- Обработка металлов резанием

Содержание
- 2. Резание Инструмент и заготовку устанавливают на рабочих органах станков, обеспечивающих движение. Движения резания обеспечивают срезание с
- 3. https://youtu.be/eJp4iBECqtk
- 4. Точение – способ обработки поверхностей тела вращения (обрабатываемой заготовки) за счет перемещения резца (инструмента) и непрерывного
- 5. Наиболее распространенные операции, выполняемые на станках токарной группы: а – обтачивание наружных цилиндрических поверхностей; б –
- 6. Изготовление втулки на токарном станке
- 7. На режущей части сверла расположены два режущих лезвия сверла. Калибрующая часть сверла соприкасается с отверстием только
- 8. Основные схемы обработки отверстий: а - сверление, б - рассверливание, в - зенкерование, г-д - растачивание,
- 9. Изготовление гайки на сверлильном станке
- 10. Фрезерование – способ обработки поверхностей заготовок многолезвийным режущим инструментом – фрезой. Фрезе характерна периодичность и прерывистость
- 11. Виды фрезерования: а – торцевое; б – цилиндрическое; в – комбинированное (смешанное) По исполнению фрезы делятся
- 12. Поступательную обработку ведут на протяжных, строгальных и долбежных станках. Протягивание - обработка многолезвийным инструментом (протяжкой) с
- 13. Cтрогание и долбление - это процессы обработки резанием осуществляемые однолезвийным инструментом с возвратно-поступательным главным движением резания.
- 14. Шлифование – процесс обработки заготовок резанием с помощью инструментов (кругов), состоящих из абразивного материала. Главным движением
- 15. Полирование - обработка поверхности детали абразивным материалом с целью уменьшить шероховатость поверхности. При этом одновременно протекают
- 16. Предназначены в основном для обработки заготовок из очень прочных, весьма вязких, хрупких и неметаллических материалов. Преимущества:
- 17. Электроискровая обработка – используют импульсные искровые разряды между электродами. Обрабатываемая заготовка – анод. Инструмент – катод.
- 18. Этот вид обработки рекомендуется для крупных деталей из углеродистых и легированных сталей, чугуна, цветных сплавов, тугоплавких
- 19. Электроимпульсная обработка Используют электрические импульсы большой длительности (5…10 мс), в результате чего происходит дуговой разряд. Большие
- 21. Скачать презентацию
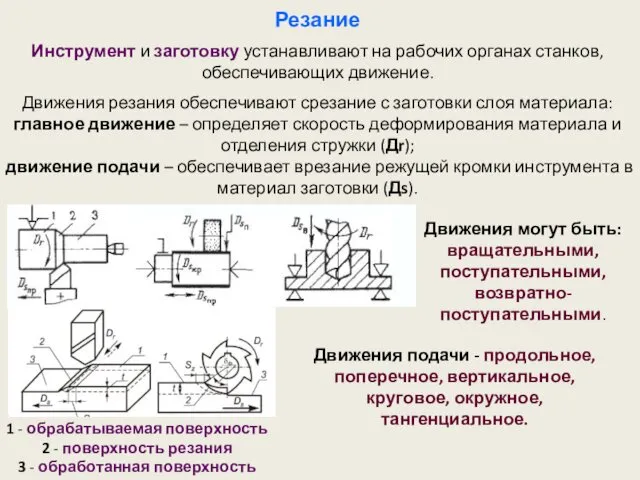
Резание
Инструмент и заготовку устанавливают на рабочих органах станков, обеспечивающих движение.
Движения резания
Резание
Инструмент и заготовку устанавливают на рабочих органах станков, обеспечивающих движение.
Движения резания
https://youtu.be/eJp4iBECqtk
https://youtu.be/eJp4iBECqtk
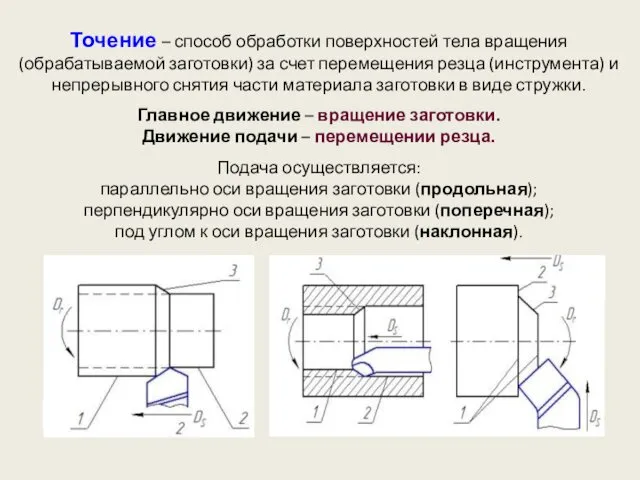
Точение – способ обработки поверхностей тела вращения (обрабатываемой заготовки) за счет
Точение – способ обработки поверхностей тела вращения (обрабатываемой заготовки) за счет
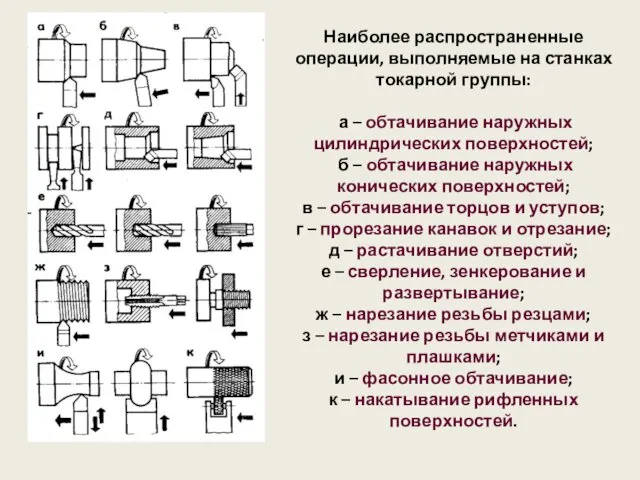
Наиболее распространенные операции, выполняемые на станках токарной группы:
а – обтачивание
Наиболее распространенные операции, выполняемые на станках токарной группы:
а – обтачивание

Изготовление втулки на токарном станке
Изготовление втулки на токарном станке
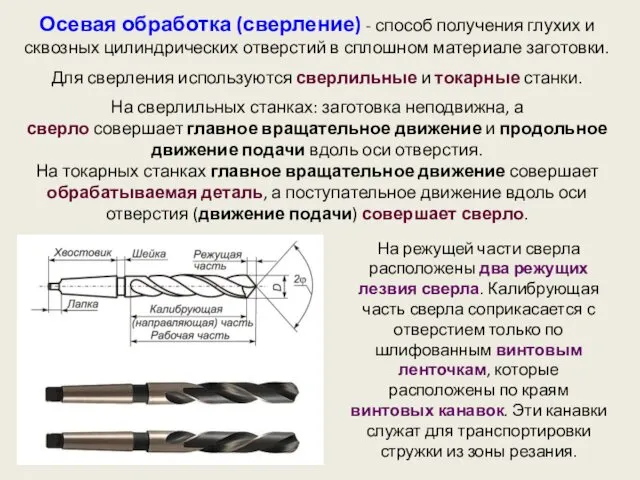
На режущей части сверла расположены два режущих лезвия сверла. Калибрующая часть
На режущей части сверла расположены два режущих лезвия сверла. Калибрующая часть

Основные схемы обработки отверстий:
а - сверление, б - рассверливание, в -
Основные схемы обработки отверстий:
а - сверление, б - рассверливание, в -

Изготовление гайки на сверлильном станке
Изготовление гайки на сверлильном станке
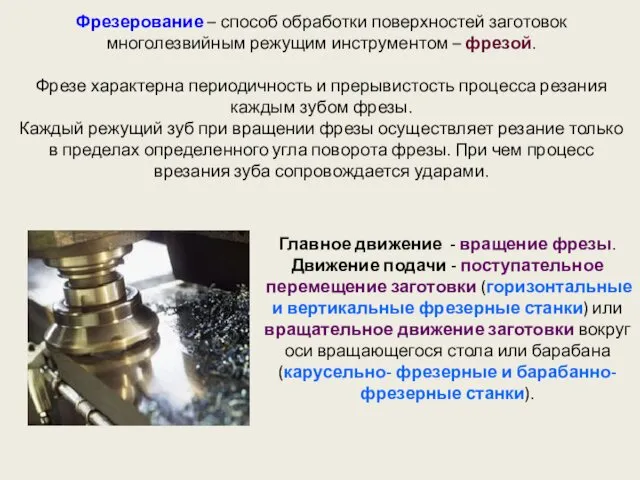
Фрезерование – способ обработки поверхностей заготовок многолезвийным режущим инструментом – фрезой.
Фрезе
Фрезерование – способ обработки поверхностей заготовок многолезвийным режущим инструментом – фрезой.
Фрезе
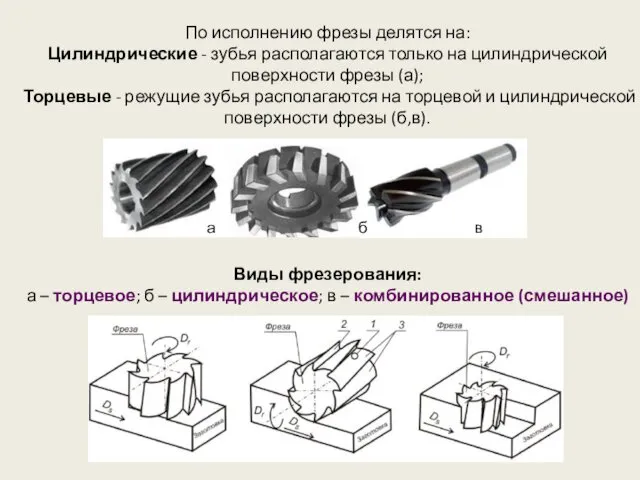
Виды фрезерования:
а – торцевое; б – цилиндрическое; в – комбинированное (смешанное)
По
Виды фрезерования:
а – торцевое; б – цилиндрическое; в – комбинированное (смешанное)
По

Поступательную обработку ведут на протяжных,
строгальных и долбежных станках.
Протягивание - обработка
Поступательную обработку ведут на протяжных,
строгальных и долбежных станках.
Протягивание - обработка
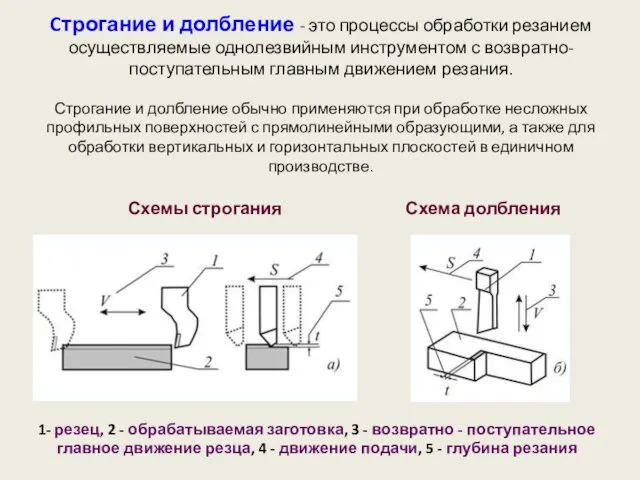
Cтрогание и долбление - это процессы обработки резанием осуществляемые однолезвийным инструментом
Cтрогание и долбление - это процессы обработки резанием осуществляемые однолезвийным инструментом

Шлифование – процесс обработки заготовок резанием с помощью инструментов (кругов), состоящих
Шлифование – процесс обработки заготовок резанием с помощью инструментов (кругов), состоящих

Полирование - обработка поверхности детали абразивным материалом с целью уменьшить шероховатость
Полирование - обработка поверхности детали абразивным материалом с целью уменьшить шероховатость
Предназначены в основном для обработки заготовок из очень прочных, весьма
Предназначены в основном для обработки заготовок из очень прочных, весьма
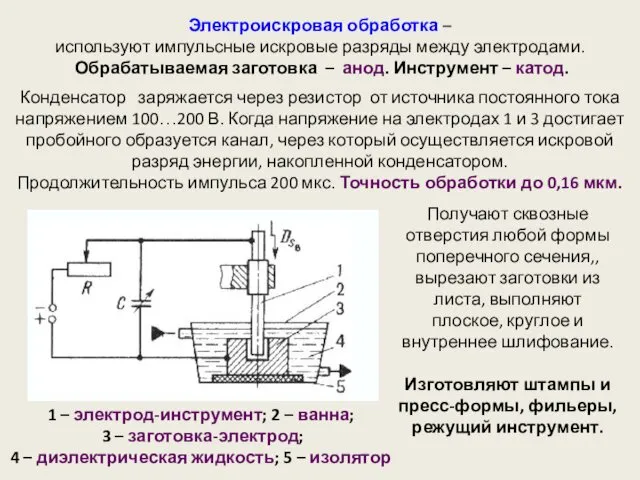
Электроискровая обработка –
используют импульсные искровые разряды между электродами.
Обрабатываемая заготовка
Электроискровая обработка –
используют импульсные искровые разряды между электродами.
Обрабатываемая заготовка
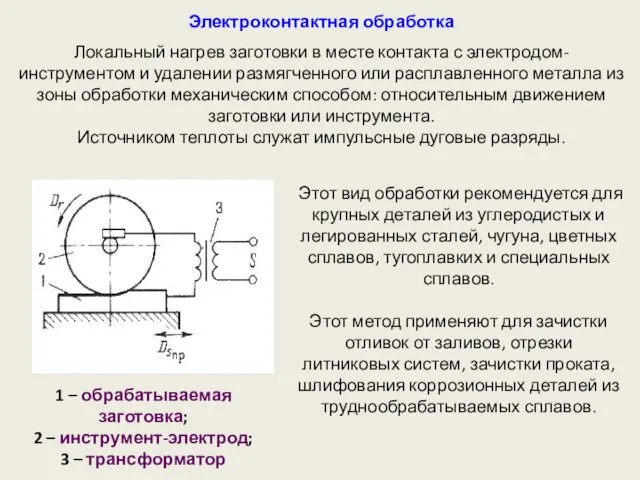
Этот вид обработки рекомендуется для крупных деталей из углеродистых и легированных
Этот вид обработки рекомендуется для крупных деталей из углеродистых и легированных
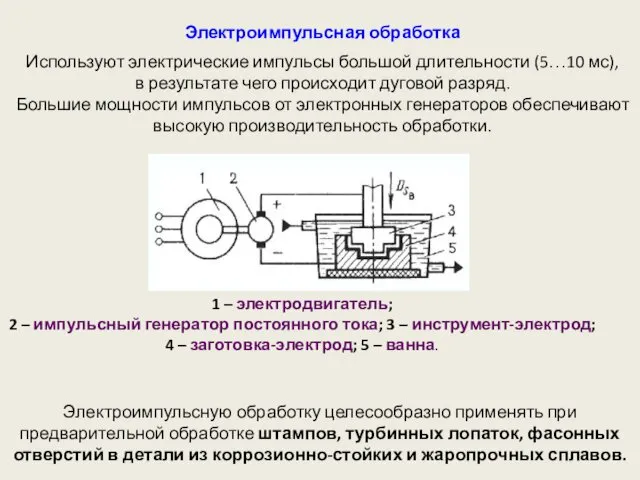
Электроимпульсная обработка
Используют электрические импульсы большой длительности (5…10 мс),
в результате чего
Электроимпульсная обработка
Используют электрические импульсы большой длительности (5…10 мс),
в результате чего
 Животные Арктики
Животные Арктики презентация к уроку литературного краеведения по изучению творчества Бехтерева
презентация к уроку литературного краеведения по изучению творчества Бехтерева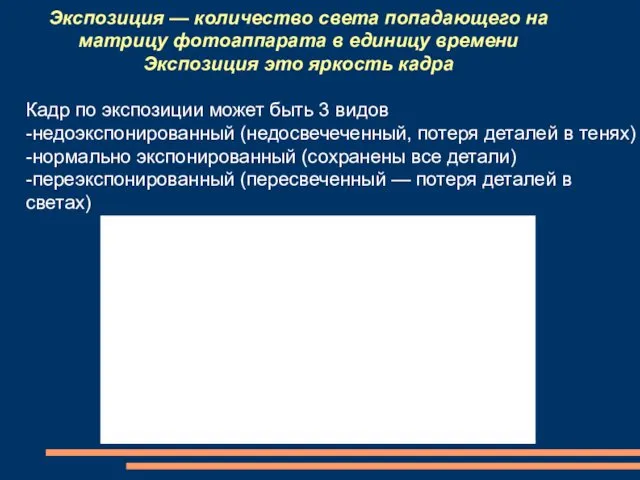 Экспозиция — количество света попадающего на матрицу фотоаппарата в единицу времени
Экспозиция — количество света попадающего на матрицу фотоаппарата в единицу времени Сюжетно - ролевые игры Знакомимся с профессией г. КАЛИНИНГРАД Печенова Тамара Владимировна
Сюжетно - ролевые игры Знакомимся с профессией г. КАЛИНИНГРАД Печенова Тамара Владимировна Oribatid mites - Institute of Earth Sciences
Oribatid mites - Institute of Earth Sciences Дидактические системы и модели обучения, факторы и цели
Дидактические системы и модели обучения, факторы и цели Проект Из жизни слов. Слова свет и тьма
Проект Из жизни слов. Слова свет и тьма Опыт работы учителя географии Сальцина М.П.
Опыт работы учителя географии Сальцина М.П. Металлические сплавы
Металлические сплавы Осведомленность россиян о реформе ЖКХ
Осведомленность россиян о реформе ЖКХ Художники и поэты о весне
Художники и поэты о весне Тренажер по орфографии. Словарные слова
Тренажер по орфографии. Словарные слова Десять лучших аэропортов мира
Десять лучших аэропортов мира Механические колебания
Механические колебания Аккредитация испытательных лабораторий
Аккредитация испытательных лабораторий 20231022_funktsionalnye_raznovidnosti_yazyka2
20231022_funktsionalnye_raznovidnosti_yazyka2 Учитесь властвовать собой - не попадая в плен зависимостей и привычек!
Учитесь властвовать собой - не попадая в плен зависимостей и привычек! балет Лебединое озеро П.И.Чайковский
балет Лебединое озеро П.И.Чайковский Охота на сома методом квока
Охота на сома методом квока Царская семья - идеал любви и образец семейной жизни
Царская семья - идеал любви и образец семейной жизни О. Генри Дары волхвов 7 класс
О. Генри Дары волхвов 7 класс Нафта. Продукти нафтопереробки
Нафта. Продукти нафтопереробки Осложнения и аварии в бурении
Осложнения и аварии в бурении Круговорот азота в природе
Круговорот азота в природе Государство Тунис
Государство Тунис фонетическая сказка про мистера Язычка
фонетическая сказка про мистера Язычка Физико-географическое положение и история открытия Южной Америки
Физико-географическое положение и история открытия Южной Америки Подбор лыжного снаряжения
Подбор лыжного снаряжения