- Обогащение полезных ископаемых. Общие понятия и определения

Содержание
- 2. Полезными ископаемыми называются природные минеральные вещества, органического и неорганического происхождения, которые при существующих технико- экономических условиях
- 3. Месторождением полезного ископаемого называется скопление минерального вещества в земной коре, которое в качественном и количественном отношениях
- 4. Группа А3 – Металлические полезные ископаемые
- 5. Руда – это агрегат минералов, из которого технологически возможно и экономически целесообразно извлекать металл или его
- 6. Минералами называются природные химические соединения, образовавшиеся в результате естественных химических реакций, более или менее однородные химически
- 7. Основы обогащения полезных ископаемых
- 8. Обогащение полезных ископаемых - это совокупность технологических процессов предварительной обработки минерального сырья с целью придания ему
- 9. В подавляющем большинстве случаев из природных руд экономически невыгодно, а часто и технически невозможно непосредственно извлекать
- 10. В результате обогащения полезных ископаемых получается два основных продукта: концентрат и хвосты Концентрат – продукт обогащения,
- 11. Отвальные хвосты состоят в основном из пустой породы; полезные компоненты содержатся в таком количестве или форме,
- 12. Технологические процессы делятся на подготовительные, основные и вспомогательные
- 13. Различают следующие методы обогащения: Метод гравитационного обогащения (гравитационное обогащение), основанный на различии в плотности разделяемых зерен
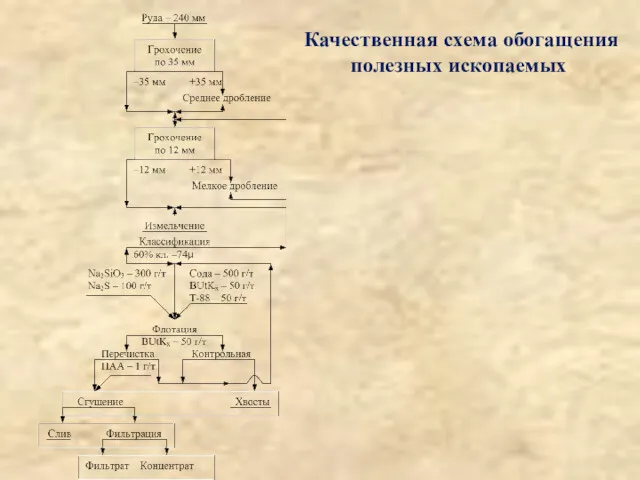
- 14. Технологической схемой называется схема на которой указывается последовательность операций и их название. Технологические схемы обогащения
- 15. Качественная схема обогащения полезных ископаемых
- 16. Количественная схема обогащения полезных ископаемых
- 17. Схема цепи аппаратов обогащения полезных ископаемых
- 18. Эффективность процесса обогащения оценивается по ряду показателей: выход концентрата и хвостов, содержание полезного компонента в концентрате
- 19. Вначале производится дробление и измельчение исходного материала с целью доведения его до размеров, пригодных для существующих
- 20. Дробление и измельчение очень дорогостоящие операции и часто на них расходуется более 50 % общих затрат
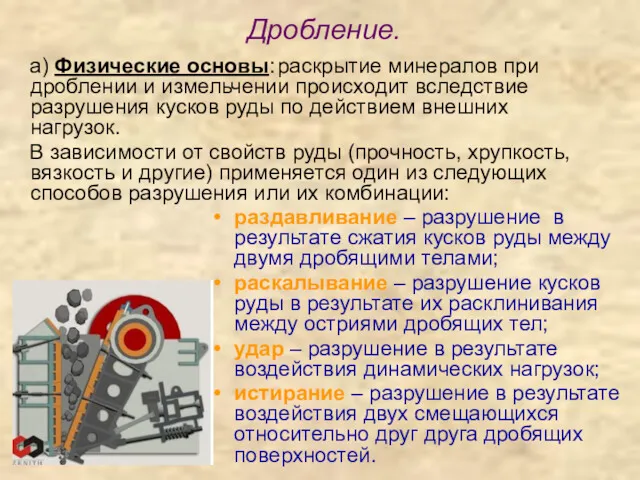
- 21. Дробление. а) Физические основы: раскрытие минералов при дроблении и измельчении происходит вследствие разрушения кусков руды по
- 22. б). Классификация дробильных машин и принцип их действия. Аппараты, в которых осуществляется дробление руды, называют дробилками.
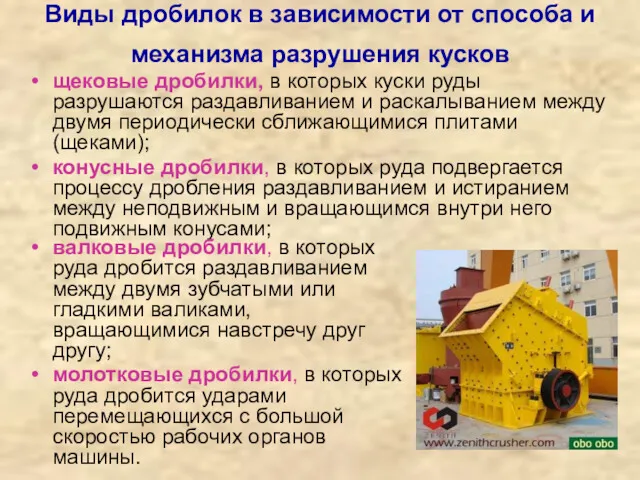
- 23. Виды дробилок в зависимости от способа и механизма разрушения кусков щековые дробилки, в которых куски руды
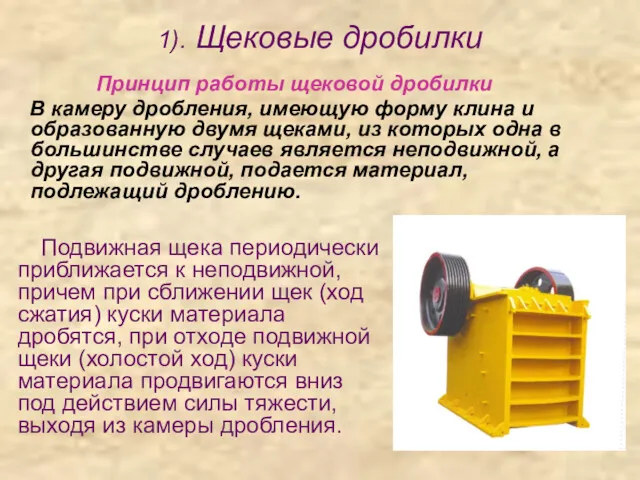
- 24. 1). Щековые дробилки Принцип работы щековой дробилки В камеру дробления, имеющую форму клина и образованную двумя
- 25. На рис. показана щековая дробилка для крупного дробления с простым движением щеки 1 – неподвижная щека;
- 26. Принцип работы щековой дробилки При движении шатуна вверх угол между распорными плитами увеличивается и подвижная щека
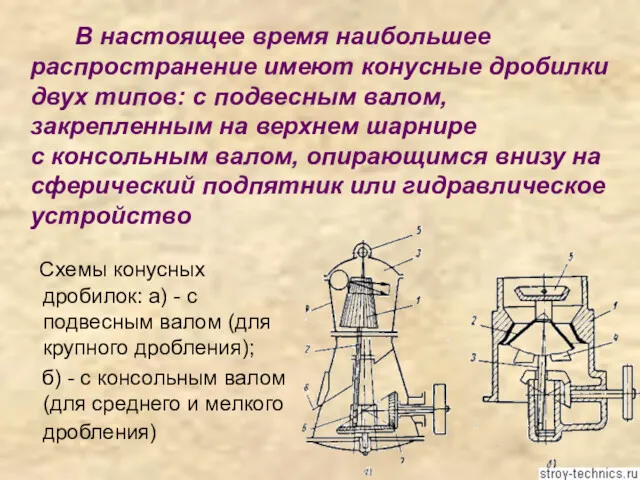
- 27. 2). Конусные дробилки В конусных дробилках дробление происходит в пространстве, ограниченном поверхностями усеченных конусов — наружного
- 28. Схемы конусных дробилок: а) - с подвесным валом (для крупного дробления); б) - с консольным валом
- 29. Конусная дробилка с пологим дробящим конусом Конусные дробилки крупного дробления изготавливаются двух типов: ККД – конусные
- 30. 3). Валковые дробилки Процесс дробления в валковых дробилках происходит между двумя параллельно расположенными цилиндрическими валками, вращающимися
- 31. Валковая дробилка состоит из рамы, на которой смонтированы в роликоподшипниках два рабочих вала с насаженными на
- 32. Смещение рабочих валов при установке размера щели между валками достигается передвижением подшипников одного из валков, положение
- 33. Валковые дробилки бывают одно-, двух-, трех- и четырех- валковые. Наиболее распространена двухвалковая дробилка (рис справа). Привод
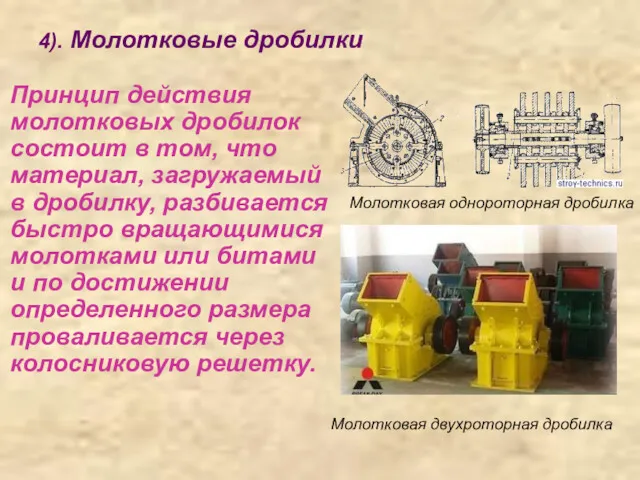
- 34. 4). Молотковые дробилки Принцип действия молотковых дробилок состоит в том, что материал, загружаемый в дробилку, разбивается
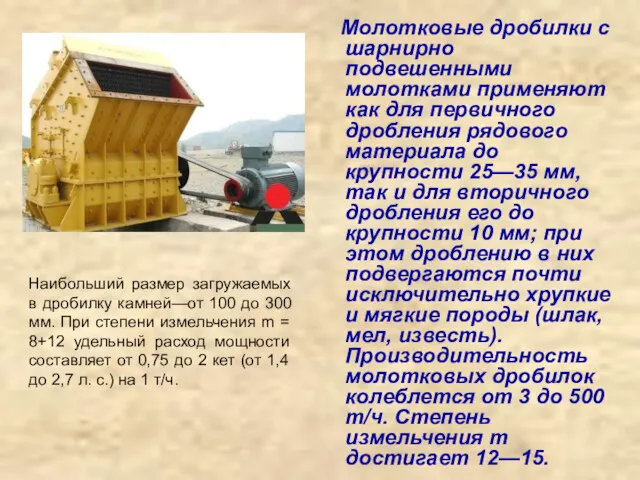
- 35. Молотковые дробилки с шарнирно подвешенными молотками применяют как для первичного дробления рядового материала до крупности 25—35
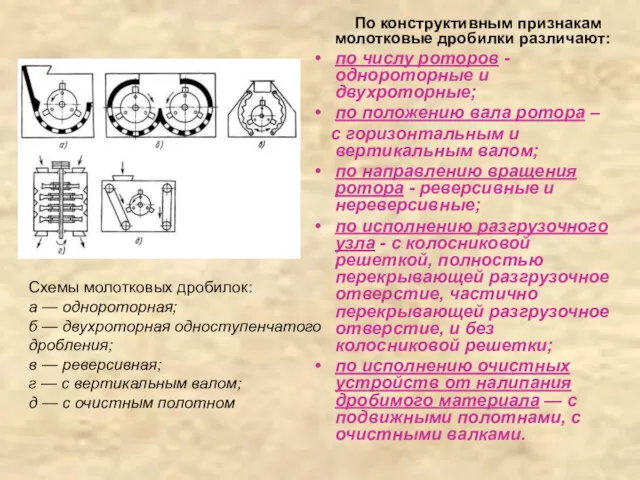
- 36. По конструктивным признакам молотковые дробилки различают: по числу роторов - однороторные и двухроторные; по положению вала
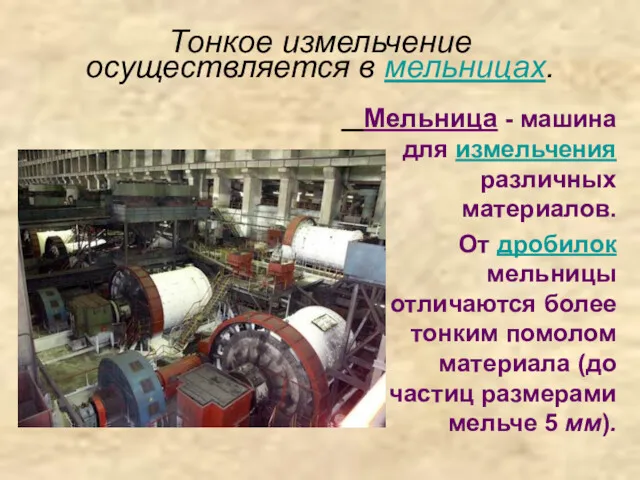
- 37. Тонкое измельчение осуществляется в мельницах. Мельница - машина для измельчения различных материалов. От дробилок мельницы отличаются
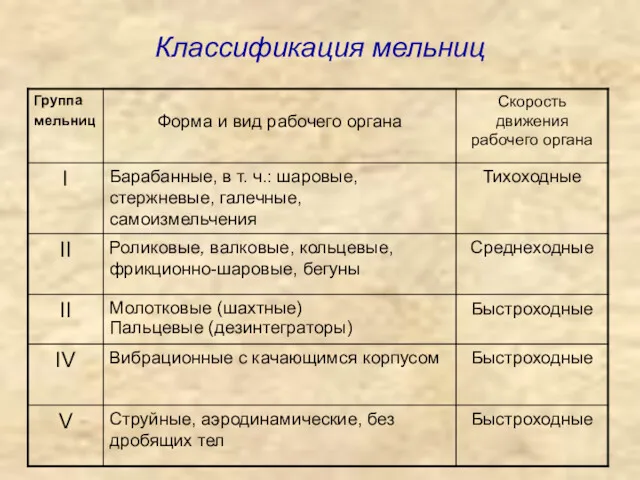
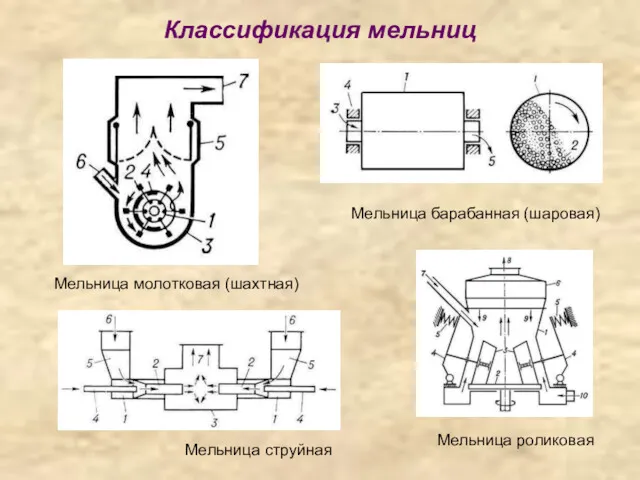
- 38. Классификация мельниц
- 39. Классификация мельниц Мельница барабанная (шаровая) Мельница молотковая (шахтная) Мельница роликовая Мельница струйная
- 40. Барабанно-шаровая мельница - устройство для размола кусков твёрдых материалов. Основной элемент — барабан, частично заполненный шарами
- 41. Выделение продуктов нужной крупности производится с помощью грохотовВыделение продуктов нужной крупности производится с помощью грохотов для
- 42. Неподвижные грохоты (колосниковые, дуговые, конические) состоят из рабочего органа неподвижной просеивающей поверхности и установки для её
- 43. Вибрационный грохот Качающий грохот Резонансный грохот По характеру движения сит различают грохоты с вращающимися поверхностями (барабанные),
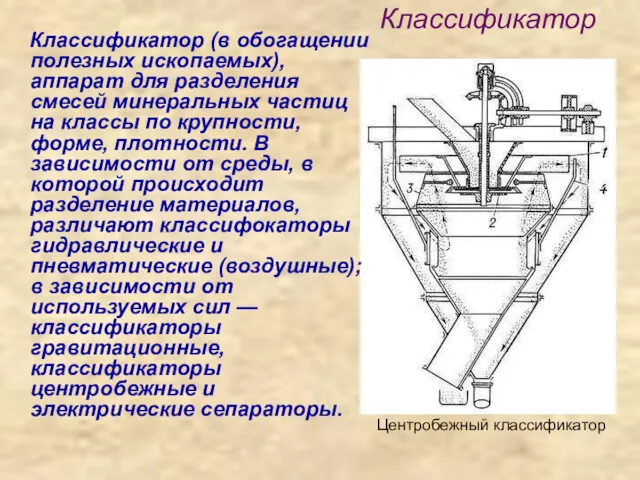
- 44. Классификатор Классификатор (в обогащении полезных ископаемых), аппарат для разделения смесей минеральных частиц на классы по крупности,
- 45. Радиометрическое обогащение, отделение полезных минералов от пустой породы, основанное на свойстве минералов испускать излучения (эмиссионно-радиометрические методы)
- 46. Гравитационное обогащение полезных ископаемых - это метод отделения полезных минералов от пустой породы по различию их
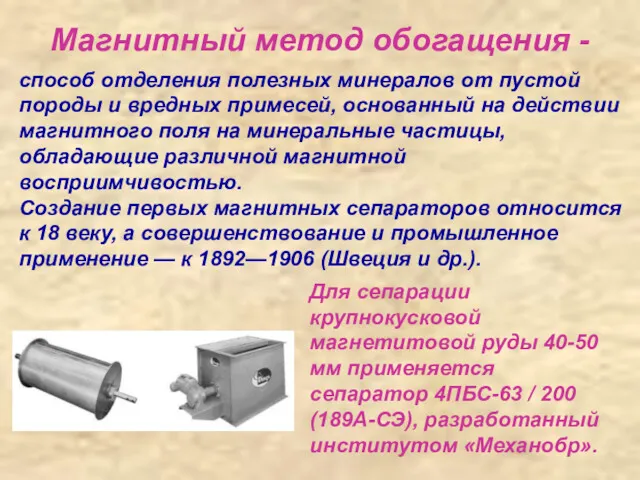
- 47. Магнитный метод обогащения - Для сепарации крупнокусковой магнетитовой руды 40-50 мм применяется сепаратор 4ПБС-63 / 200
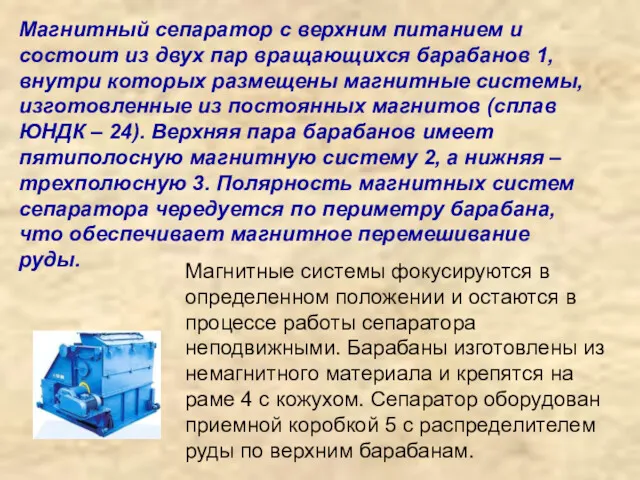
- 48. Магнитный сепаратор с верхним питанием и состоит из двух пар вращающихся барабанов 1, внутри которых размещены
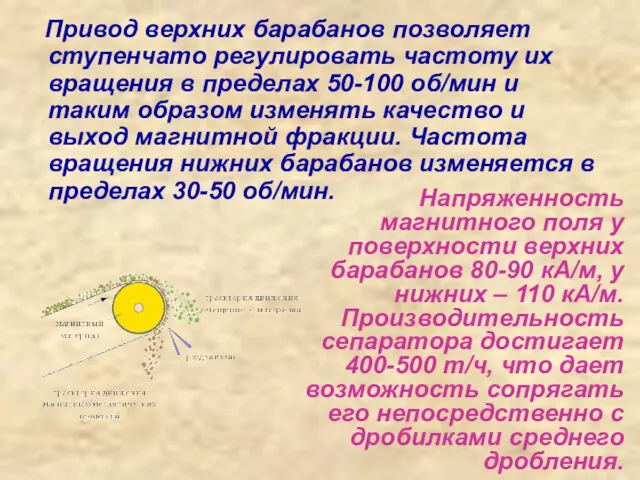
- 49. Привод верхних барабанов позволяет ступенчато регулировать частоту их вращения в пределах 50-100 об/мин и таким образом
- 50. В результате магнитного обогащания содержание полезного компонента увеличивается в несколько раз и составляет в магнитных концентратах
- 51. Обезвоживание Обезвоживанием называется процесс удаления влаги из продуктов обогащения. Удалить всю воду, содержащуюся в продуктах обогащения,
- 52. Фильтрование – процесс обезвоживания мелкозернистой пульпы и суспензии, основанный на принудительном просачивании пульты через пористую перегородку.
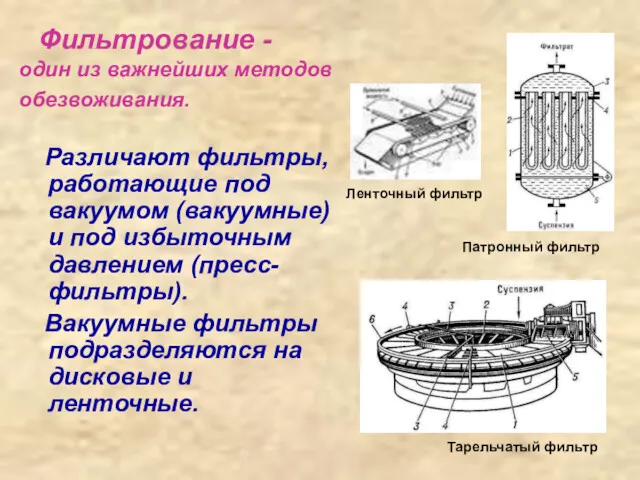
- 53. Фильтрование - Различают фильтры, работающие под вакуумом (вакуумные) и под избыточным давлением (пресс- фильтры). Вакуумные фильтры
- 54. В дисковом вакуум-фильтре на горизонтально расположенном полом валу, разделённом на секции, укреплены вертикальные диски. Вал с
- 55. Окомкователь Барабанный окомкователь [drum granulator]- окомкователь в виде вращающегося барабана, внутрь которого загружают рудную мелочь и
- 56. Сушка и предварительный нагрев окатышей осуществляется на движущейся колосниковой решетке. Окатыши проходят три зоны: сушка в
- 57. Обжиг окатышей осуществляется во вращающейся печи диаметром – 6700 мм, длинной – 45720 мм. Для обжига
- 58. Печь оборудована вентилятором для подачи воздуха на сжигание газа и газорегуляторной станцией, обеспечивающей давление газа перед
- 59. После грохочения окатыши подаются на охлаждение в кольцевой охладитель. Кольцевой охладитель представляет собой решетку в форме
- 60. Охлажденные окатыши подаются на вибропитатель-грохот, где производится отделение класса плюс 50 мм, который убирается пластинчатым конвейером
- 61. Устройство фабрики по производству окатышей Фабрика по производству железорудных окатышей состоит из отделений подготовки шихты, окомкования
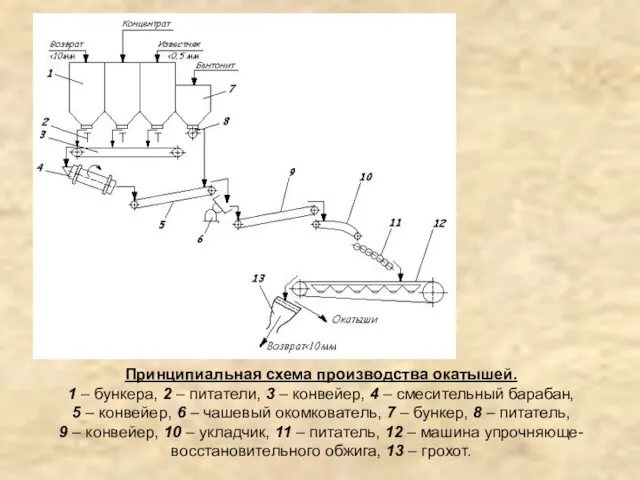
- 62. Принципиальная схема производства окатышей. 1 – бункера, 2 – питатели, 3 – конвейер, 4 – смесительный
- 63. Холодные окатыши имеют высокую прочность, что позволяет их транспортировать на большие расстояния к доменным цехам. Принципиальная
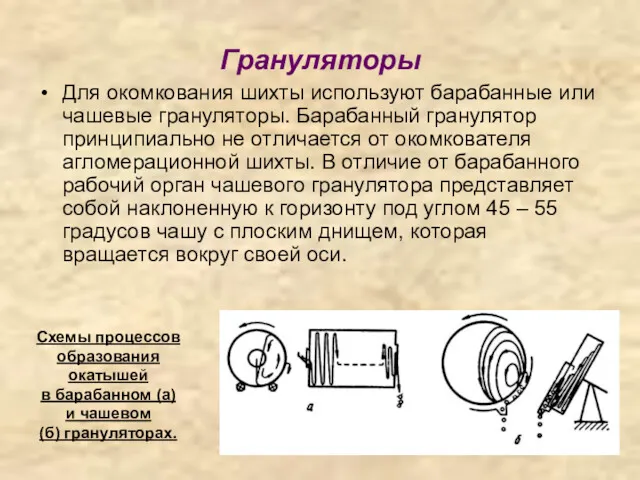
- 64. Грануляторы Для окомкования шихты используют барабанные или чашевые грануляторы. Барабанный гранулятор принципиально не отличается от окомкователя
- 65. Во вращающийся барабан (чашу) непрерывно подается шихта, которая в присутствии распыленной воды окомковывается, превращаясь в круглые
- 66. Механизмы вращения и наклона чаши чашевого гранулятора: 1 – чаша; 2 – вращающаяся ось; 3 –
- 67. Конвейерная обжиговая машина Конвейерная обжиговая машина по своему устройству подобна агломерационной машине, но в отличии от
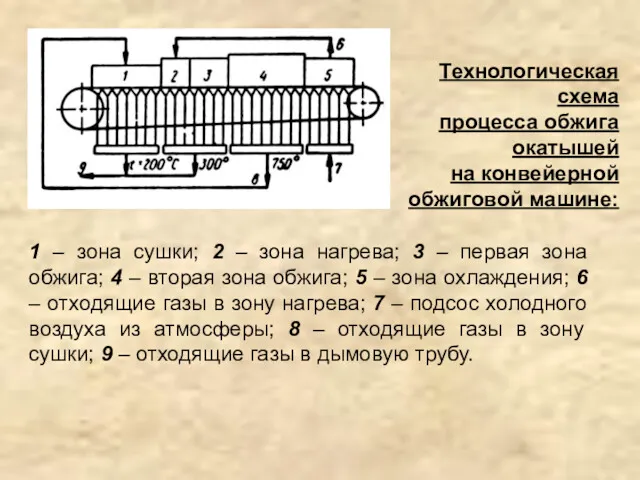
- 68. Технологическая схема процесса обжига окатышей на конвейерной обжиговой машине: 1 – зона сушки; 2 – зона
- 69. Обжиговая машина снабжена верхними укрытиями-камерами, соответствующими технологическим зонам: зонам сушки и нагрева, первой и второй зонам
- 70. Технические характеристики конвейерных обжиговых машин конструкции УЗТМ
- 71. Шахтная печь На рисунке показана принципиальная схема получения металлизованных окатышей с использованием шахтной печи. Сырые окатыши
- 72. Упрочняюще-восстановительный обжиг, происходящий в верхней половине печи (зона I), достигается за счет омывания опускающегося столба окатышей
- 73. ОАО "Карельский окатыш" производит офлюсованные и неофлюсованные окатыши любых качественных характеристик. По желанию делового партнера возможно
- 74. Сырьевой базой для производства окатышей является Костомукшское месторождение железной руды - крупнейшее на Северо-Западе России. Промышленные
- 75. Основные технологические процессы и оборудование Основная масса разрабатываемых пород требует рыхления с помощью буровзрывных работ. В
- 76. Дробление руды ведется в три стадии Дробилками ККД-1500-180 до крупности 350-0 мм; Дробилками КСД-3000Т с грохочением
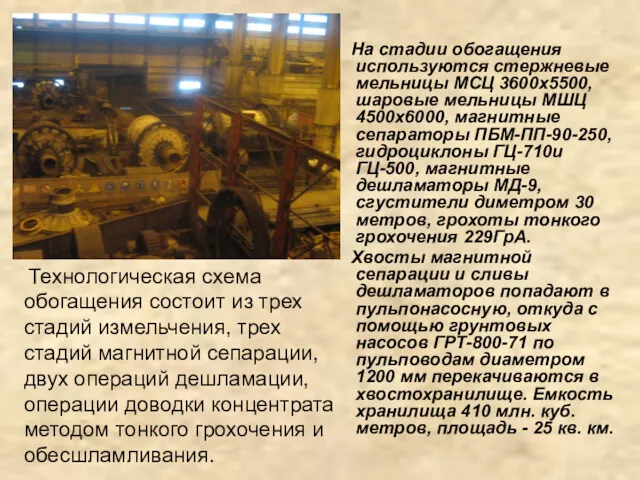
- 77. На стадии обогащения используются стержневые мельницы МСЦ 3600х5500, шаровые мельницы МШЦ 4500х6000, магнитные сепараторы ПБМ-ПП-90-250, гидроциклоны
- 78. Концентрат направляется в корпус сгущения, где на радиальных сгустителях сгущаются до плотности 50 процентов твердого и
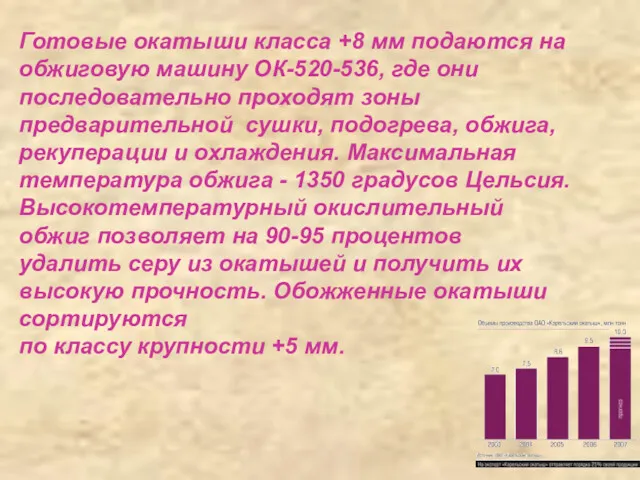
- 79. Готовые окатыши класса +8 мм подаются на обжиговую машину ОК-520-536, где они последовательно проходят зоны предварительной
- 81. Скачать презентацию
Полезными ископаемыми
называются природные минеральные вещества, органического и неорганического происхождения, которые
Полезными ископаемыми называются природные минеральные вещества, органического и неорганического происхождения, которые

Месторождением
полезного ископаемого называется скопление минерального вещества в земной коре, которое
Месторождением
полезного ископаемого называется скопление минерального вещества в земной коре, которое

Группа А3 –
Металлические полезные ископаемые
Группа А3 –
Металлические полезные ископаемые

Руда – это агрегат минералов, из которого технологически возможно и экономически
Руда – это агрегат минералов, из которого технологически возможно и экономически
Минералами называются природные химические соединения, образовавшиеся в результате естественных химических реакций,
Минералами называются природные химические соединения, образовавшиеся в результате естественных химических реакций,

Основы обогащения полезных ископаемых
Основы обогащения полезных ископаемых

Обогащение полезных ископаемых - это совокупность технологических процессов предварительной обработки минерального
Обогащение полезных ископаемых - это совокупность технологических процессов предварительной обработки минерального
В подавляющем большинстве случаев из природных руд экономически невыгодно, а
В подавляющем большинстве случаев из природных руд экономически невыгодно, а
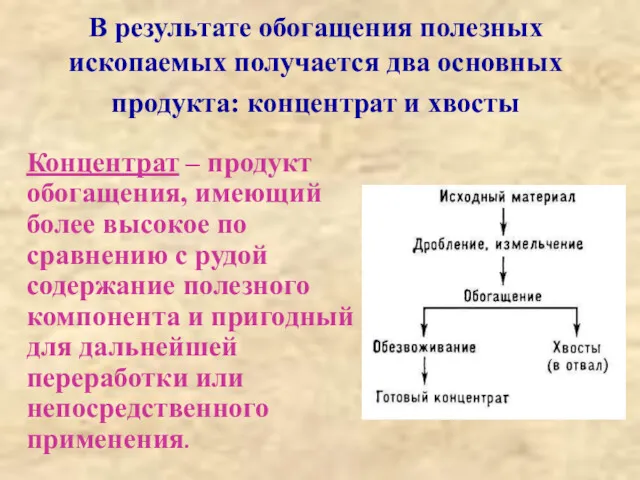
В результате обогащения полезных ископаемых получается два основных продукта: концентрат и
В результате обогащения полезных ископаемых получается два основных продукта: концентрат и
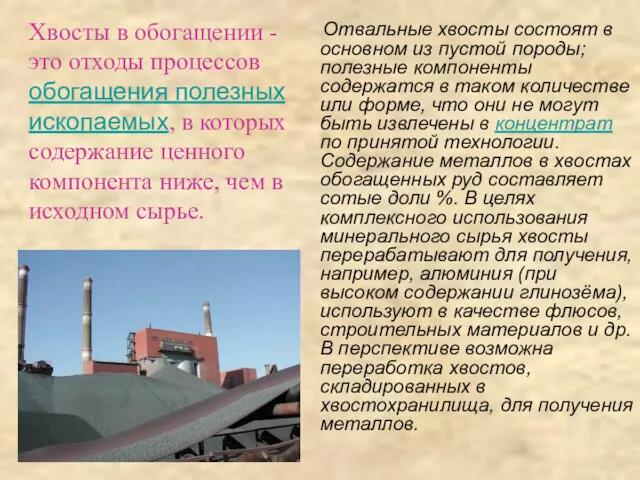
Отвальные хвосты состоят в основном из пустой породы; полезные компоненты
Отвальные хвосты состоят в основном из пустой породы; полезные компоненты
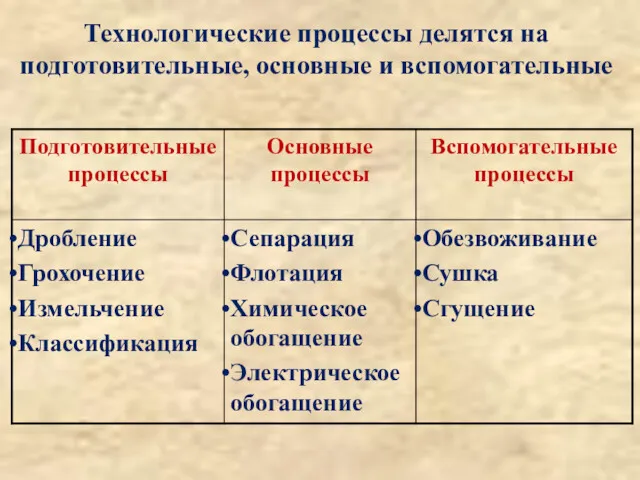
Технологические процессы делятся на подготовительные, основные и вспомогательные
Технологические процессы делятся на подготовительные, основные и вспомогательные
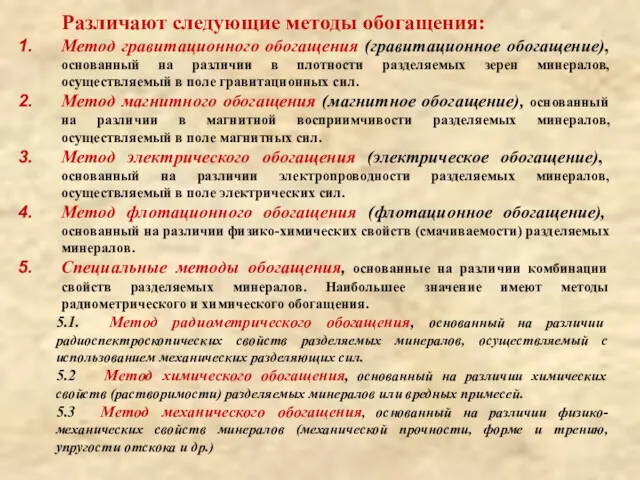
Различают следующие методы обогащения:
Метод гравитационного обогащения (гравитационное обогащение), основанный на различии
Различают следующие методы обогащения:
Метод гравитационного обогащения (гравитационное обогащение), основанный на различии
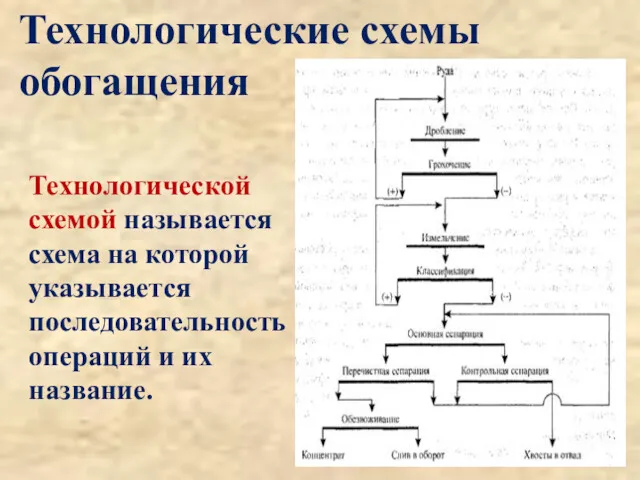
Технологической схемой называется схема на которой указывается последовательность операций и их
Технологической схемой называется схема на которой указывается последовательность операций и их
Качественная схема обогащения полезных ископаемых
Качественная схема обогащения полезных ископаемых
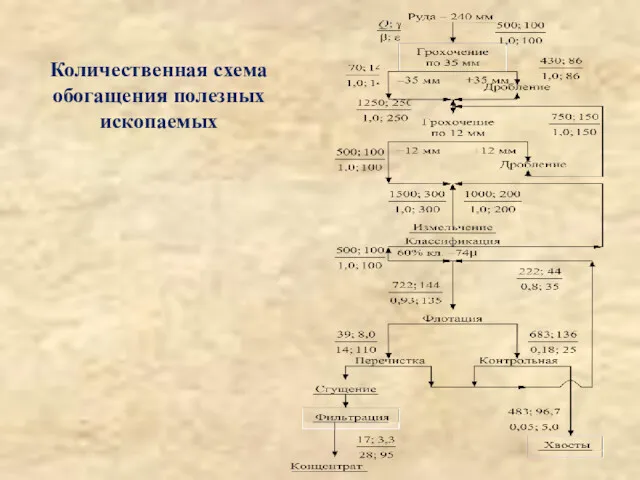
Количественная схема обогащения полезных ископаемых
Количественная схема обогащения полезных ископаемых
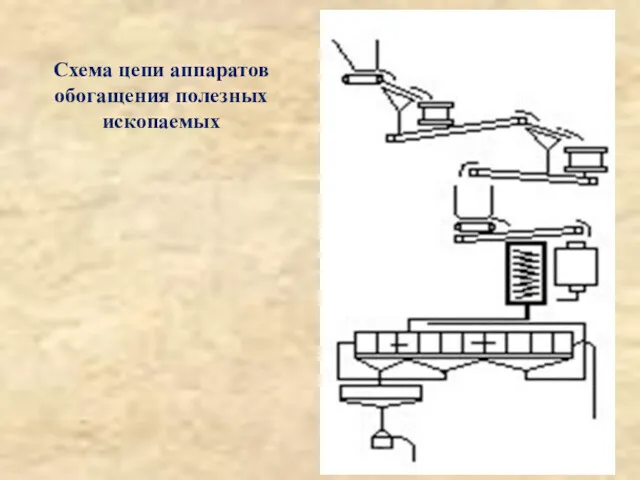
Схема цепи аппаратов обогащения полезных ископаемых
Схема цепи аппаратов обогащения полезных ископаемых
Эффективность процесса обогащения оценивается по ряду показателей:
выход концентрата и хвостов,
Эффективность процесса обогащения оценивается по ряду показателей:
выход концентрата и хвостов,
Вначале производится дробление и измельчение исходного материала с целью доведения
Вначале производится дробление и измельчение исходного материала с целью доведения
Дробление и измельчение очень дорогостоящие операции и часто на них
Дробление и измельчение очень дорогостоящие операции и часто на них
Дробление.
а) Физические основы: раскрытие минералов при дроблении и измельчении
Дробление.
а) Физические основы: раскрытие минералов при дроблении и измельчении
б). Классификация дробильных машин и принцип их действия.
Аппараты, в которых
б). Классификация дробильных машин и принцип их действия.
Аппараты, в которых
Виды дробилок в зависимости от способа и механизма разрушения кусков
щековые
Виды дробилок в зависимости от способа и механизма разрушения кусков
щековые
1). Щековые дробилки
Принцип работы щековой дробилки
В камеру дробления, имеющую
1). Щековые дробилки
Принцип работы щековой дробилки
В камеру дробления, имеющую

На рис. показана щековая дробилка для крупного дробления с простым движением
На рис. показана щековая дробилка для крупного дробления с простым движением
Принцип работы щековой дробилки
При движении шатуна вверх угол между распорными
Принцип работы щековой дробилки
При движении шатуна вверх угол между распорными

2). Конусные дробилки
В конусных дробилках дробление происходит в пространстве,
2). Конусные дробилки
В конусных дробилках дробление происходит в пространстве,
Схемы конусных дробилок: а) - с подвесным валом (для крупного
Схемы конусных дробилок: а) - с подвесным валом (для крупного
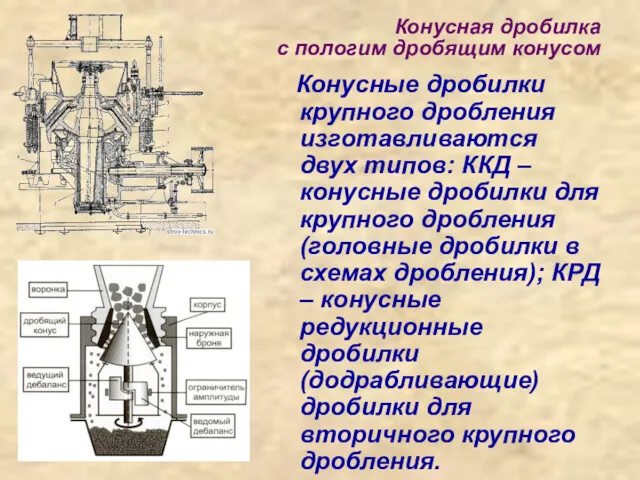
Конусная дробилка
с пологим дробящим конусом
Конусные дробилки крупного дробления
Конусная дробилка
с пологим дробящим конусом
Конусные дробилки крупного дробления

3). Валковые дробилки
Процесс дробления в валковых дробилках происходит между двумя
3). Валковые дробилки
Процесс дробления в валковых дробилках происходит между двумя
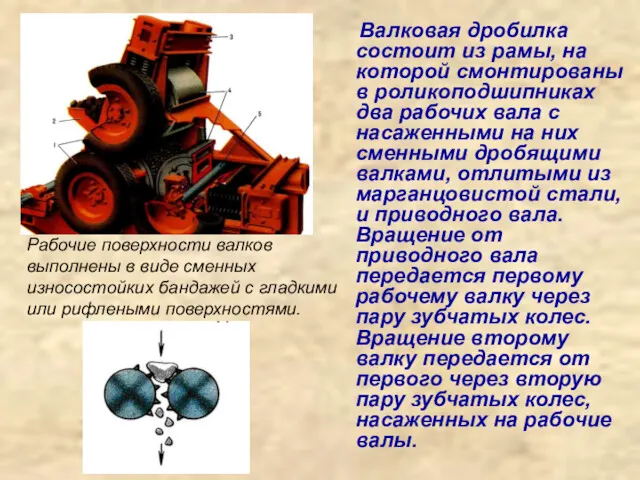
Валковая дробилка состоит из рамы, на которой смонтированы в роликоподшипниках
Валковая дробилка состоит из рамы, на которой смонтированы в роликоподшипниках
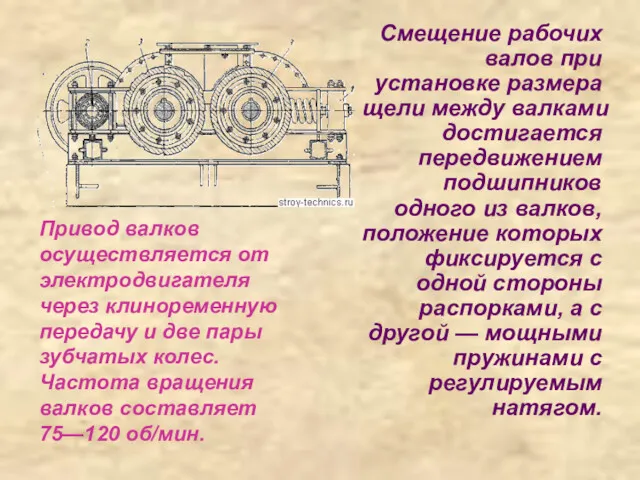
Смещение рабочих валов при установке размера щели между валками достигается
Смещение рабочих валов при установке размера щели между валками достигается
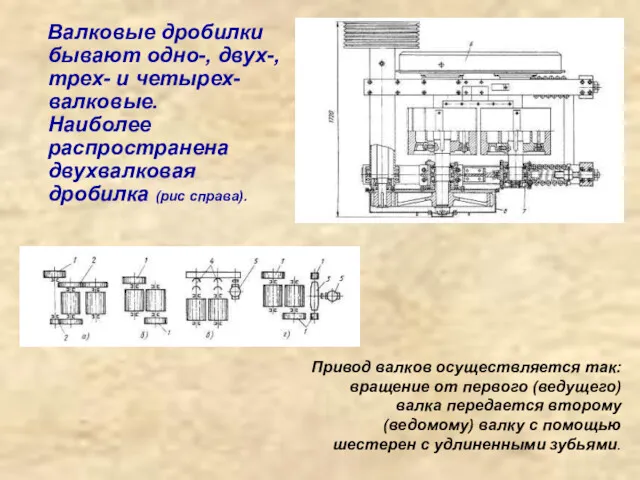
Валковые дробилки бывают одно-, двух-, трех- и четырех- валковые.
Наиболее
Валковые дробилки бывают одно-, двух-, трех- и четырех- валковые. Наиболее
4). Молотковые дробилки
Принцип действия молотковых дробилок состоит в том, что
4). Молотковые дробилки
Принцип действия молотковых дробилок состоит в том, что
Молотковые дробилки с шарнирно подвешенными молотками применяют как для первичного
Молотковые дробилки с шарнирно подвешенными молотками применяют как для первичного
По конструктивным признакам молотковые дробилки различают:
по числу роторов -
По конструктивным признакам молотковые дробилки различают:
по числу роторов -
Тонкое измельчение осуществляется в мельницах.
Мельница - машина для измельчения
Тонкое измельчение осуществляется в мельницах.
Мельница - машина для измельчения
Классификация мельниц
Классификация мельниц
Классификация мельниц
Мельница барабанная (шаровая)
Мельница молотковая (шахтная)
Мельница роликовая
Мельница струйная
Классификация мельниц
Мельница барабанная (шаровая)
Мельница молотковая (шахтная)
Мельница роликовая
Мельница струйная

Барабанно-шаровая мельница
- устройство для размола кусков твёрдых материалов. Основной элемент
Барабанно-шаровая мельница
- устройство для размола кусков твёрдых материалов. Основной элемент
Выделение продуктов нужной крупности производится с помощью грохотовВыделение продуктов нужной крупности
Выделение продуктов нужной крупности производится с помощью грохотовВыделение продуктов нужной крупности
Неподвижные грохоты (колосниковые, дуговые, конические) состоят из рабочего органа неподвижной
Неподвижные грохоты (колосниковые, дуговые, конические) состоят из рабочего органа неподвижной

Вибрационный грохот
Качающий грохот
Резонансный грохот
По характеру движения сит различают грохоты с
Вибрационный грохот
Качающий грохот
Резонансный грохот
По характеру движения сит различают грохоты с
Классификатор
Классификатор (в обогащении полезных ископаемых), аппарат для разделения смесей
Классификатор
Классификатор (в обогащении полезных ископаемых), аппарат для разделения смесей
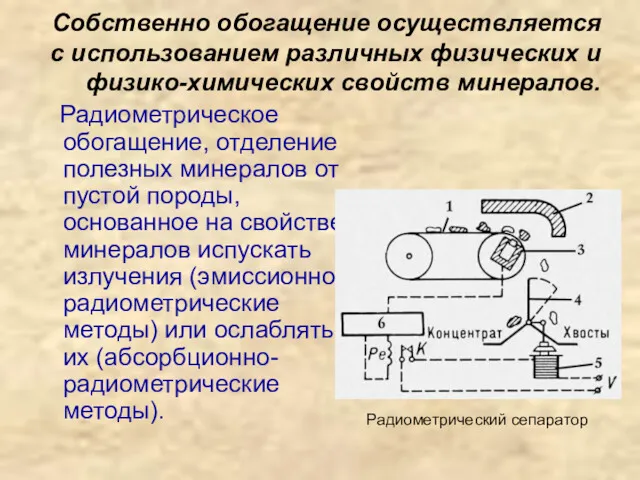
Радиометрическое обогащение, отделение полезных минералов от пустой породы, основанное на
Радиометрическое обогащение, отделение полезных минералов от пустой породы, основанное на
Гравитационное обогащение
полезных ископаемых
- это метод отделения полезных минералов от
Гравитационное обогащение
полезных ископаемых
- это метод отделения полезных минералов от
Магнитный метод обогащения -
Для сепарации крупнокусковой магнетитовой руды 40-50 мм
Магнитный метод обогащения -
Для сепарации крупнокусковой магнетитовой руды 40-50 мм
Магнитный сепаратор с верхним питанием и состоит из двух пар
Магнитный сепаратор с верхним питанием и состоит из двух пар
Привод верхних барабанов позволяет ступенчато регулировать частоту их вращения в
Привод верхних барабанов позволяет ступенчато регулировать частоту их вращения в
В результате магнитного обогащания содержание полезного компонента увеличивается в несколько
В результате магнитного обогащания содержание полезного компонента увеличивается в несколько
Обезвоживание
Обезвоживанием называется процесс удаления влаги из продуктов обогащения. Удалить всю
Обезвоживание
Обезвоживанием называется процесс удаления влаги из продуктов обогащения. Удалить всю
Фильтрование – процесс обезвоживания мелкозернистой пульпы и суспензии, основанный на принудительном
Фильтрование – процесс обезвоживания мелкозернистой пульпы и суспензии, основанный на принудительном
Фильтрование -
Различают фильтры, работающие под вакуумом (вакуумные) и под
Фильтрование -
Различают фильтры, работающие под вакуумом (вакуумные) и под
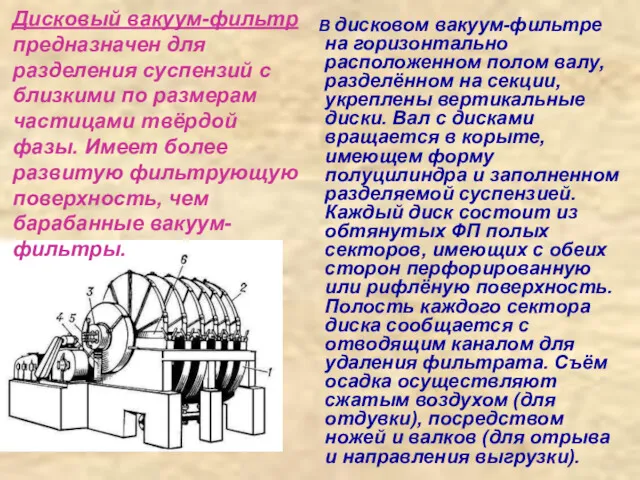
В дисковом вакуум-фильтре на горизонтально расположенном полом валу, разделённом на
В дисковом вакуум-фильтре на горизонтально расположенном полом валу, разделённом на
![Окомкователь Барабанный окомкователь [drum granulator]- окомкователь в виде вращающегося барабана,](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/140682/slide-54.jpg)
Окомкователь
Барабанный окомкователь
[drum granulator]- окомкователь в виде вращающегося барабана,
Окомкователь
Барабанный окомкователь
[drum granulator]- окомкователь в виде вращающегося барабана,
Сушка и предварительный нагрев
окатышей осуществляется на движущейся колосниковой решетке.
Сушка и предварительный нагрев
окатышей осуществляется на движущейся колосниковой решетке.
Обжиг окатышей
осуществляется во вращающейся печи диаметром – 6700 мм,
Обжиг окатышей
осуществляется во вращающейся печи диаметром – 6700 мм,
Печь оборудована вентилятором для подачи воздуха на сжигание газа и
Печь оборудована вентилятором для подачи воздуха на сжигание газа и
После грохочения окатыши подаются на охлаждение в кольцевой охладитель. Кольцевой
После грохочения окатыши подаются на охлаждение в кольцевой охладитель. Кольцевой
Охлажденные окатыши подаются на вибропитатель-грохот, где производится отделение класса плюс
Охлажденные окатыши подаются на вибропитатель-грохот, где производится отделение класса плюс
Устройство фабрики по производству окатышей
Фабрика по производству железорудных окатышей состоит
Устройство фабрики по производству окатышей
Фабрика по производству железорудных окатышей состоит
Принципиальная схема производства окатышей.
1 – бункера, 2 – питатели, 3 –
Принципиальная схема производства окатышей.
1 – бункера, 2 – питатели, 3 –
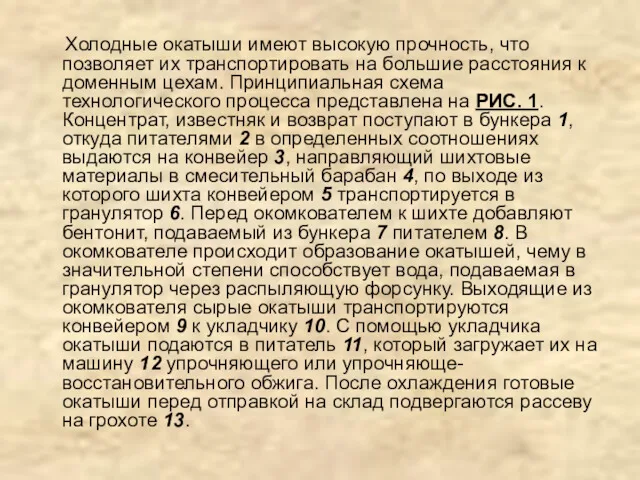
Холодные окатыши имеют высокую прочность, что позволяет их транспортировать на
Холодные окатыши имеют высокую прочность, что позволяет их транспортировать на
Грануляторы
Для окомкования шихты используют барабанные или чашевые грануляторы. Барабанный гранулятор принципиально
Грануляторы
Для окомкования шихты используют барабанные или чашевые грануляторы. Барабанный гранулятор принципиально
Во вращающийся барабан (чашу) непрерывно подается шихта, которая в присутствии
Во вращающийся барабан (чашу) непрерывно подается шихта, которая в присутствии

Механизмы вращения и наклона чаши чашевого гранулятора:
1 – чаша; 2 –
Механизмы вращения и наклона чаши чашевого гранулятора:
1 – чаша; 2 –
Конвейерная обжиговая машина
Конвейерная обжиговая машина по своему устройству подобна агломерационной машине,
Конвейерная обжиговая машина
Конвейерная обжиговая машина по своему устройству подобна агломерационной машине,
Технологическая схема
процесса обжига окатышей
на конвейерной обжиговой машине:
1 –
Технологическая схема
процесса обжига окатышей
на конвейерной обжиговой машине:
1 –
Обжиговая машина снабжена верхними укрытиями-камерами, соответствующими технологическим зонам: зонам сушки и
Обжиговая машина снабжена верхними укрытиями-камерами, соответствующими технологическим зонам: зонам сушки и
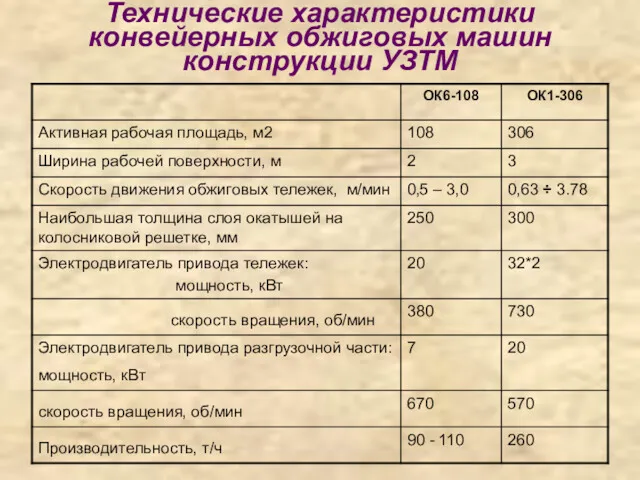
Технические характеристики конвейерных обжиговых машин конструкции УЗТМ
Технические характеристики конвейерных обжиговых машин конструкции УЗТМ

Шахтная печь
На рисунке показана принципиальная схема получения металлизованных окатышей
Шахтная печь
На рисунке показана принципиальная схема получения металлизованных окатышей
Упрочняюще-восстановительный обжиг, происходящий в верхней половине печи (зона I), достигается
Упрочняюще-восстановительный обжиг, происходящий в верхней половине печи (зона I), достигается
ОАО "Карельский окатыш" производит офлюсованные и неофлюсованные окатыши любых качественных
ОАО "Карельский окатыш" производит офлюсованные и неофлюсованные окатыши любых качественных

Сырьевой базой для производства окатышей является Костомукшское месторождение железной руды
Сырьевой базой для производства окатышей является Костомукшское месторождение железной руды
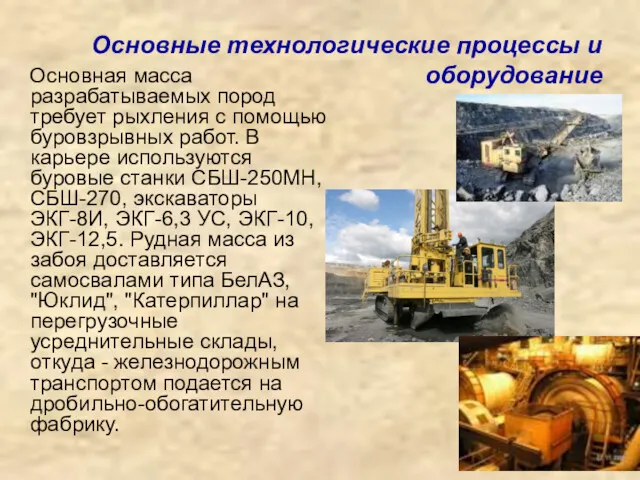
Основные технологические процессы и оборудование
Основная масса разрабатываемых пород требует рыхления
Основные технологические процессы и оборудование
Основная масса разрабатываемых пород требует рыхления

Дробление руды ведется в три стадии
Дробилками ККД-1500-180 до крупности 350-0
Дробление руды ведется в три стадии
Дробилками ККД-1500-180 до крупности 350-0
На стадии обогащения используются стержневые мельницы МСЦ 3600х5500, шаровые мельницы
На стадии обогащения используются стержневые мельницы МСЦ 3600х5500, шаровые мельницы
Концентрат направляется в корпус сгущения, где на радиальных сгустителях сгущаются
Концентрат направляется в корпус сгущения, где на радиальных сгустителях сгущаются
Готовые окатыши класса +8 мм подаются на обжиговую машину ОК-520-536, где
Готовые окатыши класса +8 мм подаются на обжиговую машину ОК-520-536, где
 Учение об обработке почвы
Учение об обработке почвы Мониторинг и оценка (M&E) региональных программ
Мониторинг и оценка (M&E) региональных программ О выставке Владивосток Бот-Шоу
О выставке Владивосток Бот-Шоу Личная жизнь в средневековье
Личная жизнь в средневековье Решение задач для 6 класса от героев мультиков
Решение задач для 6 класса от героев мультиков New Geant4 based simulation tools for space radiation shielding and effects analysis
New Geant4 based simulation tools for space radiation shielding and effects analysis ВКР: Разработка системы автоматизации добычи и промыслового сбора нефти и газа на месторождении
ВКР: Разработка системы автоматизации добычи и промыслового сбора нефти и газа на месторождении Оперативная память
Оперативная память Угольная промышленность
Угольная промышленность Требования к оформлению работ, доклада и презентации
Требования к оформлению работ, доклада и презентации презентация к уроку химии в 10-м классе Муравьиная кислота - знакомая и незнакомая
презентация к уроку химии в 10-м классе Муравьиная кислота - знакомая и незнакомая Презентация по теме: Адаптация первоклассников к школе
Презентация по теме: Адаптация первоклассников к школе Игра для 6 классов, посвященная космосу
Игра для 6 классов, посвященная космосу Насекомые вокруг нас. Для детей подготовительной группы
Насекомые вокруг нас. Для детей подготовительной группы Английские времена и особенности их употребления
Английские времена и особенности их употребления Урок ИКН в 7 классе Тема: Марийский край и губернские реформы XVIII века. Гербы городов
Урок ИКН в 7 классе Тема: Марийский край и губернские реформы XVIII века. Гербы городов Подборка авторских презентаций на актуальные темы для педагога-психолога детского сада
Подборка авторских презентаций на актуальные темы для педагога-психолога детского сада Реконструкция подстанции Игнатовская 35/10 кВ с разработкой средств и мероприятий для повышения надёжности электроснабжения
Реконструкция подстанции Игнатовская 35/10 кВ с разработкой средств и мероприятий для повышения надёжности электроснабжения Презентация к занятию Начало движения, перестроения
Презентация к занятию Начало движения, перестроения Введение в архитектуру персональных компьютеров
Введение в архитектуру персональных компьютеров Организация и проведение выставочно-конгрессных и социально-значимых мероприятий
Организация и проведение выставочно-конгрессных и социально-значимых мероприятий Респираторлы синдроммен сипатталатын инфекциялық аурулардың диагностикасы және саралау диагностикасы
Респираторлы синдроммен сипатталатын инфекциялық аурулардың диагностикасы және саралау диагностикасы Классный час Моя малая Родина
Классный час Моя малая Родина Слова паразиты или языковые вирусы. 5 класс
Слова паразиты или языковые вирусы. 5 класс Ұйым басқару объектісі ретінде
Ұйым басқару объектісі ретінде Господарство та економічна думка в період державно-монополістичного розвитку суспільств європейської цивілізації
Господарство та економічна думка в період державно-монополістичного розвитку суспільств європейської цивілізації Введение. Язык и речь
Введение. Язык и речь Игры и задания на развитие интеллекта. 4 – 7 лет
Игры и задания на развитие интеллекта. 4 – 7 лет