Опыт и технологии компании для повышения потребительских качеств сварных стыков и рельсов презентация
- Опыт и технологии компании для повышения потребительских качеств сварных стыков и рельсов

Содержание
- 2. ДОКЛАД, НА ТЕМУ «ОПЫТ И ТЕХНОЛОГИИ КОМПАНИИ ДЛЯ ПОВЫШЕНИЯ ПОТРЕБИТЕЛЬСКИХ КАЧЕСТВ СВАРНЫХ СТЫКОВ И РЕЛЬСОВ, СОСТОИТ
- 3. ИЗГОТОВЛЕНИЕ НА ОАО «НСЗ» ОСТРЯКОВ КАТЕГОРИИ ДЗ350 ТЕРМООБРАБОТАННЫХ ПО ТЕХНОЛОГИИ TEC-DT
- 4. В настоящий момент в активной фазе исполнения находится программа утвержденная в 2016г. старшим вице-президентом ОАО «РЖД»
- 5. МЕХАНИЧЕСКИЕ СВОЙСТВА ОСТРЯКОВЫХ РЕЛЬСОВ ДИФФЕРЕНЦИРОВАННО ЗАКАЛЕННЫХ ПО ТЕХНОЛОГИИ TEC-DT ЗАКЛЮЧЕНИЕ ЛАБОРАТОРИИ АО «ЕВРАЗ ЗСМК» ИЗГОТОВЛЕНИЕ НА
- 6. ТВЕРДОСТЬ ОСТРЯКОВЫХ РЕЛЬСОВ ДИФФЕРЕНЦИРОВАННО ЗАКАЛЕННЫХ ПО ТЕХНОЛОГИИ TEC-DT ЗАКЛЮЧЕНИЕ ЛАБОРАТОРИИ АО «ЕВРАЗ ЗСМК» ИЗГОТОВЛЕНИЕ НА ОАО
- 7. В рамках данного проекта выполнены следующие работы: - подготовлена установка ТЭК-ДТО для дифференцированной термообработки остряков на
- 8. ТЕРМООБРАБОТКА СВАРНЫХ СТЫКОВ РЕЛЬСОВ НА СООТВЕТСТВИЕ ТТ К ПЕРСПЕКТИВНОМУ СТЫКУ ДЛЯ ПРОЕКТА НОВОГО РСП АО «ЕВРАЗ
- 9. Для отработки режимов термообработки и подготовки партии сварных рельсовых стыков для лабораторных и стендовых испытаний во
- 10. ТВЕРДОСТЬ СВАРНОГО СТЫКА РЕЛЬСОВ ДИФФЕРЕНЦИРОВАННО ЗАКАЛЕННОГО ПО ТЕХНОЛОГИИ TIS-TEС ТЕРМООБРАБОТКА СВАРНЫХ СТЫКОВ РЕЛЬСОВ НА СООТВЕТСТВИЕ ТТ
- 11. На темплете из зоны сварного стыка определяли распределение твердости по сечению головки рельса от поверхности катания
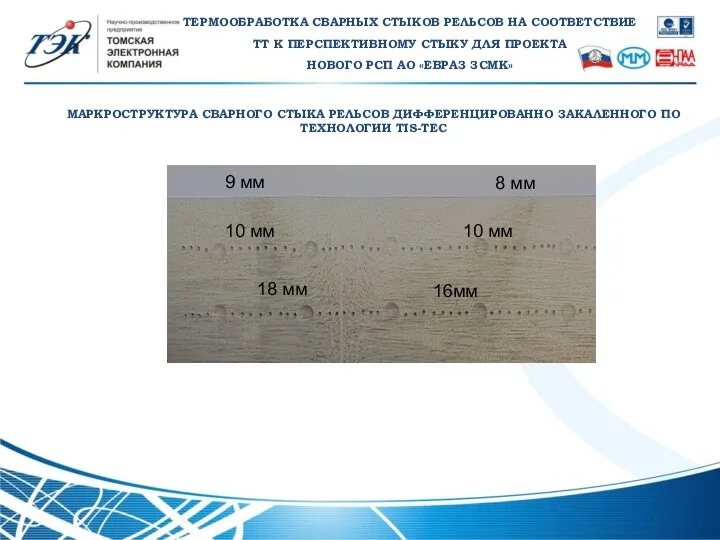
- 12. 9 мм 8 мм 10 мм 10 мм 16мм 18 мм МАРКРОСТРУКТУРА СВАРНОГО СТЫКА РЕЛЬСОВ ДИФФЕРЕНЦИРОВАННО
- 13. ТВЕРДОСТЬ СВАРНОГО СТЫКА РЕЛЬСОВ ДИФФЕРЕНЦИРОВАННО ЗАКАЛЕННОГО ПО ТЕХНОЛОГИИ TIS-TEС ТЕРМООБРАБОТКА СВАРНЫХ СТЫКОВ РЕЛЬСОВ НА СООТВЕТСТВИЕ ТТ
- 14. НПП «ТЭК» создана технология дифференцированной термообработки рельсов ТЭК-ДТ охлаждающей средой в которой является воздух, с изменяемой
- 15. EP 2573194B1, 21.10.2011, METHOD AND DEVICE FOR HEAT TREATING RAILS PCT/RU2014/000007, 13.01.2014, СПОСОБ И УСТРОЙСТВО ТЕРМИЧЕСКОЙ
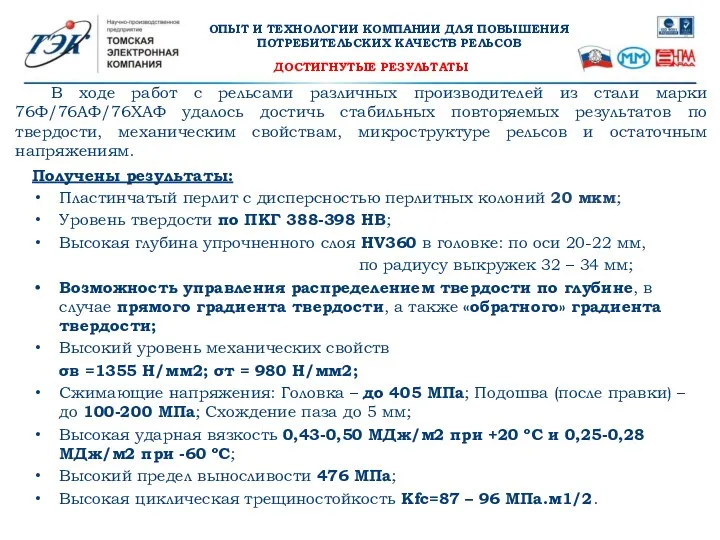
- 16. ОПЫТ И ТЕХНОЛОГИИ КОМПАНИИ ДЛЯ ПОВЫШЕНИЯ ПОТРЕБИТЕЛЬСКИХ КАЧЕСТВ РЕЛЬСОВ В последнее время в мировой практике внедрены
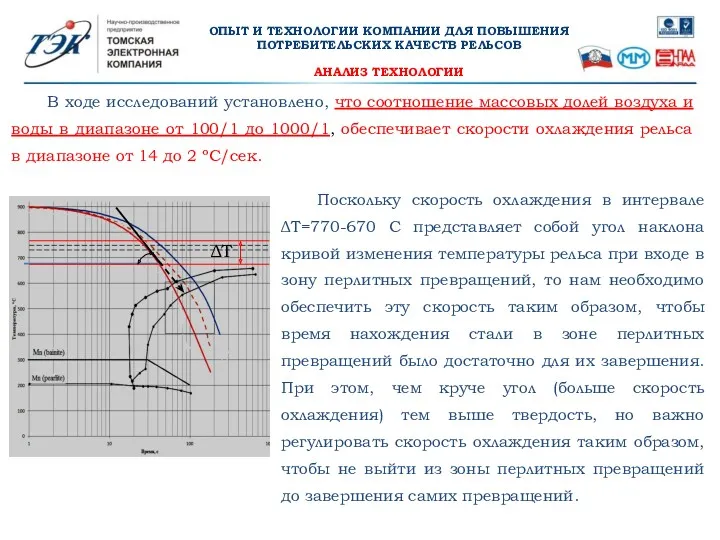
- 17. АНАЛИЗ ТЕХНОЛОГИИ Поскольку скорость охлаждения в интервале ΔТ=770-670 С представляет собой угол наклона кривой изменения температуры
- 18. Скорости охлаждения рельсов в интервале 770-670 С: Т20 - 3,3С/сек; Т24 - 4,5 С/сек; Т30 -
- 19. Получены результаты: Пластинчатый перлит с дисперсностью перлитных колоний 20 мкм; Уровень твердости по ПКГ 388-398 НВ;
- 20. Одна из задач, которую мы решали при разработке технологии ТЭК-ДТ – это получение дифференцированно термообработанных рельсов
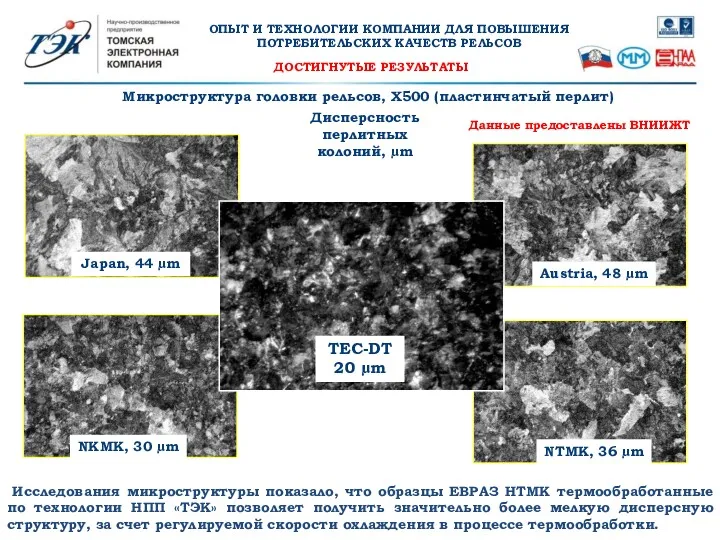
- 21. Japan, 44 µm Микроструктура головки рельсов, Х500 (пластинчатый перлит) Austria, 48 µm Дисперсность перлитных колоний, µm
- 22. Расстояние между пластинками феррита в перлите составляет от 60 до 100 нм. Дисперсность перлитных колоний до
- 23. Одним из важнейших преимуществ технологии TEC-DT является то, что сжимающие напряжения в головке, и низкий уровень
- 24. Возможности технологии ТЭК-ДТ предлагаемой НПП «ТЭК» позволяют получать перспективные рельсы нового качества «НН+ИК» или ДТ400, с
- 25. Описание внедрённой установки. Рельсобалочный стан для Kardemir A.S. был поставлен компанией SMS и запущен в 2007
- 26. Установка дифференцированной термообработки рельсов TEC-DTP-300-78-3 ОПЫТ И ТЕХНОЛОГИИ КОМПАНИИ ДЛЯ ПОВЫШЕНИЯ ПОТРЕБИТЕЛЬСКИХ КАЧЕСТВ РЕЛЬСОВ Основные параметры:
- 27. ОПЫТ И ТЕХНОЛОГИИ КОМПАНИИ ДЛЯ ПОВЫШЕНИЯ ПОТРЕБИТЕЛЬСКИХ КАЧЕСТВ РЕЛЬСОВ C марта 2017г Kardemir A.S., на установке
- 28. ОПЫТ И ТЕХНОЛОГИИ КОМПАНИИ ДЛЯ ПОВЫШЕНИЯ ПОТРЕБИТЕЛЬСКИХ КАЧЕСТВ РЕЛЬСОВ ЗАГРУЗКА РЕЛЬСОВ В УСТАНОВКУ УСТАНОВКА TEC-DTP-300-78-3 ПРОИЗВОДИТЕЛЬНОСТЬЮ
- 29. УСТАНОВКА TEC-DTP-300-78-3 ПРОИЗВОДИТЕЛЬНОСТЬЮ ДО 400 000 ТОН В ГОД, Kardemir A.S., Турция ОПЫТ И ТЕХНОЛОГИИ КОМПАНИИ
- 30. ВИДЕО ПО РАБОТЕ УСТАНОВКИ TEC-DTP-300-78-3
- 31. ПРЕДСТОЯЩИЕ РАБОТЫ КАСАТЕЛЬНО ОСТРЯКОВ ОР65 КАТЕГОРИИ ДЗ350 ТЕРМООБРАБОТАННЫХ ПО ТЕХНОЛОГИИ TEC-DT: - ОКОНЧАТЕЛЬНАЯ ПРАВКА, ЛАБОРАТОРНЫЕ ИСПЫТАНИЯ
- 33. Скачать презентацию
ДОКЛАД, НА ТЕМУ «ОПЫТ И ТЕХНОЛОГИИ КОМПАНИИ ДЛЯ ПОВЫШЕНИЯ ПОТРЕБИТЕЛЬСКИХ КАЧЕСТВ
ДОКЛАД, НА ТЕМУ «ОПЫТ И ТЕХНОЛОГИИ КОМПАНИИ ДЛЯ ПОВЫШЕНИЯ ПОТРЕБИТЕЛЬСКИХ КАЧЕСТВ
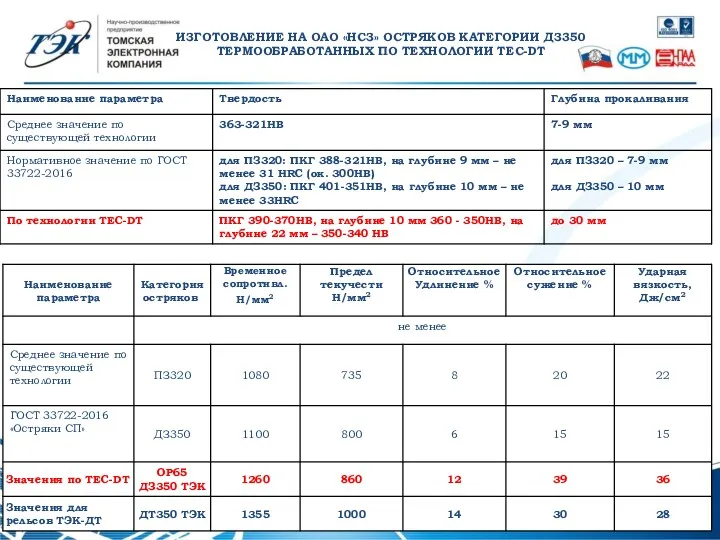
ИЗГОТОВЛЕНИЕ НА ОАО «НСЗ» ОСТРЯКОВ КАТЕГОРИИ ДЗ350
ТЕРМООБРАБОТАННЫХ ПО ТЕХНОЛОГИИ TEC-DT
ИЗГОТОВЛЕНИЕ НА ОАО «НСЗ» ОСТРЯКОВ КАТЕГОРИИ ДЗ350 ТЕРМООБРАБОТАННЫХ ПО ТЕХНОЛОГИИ TEC-DT
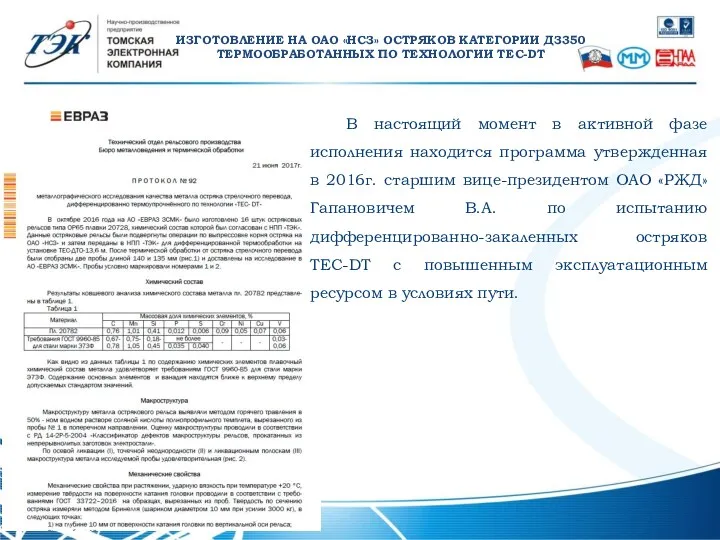
В настоящий момент в активной фазе исполнения находится программа утвержденная в
В настоящий момент в активной фазе исполнения находится программа утвержденная в
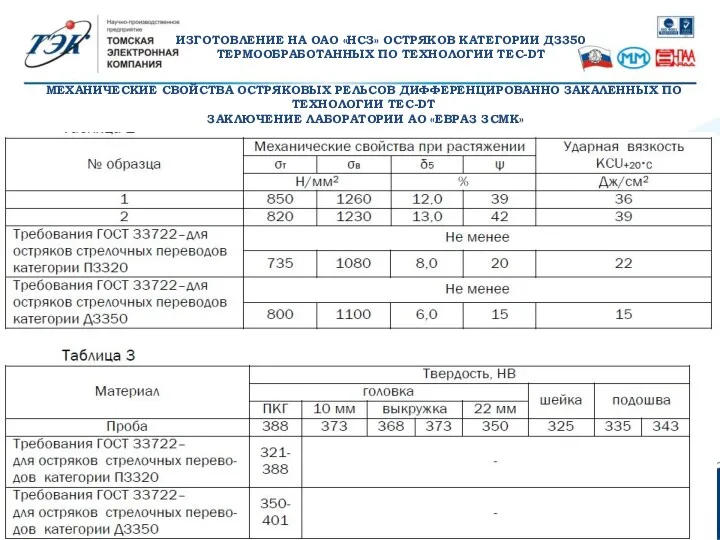
МЕХАНИЧЕСКИЕ СВОЙСТВА ОСТРЯКОВЫХ РЕЛЬСОВ ДИФФЕРЕНЦИРОВАННО ЗАКАЛЕННЫХ ПО ТЕХНОЛОГИИ TEC-DT
ЗАКЛЮЧЕНИЕ ЛАБОРАТОРИИ
МЕХАНИЧЕСКИЕ СВОЙСТВА ОСТРЯКОВЫХ РЕЛЬСОВ ДИФФЕРЕНЦИРОВАННО ЗАКАЛЕННЫХ ПО ТЕХНОЛОГИИ TEC-DT
ЗАКЛЮЧЕНИЕ ЛАБОРАТОРИИ
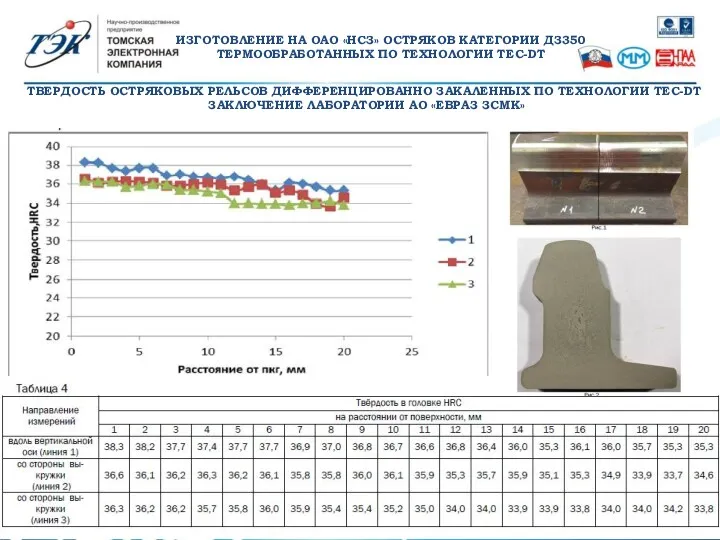
ТВЕРДОСТЬ ОСТРЯКОВЫХ РЕЛЬСОВ ДИФФЕРЕНЦИРОВАННО ЗАКАЛЕННЫХ ПО ТЕХНОЛОГИИ TEC-DT
ЗАКЛЮЧЕНИЕ ЛАБОРАТОРИИ АО
ТВЕРДОСТЬ ОСТРЯКОВЫХ РЕЛЬСОВ ДИФФЕРЕНЦИРОВАННО ЗАКАЛЕННЫХ ПО ТЕХНОЛОГИИ TEC-DT
ЗАКЛЮЧЕНИЕ ЛАБОРАТОРИИ АО
В рамках данного проекта выполнены следующие работы:
- подготовлена установка ТЭК-ДТО для
В рамках данного проекта выполнены следующие работы:
- подготовлена установка ТЭК-ДТО для

ТЕРМООБРАБОТКА СВАРНЫХ СТЫКОВ РЕЛЬСОВ НА СООТВЕТСТВИЕ
ТТ К ПЕРСПЕКТИВНОМУ СТЫКУ ДЛЯ ПРОЕКТА
ТЕРМООБРАБОТКА СВАРНЫХ СТЫКОВ РЕЛЬСОВ НА СООТВЕТСТВИЕ
ТТ К ПЕРСПЕКТИВНОМУ СТЫКУ ДЛЯ ПРОЕКТА
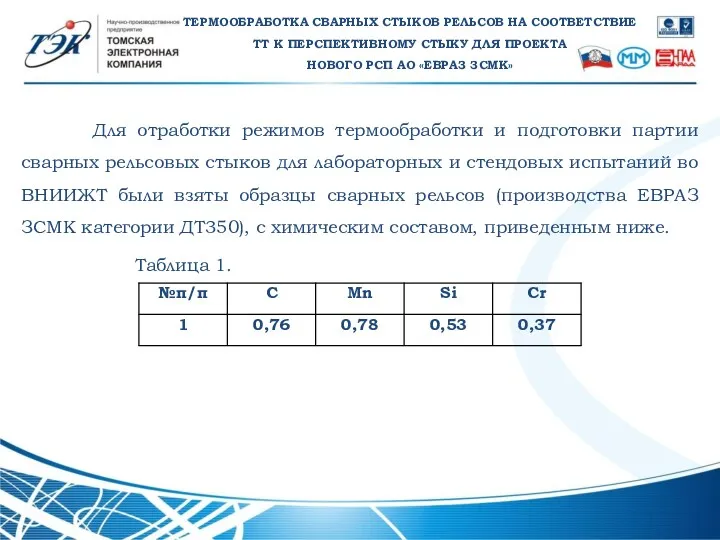
Для отработки режимов термообработки и подготовки партии сварных рельсовых стыков для
Для отработки режимов термообработки и подготовки партии сварных рельсовых стыков для
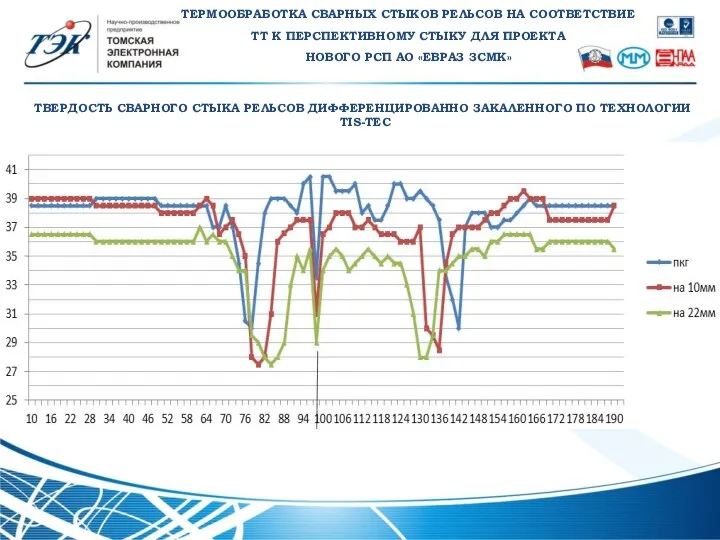
ТВЕРДОСТЬ СВАРНОГО СТЫКА РЕЛЬСОВ ДИФФЕРЕНЦИРОВАННО ЗАКАЛЕННОГО ПО ТЕХНОЛОГИИ
TIS-TEС
ТЕРМООБРАБОТКА СВАРНЫХ СТЫКОВ
ТВЕРДОСТЬ СВАРНОГО СТЫКА РЕЛЬСОВ ДИФФЕРЕНЦИРОВАННО ЗАКАЛЕННОГО ПО ТЕХНОЛОГИИ
TIS-TEС
ТЕРМООБРАБОТКА СВАРНЫХ СТЫКОВ
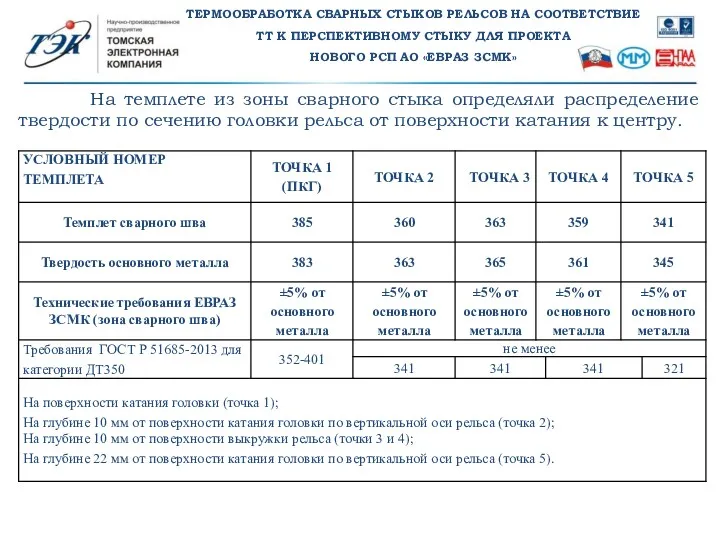
На темплете из зоны сварного стыка определяли распределение твердости по сечению
На темплете из зоны сварного стыка определяли распределение твердости по сечению
9 мм
8 мм
10 мм
10 мм
16мм
18 мм
МАРКРОСТРУКТУРА СВАРНОГО СТЫКА РЕЛЬСОВ ДИФФЕРЕНЦИРОВАННО ЗАКАЛЕННОГО
9 мм
8 мм
10 мм
10 мм
16мм
18 мм
МАРКРОСТРУКТУРА СВАРНОГО СТЫКА РЕЛЬСОВ ДИФФЕРЕНЦИРОВАННО ЗАКАЛЕННОГО
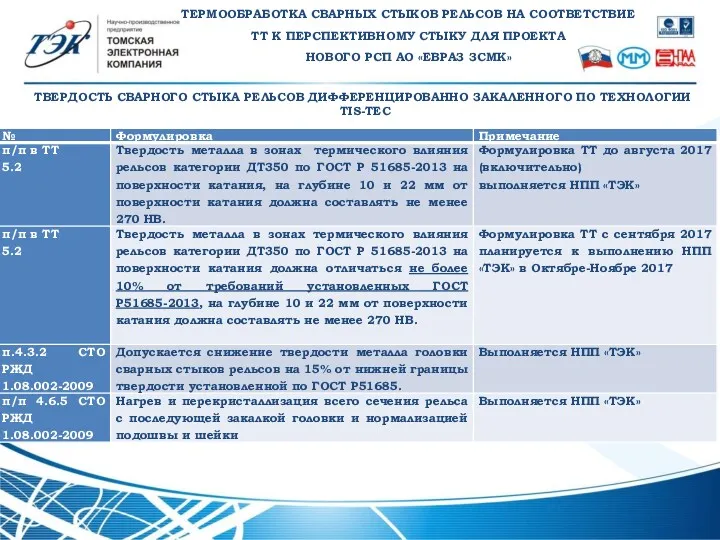
ТВЕРДОСТЬ СВАРНОГО СТЫКА РЕЛЬСОВ ДИФФЕРЕНЦИРОВАННО ЗАКАЛЕННОГО ПО ТЕХНОЛОГИИ
TIS-TEС
ТЕРМООБРАБОТКА СВАРНЫХ СТЫКОВ
ТВЕРДОСТЬ СВАРНОГО СТЫКА РЕЛЬСОВ ДИФФЕРЕНЦИРОВАННО ЗАКАЛЕННОГО ПО ТЕХНОЛОГИИ
TIS-TEС
ТЕРМООБРАБОТКА СВАРНЫХ СТЫКОВ
НПП «ТЭК» создана технология дифференцированной термообработки рельсов ТЭК-ДТ охлаждающей средой в
НПП «ТЭК» создана технология дифференцированной термообработки рельсов ТЭК-ДТ охлаждающей средой в
EP 2573194B1, 21.10.2011, METHOD AND DEVICE FOR HEAT TREATING RAILS
PCT/RU2014/000007,
EP 2573194B1, 21.10.2011, METHOD AND DEVICE FOR HEAT TREATING RAILS
PCT/RU2014/000007,
ОПЫТ И ТЕХНОЛОГИИ КОМПАНИИ ДЛЯ ПОВЫШЕНИЯ ПОТРЕБИТЕЛЬСКИХ КАЧЕСТВ РЕЛЬСОВ
В последнее время
ОПЫТ И ТЕХНОЛОГИИ КОМПАНИИ ДЛЯ ПОВЫШЕНИЯ ПОТРЕБИТЕЛЬСКИХ КАЧЕСТВ РЕЛЬСОВ
В последнее время
АНАЛИЗ ТЕХНОЛОГИИ
Поскольку скорость охлаждения в интервале ΔТ=770-670 С представляет собой угол
АНАЛИЗ ТЕХНОЛОГИИ
Поскольку скорость охлаждения в интервале ΔТ=770-670 С представляет собой угол
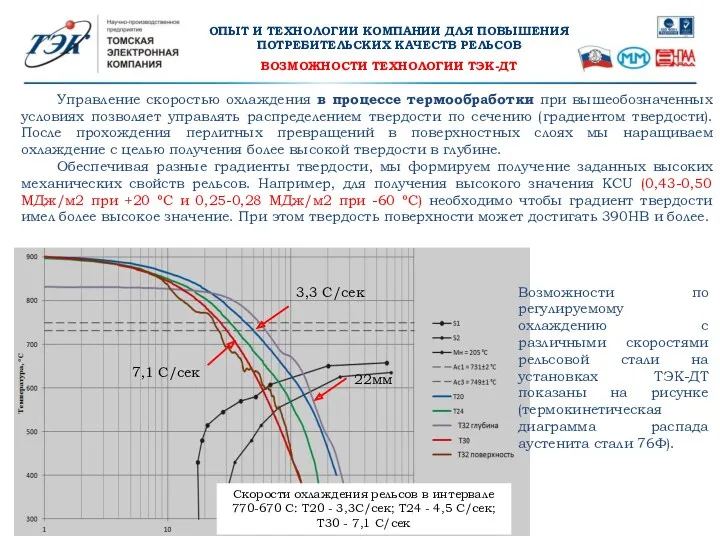
Скорости охлаждения рельсов в интервале 770-670 С: Т20 - 3,3С/сек; Т24
Скорости охлаждения рельсов в интервале 770-670 С: Т20 - 3,3С/сек; Т24
Получены результаты:
Пластинчатый перлит с дисперсностью перлитных колоний 20 мкм;
Уровень твердости
Получены результаты:
Пластинчатый перлит с дисперсностью перлитных колоний 20 мкм;
Уровень твердости

Одна из задач, которую мы решали при разработке технологии ТЭК-ДТ –
Одна из задач, которую мы решали при разработке технологии ТЭК-ДТ –
Japan, 44 µm
Микроструктура головки рельсов, Х500 (пластинчатый перлит)
Austria, 48 µm
Дисперсность
Japan, 44 µm
Микроструктура головки рельсов, Х500 (пластинчатый перлит)
Austria, 48 µm
Дисперсность
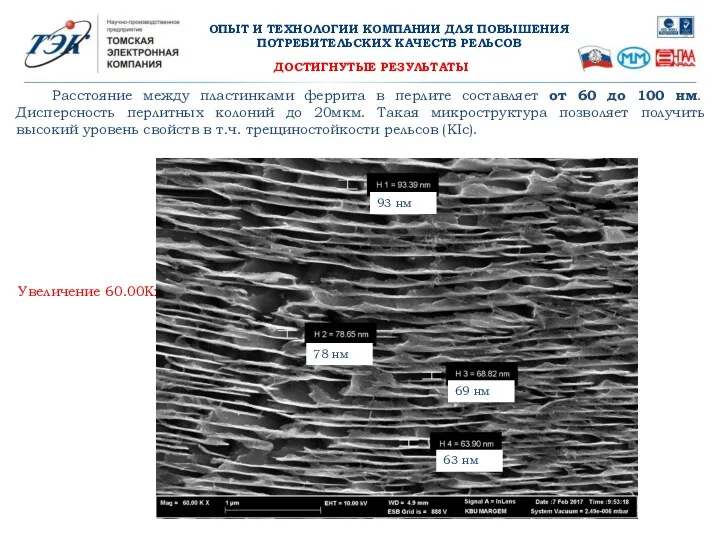
Расстояние между пластинками феррита в перлите составляет от 60 до 100
Расстояние между пластинками феррита в перлите составляет от 60 до 100

Одним из важнейших преимуществ технологии TEC-DT является то, что сжимающие напряжения
Одним из важнейших преимуществ технологии TEC-DT является то, что сжимающие напряжения

Возможности технологии ТЭК-ДТ предлагаемой НПП «ТЭК» позволяют получать перспективные рельсы нового
Возможности технологии ТЭК-ДТ предлагаемой НПП «ТЭК» позволяют получать перспективные рельсы нового
Описание внедрённой установки.
Рельсобалочный стан для Kardemir A.S. был поставлен компанией SMS
Описание внедрённой установки.
Рельсобалочный стан для Kardemir A.S. был поставлен компанией SMS

Установка дифференцированной термообработки
рельсов TEC-DTP-300-78-3
ОПЫТ И ТЕХНОЛОГИИ КОМПАНИИ ДЛЯ ПОВЫШЕНИЯ ПОТРЕБИТЕЛЬСКИХ
Установка дифференцированной термообработки
рельсов TEC-DTP-300-78-3
ОПЫТ И ТЕХНОЛОГИИ КОМПАНИИ ДЛЯ ПОВЫШЕНИЯ ПОТРЕБИТЕЛЬСКИХ

ОПЫТ И ТЕХНОЛОГИИ КОМПАНИИ ДЛЯ ПОВЫШЕНИЯ ПОТРЕБИТЕЛЬСКИХ КАЧЕСТВ РЕЛЬСОВ
C марта 2017г
ОПЫТ И ТЕХНОЛОГИИ КОМПАНИИ ДЛЯ ПОВЫШЕНИЯ ПОТРЕБИТЕЛЬСКИХ КАЧЕСТВ РЕЛЬСОВ
C марта 2017г

ОПЫТ И ТЕХНОЛОГИИ КОМПАНИИ ДЛЯ ПОВЫШЕНИЯ ПОТРЕБИТЕЛЬСКИХ КАЧЕСТВ РЕЛЬСОВ
ЗАГРУЗКА РЕЛЬСОВ
ОПЫТ И ТЕХНОЛОГИИ КОМПАНИИ ДЛЯ ПОВЫШЕНИЯ ПОТРЕБИТЕЛЬСКИХ КАЧЕСТВ РЕЛЬСОВ
ЗАГРУЗКА РЕЛЬСОВ

УСТАНОВКА TEC-DTP-300-78-3 ПРОИЗВОДИТЕЛЬНОСТЬЮ ДО 400 000 ТОН В ГОД, Kardemir A.S.,
УСТАНОВКА TEC-DTP-300-78-3 ПРОИЗВОДИТЕЛЬНОСТЬЮ ДО 400 000 ТОН В ГОД, Kardemir A.S.,
ВИДЕО ПО РАБОТЕ УСТАНОВКИ TEC-DTP-300-78-3
ВИДЕО ПО РАБОТЕ УСТАНОВКИ TEC-DTP-300-78-3
ПРЕДСТОЯЩИЕ РАБОТЫ
КАСАТЕЛЬНО ОСТРЯКОВ ОР65 КАТЕГОРИИ ДЗ350 ТЕРМООБРАБОТАННЫХ ПО ТЕХНОЛОГИИ TEC-DT: -
ПРЕДСТОЯЩИЕ РАБОТЫ
КАСАТЕЛЬНО ОСТРЯКОВ ОР65 КАТЕГОРИИ ДЗ350 ТЕРМООБРАБОТАННЫХ ПО ТЕХНОЛОГИИ TEC-DT: -
 Компетенция личностного самосовершенствования
Компетенция личностного самосовершенствования Разработка ресурсосберегающего способа производства топливно-плавильных материалов на основе техногенного сырья (Н3)
Разработка ресурсосберегающего способа производства топливно-плавильных материалов на основе техногенного сырья (Н3) Изготовление декоративного изделия 3D ручкой like
Изготовление декоративного изделия 3D ручкой like Готовая преза с триггерами
Готовая преза с триггерами урок по теме Карбоновые кислоты
урок по теме Карбоновые кислоты Операции Банка России на финансовом рынке. Лекция №4
Операции Банка России на финансовом рынке. Лекция №4 Общая краниология. Общие сведения о черепе
Общая краниология. Общие сведения о черепе Социальная психология личности
Социальная психология личности Роль физической культуры в сохранении здоровья
Роль физической культуры в сохранении здоровья Речь монологическая и диалогическая
Речь монологическая и диалогическая Холокост в литературе. То что забыть нельзя
Холокост в литературе. То что забыть нельзя Земля – уникальная планета (Урок-презентация).
Земля – уникальная планета (Урок-презентация). Мишка. Найди 3 отличия
Мишка. Найди 3 отличия Термодинамические процессы идеальных газов
Термодинамические процессы идеальных газов We're having a great time
We're having a great time Цветотерапия Попугаи
Цветотерапия Попугаи Фестиваль гражданского общества Добрые люди
Фестиваль гражданского общества Добрые люди ПрезентацияХлеб всему голова
ПрезентацияХлеб всему голова Родительское собрание для 1 класса.
Родительское собрание для 1 класса. Ауруханадан тыс пневманиямен ауыратын науқастарды емдеу кезіндегі пенициллин мен цефтриаксонның салыстырмалы
Ауруханадан тыс пневманиямен ауыратын науқастарды емдеу кезіндегі пенициллин мен цефтриаксонның салыстырмалы Обществознание и общественные науки
Обществознание и общественные науки Полиомиелит. Мероприятия в отношении больных полиомиелитом, острыми вялыми параличами
Полиомиелит. Мероприятия в отношении больных полиомиелитом, острыми вялыми параличами Угол. Измерение углов
Угол. Измерение углов Пищевая и легкая промышленность
Пищевая и легкая промышленность Настройка компьютера. Компьютерный вирус
Настройка компьютера. Компьютерный вирус Призентация творческого проекта Мягкая игрушка
Призентация творческого проекта Мягкая игрушка ОГАС 2.0. Программно-техническое решение системы (часть 2)
ОГАС 2.0. Программно-техническое решение системы (часть 2) Формирование стратегии и школы стратегического управления
Формирование стратегии и школы стратегического управления