- Наладка станков с ЧПУ

Содержание
- 2. ГОСТ 3.1109—82* (СТ СЭВ 2064—79, СТ СЭВ 2522—80, СТ СЭВ 2523—80) устанавливает два термина: наладка и
- 3. В единичном и мелкосерийном производстве, когда требуемая точность обработки достигается методом пробных ходов и измере-ний, задачами
- 4. При обработке деталей на станках с ЧПУ точность размеров обеспечивается относительно начала отсчета системы координат станка.
- 5. Исходная точка обработки по координатам X, Y задается по одному из трех вариантов: от боковых установочных
- 6. ОД) На этапе наладки станка устанавливаются размерные связи между системой его координат, относительно которой ведется отсчет
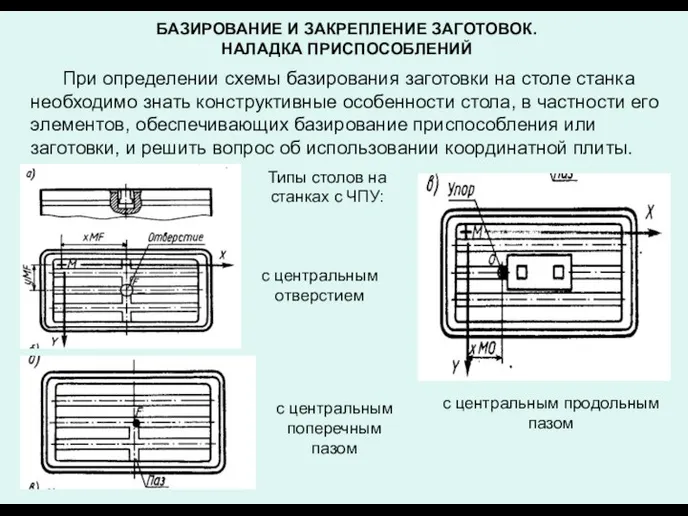
- 7. БАЗИРОВАНИЕ И ЗАКРЕПЛЕНИЕ ЗАГОТОВОК. НАЛАДКА ПРИСПОСОБЛЕНИЙ При определении схемы базирования заготовки на столе станка необходимо знать
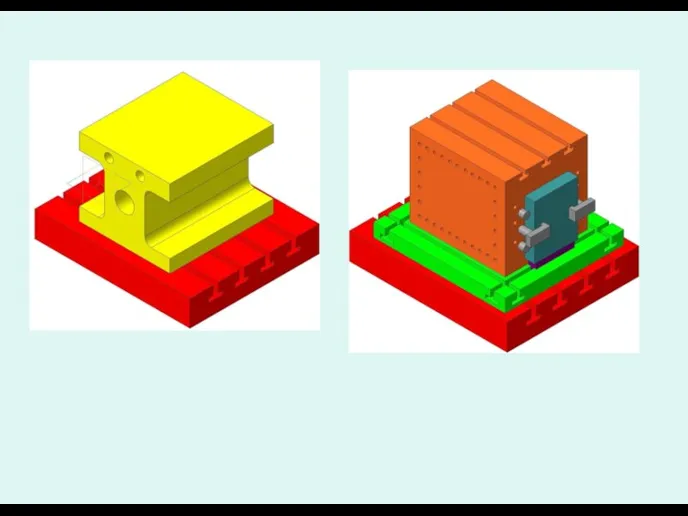
- 8. Схемы установки заготовок на столе станка с ЧПУ а -непосредственно на столе станка; б - в
- 10. Главные преимущества координатных плит: 1 - облегчают выверку положения детали или приспособления и размерную наладку инструмента.
- 11. 2. Управляющей программой допускается произвольное расположение приспособления вдоль осей координат. Такое размещение приспособления на столе свойственно
- 12. На столе станка приспособления можно ориентировать по-разному. Если стол имеет точный продольный Т-образный паз и централь-ное
- 13. При наличии у стола станка поперечного паза на поверхности опорной плиты приспособления делают три шпонки: две
- 14. Если стол станка имеет только продольные пазы, то ориентировать приспособление, опорная плита которого имеет две шпонки,
- 15. Схемы выверки деталей и приспособлений на столе станка по оси шпинделя а, б — с помощью
- 16. При отсутствии у приспособления элементов ориентации на столе станка или при необходимости более точной установки приспособления
- 17. Выверка положения плоскостей базовых элементов приспособления или поверхностей детали в продольном и в поперечном направлениях. Последовательно
- 18. Оптический центроискатель устанавливают с помощью хвостовика 5 в шпинделе станка. На деталь 7 или базовые элементы
- 19. Индикаторный центроискатель помещают в шпиндель станка. Он фиксирует положение детали относительно оси шпинделя. Установив измерительную ножку
- 20. Для того чтобы режущий инструмент приходил в правильную позицию необходимо выполнить компенсацию его длины, то есть
- 21. Наладка и установка режущего инструмента с использованием приборов Определение положения вершины инструмента выполняется на специальных приборах.
- 22. С помощью оптических приборов можно проверять правильность и точность исполнения режущей части инструмента. На рис. показаны
- 23. Наладка инструмента на приборе Toolset
- 24. Наладка инструмента на приборе Toolset
- 25. Наладка инструмента на приборе Toolset
- 26. Наладка инструмента на приборе Toolset
- 27. Инструментальный магазин к обрабатывающему центру
- 28. Фрагмент обработки детали
- 29. Оптическая система прибора АНИС-75 для наладки инструмента вне станка.
- 30. Оптическая измерительная система позволяет определить (по экрану) положение рабочей точки (вылет) инструмента по соответствующим осям, т.
- 31. Схема оптико-электронной измерительной машины в зоне проверки и наладки инструмента автоматизированной системы инструментального хозяйства (АСИХ)
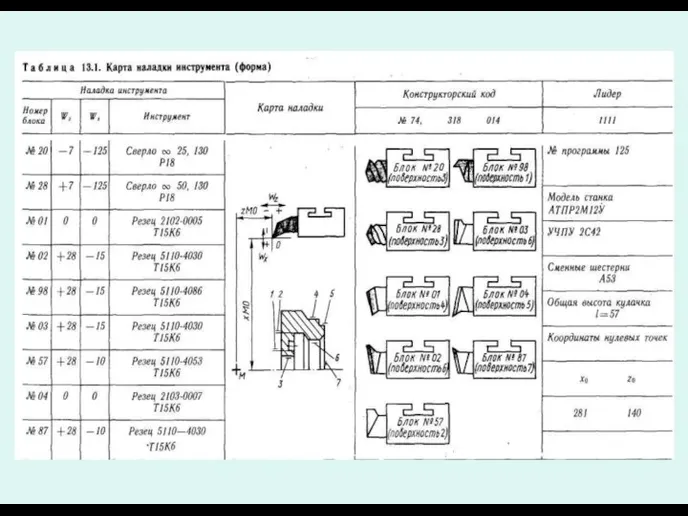
- 32. Установка режущего инструмента Режущий инструмент при наладке станка с ЧПУ устанавливают в шпинделе или на суппорте
- 34. Режимы работы станков с ЧПУ. Станки с ЧПУ могут работать в автоматическом, полуавтоматический и ручном режимах.
- 35. Пульт управления перемещениями рабочих органов станка
- 36. Установление рабочей системы координат Существует несколько методов ''привязки'* координатной системы к детали. Метод контакта основан на
- 37. Пульт управления станка с ЧПУ
- 38. Алгоритм нахождения нулевой точки детали по оси Z 1) . Подготовить и держать поблизости плоскопараллельную концевую
- 39. Алгоритм нахождения нулевой точки детали по осям X и Y 1) . Вставить в шпиндель цилиндрический
- 40. 9) . При помощи маховика постепенно перемещать шпиндель с калибром к детали вдоль оси Y до
- 41. Алгоритм нахождения нулевой точки в центре отверстия 1) . Установить в шпиндель стрелочный индикатор (центроискатель). 2)
- 42. Вопросы для самоконтроля. Что понимают под наладкой и подналадкой станков с ЧПУ? Какие виды работ выполняют
- 43. 12. Какие схемы выверки деталей и приспособлений по оси шпинделя применяют на станках с ЧПУ? 13.
- 45. Скачать презентацию
ГОСТ 3.1109—82* (СТ СЭВ 2064—79, СТ СЭВ 2522—80, СТ СЭВ 2523—80)
ГОСТ 3.1109—82* (СТ СЭВ 2064—79, СТ СЭВ 2522—80, СТ СЭВ 2523—80)
В единичном и мелкосерийном производстве, когда требуемая точность обработки достигается
В единичном и мелкосерийном производстве, когда требуемая точность обработки достигается
При обработке деталей на станках с ЧПУ точность размеров обеспечивается
При обработке деталей на станках с ЧПУ точность размеров обеспечивается
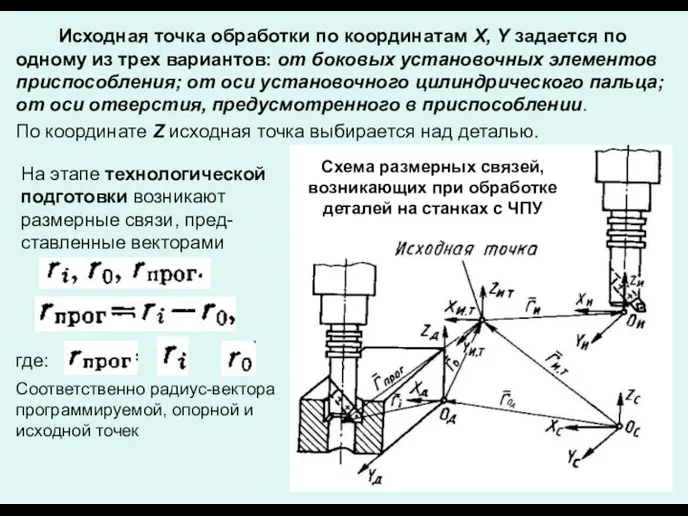
Исходная точка обработки по координатам X, Y задается по одному
Исходная точка обработки по координатам X, Y задается по одному

ОД)
На этапе наладки станка устанавливаются размерные связи между системой
ОД)
На этапе наладки станка устанавливаются размерные связи между системой
БАЗИРОВАНИЕ И ЗАКРЕПЛЕНИЕ ЗАГОТОВОК.
НАЛАДКА ПРИСПОСОБЛЕНИЙ
При определении схемы базирования
БАЗИРОВАНИЕ И ЗАКРЕПЛЕНИЕ ЗАГОТОВОК.
НАЛАДКА ПРИСПОСОБЛЕНИЙ
При определении схемы базирования
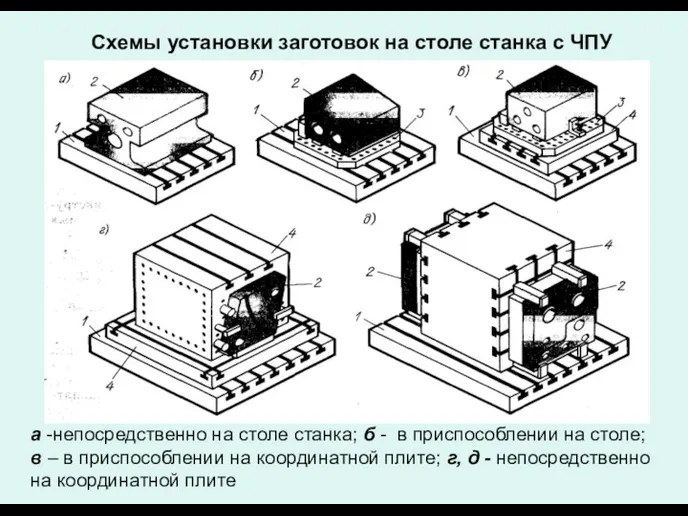
Схемы установки заготовок на столе станка с ЧПУ
а -непосредственно на
Схемы установки заготовок на столе станка с ЧПУ
а -непосредственно на
Главные преимущества координатных плит:
1 - облегчают выверку положения детали
Главные преимущества координатных плит:
1 - облегчают выверку положения детали
2. Управляющей программой допускается произвольное расположение приспособления вдоль осей координат.
2. Управляющей программой допускается произвольное расположение приспособления вдоль осей координат.
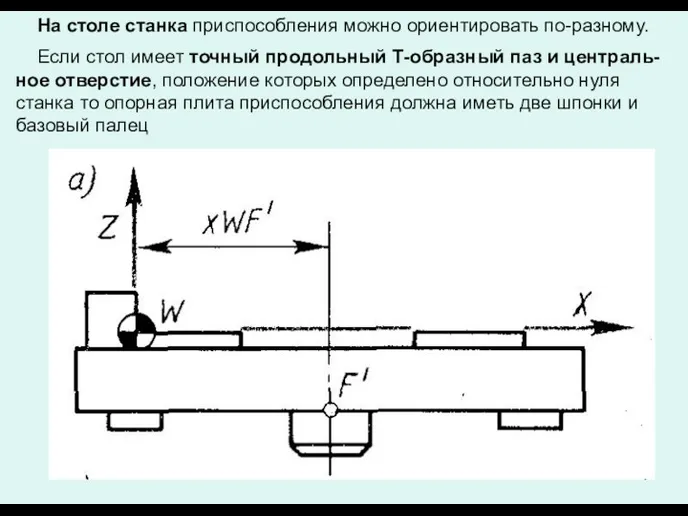
На столе станка приспособления можно ориентировать по-разному.
Если стол имеет
На столе станка приспособления можно ориентировать по-разному.
Если стол имеет
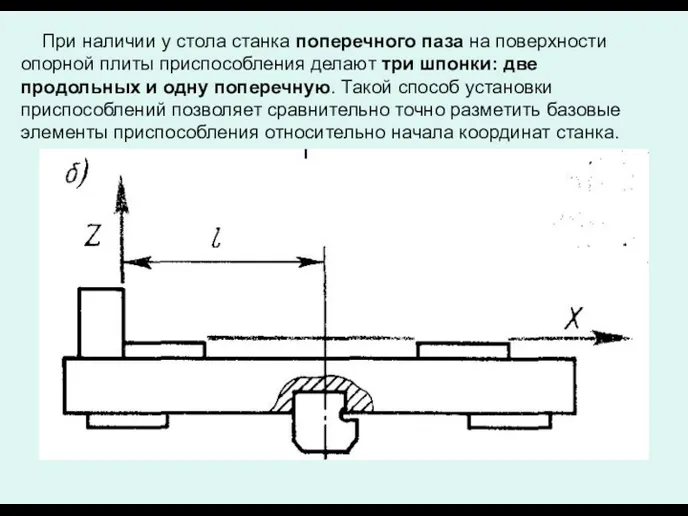
При наличии у стола станка поперечного паза на поверхности опорной
При наличии у стола станка поперечного паза на поверхности опорной
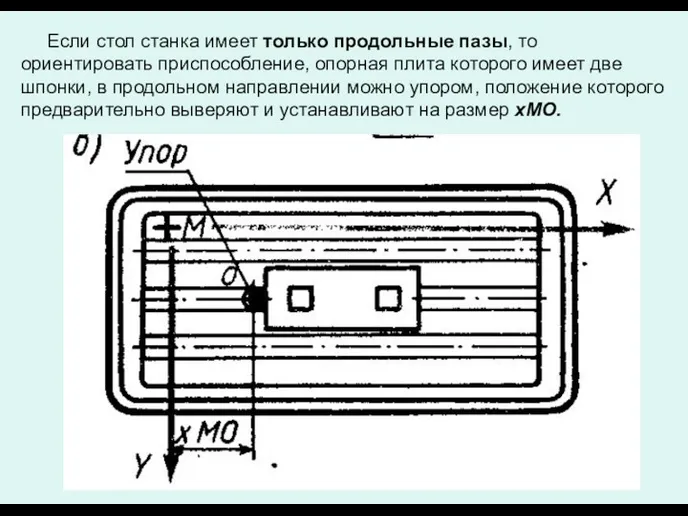
Если стол станка имеет только продольные пазы, то ориентировать приспособление,
Если стол станка имеет только продольные пазы, то ориентировать приспособление,
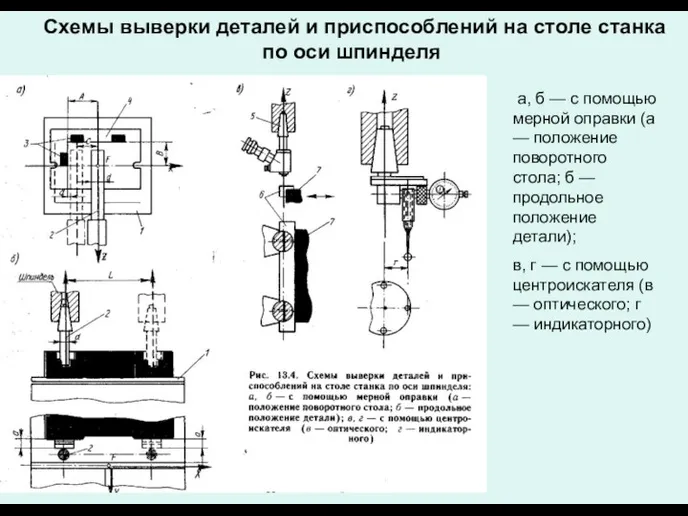
Схемы выверки деталей и приспособлений на столе станка по оси шпинделя
Схемы выверки деталей и приспособлений на столе станка по оси шпинделя
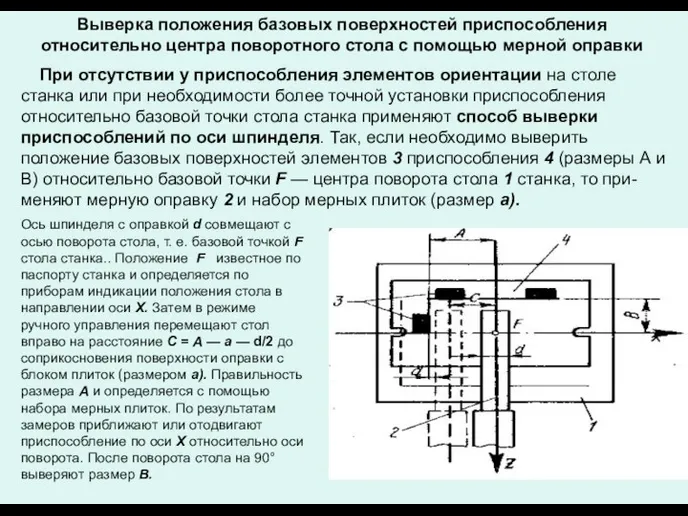
При отсутствии у приспособления элементов ориентации на столе станка или
При отсутствии у приспособления элементов ориентации на столе станка или
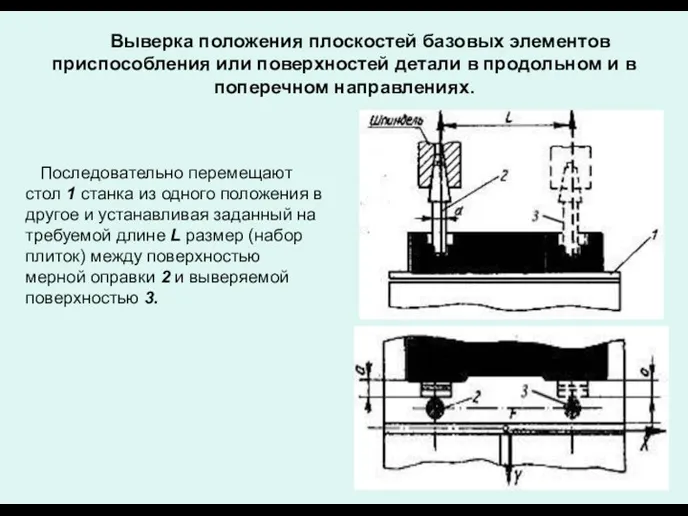
Выверка положения плоскостей базовых элементов приспособления или поверхностей детали в
Выверка положения плоскостей базовых элементов приспособления или поверхностей детали в
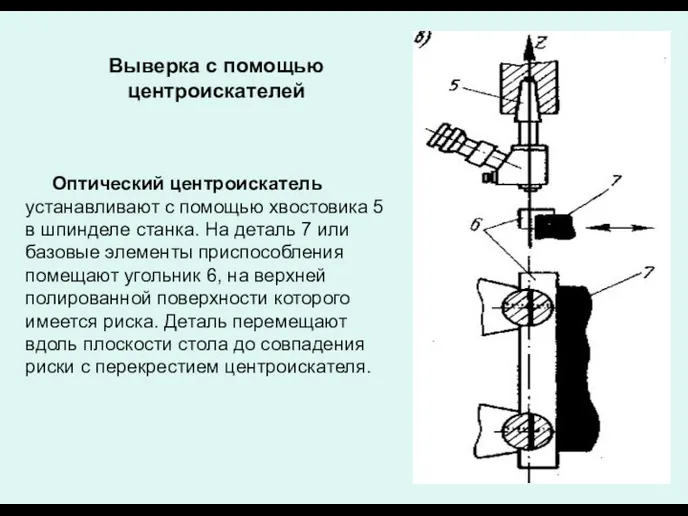
Оптический центроискатель устанавливают с помощью хвостовика 5 в шпинделе станка.
Оптический центроискатель устанавливают с помощью хвостовика 5 в шпинделе станка.
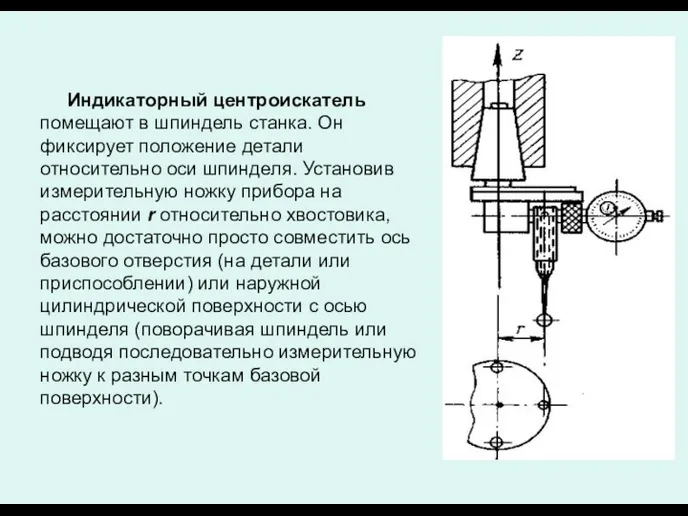
Индикаторный центроискатель помещают в шпиндель станка. Он фиксирует положение детали
Индикаторный центроискатель помещают в шпиндель станка. Он фиксирует положение детали
Для того чтобы режущий инструмент приходил в правильную позицию необходимо
Для того чтобы режущий инструмент приходил в правильную позицию необходимо

Наладка и установка режущего инструмента с использованием приборов
Определение положения
Наладка и установка режущего инструмента с использованием приборов
Определение положения
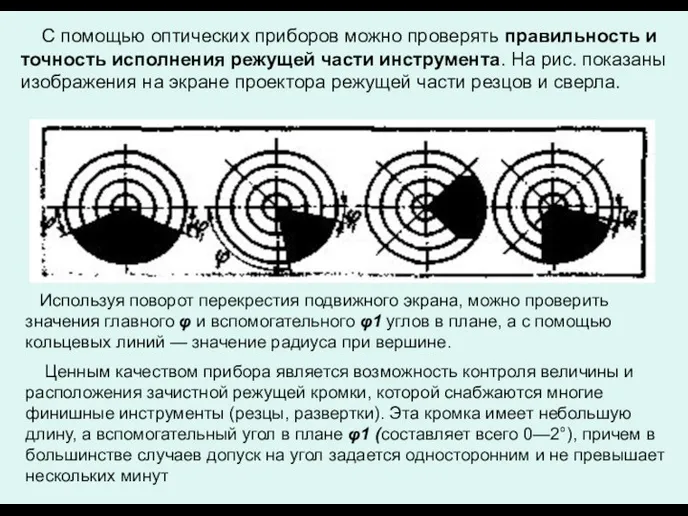
С помощью оптических приборов можно проверять правильность и точность исполнения
С помощью оптических приборов можно проверять правильность и точность исполнения

Наладка инструмента на приборе Toolset
Наладка инструмента на приборе Toolset
Наладка инструмента на приборе Toolset
Наладка инструмента на приборе Toolset
Наладка инструмента на приборе Toolset
Наладка инструмента на приборе Toolset

Наладка инструмента на приборе Toolset
Наладка инструмента на приборе Toolset

Инструментальный магазин к обрабатывающему центру
Инструментальный магазин к обрабатывающему центру

Фрагмент обработки детали
Фрагмент обработки детали
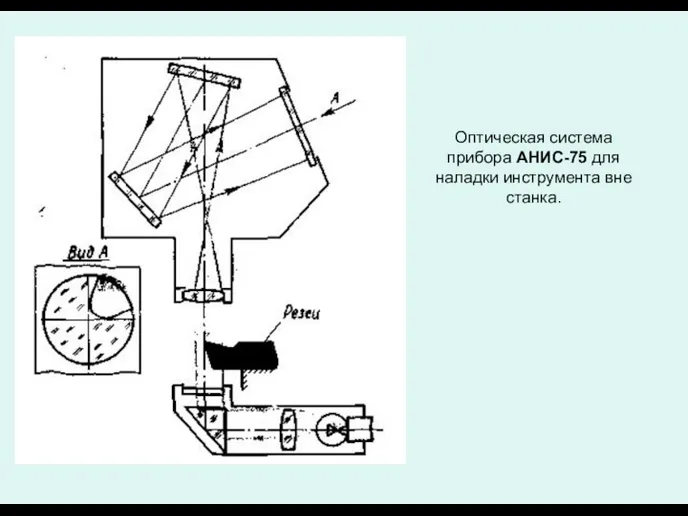
Оптическая система прибора АНИС-75 для наладки инструмента вне станка.
Оптическая система прибора АНИС-75 для наладки инструмента вне станка.
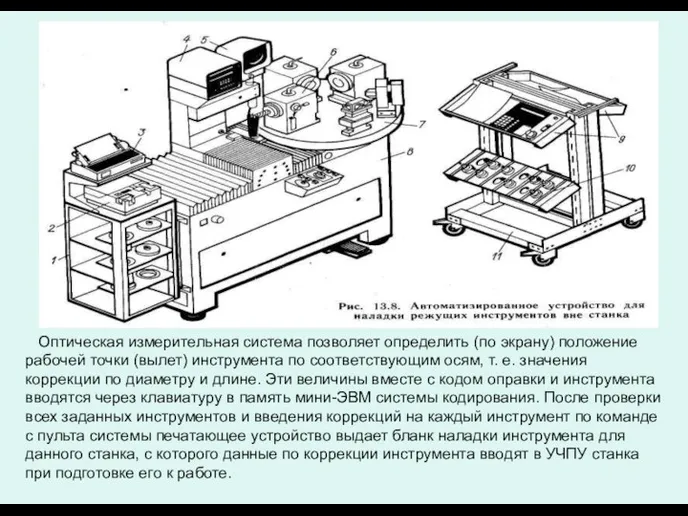
Оптическая измерительная система позволяет определить (по экрану) положение рабочей точки
Оптическая измерительная система позволяет определить (по экрану) положение рабочей точки
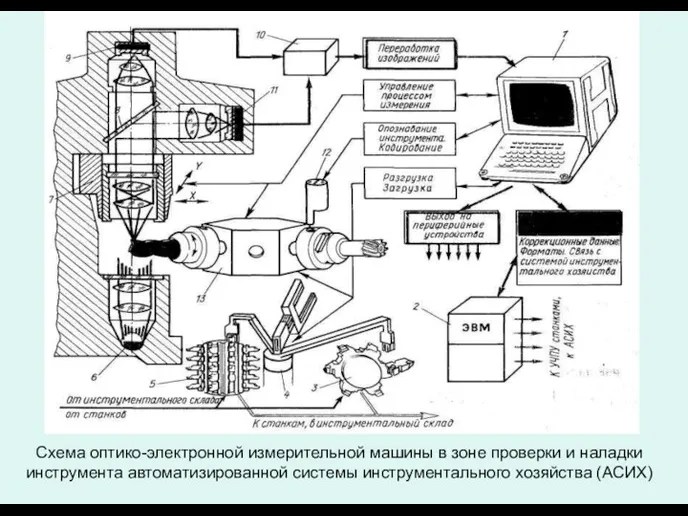
Схема оптико-электронной измерительной машины в зоне проверки и наладки инструмента автоматизированной
Схема оптико-электронной измерительной машины в зоне проверки и наладки инструмента автоматизированной
Установка режущего инструмента
Режущий инструмент при наладке станка с ЧПУ
Установка режущего инструмента
Режущий инструмент при наладке станка с ЧПУ
Режимы работы станков с ЧПУ.
Станки с ЧПУ могут работать
Режимы работы станков с ЧПУ.
Станки с ЧПУ могут работать
Пульт управления перемещениями рабочих органов станка
Пульт управления перемещениями рабочих органов станка
Установление рабочей системы координат
Существует несколько методов ''привязки'* координатной системы
Установление рабочей системы координат
Существует несколько методов ''привязки'* координатной системы
Пульт управления станка с ЧПУ
Пульт управления станка с ЧПУ
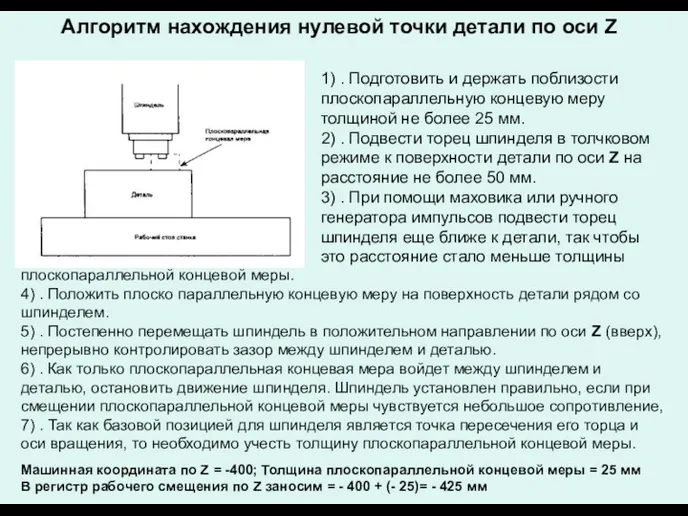
Алгоритм нахождения нулевой точки детали по оси Z
1) . Подготовить
Алгоритм нахождения нулевой точки детали по оси Z
1) . Подготовить
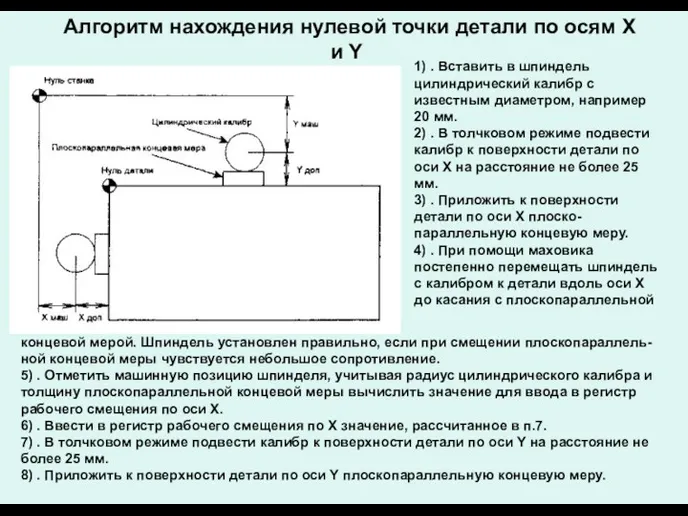
Алгоритм нахождения нулевой точки детали по осям X и Y
1)
Алгоритм нахождения нулевой точки детали по осям X и Y
1)
9) . При помощи маховика постепенно перемещать шпиндель с калибром к
9) . При помощи маховика постепенно перемещать шпиндель с калибром к
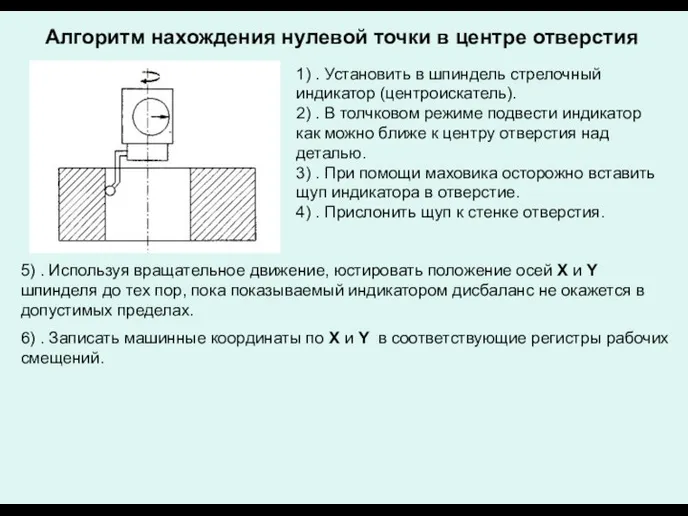
Алгоритм нахождения нулевой точки в центре отверстия
1) . Установить в
Алгоритм нахождения нулевой точки в центре отверстия
1) . Установить в
Вопросы для самоконтроля.
Что понимают под наладкой и подналадкой станков с
Вопросы для самоконтроля.
Что понимают под наладкой и подналадкой станков с
12. Какие схемы выверки деталей и приспособлений по оси шпинделя применяют
12. Какие схемы выверки деталей и приспособлений по оси шпинделя применяют
 Лекция №2, 3. Усилительные устройства. Основные понятия и определения
Лекция №2, 3. Усилительные устройства. Основные понятия и определения Сонячна система
Сонячна система Занятие Введение в программу
Занятие Введение в программу Знакомство с персональным компьютером. IT Essentials: программное и аппаратное обеспечение ПК v5.0
Знакомство с персональным компьютером. IT Essentials: программное и аппаратное обеспечение ПК v5.0 Здоровьесберегающие технологии на уроках математики
Здоровьесберегающие технологии на уроках математики Нестандартные уроки
Нестандартные уроки Классный час во 2 классе Мои права и права моих одноклассников
Классный час во 2 классе Мои права и права моих одноклассников Молитва ходатайства
Молитва ходатайства ВКР КОРНЕВА ПРЕЗЕНТ
ВКР КОРНЕВА ПРЕЗЕНТ Денежная система Германии
Денежная система Германии Всемирный день борьбы со СПИДом
Всемирный день борьбы со СПИДом Трансформаторы. Лекция 10
Трансформаторы. Лекция 10 Педагогический опыт Использование метода проектов
Педагогический опыт Использование метода проектов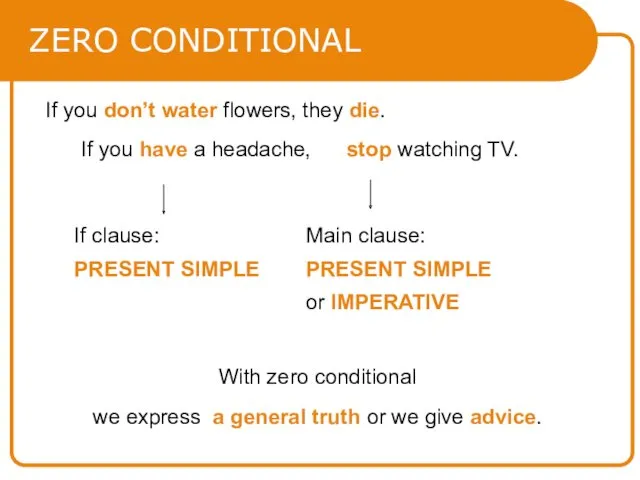 Zero conditional
Zero conditional Кислоты
Кислоты Полевые транзисторы
Полевые транзисторы Проектирование и разработка автоматизированной информационной системы для гостиничного предприятия
Проектирование и разработка автоматизированной информационной системы для гостиничного предприятия Вирусты гепатиттер А, В, С
Вирусты гепатиттер А, В, С Некоторые философские проблемы физики элементарных частиц
Некоторые философские проблемы физики элементарных частиц Материальная база обучения биологии
Материальная база обучения биологии Формирование культуры здорового образа жизни у учащихся
Формирование культуры здорового образа жизни у учащихся Орёл. Сильные стороны
Орёл. Сильные стороны Творчество Дионисия и Ушакова
Творчество Дионисия и Ушакова Gotovaya_prezentatsia_zadanie
Gotovaya_prezentatsia_zadanie Система управления содержимым
Система управления содержимым Методическая разработка раздела образовательной программы по ОБЖ, 7 класс
Методическая разработка раздела образовательной программы по ОБЖ, 7 класс Умный дом
Умный дом Памятка для родителей - гимназия
Памятка для родителей - гимназия