- Неразрушающие методы контроля

Содержание
- 2. Основан на анализе взаимодействия оптического излучения (от 1 нм до 1 мм) с объектом контроля. С
- 3. Методы оптического контроля выявляют: Пустоты (нарушения сплошности) Расслоения Поры Трещины Включения инородных тел Внутренние напряжения Изменение
- 4. Оборудование Оборудование для работы выбирается в зависимости от поставленных задач. Параметры для выбора аппаратуры: список контролируемых
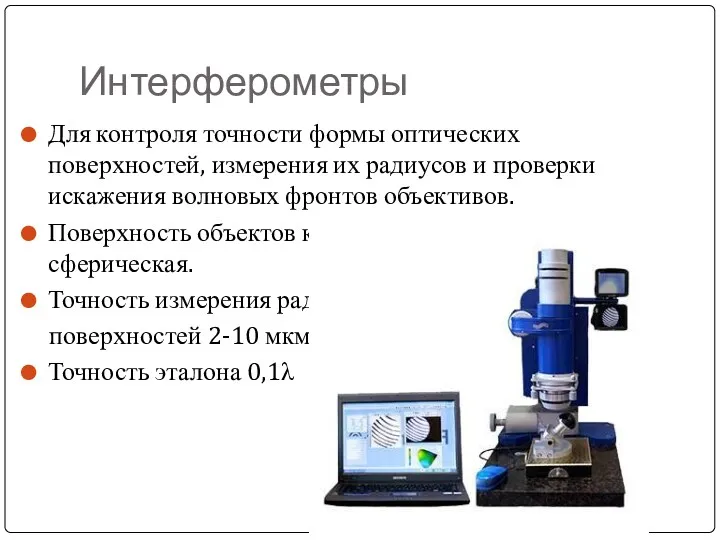
- 5. Интерферометры Для контроля точности формы оптических поверхностей, измерения их радиусов и проверки искажения волновых фронтов объективов.
- 6. Основан на регистрации и анализе проникающего ионизирующего излучения после взаимодействия с контролируемым объектом. Слово «радиационный» может
- 7. Методы радиационного контроля выявляют: Внутренние дефекты Трещины Раковины Рыхлоты Поры Металлические и неметаллические(шлаковые) включения Непровары Неслитины
- 8. Комплекс измерительный универсальный УИМ-Д Решение разных задач радиационного контроля в зависимости от типа подключаемых блоков детектирования:
- 9. Комплекс обладает чувствительностью поверхности для измерения плотности потока альфа-излучения 70 см2 для измерения плотности потока гамма-излучения
- 10. Основан на использовании направленного излучения ультразвука, то есть характеристическое распространение волн в области высоких звуковых частот
- 11. Подразделы акустического (ультразвукового) метода контроля: Теневой – анализ уменьшения амплитуды прошедшей волны. Зеркально-теневой – анализ акустических
- 12. Методы акустического контроля выявляют: Размеры, форму и глубину залегания дефектов Трещины Непровары Неоднородности металла Нарушение сплошности
- 13. Ультразвуковые дефектоскопы для контроля сварных швов и основного материала, измерения толщины. Память до 100000 измерений толщин.
- 14. Ультразвуковые толщиномеры для измерения толщин и оценки степени коррозии. Измерения проводятся на сталях, чугуне, алюминии, сплавах,
- 15. Ультразвуковые пьезоэлектрические преобразователи (ПЭП) Для работы с УЗ дефектоскопами и толщиномерами необходимы ПЭП. ПЭП для контроля
- 16. Основан на анализе параметров вибрации, либо создаваемой работающим оборудованием, либо являющейся вторичной вибрацией, обусловленной структурой исследуемого
- 17. Методы виброакустического контроля выявляют: Неравномерный воздушный зазор между деталями Ослабление креплений Дефекты деталей оборудования и смазки
- 18. Виброанализатор CSI 2125 Для диагностики раннего определения дефектов подшипников и шестерен, анализируя волны напряжений. Параметры измерения:
- 19. Специальное индикаторное вещество, проникающее в дефекты материала под действием сил называется пенетрантом. Метод основан на проникновении
- 20. Методы контроля проникающими веществами выявляют: Трещины Поры Раковины Непровары Межкристаллитную коррозию и другие несплошности
- 21. Проникающие жидкости Фирмы SHERWIN для контроля целостности сварного шва. Ширина раскрытия трещин от 1 мкм В
- 23. Скачать презентацию
Основан на анализе взаимодействия оптического излучения (от 1 нм до 1
Основан на анализе взаимодействия оптического излучения (от 1 нм до 1
Методы оптического
контроля выявляют:
Пустоты (нарушения сплошности)
Расслоения
Поры
Трещины
Включения инородных тел
Внутренние напряжения
Изменение структуры материалов
Методы оптического
контроля выявляют:
Пустоты (нарушения сплошности)
Расслоения
Поры
Трещины
Включения инородных тел
Внутренние напряжения
Изменение структуры материалов
Оборудование
Оборудование для работы выбирается в зависимости от поставленных задач.
Параметры для выбора
Оборудование
Оборудование для работы выбирается в зависимости от поставленных задач.
Параметры для выбора
Интерферометры
Для контроля точности формы оптических поверхностей, измерения их радиусов и проверки
Интерферометры
Для контроля точности формы оптических поверхностей, измерения их радиусов и проверки
Основан на регистрации и анализе проникающего ионизирующего излучения после взаимодействия с
Основан на регистрации и анализе проникающего ионизирующего излучения после взаимодействия с
Методы радиационного контроля выявляют:
Внутренние дефекты
Трещины
Раковины
Рыхлоты
Поры
Металлические и неметаллические(шлаковые) включения
Непровары
Неслитины
Др.
Методы радиационного контроля выявляют:
Внутренние дефекты
Трещины
Раковины
Рыхлоты
Поры
Металлические и неметаллические(шлаковые) включения
Непровары
Неслитины
Др.

Комплекс измерительный универсальный УИМ-Д
Решение разных задач радиационного контроля в зависимости от
Комплекс измерительный универсальный УИМ-Д
Решение разных задач радиационного контроля в зависимости от
Комплекс обладает чувствительностью поверхности
для измерения плотности потока альфа-излучения 70 см2
для измерения
Комплекс обладает чувствительностью поверхности
для измерения плотности потока альфа-излучения 70 см2
для измерения
Основан на использовании направленного излучения ультразвука, то есть характеристическое распространение волн
Основан на использовании направленного излучения ультразвука, то есть характеристическое распространение волн
Подразделы акустического (ультразвукового) метода контроля:
Теневой – анализ уменьшения амплитуды прошедшей волны.
Зеркально-теневой
Подразделы акустического (ультразвукового) метода контроля:
Теневой – анализ уменьшения амплитуды прошедшей волны.
Зеркально-теневой
Методы акустического контроля выявляют:
Размеры, форму и глубину залегания дефектов
Трещины
Непровары
Неоднородности металла
Нарушение сплошности
Методы акустического контроля выявляют:
Размеры, форму и глубину залегания дефектов
Трещины
Непровары
Неоднородности металла
Нарушение сплошности

Ультразвуковые дефектоскопы
для контроля сварных швов и основного материала, измерения толщины.
Память
Ультразвуковые дефектоскопы
для контроля сварных швов и основного материала, измерения толщины.
Память
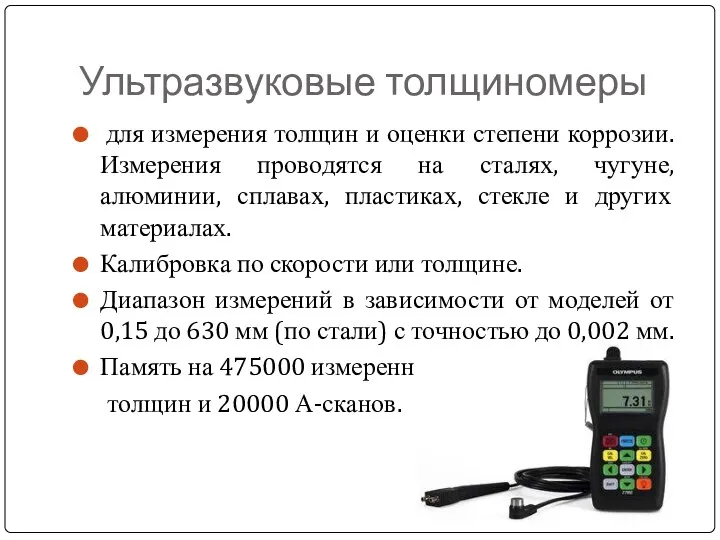
Ультразвуковые толщиномеры
для измерения толщин и оценки степени коррозии. Измерения проводятся на
Ультразвуковые толщиномеры
для измерения толщин и оценки степени коррозии. Измерения проводятся на
Ультразвуковые пьезоэлектрические преобразователи (ПЭП)
Для работы с УЗ дефектоскопами и толщиномерами необходимы
Ультразвуковые пьезоэлектрические преобразователи (ПЭП)
Для работы с УЗ дефектоскопами и толщиномерами необходимы
Основан на анализе параметров вибрации, либо создаваемой работающим оборудованием, либо являющейся вторичной
Основан на анализе параметров вибрации, либо создаваемой работающим оборудованием, либо являющейся вторичной
Методы виброакустического контроля выявляют:
Неравномерный воздушный зазор между деталями
Ослабление креплений
Дефекты деталей
Методы виброакустического контроля выявляют:
Неравномерный воздушный зазор между деталями
Ослабление креплений
Дефекты деталей

Виброанализатор CSI 2125
Для диагностики раннего определения дефектов подшипников и шестерен, анализируя
Виброанализатор CSI 2125
Для диагностики раннего определения дефектов подшипников и шестерен, анализируя
Специальное индикаторное вещество, проникающее в дефекты материала под действием сил называется пенетрантом.
Метод основан
Специальное индикаторное вещество, проникающее в дефекты материала под действием сил называется пенетрантом.
Метод основан
Методы контроля проникающими веществами выявляют:
Трещины
Поры
Раковины
Непровары
Межкристаллитную коррозию и другие несплошности
Методы контроля проникающими веществами выявляют:
Трещины
Поры
Раковины
Непровары
Межкристаллитную коррозию и другие несплошности
Проникающие жидкости Фирмы SHERWIN
для контроля целостности сварного шва.
Ширина раскрытия трещин от
Проникающие жидкости Фирмы SHERWIN
для контроля целостности сварного шва.
Ширина раскрытия трещин от
 презентация к выступлению на Всероссийской научно-практической конференции Визуальное расписание-эффективный способ обучения уч - ся с ДЦП с умеренной УО
презентация к выступлению на Всероссийской научно-практической конференции Визуальное расписание-эффективный способ обучения уч - ся с ДЦП с умеренной УО Классный час по теме: МАМА
Классный час по теме: МАМА Болезнь оперированного носа
Болезнь оперированного носа Презентация для педагогов Изготовление цветов своими руками
Презентация для педагогов Изготовление цветов своими руками Изучаем Библию
Изучаем Библию Презентация День неизвестного солдата
Презентация День неизвестного солдата Бурение скважин. Крепление скважин
Бурение скважин. Крепление скважин HydrogenBomb(shitEdition)
HydrogenBomb(shitEdition) Совершенствование системы оплаты труда персонала организации (на примере ООО Строй Мастер)
Совершенствование системы оплаты труда персонала организации (на примере ООО Строй Мастер) Презентация к уроку Барнауловедения по теме: Мой город Барнаул. Символика города.
Презентация к уроку Барнауловедения по теме: Мой город Барнаул. Символика города. Устройство компьютера
Устройство компьютера утренник Арбузник
утренник Арбузник Тихая история. Борис Васильев. А зори здесь тихие
Тихая история. Борис Васильев. А зори здесь тихие Мировая продовольственная проблема
Мировая продовольственная проблема презентация урока химии по теме Химические свойства оксигена
презентация урока химии по теме Химические свойства оксигена плетение из ниток
плетение из ниток Солдат России Василий Никанорович Радин
Солдат России Василий Никанорович Радин Культура христианства
Культура христианства презентация Педсовет: как избежать насилие в школе и семье, или воспитание милосердия
презентация Педсовет: как избежать насилие в школе и семье, или воспитание милосердия Витамины. Авитаминоз
Витамины. Авитаминоз Развитие и коррекция познавательной деятельности детей через дидактические игры.
Развитие и коррекция познавательной деятельности детей через дидактические игры. Решение уравнений. 6 класс
Решение уравнений. 6 класс Презентация класса. 1 класс
Презентация класса. 1 класс Разрядники. Защита от перенапряжений
Разрядники. Защита от перенапряжений Сравнение, сложение и вычитание дробей с разными знаменателями. Урок-путешествие
Сравнение, сложение и вычитание дробей с разными знаменателями. Урок-путешествие Защита первоцветов
Защита первоцветов Introduction to intercultural communication
Introduction to intercultural communication Хронічне гнійне запалення середнього вуха, сануючі операції вуха, тимпанопластика. Сенсоневральна приглуховатість. (Лекция 3)
Хронічне гнійне запалення середнього вуха, сануючі операції вуха, тимпанопластика. Сенсоневральна приглуховатість. (Лекция 3)