- Основи теорії та технології зварювання металів

Содержание
- 2. План лекції 4 4.1 Поняття про зварювання металів та його значення в народному господарстві. 4.2 Класифікація
- 3. 4.1 Поняття про зварювання металів Зварювання металів – технологічний процес утворення нероз’ємних з'єднань між металевими виробами
- 4. 4.1 Винахідники електрозварювання металів М. М. Бенардос народився 8 липня 1842 р. в селі Бенардосівка, Єлизаветградського
- 5. 4.1 Винахідники електрозварювання металів Є.О. Патон (1870-1953) – вчений у галузі мостобуду-вання і електрозварювання Є.О.Патон заклав
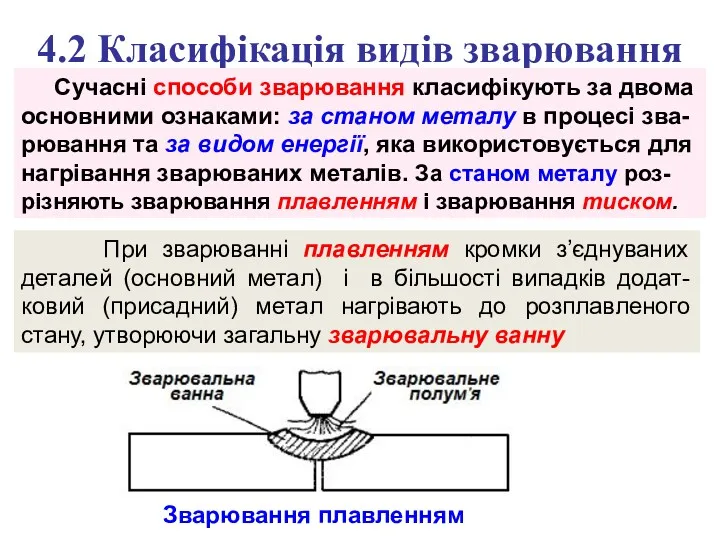
- 6. 4.2 Класифікація видів зварювання Сучасні способи зварювання класифікують за двома основними ознаками: за станом металу в
- 7. 4.2 Класифікація видів зварювання При зварюванні тиском зварювальне з’єднання утворюється нагріванням зварюваних поверхонь до пластичного стану
- 8. 4.2 Класифікація видів зварювання
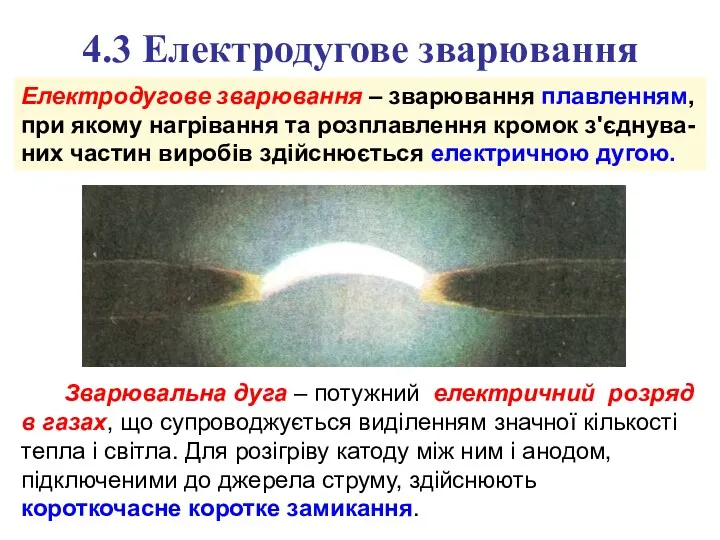
- 9. 4.3 Електродугове зварювання Електродугове зварювання – зварювання плавленням, при якому нагрівання та розплавлення кромок з'єднува- них
- 10. 4.3 Властивості електричної дуги Електрична дуга (Вольтова дуга, дуговий розряд) - фізичне явище, один з видів
- 11. 4.3 Властивості електричної дуги Електрична дуга характеризується напругою, струмом і довжиною дуги. Зварювальна дуга складається із
- 12. 4.3 Електродугове зварювання Схеми основних видів електродугового зварювання: а) за способом Бенардоса (1 – зварювальний виріб,
- 13. 4.3 Електродні покриття Металеві електроди мають флюсову обмазку. В якості обмазки електроду застосовують просіяну крейду з
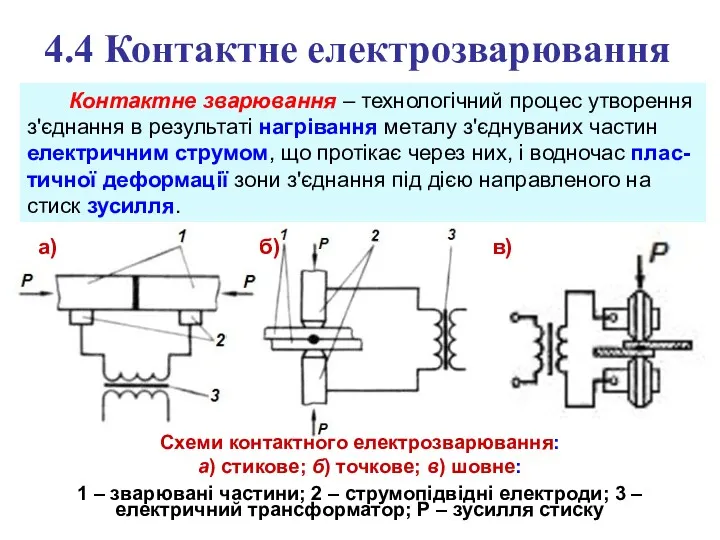
- 14. 4.4 Контактне електрозварювання Контактне зварювання – технологічний процес утворення з'єднання в результаті нагрівання металу з'єднуваних частин
- 15. 4.4 Контактне електрозварювання Ось так відбувається контактне стикове зварювання плавленням.
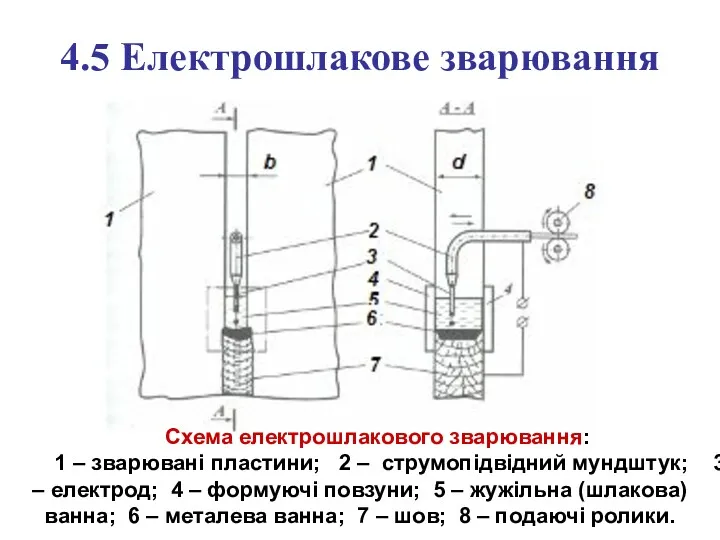
- 16. 4.5 Електрошлакове зварювання Досить ефективно різні литі і ковані великогабаритні деталі виготовляти шляхом з'єднання окремих частин
- 17. 4.5 Електрошлакове зварювання Схема електрошлакового зварювання: 1 – зварювані пластини; 2 – струмопідвідний мундштук; 3 –
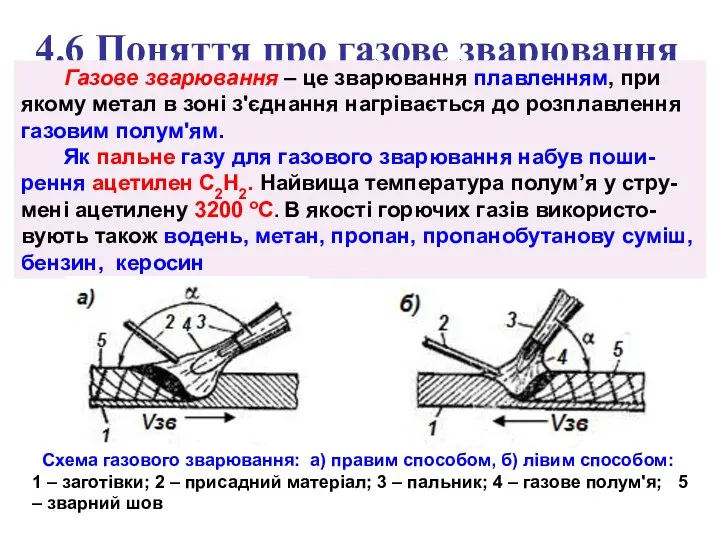
- 18. 4.6 Поняття про газове зварювання Газове зварювання – це зварювання плавленням, при якому метал в зоні
- 19. 4.6 Технологія газового зварювання і різання металів Газове обладнання: а) газовий редуктор, б) газовий пальник; в)
- 20. 4.7 Холодне зварювання металів Холо́дне зва́рювання - технологічний процес зварювання стисненням із пластичним деформуванням з'єднувальних поверхонь
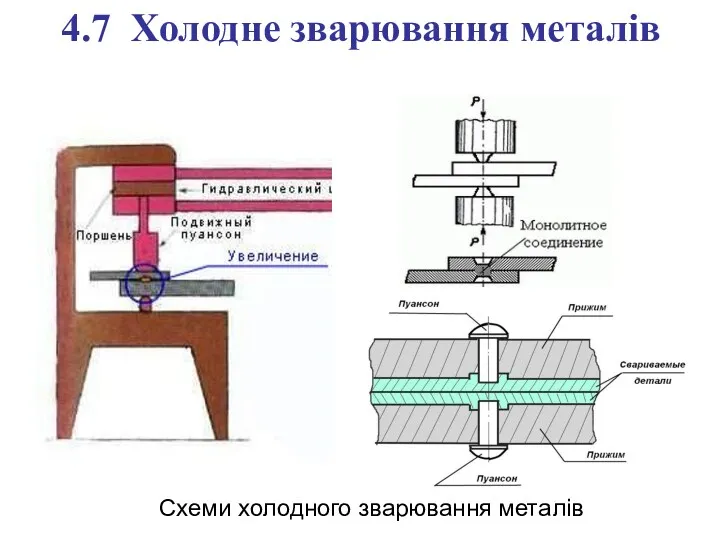
- 21. 4.7 Холодне зварювання металів Схеми холодного зварювання металів
- 22. 4.8 Нові види зварювання металів До нових (нетрадиційних) способів зварювання можна віднести індукційне зварювання металу (нагрівання
- 23. 4.8 Нові види зварювання металів: індукційне зварювання Ультразвукове зварювання (УЗЗ) – зварювання тисненням із прикладенням ультразвукових
- 24. 4.8 Нові види зварювання металів: індукційне зварювання Індукційне зварювання засноване на розігріванні струмами високої частоти торців
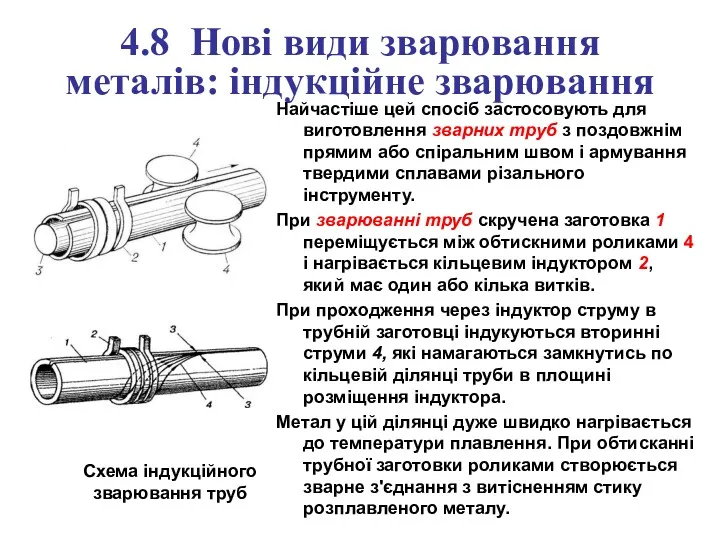
- 25. 4.8 Нові види зварювання металів: індукційне зварювання Найчастіше цей спосіб застосовують для виготовлення зварних труб з
- 26. 4.8 Нові види зварювання металів: зварювання ультразвуком Ультразвуком успішно зварюють не тільки метали, а й різні
- 28. Скачать презентацию
План лекції 4
4.1 Поняття про зварювання металів та його значення
План лекції 4
4.1 Поняття про зварювання металів та його значення
4.1 Поняття про зварювання металів
Зварювання металів – технологічний процес утворення нероз’ємних
4.1 Поняття про зварювання металів
Зварювання металів – технологічний процес утворення нероз’ємних
4.1 Винахідники електрозварювання металів
М. М. Бенардос народився 8 липня 1842 р.
в
4.1 Винахідники електрозварювання металів
М. М. Бенардос народився 8 липня 1842 р. в
4.1 Винахідники електрозварювання металів
Є.О. Патон (1870-1953) – вчений у галузі
4.1 Винахідники електрозварювання металів
Є.О. Патон (1870-1953) – вчений у галузі
4.2 Класифікація видів зварювання
Сучасні способи зварювання класифікують за двома основними
4.2 Класифікація видів зварювання
Сучасні способи зварювання класифікують за двома основними

4.2 Класифікація видів зварювання
При зварюванні тиском зварювальне з’єднання утворюється нагріванням зварюваних
4.2 Класифікація видів зварювання
При зварюванні тиском зварювальне з’єднання утворюється нагріванням зварюваних

4.2 Класифікація видів зварювання
4.2 Класифікація видів зварювання
4.3 Електродугове зварювання
Електродугове зварювання – зварювання плавленням, при якому нагрівання та
4.3 Електродугове зварювання
Електродугове зварювання – зварювання плавленням, при якому нагрівання та
4.3 Властивості електричної дуги
Електрична дуга (Вольтова дуга, дуговий розряд) - фізичне
4.3 Властивості електричної дуги
Електрична дуга (Вольтова дуга, дуговий розряд) - фізичне
4.3 Властивості електричної дуги
Електрична дуга характеризується напругою, струмом і довжиною дуги.
4.3 Властивості електричної дуги
Електрична дуга характеризується напругою, струмом і довжиною дуги.
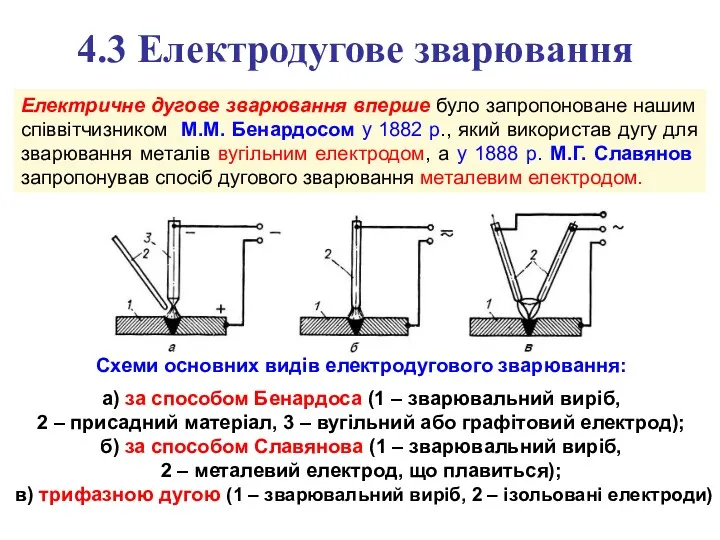
4.3 Електродугове зварювання
Схеми основних видів електродугового зварювання:
а) за способом Бенардоса (1
4.3 Електродугове зварювання
Схеми основних видів електродугового зварювання:
а) за способом Бенардоса (1
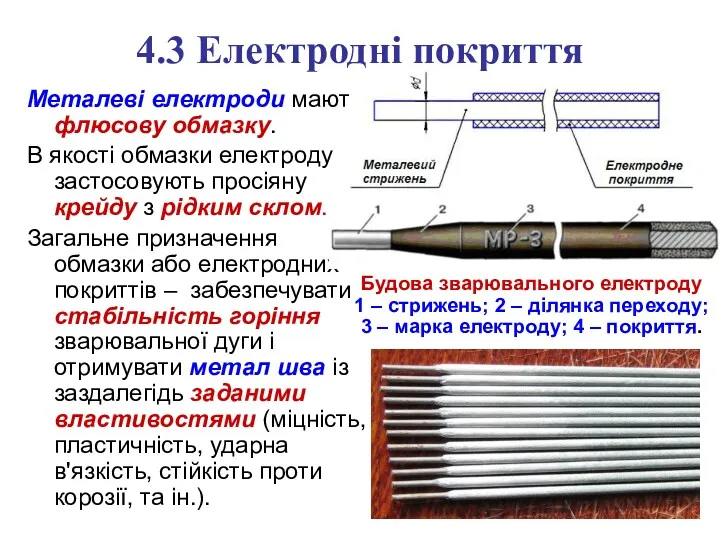
4.3 Електродні покриття
Металеві електроди мають флюсову обмазку.
В якості обмазки електроду
4.3 Електродні покриття
Металеві електроди мають флюсову обмазку.
В якості обмазки електроду
4.4 Контактне електрозварювання
Контактне зварювання – технологічний процес утворення з'єднання в
4.4 Контактне електрозварювання
Контактне зварювання – технологічний процес утворення з'єднання в

4.4 Контактне електрозварювання
Ось так відбувається контактне стикове зварювання плавленням.
4.4 Контактне електрозварювання
Ось так відбувається контактне стикове зварювання плавленням.
4.5 Електрошлакове зварювання
Досить ефективно різні литі і ковані великогабаритні деталі виготовляти
4.5 Електрошлакове зварювання
Досить ефективно різні литі і ковані великогабаритні деталі виготовляти
4.5 Електрошлакове зварювання
Схема електрошлакового зварювання:
1 – зварювані пластини; 2 –
4.5 Електрошлакове зварювання
Схема електрошлакового зварювання:
1 – зварювані пластини; 2 –
4.6 Поняття про газове зварювання
Газове зварювання – це зварювання плавленням,
4.6 Поняття про газове зварювання
Газове зварювання – це зварювання плавленням,

4.6 Технологія газового зварювання і різання металів
Газове обладнання: а) газовий редуктор,
4.6 Технологія газового зварювання і різання металів
Газове обладнання: а) газовий редуктор,
4.7 Холодне зварювання металів
Холо́дне зва́рювання - технологічний процес зварювання стисненням
4.7 Холодне зварювання металів
Холо́дне зва́рювання - технологічний процес зварювання стисненням
4.7 Холодне зварювання металів
Схеми холодного зварювання металів
4.7 Холодне зварювання металів
Схеми холодного зварювання металів

4.8 Нові види зварювання металів
До нових (нетрадиційних) способів зварювання можна
4.8 Нові види зварювання металів
До нових (нетрадиційних) способів зварювання можна
4.8 Нові види зварювання металів: індукційне зварювання
Ультразвукове зварювання (УЗЗ) –
4.8 Нові види зварювання металів: індукційне зварювання
Ультразвукове зварювання (УЗЗ) –
4.8 Нові види зварювання металів: індукційне зварювання
Індукційне зварювання засноване на розігріванні
4.8 Нові види зварювання металів: індукційне зварювання
Індукційне зварювання засноване на розігріванні
4.8 Нові види зварювання металів: індукційне зварювання
Найчастіше цей спосіб застосовують для
4.8 Нові види зварювання металів: індукційне зварювання
Найчастіше цей спосіб застосовують для

4.8 Нові види зварювання металів: зварювання ультразвуком
Ультразвуком успішно зварюють не тільки
4.8 Нові види зварювання металів: зварювання ультразвуком
Ультразвуком успішно зварюють не тільки
 Методы и формы работы с одарёнными детьми
Методы и формы работы с одарёнными детьми Презентация Виды транспорта
Презентация Виды транспорта Организация складских процессов с элементами логистики
Организация складских процессов с элементами логистики Галеев М.Ш
Галеев М.Ш Подготовительные работы к текущему и капитальному ремонту скважин
Подготовительные работы к текущему и капитальному ремонту скважин Grammar in Use. Present Perfect and Present Continuous
Grammar in Use. Present Perfect and Present Continuous Оздоровительная detox-программа
Оздоровительная detox-программа лепка из соленого теста
лепка из соленого теста Афферентік иннервацияға әсер ететін дәрілік заттар:Ментол, қыша қағазы ,қолдануы , химиялық әсері ,жанама әсері
Афферентік иннервацияға әсер ететін дәрілік заттар:Ментол, қыша қағазы ,қолдануы , химиялық әсері ,жанама әсері Доклад Организация информационной безопасности в образовательном учреждении
Доклад Организация информационной безопасности в образовательном учреждении Численность и воспроизводство населения. Демографическая политика
Численность и воспроизводство населения. Демографическая политика Сценарий праздника Рождество Христово
Сценарий праздника Рождество Христово Understanding CSS essentials: content flow, positioning, and styling
Understanding CSS essentials: content flow, positioning, and styling Электронные образовательные ресурсы на уроках искусства
Электронные образовательные ресурсы на уроках искусства Горячий ветер Востока (ислам)
Горячий ветер Востока (ислам) Орфограммы в окончаниях слов
Орфограммы в окончаниях слов Презентация для детей Зеленая аптека
Презентация для детей Зеленая аптека коктейль здоровья
коктейль здоровья Успешный менеджер Амансио Ортега
Успешный менеджер Амансио Ортега Стратегічний план на 2020-2022 роки
Стратегічний план на 2020-2022 роки Эксплуатация баллонов, предназначенных для сжатых, сжиженных и растворенных под давлением газов
Эксплуатация баллонов, предназначенных для сжатых, сжиженных и растворенных под давлением газов Кня́жество Мона́ко
Кня́жество Мона́ко Европейская мозаика. Зарубежная Европа
Европейская мозаика. Зарубежная Европа Мұқағали Мақатаев (1931-1976)
Мұқағали Мақатаев (1931-1976) Самые необычные налоги в мире
Самые необычные налоги в мире Технопарк Инмаш
Технопарк Инмаш Изучение Библии в субботней школе
Изучение Библии в субботней школе Геология нефти и газа
Геология нефти и газа