Общие вопросы проектирования режущих инструментов. Основные принципы работы и конструктивные элементы режущих инструментов презентация
- Общие вопросы проектирования режущих инструментов. Основные принципы работы и конструктивные элементы режущих инструментов

Содержание
- 2. Режущие инструменты применяют для образования требуемых формы и размеров поверхностей заготовок резанием, срезанием сравнительно тонких слоев
- 3. У всех режущих инструментов имеются рабочая и крепежная части. Рабочая часть выполняет основное служебное назначение —
- 4. Режущий инструмент БТИ каф МРСиИ Ромашев А.Н.
- 5. Режущий инструмент БТИ каф МРСиИ Ромашев А.Н. Неявно выраженная крепежная часть
- 6. Рабочая часть В рабочей части различают участок с режущими зубьями, предназначенный для снятия припуска, и участок
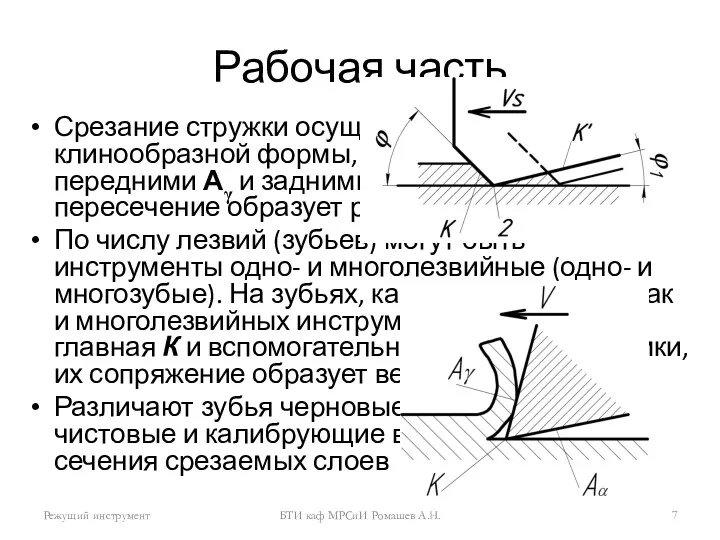
- 7. Рабочая часть Срезание стружки осуществляется лезвиями клинообразной формы, ограниченными передними Аγ и задними Аα поверхностями. Их
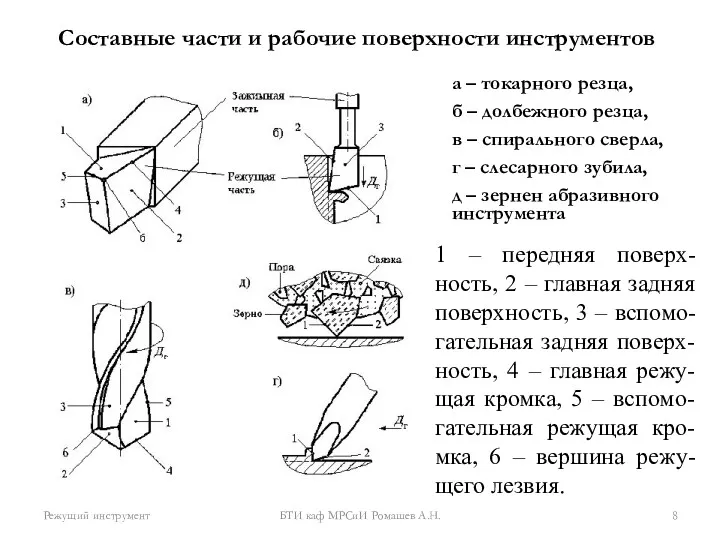
- 8. Режущий инструмент БТИ каф МРСиИ Ромашев А.Н. 1 – передняя поверх-ность, 2 – главная задняя поверхность,
- 9. Конструктивные элементы режущих инструментов Передней поверхностью (1) называется поверхность, по которой сходит образующаяся в процессе резания
- 10. Конструктивные элементы режущих инструментов Ребро, которое образуется в результате пересечения передней и главной задней поверхности, называется
- 11. Кинематика резания Для осуществления процесса резания лезвие инструмента перемещается относительно обрабатываемой поверхности заготовки, совершая главное движение
- 12. Кинематика резания Движение подачи предназначено для того, чтобы распространить отделение слоя материала на всю обрабатываемую поверхность.
- 13. В зависимости от вида главного движения Dr создается конструкция инструмента: при вращательном главном движении инструмент имеет
- 14. Движение подачи Ds — прямолинейное поступательное или вращательное движение режущего инструмента или заготовки, скорость которого меньше
- 15. Лезвия последующих зубьев этих инструментов в процессе главного движения перемещаются не по одной и той же
- 16. Применение конструктивного обеспечения срезания припуска позволяет за один рабочий ход инструмента осуществить обработку и формообразование поверхности
- 17. Геометрические параметры рабочей части Слой материала заготовки отделяет лезвие инструмента, режущая кромка которого образуется пересечением передней
- 18. Геометрические параметры рабочей части Для рассмотрения геометрических параметров режущей части инструмента устанавливаются системы координатных плоскостей, а
- 19. Геометрические параметры рабочей части Для контроля режущего инструмента применяется инструментальная система координат с началом в вершине
- 20. Геометрические параметры рабочей части Геометрические параметры (углы) режущего инструмента рассматриваются в указанных системах координат. В статической
- 21. Основной плоскостью Pv называется координатная плоскость, проходящая через рассматриваемую точку режущей кромки перпендикулярно направлению главного движения
- 22. Плоскостью резания Pn называется координатная плоскость, касательная к главной режущей кромке в рассматриваемой точке и перпендикулярная
- 23. Геометрические параметры режущего инструмента рассматриваются в плане, то есть в проекции на основную плоскость, и в
- 24. Нормальной секущей плоскостью Pн называется секущая плоскость, проходящая перпендикулярно (нормально) режущей кромке в рассматриваемой точке. Главной
- 25. Основными геометрическими элементами лезвия являются: передний угол γ— угол в секущей плоскости между передней поверхностью лезвия
- 26. Основными геометрическими элементами лезвия являются: угол в плане ϕ — угол в основной плоскости между плоскостью
- 27. Углы в плане В плане, то есть в проекции на основную плоскость, рассматриваются следующие углы: главный
- 28. Статические и кинематические углы резца и зависимость их от подачи и диаметра обрабатываемой поверхности Режущий инструмент
- 29. Углы в статической системе координат называются статическими углами, углы в кинематической системе координат – кинематическими. Величина
- 30. Зависимость величины переднего и заднего углов от установки резца Режущий инструмент БТИ каф МРСиИ Ромашев А.Н.
- 31. Изменение углов инструмента при резании тем больше, чем меньше диаметр обрабатываемого изделия и больше подача. При
- 32. Формообразование поверхности и схемы резания
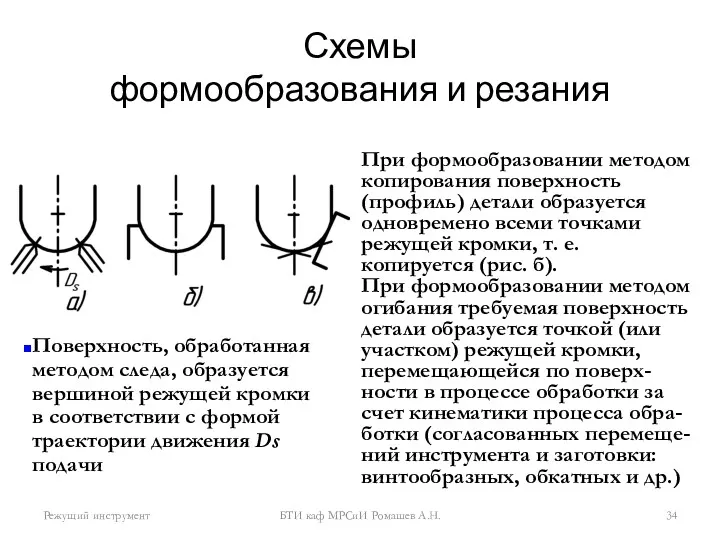
- 33. Окончательное формообразование поверхности детали может быть осуществлено методами следа, копирования и огибания. Они определяются формой главного
- 34. Схемы формообразования и резания Режущий инструмент БТИ каф МРСиИ Ромашев А.Н. При формообразовании методом копирования поверхность
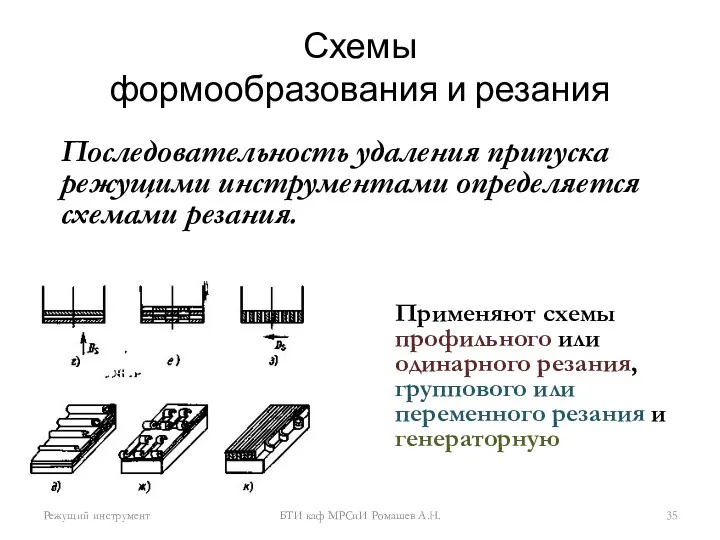
- 35. Схемы формообразования и резания Режущий инструмент БТИ каф МРСиИ Ромашев А.Н. Применяют схемы профильного или одинарного
- 36. Схемы резания При профильной схеме резания движение подачи Ds перпендикулярно обрабатываемой поверхности, последующие работающие режущие кромки
- 37. Схемы резания При схеме группового или переменного резания припуск по ширине делится на отдельные участки и
- 38. Схемы резания При генераторной схеме резания подача осуществляется параллельно образуемой поверхности детали. Окончательно обработанная поверхность образуется
- 39. Основные конструктивные элементы режущих инструментов
- 40. Зуб и стружечная канавка многозубых (многолезвийных) инструментов Одними из основных общих конструктивных элементов режущих инструментов являются
- 41. Зуб и стружечная канавка многозубых (многолезвийных) инструментов Зуб — основной рабочий элемент инструмента, срезающий припуск с
- 42. Зуб и стружечная канавка многозубых (многолезвийных) инструментов Форма зуба и впадины (стружечной канавки) зависят от шага
- 43. Типовые формы зубьев и впадин многозубых инструментов а — с прямолинейным главным движением, б—г — с
- 44. По расположению зубьев и стружечных канавок многолезвийных инструментов относительно направления скорости главного движения резания различают инструменты
- 45. Форма зуба должна обеспечить процесс срезания стружки, воспринять силу резания; для этого зуб должен обладать необходимыми
- 46. Крепежная часть режущего инструмента Она служит для установки и закрепления инструмента в технологическом оборудовании. Она должна
- 47. Крепежная часть режущего инструмента При вращательном главном движении инструмента крепежную часть выполняют в виде посадочного отверстия
- 48. Крепежная часть режущего инструмента Сила резания и крутящий момент у насадных инструментов передаются на оправку, на
- 49. Крепежная часть режущего инструмента Режущий инструмент БТИ каф МРСиИ Ромашев А.Н. Крепежная часть стержневых (а) и
- 50. Крепежная часть режущего инструмента Режущий инструмент БТИ каф МРСиИ Ромашев А.Н. Конические посадочные отверстия имеют больший
- 51. Крепежная часть режущего инструмента Режущий инструмент БТИ каф МРСиИ Ромашев А.Н. С обеих сторон цилиндрических и
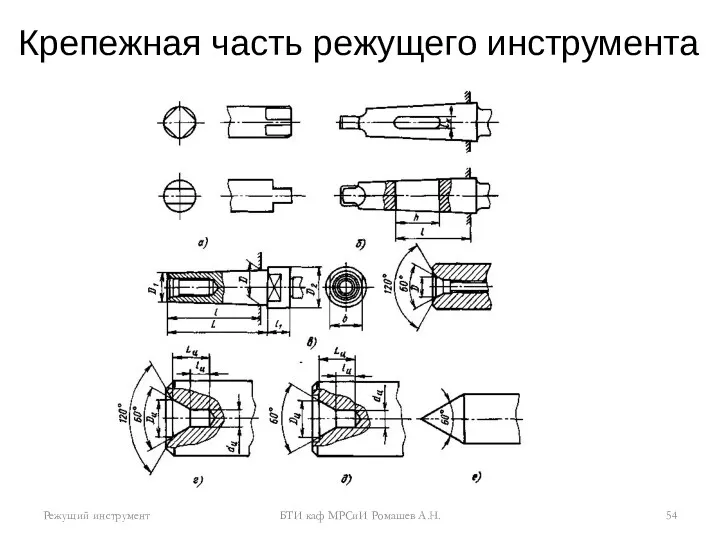
- 52. Крепежная часть режущего инструмента Хвостовые инструменты имеют крепежную часть в виде цилиндрического или конического хвостовика. Диаметры
- 53. Крепежная часть режущего инструмента Лапка предназначена для выбивания инструмента из шпинделя станка. Крутящий момент должен передаваться
- 54. Крепежная часть режущего инструмента Режущий инструмент БТИ каф МРСиИ Ромашев А.Н.
- 55. Инструменты составной и сборной конструкции С целью экономии материала рабочей части, а также облегчения и возможности
- 56. Инструменты составной и сборной конструкции Составной инструмент — режущий инструмент с неразъемным соединением его частей, сборный
- 57. Инструменты составной и сборной конструкции Режущий инструмент БТИ каф МРСиИ Ромашев А.Н.
- 58. Инструменты составной и сборной конструкции Применяют различные виды неразъемных соединений. Соединение рабочей части (из быстрорежущей стали)
- 59. Инструменты составной и сборной конструкции При разъемных соединениях режущую часть (нож, пластину) закрепляют на корпусе инструмента
- 60. Инструменты составной и сборной конструкции Большое распространение получают сборные инструменты с многогранными твердосплавными пластинами В сборных
- 61. Инструменты составной и сборной конструкции Режущий инструмент БТИ каф МРСиИ Ромашев А.Н. Виды крепления режущих элементов
- 62. Инструменты составной и сборной конструкции Режущий инструмент БТИ каф МРСиИ Ромашев А.Н. Исполнительные размеры регулируют или
- 63. Проектирование режущих инструментов
- 64. Основными исходными данными для проектирования являются: технические требования к изделию, применяемое оборудование, требуемая производительность. Режущий инструмент
- 65. Этапы проектирования 1. Расчет конструктивных размеров инструментов. Этот расчет имеет особенности в зависимости от конкретной конструкции
- 66. Этапы проектирования 2. Назначение и определение кинематических геометрических параметров, т. е. определение связей зависимостей инструментальных станочных
- 67. Этапы проектирования 3. Профилирование, т. е. определение профиля режущей кромки, обеспечивающего получение требуемого профиля детали; применяют
- 68. Схема коррекционного расчета профиля режущего инструмента Режущий инструмент БТИ каф МРСиИ Ромашев А.Н. Форма, размеры и
- 69. Этапы проектирования 4. Расчет на прочность и жесткость, как самого инструмента, так и связанных с ним
- 70. Этапы проектирования 5. Расчет размеров и точности конструктивных параметров инструмента, размеров его режущей части, положения рабочей
- 71. Точность размеров обработанных поверхностей детали зависит не только от режущего инструмента, но и от вида обработки,
- 72. При назначении исполнительных размеров инструмента следует учитывать, что инструмент в процессе эксплуатации изнашивается, и размеры его
- 73. Допуск ΔА исполнительного размера поверхности заготовки, зависящий от инструмента, делится на три части: допуск ΔАразб на
- 74. Для повышения точности работы инструмента необходимо соблюдение единства баз установки инструмента при работе, изготовлении и контроле.
- 75. На чертеже инструмента должны быть показаны необходимые проекции, обеспечивающие полное представление об инструменте (обычно две или
- 77. Скачать презентацию
Режущие инструменты применяют для образования требуемых формы и размеров поверхностей заготовок
Режущие инструменты применяют для образования требуемых формы и размеров поверхностей заготовок
У всех режущих инструментов имеются рабочая и крепежная части.
Рабочая часть выполняет
У всех режущих инструментов имеются рабочая и крепежная части.
Рабочая часть выполняет

Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.

Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
Неявно выраженная крепежная часть
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
Неявно выраженная крепежная часть
Рабочая часть
В рабочей части различают участок с режущими зубьями, предназначенный для
Рабочая часть
В рабочей части различают участок с режущими зубьями, предназначенный для
Рабочая часть
Срезание стружки осуществляется лезвиями клинообразной формы, ограниченными передними Аγ и
Рабочая часть
Срезание стружки осуществляется лезвиями клинообразной формы, ограниченными передними Аγ и
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
1 – передняя поверх-ность, 2 –
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
1 – передняя поверх-ность, 2 –
Конструктивные элементы режущих инструментов
Передней поверхностью (1) называется поверхность, по которой сходит
Конструктивные элементы режущих инструментов
Передней поверхностью (1) называется поверхность, по которой сходит
Конструктивные элементы режущих инструментов
Ребро, которое образуется в результате пересечения передней и
Конструктивные элементы режущих инструментов
Ребро, которое образуется в результате пересечения передней и
Кинематика резания
Для осуществления процесса резания лезвие инструмента перемещается относительно обрабатываемой поверхности
Кинематика резания
Для осуществления процесса резания лезвие инструмента перемещается относительно обрабатываемой поверхности
Кинематика резания
Движение подачи предназначено для того, чтобы распространить отделение слоя материала
Кинематика резания
Движение подачи предназначено для того, чтобы распространить отделение слоя материала
В зависимости от вида главного движения Dr создается конструкция инструмента: при
В зависимости от вида главного движения Dr создается конструкция инструмента: при
Движение подачи Ds — прямолинейное поступательное или вращательное движение режущего инструмента
Движение подачи Ds — прямолинейное поступательное или вращательное движение режущего инструмента
Лезвия последующих зубьев этих инструментов в процессе главного движения перемещаются не
Лезвия последующих зубьев этих инструментов в процессе главного движения перемещаются не
Применение конструктивного обеспечения срезания припуска позволяет за один рабочий ход инструмента
Применение конструктивного обеспечения срезания припуска позволяет за один рабочий ход инструмента
Геометрические параметры рабочей части
Слой материала заготовки отделяет лезвие инструмента, режущая
Геометрические параметры рабочей части
Слой материала заготовки отделяет лезвие инструмента, режущая
Геометрические параметры рабочей части
Для рассмотрения геометрических параметров режущей части инструмента
Геометрические параметры рабочей части
Для рассмотрения геометрических параметров режущей части инструмента
Геометрические параметры рабочей части
Для контроля режущего инструмента применяется инструментальная система
Геометрические параметры рабочей части
Для контроля режущего инструмента применяется инструментальная система
Геометрические параметры рабочей части
Геометрические параметры (углы) режущего инструмента рассматриваются в
Геометрические параметры рабочей части
Геометрические параметры (углы) режущего инструмента рассматриваются в
Основной плоскостью Pv называется координатная плоскость, проходящая через рассматриваемую точку режущей
Основной плоскостью Pv называется координатная плоскость, проходящая через рассматриваемую точку режущей
Плоскостью резания Pn называется координатная плоскость, касательная к главной режущей кромке
Плоскостью резания Pn называется координатная плоскость, касательная к главной режущей кромке
Геометрические параметры режущего инструмента рассматриваются в плане, то есть в проекции
Геометрические параметры режущего инструмента рассматриваются в плане, то есть в проекции
Нормальной секущей плоскостью Pн называется секущая плоскость, проходящая перпендикулярно (нормально) режущей
Нормальной секущей плоскостью Pн называется секущая плоскость, проходящая перпендикулярно (нормально) режущей
Основными геометрическими элементами лезвия являются:
передний угол γ— угол в секущей
Основными геометрическими элементами лезвия являются:
передний угол γ— угол в секущей
Основными геометрическими элементами лезвия являются:
угол в плане ϕ — угол
Основными геометрическими элементами лезвия являются:
угол в плане ϕ — угол
Углы в плане
В плане, то есть в проекции на основную плоскость,
Углы в плане
В плане, то есть в проекции на основную плоскость,
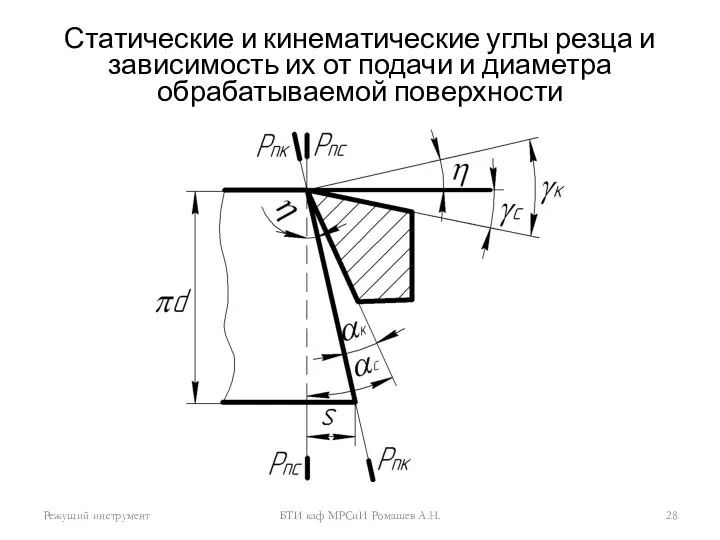
Статические и кинематические углы резца и зависимость их от подачи и
Статические и кинематические углы резца и зависимость их от подачи и
Углы в статической системе координат называются статическими углами, углы в кинематической
Углы в статической системе координат называются статическими углами, углы в кинематической
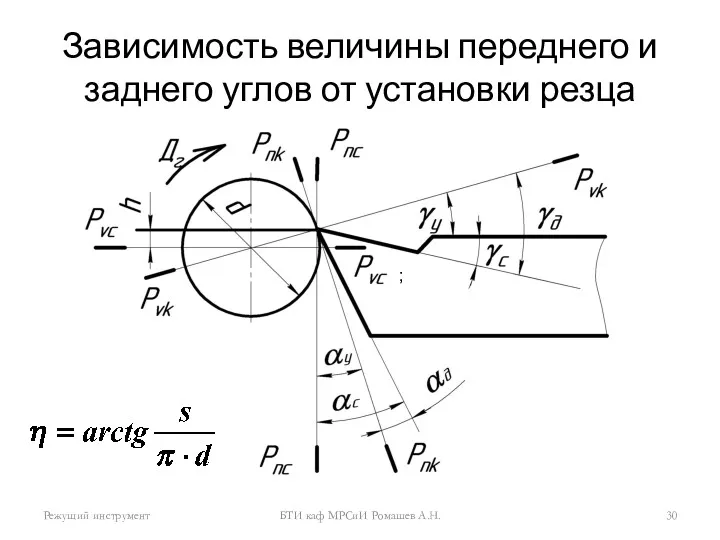
Зависимость величины переднего и заднего углов от установки резца
Режущий инструмент
БТИ
Зависимость величины переднего и заднего углов от установки резца
Режущий инструмент
БТИ
Изменение углов инструмента при резании тем больше, чем меньше диаметр обрабатываемого
Изменение углов инструмента при резании тем больше, чем меньше диаметр обрабатываемого
Формообразование поверхности и схемы резания
Формообразование поверхности и схемы резания
Окончательное формообразование поверхности детали может быть осуществлено методами следа, копирования и
Окончательное формообразование поверхности детали может быть осуществлено методами следа, копирования и
Схемы
формообразования и резания
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
При формообразовании методом копирования
Схемы
формообразования и резания
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
При формообразовании методом копирования
Схемы
формообразования и резания
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
Применяют схемы профильного или
Схемы
формообразования и резания
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
Применяют схемы профильного или
Схемы резания
При профильной схеме резания движение подачи Ds перпендикулярно обрабатываемой поверхности,
Схемы резания
При профильной схеме резания движение подачи Ds перпендикулярно обрабатываемой поверхности,
Схемы резания
При схеме группового или переменного резания припуск по ширине делится
Схемы резания
При схеме группового или переменного резания припуск по ширине делится
Схемы резания
При генераторной схеме резания подача осуществляется параллельно образуемой поверхности детали.
Окончательно
Схемы резания
При генераторной схеме резания подача осуществляется параллельно образуемой поверхности детали.
Окончательно
Основные конструктивные элементы режущих инструментов
Основные конструктивные элементы режущих инструментов
Зуб и стружечная канавка многозубых (многолезвийных) инструментов
Одними из основных общих
Зуб и стружечная канавка многозубых (многолезвийных) инструментов
Одними из основных общих
Зуб и стружечная канавка многозубых (многолезвийных) инструментов
Зуб — основной рабочий
Зуб и стружечная канавка многозубых (многолезвийных) инструментов
Зуб — основной рабочий
Зуб и стружечная канавка многозубых (многолезвийных) инструментов
Форма зуба и впадины
Зуб и стружечная канавка многозубых (многолезвийных) инструментов
Форма зуба и впадины

Типовые формы зубьев и впадин многозубых инструментов
а — с прямолинейным главным
Типовые формы зубьев и впадин многозубых инструментов
а — с прямолинейным главным
По расположению зубьев и стружечных канавок многолезвийных инструментов относительно направления скорости
По расположению зубьев и стружечных канавок многолезвийных инструментов относительно направления скорости
Форма зуба должна обеспечить процесс срезания стружки, воспринять силу резания; для
Форма зуба должна обеспечить процесс срезания стружки, воспринять силу резания; для
Крепежная часть режущего инструмента
Она служит для установки и закрепления инструмента
Крепежная часть режущего инструмента
Она служит для установки и закрепления инструмента
Крепежная часть режущего инструмента
При вращательном главном движении инструмента крепежную часть
Крепежная часть режущего инструмента
При вращательном главном движении инструмента крепежную часть
Крепежная часть режущего инструмента
Сила резания и крутящий момент у насадных
Крепежная часть режущего инструмента
Сила резания и крутящий момент у насадных

Крепежная часть режущего инструмента
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
Крепежная часть
Крепежная часть режущего инструмента
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
Крепежная часть

Крепежная часть режущего инструмента
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
Конические посадочные
Крепежная часть режущего инструмента
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
Конические посадочные

Крепежная часть режущего инструмента
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
С обеих
Крепежная часть режущего инструмента
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
С обеих
Крепежная часть режущего инструмента
Хвостовые инструменты имеют крепежную часть в виде
Крепежная часть режущего инструмента
Хвостовые инструменты имеют крепежную часть в виде
Крепежная часть режущего инструмента
Лапка предназначена для выбивания инструмента из шпинделя
Крепежная часть режущего инструмента
Лапка предназначена для выбивания инструмента из шпинделя
Крепежная часть режущего инструмента
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
Крепежная часть режущего инструмента
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
Инструменты составной и сборной конструкции
С целью экономии материала рабочей части,
Инструменты составной и сборной конструкции
С целью экономии материала рабочей части,
Инструменты составной и сборной конструкции
Составной инструмент — режущий инструмент с
Инструменты составной и сборной конструкции
Составной инструмент — режущий инструмент с

Инструменты составной и сборной конструкции
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
Инструменты составной и сборной конструкции
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.

Инструменты составной и сборной конструкции
Применяют различные виды неразъемных соединений.
Соединение рабочей
Инструменты составной и сборной конструкции
Применяют различные виды неразъемных соединений.
Соединение рабочей
Инструменты составной и сборной конструкции
При разъемных соединениях режущую часть (нож,
Инструменты составной и сборной конструкции
При разъемных соединениях режущую часть (нож,
Инструменты составной и сборной конструкции
Большое распространение получают сборные инструменты с
Инструменты составной и сборной конструкции
Большое распространение получают сборные инструменты с

Инструменты составной и сборной конструкции
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
Виды
Инструменты составной и сборной конструкции
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
Виды

Инструменты составной и сборной конструкции
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
Исполнительные
Инструменты составной и сборной конструкции
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
Исполнительные
Проектирование режущих инструментов
Проектирование режущих инструментов
Основными исходными данными для проектирования являются:
технические требования к изделию,
применяемое
Основными исходными данными для проектирования являются:
технические требования к изделию,
применяемое
Этапы проектирования
1. Расчет конструктивных размеров инструментов.
Этот расчет имеет особенности в
Этапы проектирования
1. Расчет конструктивных размеров инструментов.
Этот расчет имеет особенности в
Этапы проектирования
2. Назначение и определение кинематических геометрических параметров, т. е. определение связей
Этапы проектирования
2. Назначение и определение кинематических геометрических параметров, т. е. определение связей
Этапы проектирования
3. Профилирование, т. е. определение профиля режущей кромки, обеспечивающего получение
Этапы проектирования
3. Профилирование, т. е. определение профиля режущей кромки, обеспечивающего получение
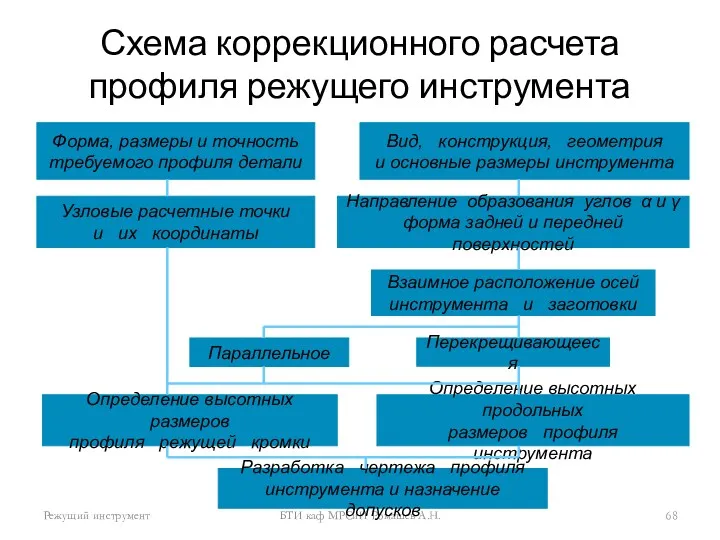
Схема коррекционного расчета профиля режущего инструмента
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
Форма,
Схема коррекционного расчета профиля режущего инструмента
Режущий инструмент
БТИ каф МРСиИ Ромашев А.Н.
Форма,
Этапы проектирования
4. Расчет на прочность и жесткость, как самого инструмента, так
Этапы проектирования
4. Расчет на прочность и жесткость, как самого инструмента, так
Этапы проектирования
5. Расчет размеров и точности конструктивных параметров инструмента, размеров его
Этапы проектирования
5. Расчет размеров и точности конструктивных параметров инструмента, размеров его
Точность размеров обработанных поверхностей детали зависит не только от режущего инструмента,
Точность размеров обработанных поверхностей детали зависит не только от режущего инструмента,
При назначении исполнительных размеров инструмента следует учитывать, что инструмент в процессе
При назначении исполнительных размеров инструмента следует учитывать, что инструмент в процессе
Допуск ΔА исполнительного размера поверхности заготовки, зависящий от инструмента, делится на
Допуск ΔА исполнительного размера поверхности заготовки, зависящий от инструмента, делится на
Для повышения точности работы инструмента необходимо соблюдение единства баз установки инструмента
Для повышения точности работы инструмента необходимо соблюдение единства баз установки инструмента
На чертеже инструмента должны быть показаны необходимые проекции, обеспечивающие полное представление
На чертеже инструмента должны быть показаны необходимые проекции, обеспечивающие полное представление
 Тест по географии Рельеф России
Тест по географии Рельеф России Лекция 1. Подстанции цеховых потребителей электрической энергии
Лекция 1. Подстанции цеховых потребителей электрической энергии дидактическая игра - презентация поварята
дидактическая игра - презентация поварята Понятие технического анализа
Понятие технического анализа Презентация. Пластилин и его свойства.
Презентация. Пластилин и его свойства. Выразительные средства художественного образа в фотоискусстве
Выразительные средства художественного образа в фотоискусстве Универсальные кухонные машины
Универсальные кухонные машины Животные – переносчики заболеваний
Животные – переносчики заболеваний Круглый стол на тему Наркомания и СПИД: сущность и проблема (методика проведения вебинара)
Круглый стол на тему Наркомания и СПИД: сущность и проблема (методика проведения вебинара) Русские путешественники и первопроходцы 17 в
Русские путешественники и первопроходцы 17 в Презентация 9.Русская живопись 60-х годов.Творчество Перова
Презентация 9.Русская живопись 60-х годов.Творчество Перова Презентайия к мастер-классу
Презентайия к мастер-классу Тренинг: Азбука предпринимателя. День 3
Тренинг: Азбука предпринимателя. День 3 Минеральные вяжущие. Классификация вяжущих
Минеральные вяжущие. Классификация вяжущих ВНП в системе национальных счетов
ВНП в системе национальных счетов Живопись Франции
Живопись Франции Сечение ленточного фундамента
Сечение ленточного фундамента Система охлаждения ДВС
Система охлаждения ДВС Счёт десятками до ста
Счёт десятками до ста Способы соединения жил кабелей
Способы соединения жил кабелей Сестринский уход при абсцессе легкого, бронхоэктатической болезни, плевритах
Сестринский уход при абсцессе легкого, бронхоэктатической болезни, плевритах Муз.деят-ть Бурова Полина ДО31
Муз.деят-ть Бурова Полина ДО31 портфолио профессиональной деятельности
портфолио профессиональной деятельности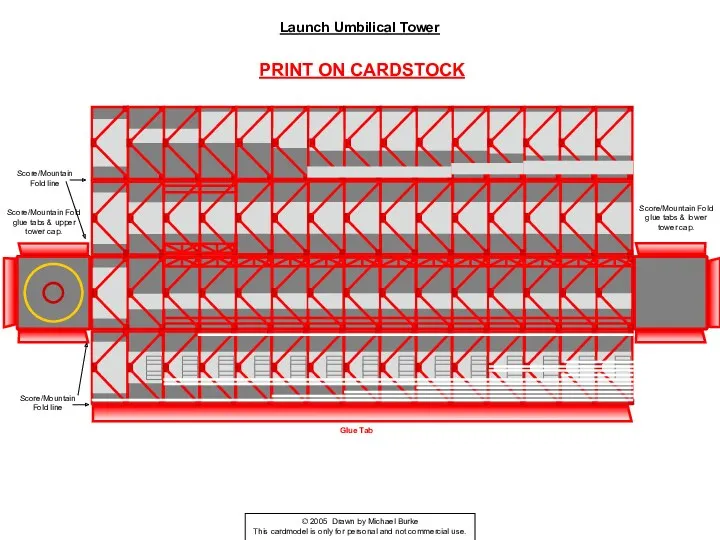 Mini Saturn V
Mini Saturn V Обзор современных концепций воспитания
Обзор современных концепций воспитания Презентация Путешествие в прошлое деревни Кокшамары
Презентация Путешествие в прошлое деревни Кокшамары Презентация Святая Пасха
Презентация Святая Пасха Задания на повторение. Найдите ошибки в приведенном тексте
Задания на повторение. Найдите ошибки в приведенном тексте