- Обработка деталей на станках с программным управлением

Содержание
- 2. Технологическая характеристика систем программного управления станками Станки с ПУ подразделяются в зависимости от применяемой в них
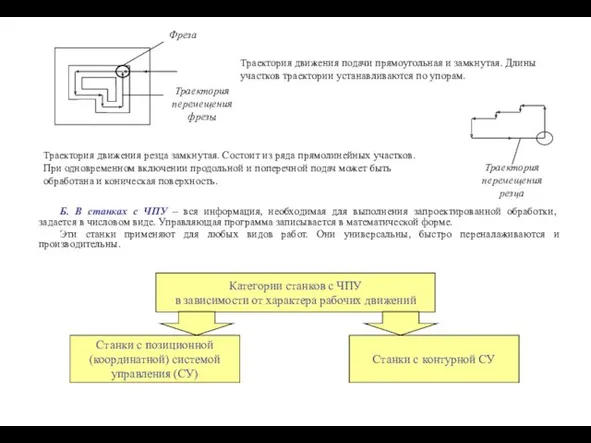
- 3. Б. В станках с ЧПУ – вся информация, необходимая для выполнения запроектированной обработки, задается в числовом
- 4. Перемещение стола по 2м координатам. 1 – программоноситель 2 – считывающее устройство 3 – распределители импульсов
- 5. Схема обработки криволинейной заготовки на фрезерном станке Обрабатываемая поверхность замкнутая. Траектория движения центра фрезы представляет собой
- 6. Обозначение моделей станков с ЧПУ Контурная система управления Смена револьверной головки Токарный станок с ЧПУ 16
- 7. 1. Одношпиндельные многорезцовые токарные полуавтоматы 2. Одношпиндельные гидрокопировальные токарные полуавтоматы 3. Фасонно-отрезные автоматы 4. Автоматы продольного
- 8. Эти станки имеют 2 суппорта. Передний (продольный) суппорт имеет только продольную подачу. На нем установлены проходные
- 9. На этих станках основной профиль заготовки обрабатывается одним резцом, установленным на поперечных салазках копировального суппорта. Этот
- 10. Их применяют для обработки простых деталей небольших диаметров (3 - 20) и длины (это валики, кольца
- 11. На них обрабатывают детали из стали и цветных металлов сложной формы диаметром до 22 мм и
- 12. Это различные крепежные детали, втулки, валики. На них обрабатывают смежные детали диаметром от 8 до 63
- 13. Их применяют для изготовления деталей из калиброванных прутков, труб разного сечения и штучных заготовок (валики, втулки,
- 14. Вертикальные многошпиндельные токарные полуавтоматы предназначены для обработки штучных заготовок. Различают полуавтоматы последовательного и непрерывного (параллельного) действия.
- 15. Агрегатными станками называются станки, скомпонованные из унифицированных узлов и механизмов определенного целевого назначения. Из этих узлов
- 16. 1. Они наиболее эффективны при обработке сложных и трудоемких деталей (корпусные детали – блоки цилиндров, головки
- 17. 8. АС с поворотными многоинструментальными головками Основные типовые компоновки агрегатных станков 1. Одношпиндельная компоновка 2. Станки
- 18. 1. Одношпиндельная компоновка Это наименее производительная компоновка. Ее преимущество – возможность быстрой сборки станка для любой
- 19. 2. Станки с многошпиндельной силовой головкой Здесь также могут применяться многолезвийные инструменты. 2 – многошпиндельная головка
- 20. 3. Станки многостороннего типа Здесь параллельно (одновременно) работают несколько многошпиндельных силовых головок – 2, 3 и
- 21. 4. Многопозиционная АС Эти станки имеют или круглый стол с вертикальной осью поворота, или барабан с
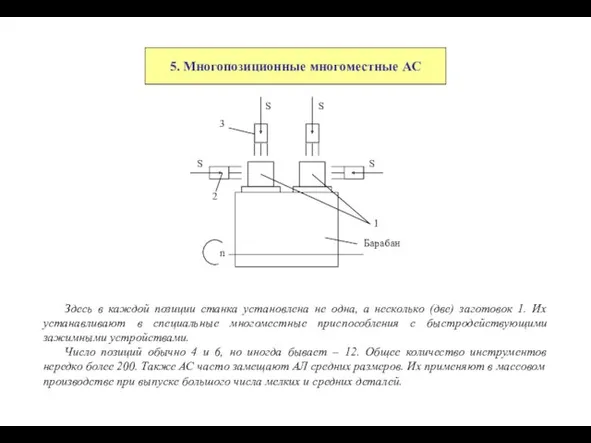
- 22. 5. Многопозиционные многоместные АС Здесь в каждой позиции станка установлена не одна, а несколько (две) заготовок
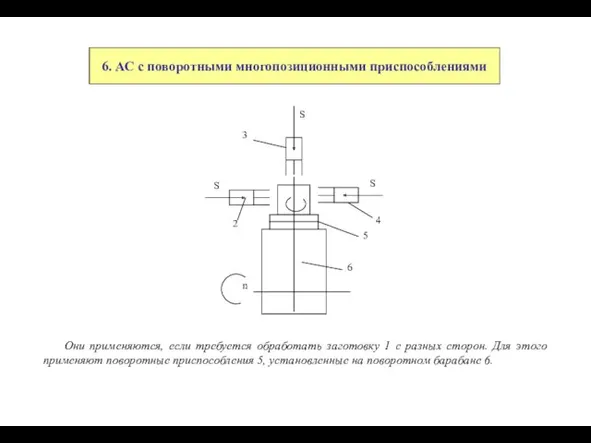
- 23. 6. АС с поворотными многопозиционными приспособлениями Они применяются, если требуется обработать заготовку 1 с разных сторон.
- 24. 7. АС, основанные на принципе параллельно-последовательной концентрации переходов обработки Стол станка 4 с закрепленной заготовкой 1
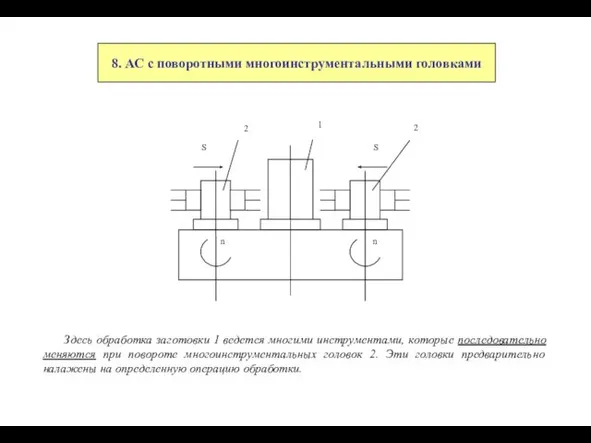
- 25. 8. АС с поворотными многоинструментальными головками Здесь обработка заготовки 1 ведется многими инструментами, которые последовательно меняются
- 26. Что такое мониторинг работы оборудования, и для чего он нужен? Мониторинг оборудования позволяет определить, в каком
- 27. Мониторинг станков ЧПУ позволяет: получить объективные параметры устройства; оптимизировать производство, и повысить ответственность работников; увеличить время
- 28. Технологии мониторинга Системы мониторинга оборудования предполагают использование общей сети для передачи информации на сервер. Изучение информации
- 29. Система, используемая для наблюдения за агрегатами, реализуется в двух основных вариантах: аппаратном – конструкция устройства связывается
- 30. Многие предприятия для осуществления более качественного наблюдения за станками с ЧПУ используют комбинированный метод, предполагающий сочетание
- 31. Недостатками системы являются: не все станки ЧПУ обеспечены сетевой картой и возможностью подключения к интернет-сети; лишь
- 32. Возможные причины простоя станков с ЧПУ Причины простоя станков с ЧПУ определяются несколькими способами. Современные станки
- 33. Система мониторинга станков ЧПУ рассматривает неограниченное количество причин, по которым может происходить простой. В списке основных
- 34. Виды систем мониторинга Среди станков с ЧПУ, поступающих в продажу, лишь 15 % оснащается технологией мониторинга.
- 35. Пред установкой системы мониторинга, следует определиться с целью, для которой она будет использована: сбор информации о
- 37. Скачать презентацию
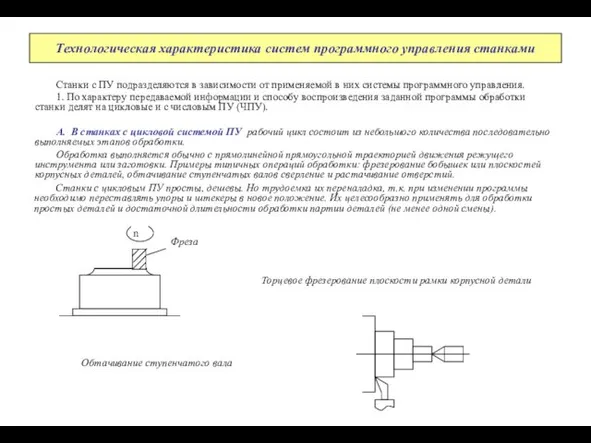
Технологическая характеристика систем программного управления станками
Станки с ПУ подразделяются в зависимости
Технологическая характеристика систем программного управления станками
Станки с ПУ подразделяются в зависимости
Б. В станках с ЧПУ – вся информация, необходимая для выполнения
Б. В станках с ЧПУ – вся информация, необходимая для выполнения
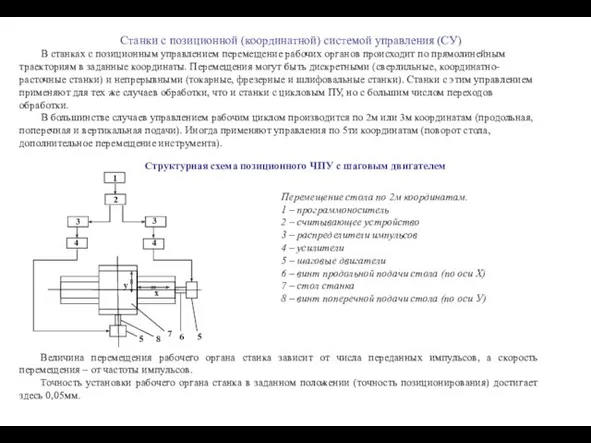
Перемещение стола по 2м координатам.
1 – программоноситель
2 – считывающее устройство
3 –
Перемещение стола по 2м координатам.
1 – программоноситель
2 – считывающее устройство
3 –
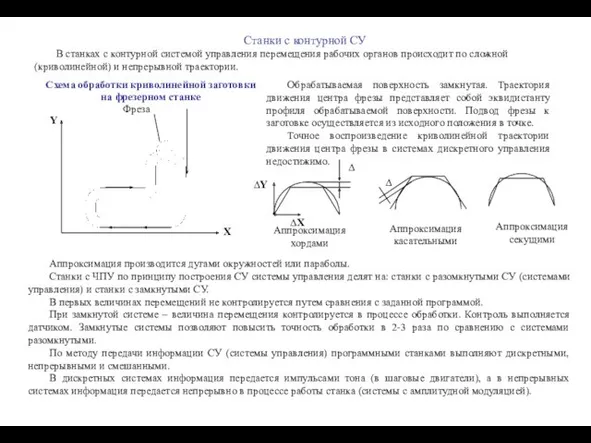
Схема обработки криволинейной заготовки
на фрезерном станке
Обрабатываемая поверхность замкнутая. Траектория движения центра
Схема обработки криволинейной заготовки
на фрезерном станке
Обрабатываемая поверхность замкнутая. Траектория движения центра
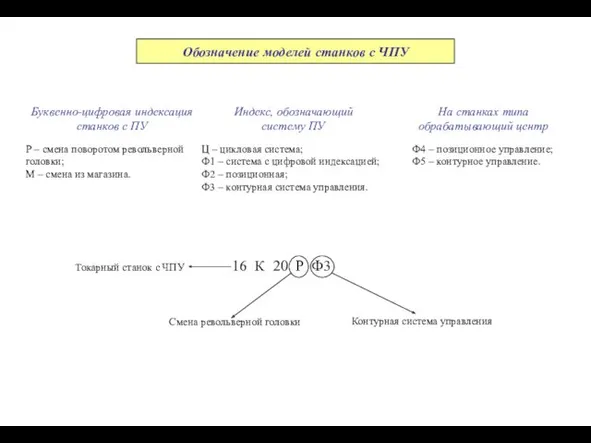
Обозначение моделей станков с ЧПУ
Контурная система управления
Смена револьверной головки
Токарный станок с
Обозначение моделей станков с ЧПУ
Контурная система управления
Смена револьверной головки
Токарный станок с
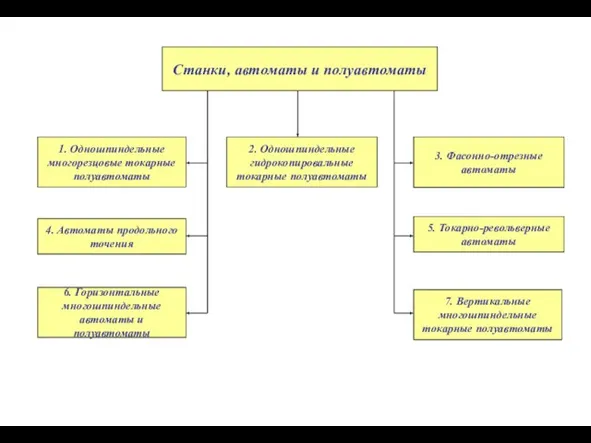
1. Одношпиндельные многорезцовые токарные полуавтоматы
2. Одношпиндельные гидрокопировальные токарные полуавтоматы
3. Фасонно-отрезные автоматы
1. Одношпиндельные многорезцовые токарные полуавтоматы
2. Одношпиндельные гидрокопировальные токарные полуавтоматы
3. Фасонно-отрезные автоматы
Эти станки имеют 2 суппорта.
Передний (продольный) суппорт имеет только продольную подачу.
Эти станки имеют 2 суппорта.
Передний (продольный) суппорт имеет только продольную подачу.
На этих станках основной профиль заготовки обрабатывается одним резцом, установленным на
На этих станках основной профиль заготовки обрабатывается одним резцом, установленным на
Их применяют для обработки простых деталей небольших диаметров (3 - 20)
Их применяют для обработки простых деталей небольших диаметров (3 - 20)
На них обрабатывают детали из стали и цветных металлов сложной формы
На них обрабатывают детали из стали и цветных металлов сложной формы
Это различные крепежные детали, втулки, валики. На них обрабатывают смежные детали
Это различные крепежные детали, втулки, валики. На них обрабатывают смежные детали
Их применяют для изготовления деталей из калиброванных прутков, труб разного сечения
Их применяют для изготовления деталей из калиброванных прутков, труб разного сечения
Вертикальные многошпиндельные токарные полуавтоматы предназначены для обработки штучных заготовок. Различают полуавтоматы
Вертикальные многошпиндельные токарные полуавтоматы предназначены для обработки штучных заготовок. Различают полуавтоматы
Агрегатными станками называются станки, скомпонованные из унифицированных узлов и механизмов определенного
Агрегатными станками называются станки, скомпонованные из унифицированных узлов и механизмов определенного
1. Они наиболее эффективны при обработке сложных и трудоемких деталей (корпусные
1. Они наиболее эффективны при обработке сложных и трудоемких деталей (корпусные
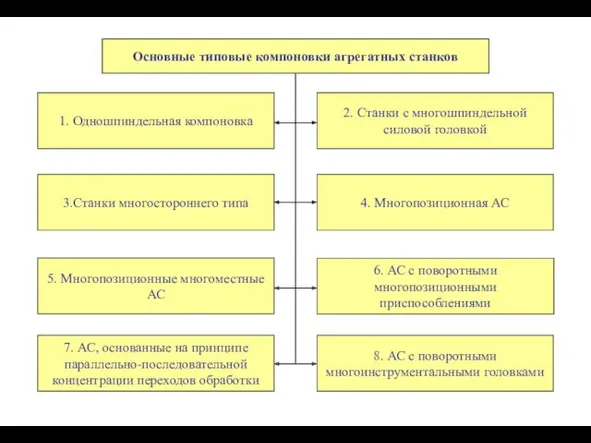
8. АС с поворотными многоинструментальными головками
Основные типовые компоновки агрегатных станков
1. Одношпиндельная
8. АС с поворотными многоинструментальными головками
Основные типовые компоновки агрегатных станков
1. Одношпиндельная
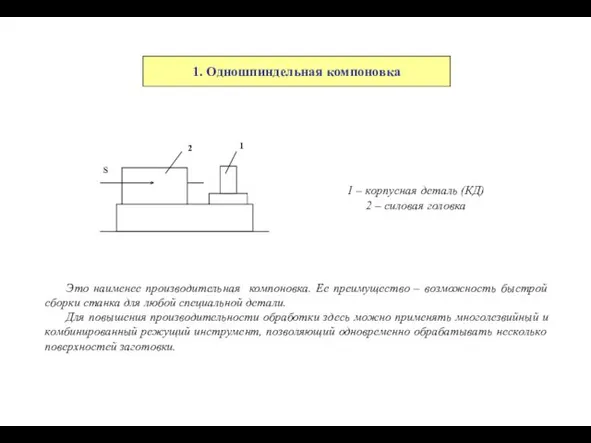
1. Одношпиндельная компоновка
Это наименее производительная компоновка. Ее преимущество – возможность быстрой
1. Одношпиндельная компоновка
Это наименее производительная компоновка. Ее преимущество – возможность быстрой
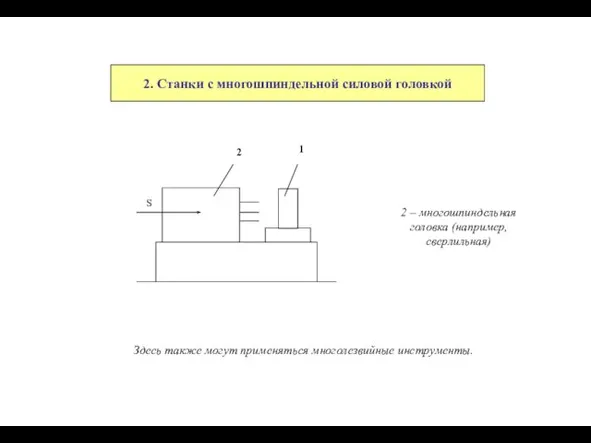
2. Станки с многошпиндельной силовой головкой
Здесь также могут применяться многолезвийные инструменты.
2
2. Станки с многошпиндельной силовой головкой
Здесь также могут применяться многолезвийные инструменты.
2
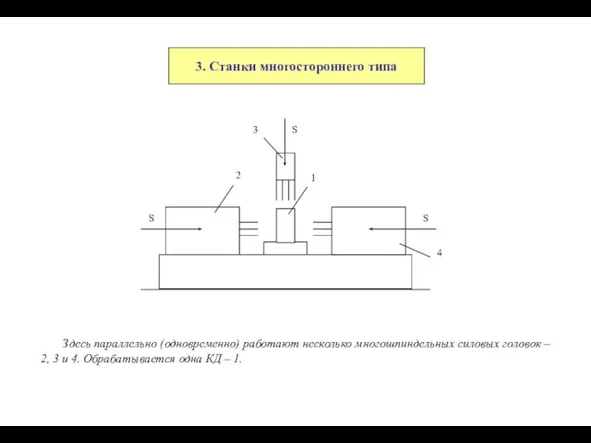
3. Станки многостороннего типа
Здесь параллельно (одновременно) работают несколько многошпиндельных силовых головок
3. Станки многостороннего типа
Здесь параллельно (одновременно) работают несколько многошпиндельных силовых головок
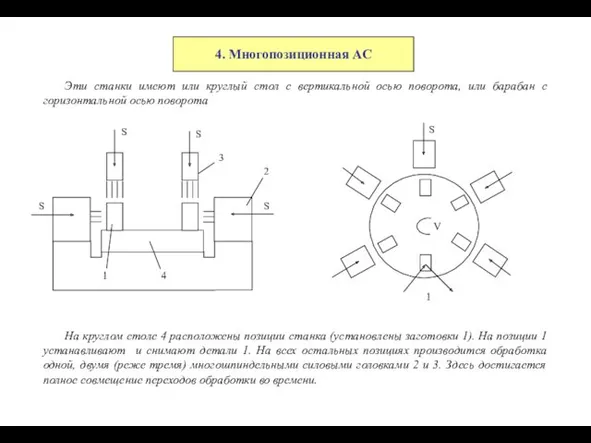
4. Многопозиционная АС
Эти станки имеют или круглый стол с вертикальной осью
4. Многопозиционная АС
Эти станки имеют или круглый стол с вертикальной осью
5. Многопозиционные многоместные АС
Здесь в каждой позиции станка установлена не одна,
5. Многопозиционные многоместные АС
Здесь в каждой позиции станка установлена не одна,
6. АС с поворотными многопозиционными приспособлениями
Они применяются, если требуется обработать заготовку
6. АС с поворотными многопозиционными приспособлениями
Они применяются, если требуется обработать заготовку

7. АС, основанные на принципе параллельно-последовательной концентрации переходов обработки
Стол станка 4
7. АС, основанные на принципе параллельно-последовательной концентрации переходов обработки
Стол станка 4
8. АС с поворотными многоинструментальными головками
Здесь обработка заготовки 1 ведется многими
8. АС с поворотными многоинструментальными головками
Здесь обработка заготовки 1 ведется многими
Что такое мониторинг работы оборудования, и для чего он нужен?
Мониторинг оборудования
Что такое мониторинг работы оборудования, и для чего он нужен?
Мониторинг оборудования
Мониторинг станков ЧПУ позволяет:
получить объективные параметры устройства;
оптимизировать производство, и
Мониторинг станков ЧПУ позволяет:
получить объективные параметры устройства;
оптимизировать производство, и
Технологии мониторинга
Системы мониторинга оборудования предполагают использование общей сети для передачи информации
Технологии мониторинга
Системы мониторинга оборудования предполагают использование общей сети для передачи информации
Система, используемая для наблюдения за агрегатами, реализуется в двух основных вариантах:
Система, используемая для наблюдения за агрегатами, реализуется в двух основных вариантах:
Многие предприятия для осуществления более качественного наблюдения за станками с ЧПУ
Многие предприятия для осуществления более качественного наблюдения за станками с ЧПУ
Недостатками системы являются: не все станки ЧПУ обеспечены сетевой картой и
Недостатками системы являются: не все станки ЧПУ обеспечены сетевой картой и
Возможные причины простоя станков с ЧПУ
Причины простоя станков с ЧПУ определяются
Возможные причины простоя станков с ЧПУ
Причины простоя станков с ЧПУ определяются
Система мониторинга станков ЧПУ рассматривает неограниченное количество причин, по которым может
Система мониторинга станков ЧПУ рассматривает неограниченное количество причин, по которым может
Виды систем мониторинга
Среди станков с ЧПУ, поступающих в продажу, лишь
Виды систем мониторинга
Среди станков с ЧПУ, поступающих в продажу, лишь
Пред установкой системы мониторинга, следует определиться с целью, для которой она
Пред установкой системы мониторинга, следует определиться с целью, для которой она
 Первая международная организация. Центральная комиссия судоходства по Рейну
Первая международная организация. Центральная комиссия судоходства по Рейну презентация на родительскте собрание по теме: Организация жизни и воспитания детей в условиях ДОУ
презентация на родительскте собрание по теме: Организация жизни и воспитания детей в условиях ДОУ Н-НН в суффиксах прилагательных
Н-НН в суффиксах прилагательных художественно-эстетическое воспитание
художественно-эстетическое воспитание Организация процесса приготовления и приготовление салатов из варёных овощей
Организация процесса приготовления и приготовление салатов из варёных овощей Социальное обслуживание граждан пожилого возраста и инвалидов. Федеральный закон
Социальное обслуживание граждан пожилого возраста и инвалидов. Федеральный закон Лечение наркомании
Лечение наркомании Урок Силикаты – соли кремниевой кислоты
Урок Силикаты – соли кремниевой кислоты Презентация к индивидуальному занятию Автоматизация звука Л в словах и предложениях.
Презентация к индивидуальному занятию Автоматизация звука Л в словах и предложениях. Источники трудового права
Источники трудового права Эндокард фиброэластозы. Абрамов-Фидлердің идиопатиялық оқшауланған қатерлі миокардиті. Патологиялық анатомиясы
Эндокард фиброэластозы. Абрамов-Фидлердің идиопатиялық оқшауланған қатерлі миокардиті. Патологиялық анатомиясы Достижения моих учеников Диск Диск Диск
Достижения моих учеников Диск Диск Диск Самопрезентация
Самопрезентация Математика
Математика презентация Правописание НЕ с именами существительными
презентация Правописание НЕ с именами существительными Климат Северной Америки
Климат Северной Америки Презентация к мероприятию Инсценированная военная песня: песня Катюша.
Презентация к мероприятию Инсценированная военная песня: песня Катюша. Методи ізолювання речовин із біологічного матеріалу полярними розчинниками
Методи ізолювання речовин із біологічного матеріалу полярними розчинниками ВИЧ-инфекция в городе Магнитогорске
ВИЧ-инфекция в городе Магнитогорске Выпускная работа. Техническое обслуживание трансформаторов
Выпускная работа. Техническое обслуживание трансформаторов Контрольно-диагностические работы автомобиля
Контрольно-диагностические работы автомобиля Las invasiones germánicas y el elemento germánico en el español
Las invasiones germánicas y el elemento germánico en el español Построение теплоэнергетических систем промышленных предприятий. Основы построения ТЭС ПП
Построение теплоэнергетических систем промышленных предприятий. Основы построения ТЭС ПП Техногенная безопасность. Структура правовой системы в области обеспечения техногенной безопасности
Техногенная безопасность. Структура правовой системы в области обеспечения техногенной безопасности 100 - летие Первой мировой войны 1914-1918 годов.
100 - летие Первой мировой войны 1914-1918 годов. МДК 01.01 Подготовка металла к сварке Тема урока: Резка металла
МДК 01.01 Подготовка металла к сварке Тема урока: Резка металла Что значит быть патриотом?
Что значит быть патриотом? Этапы развития вычислительной техники
Этапы развития вычислительной техники