- Оборудование отрасли

Содержание
- 2. Литература 1. Глебов, И.Т. Резание древесины/И.Т. Глебов. – СПб.: Издательство «Лань», 2010. – 256 с. 2.
- 3. Понятия и определения 1.1. Станок – рабочая машина, на которой изменяется форма и размеры заготовки методом
- 4. Резание древесины 1.1. Понятие о резании Резанием называют технологический процесс разрушения связей между частицами материала обрабатываемой
- 5. 1.2. Движения при резании При резании лезвие и заготовка одновременно перемещаются относительно друг друга. Эти движения
- 6. 1.3. Углы скоростей Углом подачи μ называется угол в рабочей плоскости между направлениями скоростей движения подачи
- 7. Элементы лезвия Передней поверхностью лезвия Аγ называется поверхность лезвия, контактирующая в процессе резания со срезаемым слоем
- 8. Лезвие Угловые параметры лезвия, системы координат
- 9. Износ и затупление лезвий а – вновь заточенное лезвие; б – затупленное лезвие; в – изношенное
- 10. Микрогеометрия режущей кромки Для лезвия любой остроты величину радиуса округления можно описать следующим выражением: ρ =
- 11. Влияние строения и свойств древесины на процесс резания Рис. 23. Разрезы ствола: П – поперечный (торцовый);
- 12. Сжатие древесины Древесинное вещество представляет собой материал клеточных стенок древесины. Плотность древесинного вещества не зависит от
- 13. Шероховатость деревянной поверхности по ГОСТ 7016-82 характеризуется параметрами, их числовыми значениями и наличием или отсутствием ворсистости
- 14. Составляющие силы резания При резании древесина оказывает сопротивление перемещению лезвия. Эту силу, действующую со стороны лезвия
- 15. Удельная сила резания Fуд есть отношение главной составляющей силы резания к площади поперечного сечения срезаемого слоя
- 16. Зависимость главной составляющей силы резания от толщины срезаемого слоя
- 17. Изменение касательной силы резания в диапазоне микрослоев Общее уравнение параболы в осях координат Fx1 и а
- 18. Расчетные уравнения для касательной силы резания где λ – коэффициент: Уравнение единичной касательной силы резания для
- 19. Влияние породы, влажности, температуры Fx=Fxc ап, Поправочные коэффициенты на породу древесины ап других пород имеют следующие
- 20. Влияние угла встречи с волокнами древесины Расчетные формулы, рекомендуемые для определения значений параметров р и k,
- 21. Классификация процессов резания на станках
- 22. Пиление. Способы уширения пропила Способы уширения пропила: а – развод зубьев; б – плющение зубьев; в
- 23. Пиление рамными пилами Лесопильная рама: а – кинематическая схема; б – кривошипно- шатунно-олзунный механизм
- 24. Пиление ленточной пилой Пиление ленточной пилой: а – схема ленточнопильного станка; б – геометрия срезаемого слоя
- 25. Пиление круглой пилой Продольное пиление дисковой пилой: а – c верхним расположением пилы; б – с
- 26. Строгание Строгание древесины на станках: а – горизонтальных; б – вертикальных Строгание – процесс с прямолинейным
- 27. Лущение древесины Лущение – это процесс поперечного срезания непрерывной стружки равномерной толщины с вращающегося чурака при
- 28. Фрезерование Фрезерование – процесс обработки материала вращающимися лезвиями, в результате которого припуск снимается путем последовательного срезания
- 29. Точение Точение – это процесс резания древесины, при котором из заготовки получается тело вращения заданной формы,
- 30. Шлифование Шлифование – это процесс зачистки обрабатываемой поверхности абразивным режущим инструментом. Различают шлифование ленточное плоское (лента
- 31. Сверление древесины Сверление – процесс образования в деревянных деталях сквозных и несквозных цилиндрических отверстий с помощью
- 32. Долбление гнездовой фрезой Долблением получают гнезда шириной от 3 мм и более. Гнездовая фреза – мерный
- 34. Скачать презентацию
Литература
1. Глебов, И.Т. Резание древесины/И.Т. Глебов. – СПб.: Издательство «Лань», 2010.
Литература
1. Глебов, И.Т. Резание древесины/И.Т. Глебов. – СПб.: Издательство «Лань», 2010.
Понятия и определения
1.1. Станок – рабочая машина, на которой изменяется форма
Понятия и определения
1.1. Станок – рабочая машина, на которой изменяется форма

Резание древесины
1.1. Понятие о резании
Резанием называют технологический процесс разрушения связей
Резание древесины
1.1. Понятие о резании
Резанием называют технологический процесс разрушения связей
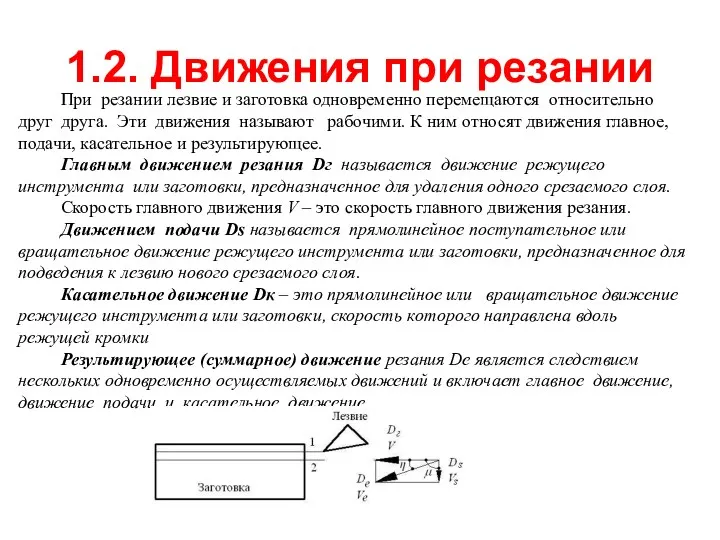
1.2. Движения при резании
При резании лезвие и заготовка одновременно перемещаются относительно
1.2. Движения при резании
При резании лезвие и заготовка одновременно перемещаются относительно
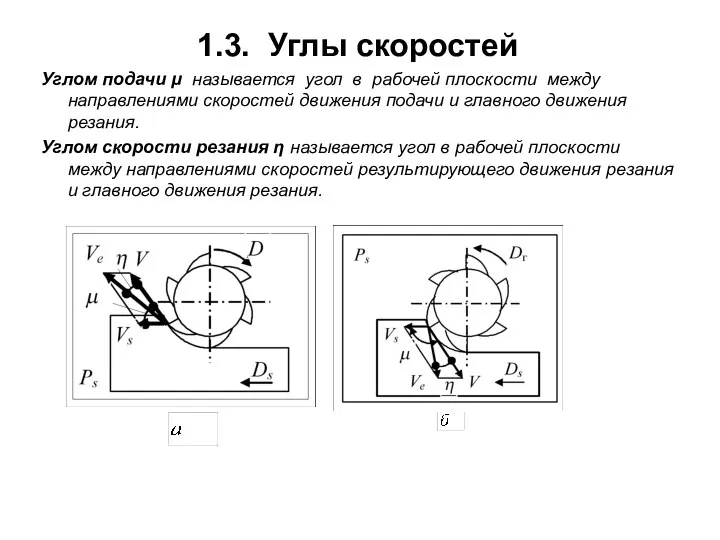
1.3. Углы скоростей
Углом подачи μ называется угол в рабочей плоскости между
1.3. Углы скоростей
Углом подачи μ называется угол в рабочей плоскости между

Элементы лезвия
Передней поверхностью лезвия Аγ называется поверхность лезвия, контактирующая в
Элементы лезвия
Передней поверхностью лезвия Аγ называется поверхность лезвия, контактирующая в

Лезвие
Угловые параметры лезвия, системы координат
Лезвие
Угловые параметры лезвия, системы координат
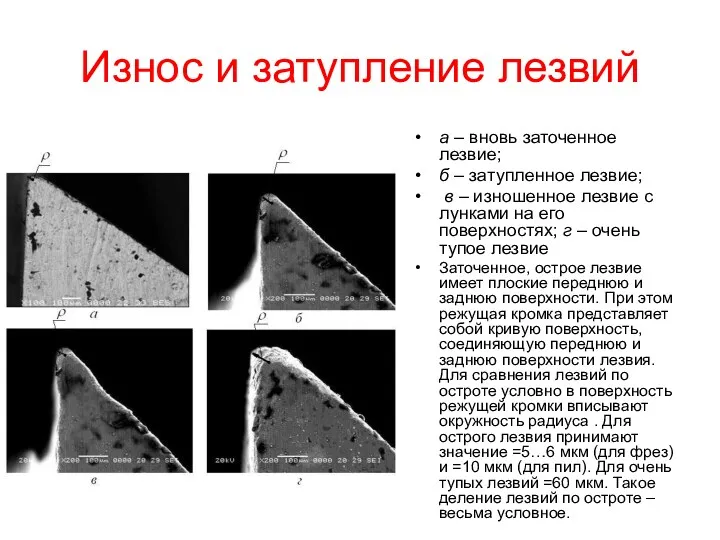
Износ и затупление лезвий
а – вновь заточенное лезвие;
б –
Износ и затупление лезвий
а – вновь заточенное лезвие;
б –
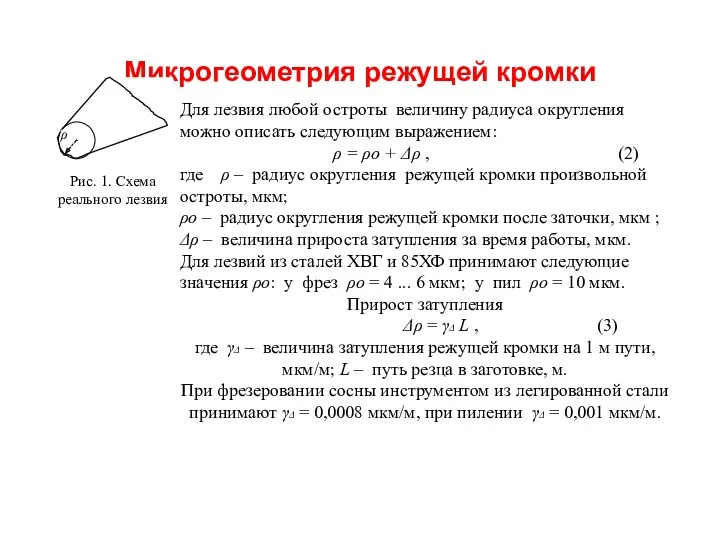
Микрогеометрия режущей кромки
Для лезвия любой остроты величину радиуса округления можно
Микрогеометрия режущей кромки
Для лезвия любой остроты величину радиуса округления можно

Влияние строения и свойств
древесины на процесс резания
Рис. 23.
Влияние строения и свойств
древесины на процесс резания
Рис. 23.
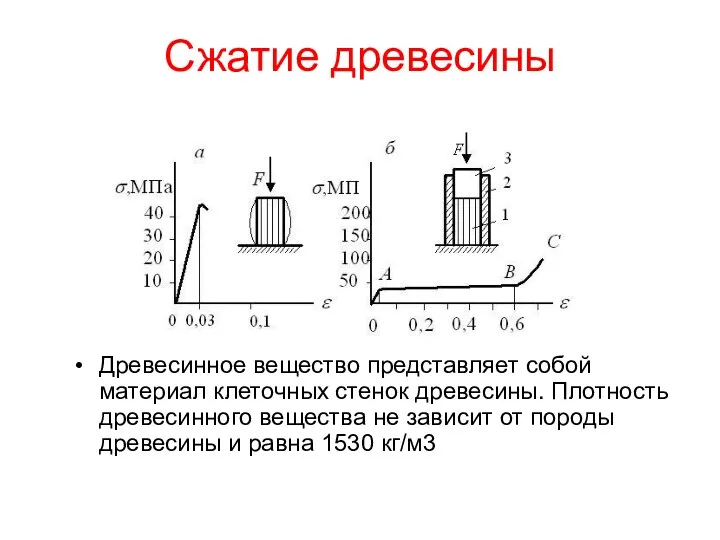
Сжатие древесины
Древесинное вещество представляет собой материал клеточных стенок древесины. Плотность древесинного
Сжатие древесины
Древесинное вещество представляет собой материал клеточных стенок древесины. Плотность древесинного
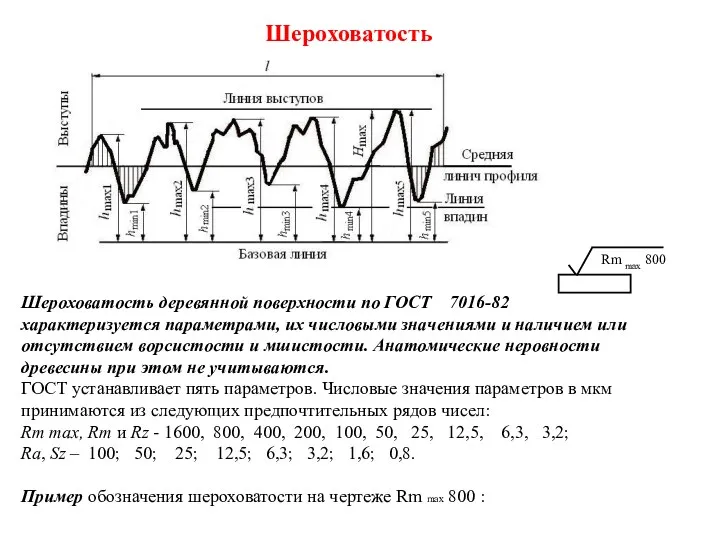
Шероховатость деревянной поверхности по ГОСТ 7016-82 характеризуется параметрами, их числовыми значениями
Шероховатость деревянной поверхности по ГОСТ 7016-82 характеризуется параметрами, их числовыми значениями
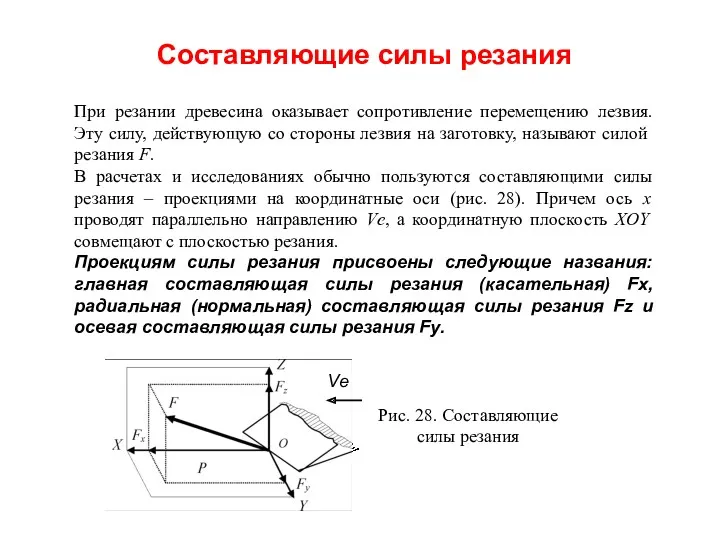
Составляющие силы резания
При резании древесина оказывает сопротивление перемещению лезвия. Эту
Составляющие силы резания
При резании древесина оказывает сопротивление перемещению лезвия. Эту
Удельная сила резания Fуд есть отношение главной составляющей силы резания к
Удельная сила резания Fуд есть отношение главной составляющей силы резания к
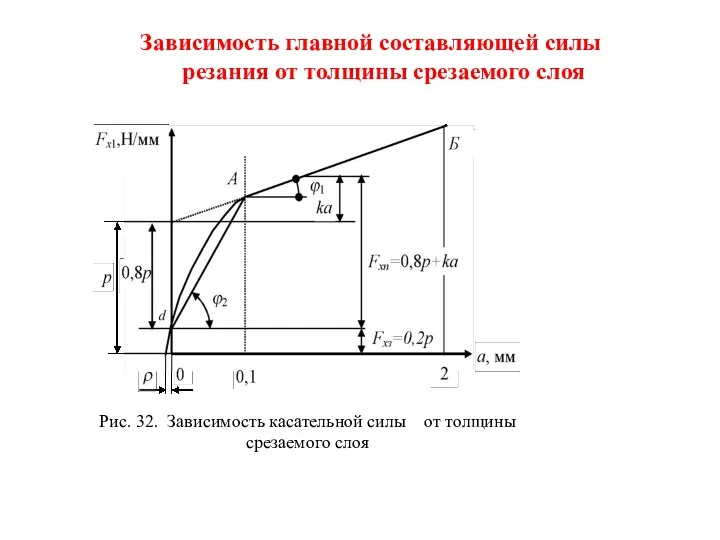
Зависимость главной составляющей силы
резания от толщины срезаемого слоя
Зависимость главной составляющей силы
резания от толщины срезаемого слоя
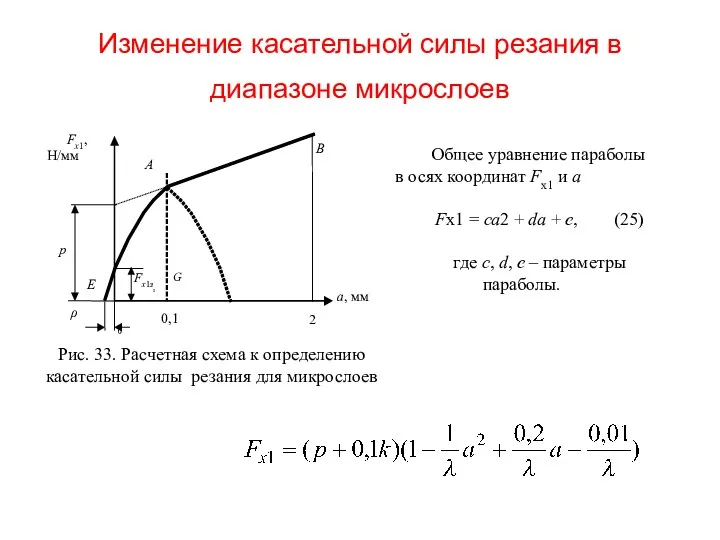
Изменение касательной силы резания в диапазоне микрослоев
Общее уравнение параболы в
Изменение касательной силы резания в диапазоне микрослоев
Общее уравнение параболы в
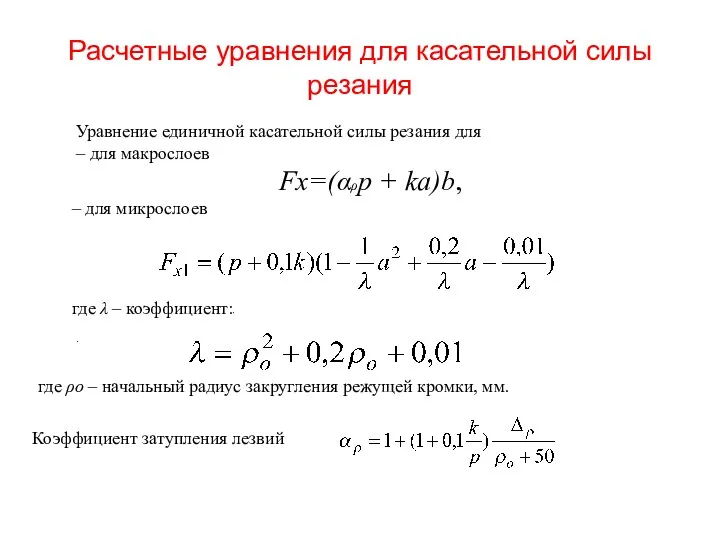
Расчетные уравнения для касательной силы резания
где λ – коэффициент:
Уравнение
Расчетные уравнения для касательной силы резания
где λ – коэффициент:
Уравнение
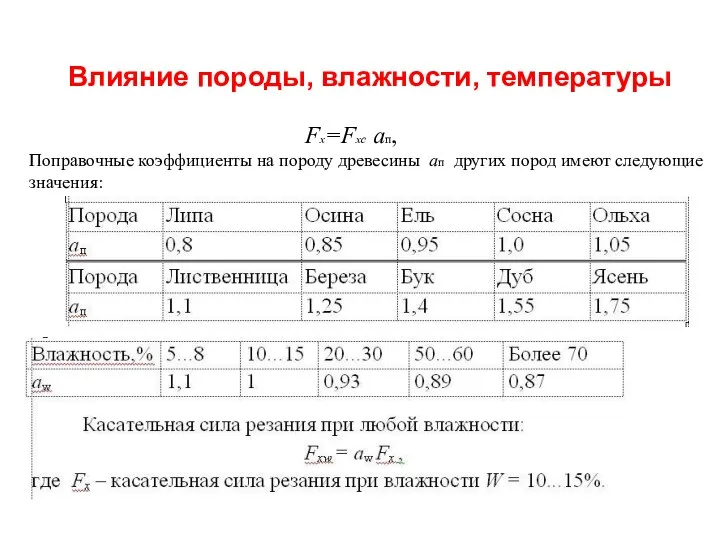
Влияние породы, влажности, температуры
Fx=Fxc ап,
Поправочные коэффициенты на породу древесины ап
Влияние породы, влажности, температуры
Fx=Fxc ап,
Поправочные коэффициенты на породу древесины ап
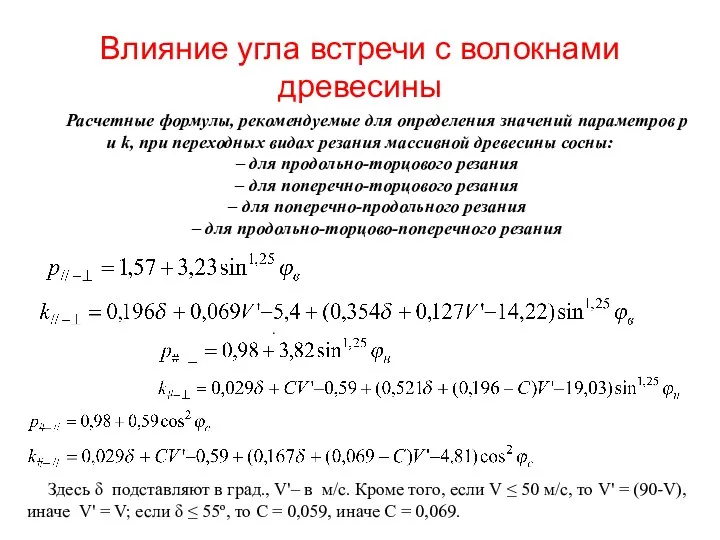
Влияние угла встречи с волокнами древесины
Расчетные формулы, рекомендуемые для определения значений
Влияние угла встречи с волокнами древесины
Расчетные формулы, рекомендуемые для определения значений

Классификация процессов резания на станках
Классификация процессов резания на станках

Пиление. Способы уширения пропила
Способы уширения пропила:
а – развод зубьев; б –
Пиление. Способы уширения пропила
Способы уширения пропила:
а – развод зубьев; б –
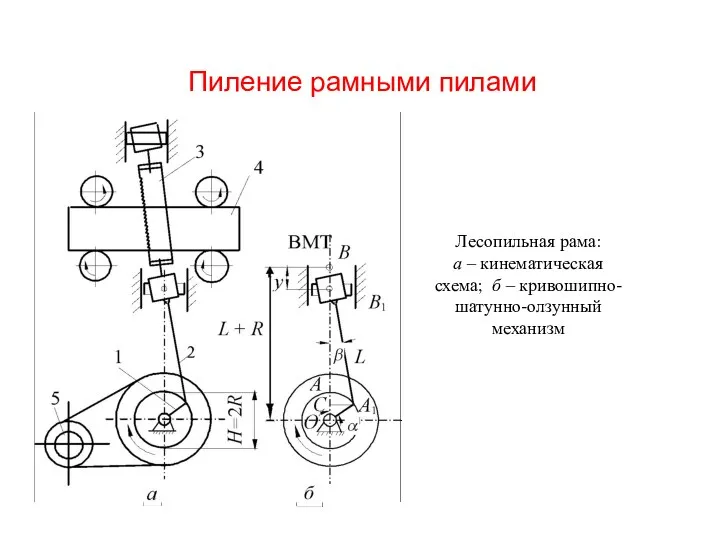
Пиление рамными пилами
Лесопильная рама:
а – кинематическая
схема; б – кривошипно-
шатунно-олзунный
механизм
Пиление рамными пилами
Лесопильная рама:
а – кинематическая
схема; б – кривошипно-
шатунно-олзунный
механизм
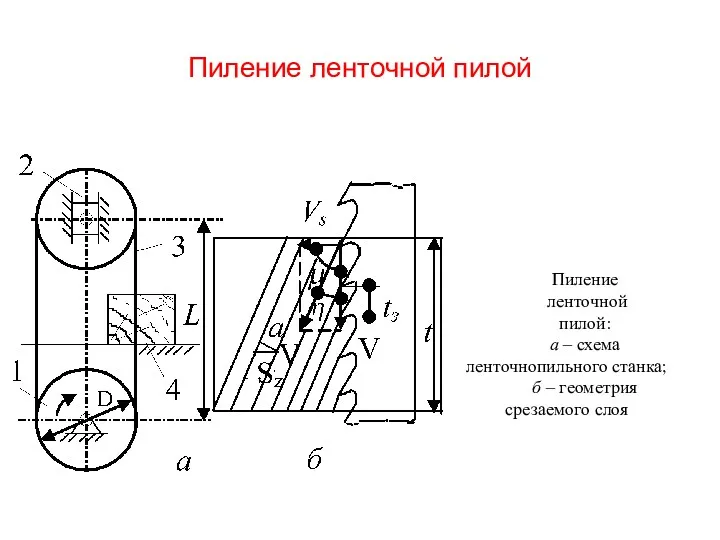
Пиление ленточной пилой
Пиление
ленточной
пилой:
а – схема ленточнопильного станка;
б – геометрия срезаемого
Пиление ленточной пилой
Пиление
ленточной
пилой:
а – схема ленточнопильного станка;
б – геометрия срезаемого

Пиление круглой пилой
Продольное пиление дисковой пилой:
а – c верхним расположением пилы;
Пиление круглой пилой
Продольное пиление дисковой пилой:
а – c верхним расположением пилы;

Строгание
Строгание древесины на станках:
а – горизонтальных;
б – вертикальных
Строгание –
Строгание
Строгание древесины на станках:
а – горизонтальных;
б – вертикальных
Строгание –

Лущение древесины
Лущение – это процесс поперечного срезания непрерывной стружки равномерной толщины
Лущение древесины
Лущение – это процесс поперечного срезания непрерывной стружки равномерной толщины
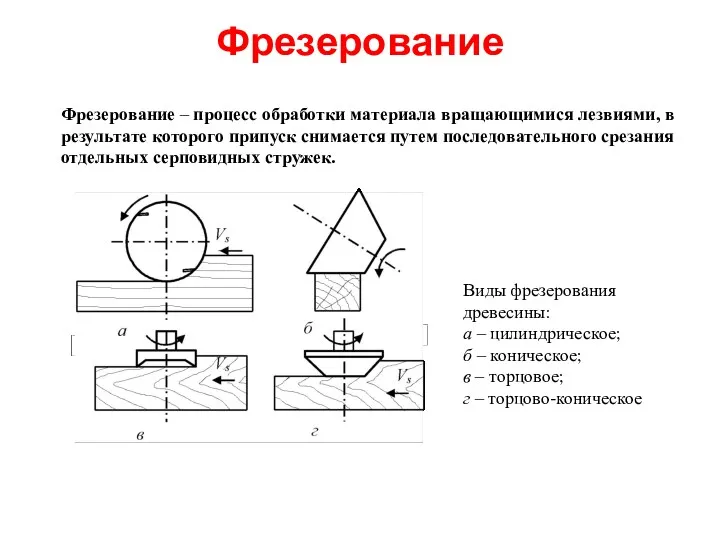
Фрезерование
Фрезерование – процесс обработки материала вращающимися лезвиями, в результате которого припуск
Фрезерование
Фрезерование – процесс обработки материала вращающимися лезвиями, в результате которого припуск
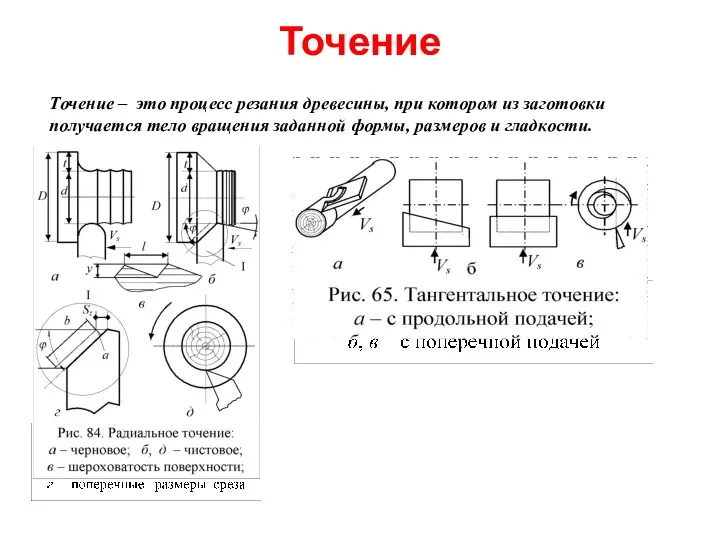
Точение
Точение – это процесс резания древесины, при котором из заготовки получается
Точение
Точение – это процесс резания древесины, при котором из заготовки получается
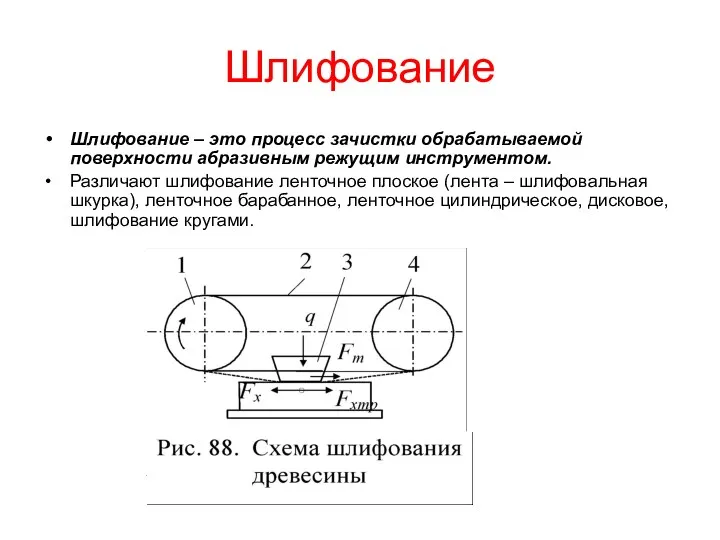
Шлифование
Шлифование – это процесс зачистки обрабатываемой поверхности абразивным режущим инструментом.
Шлифование
Шлифование – это процесс зачистки обрабатываемой поверхности абразивным режущим инструментом.
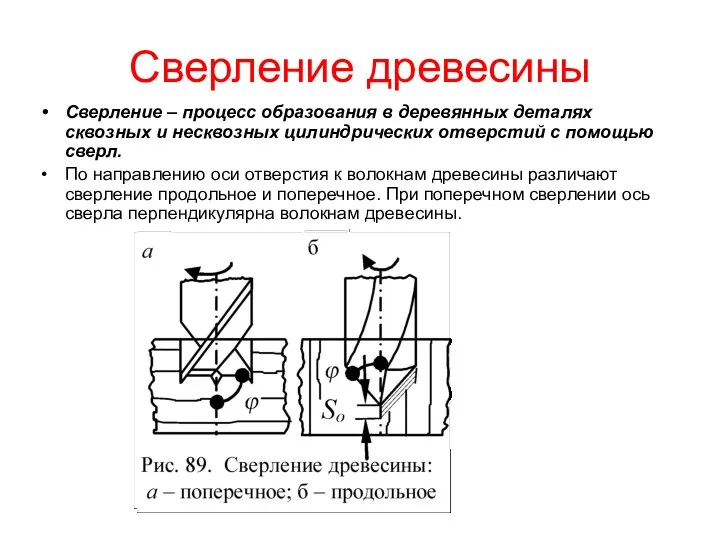
Сверление древесины
Сверление – процесс образования в деревянных деталях сквозных и несквозных
Сверление древесины
Сверление – процесс образования в деревянных деталях сквозных и несквозных
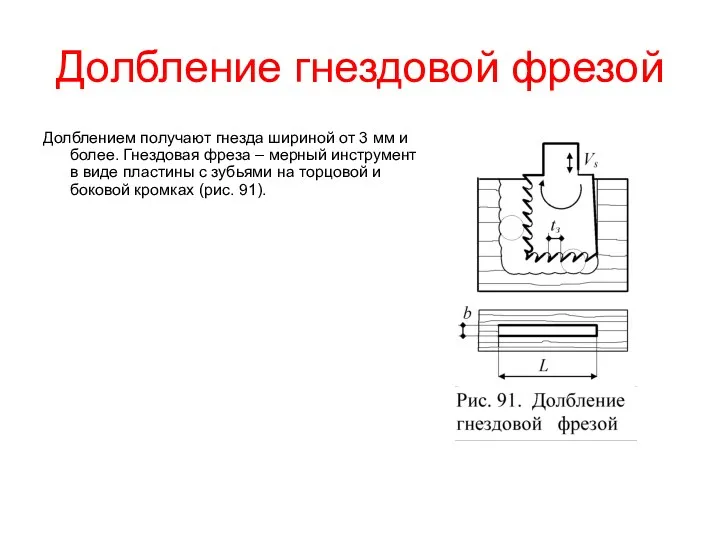
Долбление гнездовой фрезой
Долблением получают гнезда шириной от 3 мм и
Долбление гнездовой фрезой
Долблением получают гнезда шириной от 3 мм и
 Электроника Салона
Электроника Салона ДНК, РНК, АТФ. Окружающий мир. 5 класс
ДНК, РНК, АТФ. Окружающий мир. 5 класс Цепная передача
Цепная передача Игра-викторина Про новый год
Игра-викторина Про новый год Приготовление супов
Приготовление супов Урок Сера 9 класс с презентацией и картой урока для учащихся.
Урок Сера 9 класс с презентацией и картой урока для учащихся. Производство биоводорода с помощью водорослей. Эскизная схема
Производство биоводорода с помощью водорослей. Эскизная схема Общественно-политическое развитие СССР в 1930-е годы
Общественно-политическое развитие СССР в 1930-е годы Проект Чистый родник
Проект Чистый родник Концепция предметной области Технология
Концепция предметной области Технология Сравнение приточных вентиляций Века и Инновент
Сравнение приточных вентиляций Века и Инновент ФГОС дошкольного образования: основная образовательная программа дошкольного образования (ООП) и ее коррекционная составляющая
ФГОС дошкольного образования: основная образовательная программа дошкольного образования (ООП) и ее коррекционная составляющая Монтаж высотных сооружений
Монтаж высотных сооружений Трансплантация при хронических болезнях почек
Трансплантация при хронических болезнях почек Логотип Алтайского природного биосферного заповедника
Логотип Алтайского природного биосферного заповедника Заманча мәктәпкә белем бирүне тормышка ашыруда алдынгы идея буларак интеграция
Заманча мәктәпкә белем бирүне тормышка ашыруда алдынгы идея буларак интеграция нравственно - патриотическое воспитание детей средней группы
нравственно - патриотическое воспитание детей средней группы Christianity
Christianity Дидактическая игра нравственно-патриотического направления Служу России.
Дидактическая игра нравственно-патриотического направления Служу России. Логотипы. (8 класс. Дизайн)
Логотипы. (8 класс. Дизайн) Презентация к уроку истории Путешествие в средневековый город
Презентация к уроку истории Путешествие в средневековый город Электролитическая диссоциация
Электролитическая диссоциация Отчет по прохождению производственной практики
Отчет по прохождению производственной практики Тема: Биохимические основы рационов.
Тема: Биохимические основы рационов. Объёмный ёжик
Объёмный ёжик Сложные сигналы в радиотехнических системах
Сложные сигналы в радиотехнических системах Презентация выступления на педагогическом совете Приемы развития познавательного интереса на уроках географии
Презентация выступления на педагогическом совете Приемы развития познавательного интереса на уроках географии Презентация Как помочь своему ребенку хорошо учиться?
Презентация Как помочь своему ребенку хорошо учиться?