – это основной метод, применяемый в с.-х. машиностроении
Применяют термическую
Повышение долговечности деталей нанесением на рабочие поверхности износостойких наплавленных слоёв (лемехи,
Повышение долговечности деталей нанесением на рабочие поверхности износостойких наплавленных слоёв (лемехи,
7.2.4. Другие мероприятия
1) Термомеханические упрочнения;
2) Применение для изготовления кованных заготовок;
3)
7.2.4. Другие мероприятия
1) Термомеханические упрочнения;
2) Применение для изготовления кованных заготовок;
3)
Комплекс мероприятий по повышению качества отдельных деталей и узлов позволит добиться
Комплекс мероприятий по повышению качества отдельных деталей и узлов позволит добиться
Перспективными являются:
1) Эффект аномально низкого трения для случая космического пространства. Снижение
Перспективными являются:
1) Эффект аномально низкого трения для случая космического пространства. Снижение
4) Применение лазера для обработки шеек коленвала. Нагрев детали до жидкого
4) Применение лазера для обработки шеек коленвала. Нагрев детали до жидкого
7.3 Технологические методы обеспечения послеремонтного уровня надёжности.
Обеспечение высокого уровня надёжности отремонтированных
7.3 Технологические методы обеспечения послеремонтного уровня надёжности.
Обеспечение высокого уровня надёжности отремонтированных
Необходимо хорошо сохранять детали, поступающие для восстановления, иначе это превратится в
Необходимо хорошо сохранять детали, поступающие для восстановления, иначе это превратится в
7.3.2. Внедрение на ремонтных предприятиях эффективной мойки и очистки.
Это одно из
7.3.2. Внедрение на ремонтных предприятиях эффективной мойки и очистки.
Это одно из
7.3.3. Контроль и дефектация изношенных деталей.
Необходимо применять новые, более точные приборы
7.3.3. Контроль и дефектация изношенных деталей.
Необходимо применять новые, более точные приборы
Применяют: пробки, калибры, скобы, индикаторы, микрометры – обеспечивают повышение точности измерений
Применяют: пробки, калибры, скобы, индикаторы, микрометры – обеспечивают повышение точности измерений
7.3.4. Сплошной контроль размеров и геометрии рабочих поверхностей базовых деталей
В результате
7.3.4. Сплошной контроль размеров и геометрии рабочих поверхностей базовых деталей
В результате
7.3.5. Тщательный весовой и размерный подбор деталей цилиндро-поршневой группы.
Это необходимо для
7.3.5. Тщательный весовой и размерный подбор деталей цилиндро-поршневой группы.
Это необходимо для
7.3.7. Обеспечение регламентированных посадок, усилий затяжки и сборки резьбовых соединений.
Определены типовой
7.3.7. Обеспечение регламентированных посадок, усилий затяжки и сборки резьбовых соединений.
Определены типовой
7.4. Обеспечение и повышение надёжности при эксплуатации техники.
Условия эксплуатации машин решающе
7.4. Обеспечение и повышение надёжности при эксплуатации техники.
Условия эксплуатации машин решающе
При этом необходимо контролировать работу всех узлов и механизмов. Проводить ТО,
При этом необходимо контролировать работу всех узлов и механизмов. Проводить ТО,
7.4.3. Проведение техосмотров и технической диагностики состояния машин.
Техосмотры проводят 1-2 раза
7.4.3. Проведение техосмотров и технической диагностики состояния машин.
Техосмотры проводят 1-2 раза
7.4.4. Обеспечение нормального режима работы
Не нужно перегружать, правильно регулировать зазоры в
7.4.4. Обеспечение нормального режима работы
Не нужно перегружать, правильно регулировать зазоры в
7.4.5. Соблюдение установленных правил хранения.
Иметь специальные помещения, подставки, подкладки и т.д.
Применять
7.4.5. Соблюдение установленных правил хранения.
Иметь специальные помещения, подставки, подкладки и т.д.
Применять
 Классный час. Тема: День защитника отечества 4 класс
Классный час. Тема: День защитника отечества 4 класс Презентация ХРАМЫ МОСКОВСКОГО КРЕМЛЯ
Презентация ХРАМЫ МОСКОВСКОГО КРЕМЛЯ Prezentatsia_k_VKR
Prezentatsia_k_VKR Астероиды. Кометы. Метеоры. Метеориты.
Астероиды. Кометы. Метеоры. Метеориты.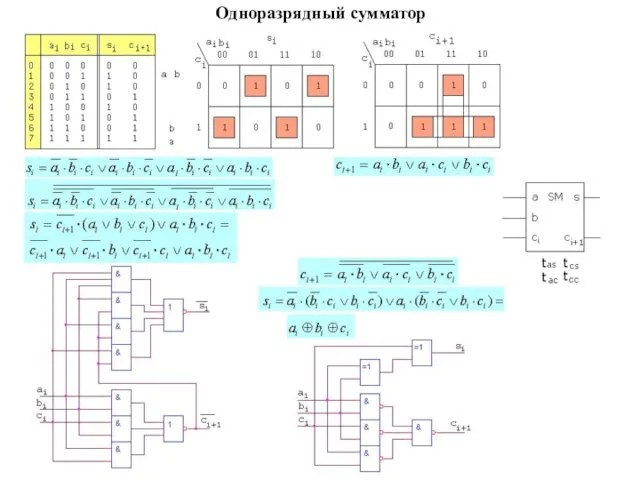 Одноразрядный сумматор
Одноразрядный сумматор Институт физической культуры, спорта и туризма
Институт физической культуры, спорта и туризма Презентация (2007) Цветы из салфеток
Презентация (2007) Цветы из салфеток Розрахункова схема дорожнього одягу та її розвиток. Лекція №2
Розрахункова схема дорожнього одягу та її розвиток. Лекція №2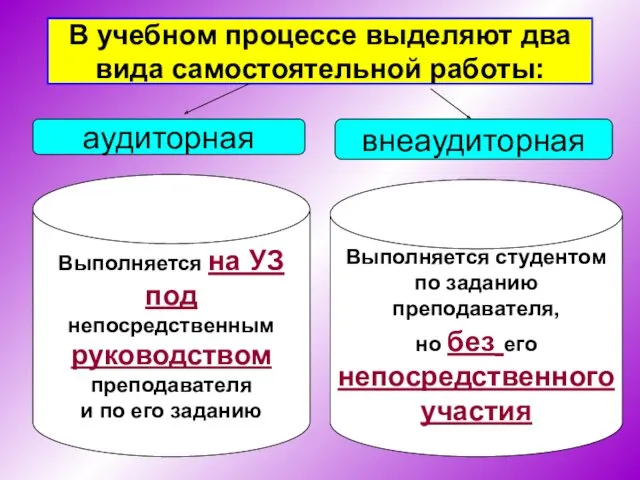 Самостоятельная работа в колледже
Самостоятельная работа в колледже Гидродинамика пароводяного тракта котельных установок
Гидродинамика пароводяного тракта котельных установок Опыт реализации проектов строительства солнечных электростанций и результаты их эксплуатации в Республике Башкортостан
Опыт реализации проектов строительства солнечных электростанций и результаты их эксплуатации в Республике Башкортостан стенгазета Июль
стенгазета Июль Моя малая родина
Моя малая родина Обеспечение безопасности технических систем. Лекция 1
Обеспечение безопасности технических систем. Лекция 1 Қан топтары. Қан құю әдісі
Қан топтары. Қан құю әдісі Г.О.Засекин - основатель Саратова
Г.О.Засекин - основатель Саратова Презентация к уроку Кислородсодержащие вещества
Презентация к уроку Кислородсодержащие вещества Советские военнопленные в период Великой Отечественной войны – уроженцы Ардатовского района Мордовии
Советские военнопленные в период Великой Отечественной войны – уроженцы Ардатовского района Мордовии KLYuCh_10_OPERATsIONKI
KLYuCh_10_OPERATsIONKI От мудрости Востока к европейской христианской культуре: Библия
От мудрости Востока к европейской христианской культуре: Библия часовые пояса
часовые пояса Легоазбука для водителей и пешеходов
Легоазбука для водителей и пешеходов Экономика образования. Сущность материально-технической базы и состав фондов образования
Экономика образования. Сущность материально-технической базы и состав фондов образования Рельеф России
Рельеф России Новгородская земля в годы оккупации 1941 - 1944
Новгородская земля в годы оккупации 1941 - 1944 зачет англ
зачет англ Вехи развития атомной энергетики
Вехи развития атомной энергетики Лицензирование деятельности в сфере НИОКР и ее особенности для оборонной отрасли
Лицензирование деятельности в сфере НИОКР и ее особенности для оборонной отрасли