Назначение и устройство токарно-винторезного станка ТВ-6. Виды и назначение токарных резцов презентация
- Назначение и устройство токарно-винторезного станка ТВ-6. Виды и назначение токарных резцов

Содержание
- 2. В школьных мастерских в учебных целях применяют токарно-винторезные станки, которые предназначены для обработки тел вращения (валов,
- 3. Наибольший диаметр обрабатываемого металлического прутка — 12 мм, наибольший диаметр изделия, устанавливаемого над станиной, — 200
- 4. В передаточных механизмах станка применяются механические передачи: ремённая (рис. а)у зубчатая (рис. б), реечная (рис. в).
- 5. На рисунке показан общий вид школьного токарно-винторезного станка ТВ-6.
- 6. Основанием станка является станина, установленная на двух тумбах. В левой тумбе находится электродвигатель. На станине крепятся
- 7. Коробка подач — это механизм, позволяющий изменять скорость перемещения суппорта.
- 8. Суппорт предназначен для закрепления и перемещения режущего инструмента. Суппорт перемещается как вручную, так и механически по
- 9. В корпусе задней бабки находится пиноль, которую можно перемещать маховиком 11 и фиксировать рукояткой 9. В
- 10. Точение деталей осуществляется за счёт срезания резцом стружки с вращающейся заготовки. Вращательное движение заготовки называют главным.
- 11. Поступательное движение резца, благодаря которому происходит непрерывное снятие слоя металла, называют движением подачи. Движение подачи резца
- 12. Токарные работы на предприятиях выполняют токари. На промышленных предприятиях, где необходимо изготовлять большое количество одинаковых деталей,
- 13. Токарные резцы различаются по конструкции, но все они имеют державку и режущую часть (рис.). Державка служит
- 14. На рисунке схематично показаны некоторые виды резцов.
- 15. Проходные резцы (рис. а, б) предназначены в основном для обтачивания наружных цилиндрических и конических поверхностей заготовок,
- 16. Торцы заготовок обрабатывают подрезными резцами (рис. г), а отрезают заготовки — отрезными (рис. 49, д).
- 17. Резьбовыми резцами (рис. е) нарезают наружную и внутреннюю резьбу, а расточными (рис. ж) — растачивают отверстия.
- 18. Основной технологической документацией для изготовления изделий из металла на станках, так же как и при слесарной
- 19. Переход может складываться из одного или нескольких рабочих ходов (проходов). Рабочий ход (проход) — это законченная
- 20. На чертежах деталей, изготовляемых на станках, проставляют номинальные размеры и их допускаемые отклонения (заданные конструкторами исходя
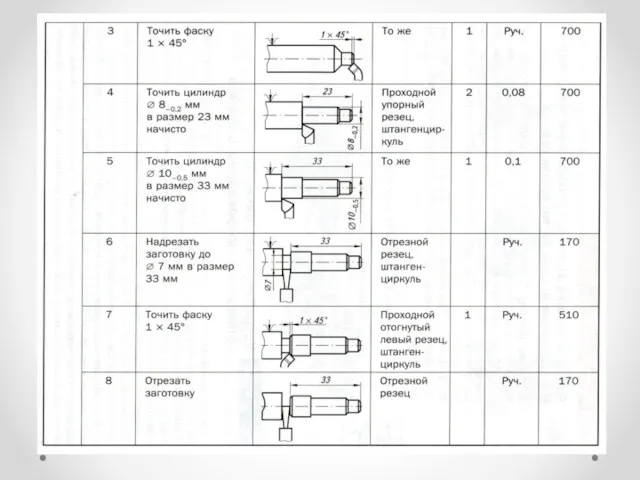
- 21. В таблице приведена операционная карта токарной обработки заготовки винта резцедержателя.
- 24. Скачать презентацию

В школьных мастерских в учебных целях применяют токарно-винторезные станки, которые предназначены
В школьных мастерских в учебных целях применяют токарно-винторезные станки, которые предназначены

Наибольший диаметр обрабатываемого металлического прутка — 12 мм, наибольший диаметр
Наибольший диаметр обрабатываемого металлического прутка — 12 мм, наибольший диаметр

В передаточных механизмах станка применяются механические передачи: ремённая (рис. а)у
В передаточных механизмах станка применяются механические передачи: ремённая (рис. а)у

На рисунке показан общий вид школьного токарно-винторезного станка ТВ-6.
На рисунке показан общий вид школьного токарно-винторезного станка ТВ-6.

Основанием станка является станина, установленная на двух тумбах. В левой
Основанием станка является станина, установленная на двух тумбах. В левой

Коробка подач — это механизм, позволяющий изменять скорость перемещения суппорта.
Коробка подач — это механизм, позволяющий изменять скорость перемещения суппорта.

Суппорт предназначен для закрепления и перемещения режущего инструмента. Суппорт перемещается как
Суппорт предназначен для закрепления и перемещения режущего инструмента. Суппорт перемещается как
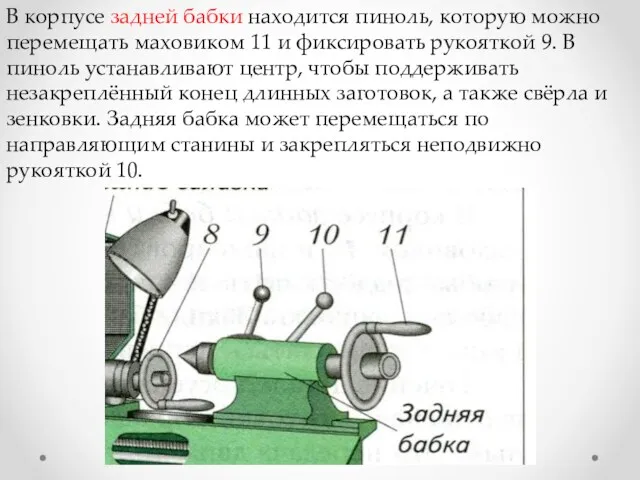
В корпусе задней бабки находится пиноль, которую можно перемещать маховиком 11
В корпусе задней бабки находится пиноль, которую можно перемещать маховиком 11

Точение деталей осуществляется за счёт срезания резцом стружки с вращающейся заготовки.
Точение деталей осуществляется за счёт срезания резцом стружки с вращающейся заготовки.

Поступательное движение резца, благодаря которому происходит непрерывное снятие слоя металла, называют
Поступательное движение резца, благодаря которому происходит непрерывное снятие слоя металла, называют
Токарные работы на предприятиях выполняют токари.
На промышленных предприятиях, где
Токарные работы на предприятиях выполняют токари.
На промышленных предприятиях, где
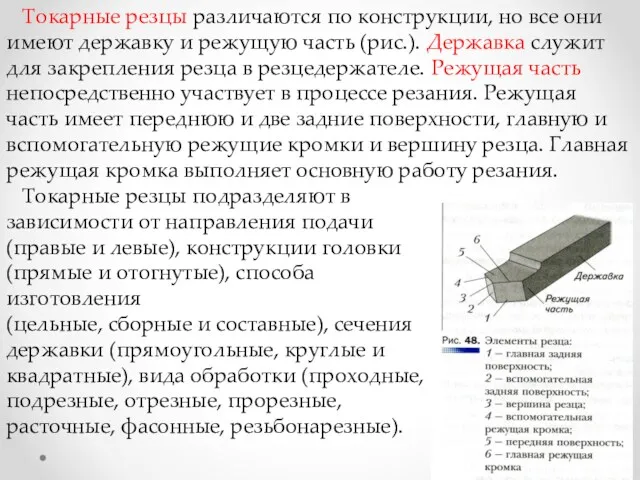
Токарные резцы различаются по конструкции, но все они имеют державку
Токарные резцы различаются по конструкции, но все они имеют державку

На рисунке схематично показаны некоторые виды резцов.
На рисунке схематично показаны некоторые виды резцов.

Проходные резцы (рис. а, б) предназначены в основном для обтачивания наружных
Проходные резцы (рис. а, б) предназначены в основном для обтачивания наружных

Торцы заготовок обрабатывают подрезными резцами (рис. г), а отрезают заготовки —
Торцы заготовок обрабатывают подрезными резцами (рис. г), а отрезают заготовки —

Резьбовыми резцами (рис. е) нарезают наружную и внутреннюю резьбу, а расточными
Резьбовыми резцами (рис. е) нарезают наружную и внутреннюю резьбу, а расточными
Основной технологической документацией для изготовления изделий из металла на станках,
Основной технологической документацией для изготовления изделий из металла на станках,
Переход может складываться из одного или нескольких рабочих ходов (проходов).
Переход может складываться из одного или нескольких рабочих ходов (проходов).
На чертежах деталей, изготовляемых на станках, проставляют номинальные размеры и их
На чертежах деталей, изготовляемых на станках, проставляют номинальные размеры и их
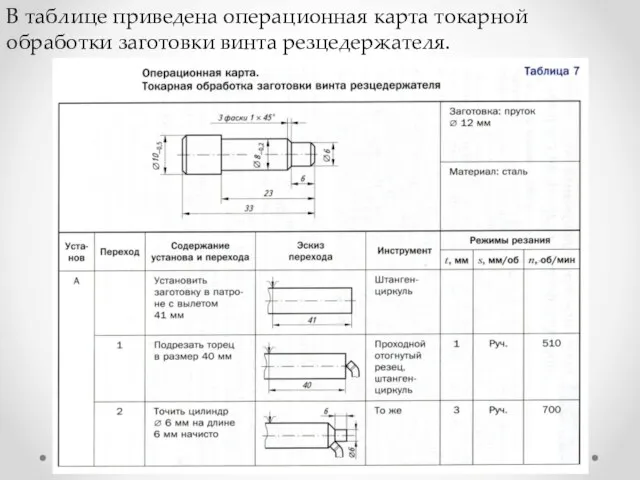
В таблице приведена операционная карта токарной обработки заготовки винта резцедержателя.
В таблице приведена операционная карта токарной обработки заготовки винта резцедержателя.
 Числа в загадках, пословицах и поговорках
Числа в загадках, пословицах и поговорках Климат Земли география 6 класс
Климат Земли география 6 класс презентация проверяемая безударная гласная
презентация проверяемая безударная гласная Классификация операционных систем
Классификация операционных систем выпуск 2019
выпуск 2019 Взаимное расположение прямой и окружности
Взаимное расположение прямой и окружности Развивающая предметно - пространственная среда гр. №5
Развивающая предметно - пространственная среда гр. №5 Российский университет дружбы народов. Магистерская программа Принятие эффективных управленческих решений (Big Data Economics)
Российский университет дружбы народов. Магистерская программа Принятие эффективных управленческих решений (Big Data Economics) Экономико-географическая характеристика Северного Кавказа
Экономико-географическая характеристика Северного Кавказа Интерактивная физкультминутка Чунга-Чанга
Интерактивная физкультминутка Чунга-Чанга Вещества молекулярного и немолекулярного строения
Вещества молекулярного и немолекулярного строения Смешарики. Автоматизация звука р
Смешарики. Автоматизация звука р Как вырастить здоровое дерево
Как вырастить здоровое дерево Оборудование для ведения механических и гидромеханических процессов
Оборудование для ведения механических и гидромеханических процессов Сплавы цветных металлов
Сплавы цветных металлов Теорема Виета. 8 класс
Теорема Виета. 8 класс Холодильный агрегат рефконтейнера
Холодильный агрегат рефконтейнера Русь между Востоком и Западом. Дружина русская. Лучник
Русь между Востоком и Западом. Дружина русская. Лучник Работа в сети ИНТЕРНЕТ
Работа в сети ИНТЕРНЕТ Сказкотерапия в логопсихологии
Сказкотерапия в логопсихологии Думи та історичні пісні
Думи та історичні пісні Конституция Российской Федерации
Конституция Российской Федерации Устный журнал Дятел
Устный журнал Дятел К.Чуковский Диск
К.Чуковский Диск журнал для родителей Советы логопеда выпуск 2
журнал для родителей Советы логопеда выпуск 2 Отчет по производственной практике. Магазин Profmax
Отчет по производственной практике. Магазин Profmax Точность механической обработки
Точность механической обработки Передача двумя руками снизу.
Передача двумя руками снизу.