- Основные методы поверхностно пластического деформирования

Содержание
- 2. ППД - это обработка деталей давлением (без снятия стружки), при которой пластически деформируется только их поверхностный
- 3. При ППД по схеме качения ДЭ (как правило, ролик или шарик) прижимается к поверхности детали с
- 4. Схема обработки детали по схеме качение
- 5. В соответствии с ГОСТ 18296-72 поверхностное пластическое деформирование при качении инструмента по поверхности деформируемого материала называется
- 6. Достоинством накатывания является снижение сил трения между инструментом и обрабатываемым материалом. К методам ППД, в которых
- 7. Алмазное выглаживание применяется для ППД закаленных сталей и деталей маложестких, т.е. тогда, когда невозможно применить обработку
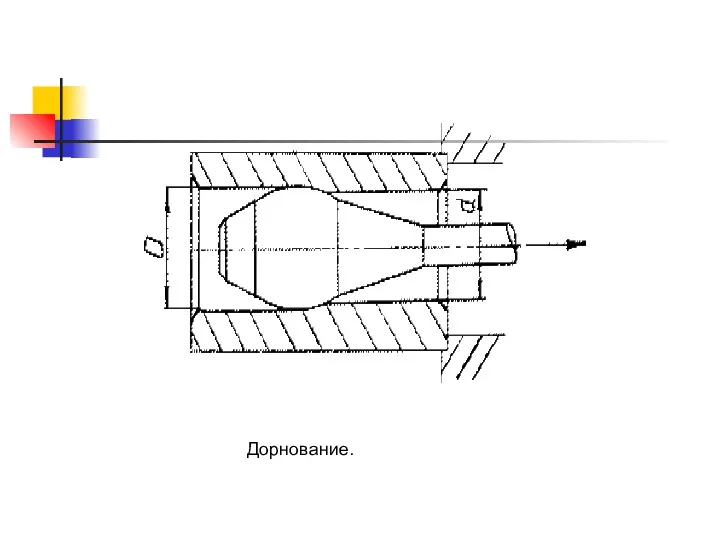
- 8. Дорнование - это деформирующее протягивание, калибрование, применяется для обработки отверстий. Это высокопроизводительный процесс, сочетающий в себе
- 9. Схема обработки детали алмазным выглаживанием.
- 10. Дорнование.
- 11. Методы накатывания, выглаживания и деформирующего протягивания относятся к методам статического поверхностного деформирования. Характерным признаком этих методов
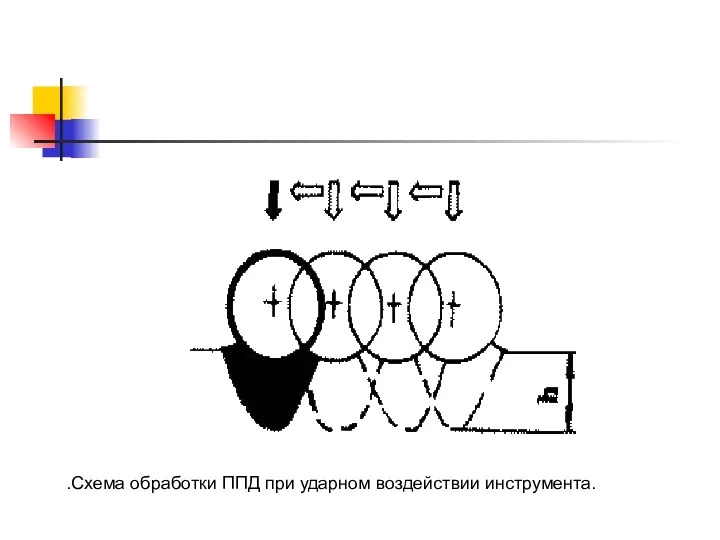
- 12. Многочисленные удары, наносимые инструментом по детали по заданной программе или хаотично, оставляют на ней большое число
- 13. .Схема обработки ППД при ударном воздействии инструмента.
- 14. К методам ударного ППД относятся чеканка, обработка дробью, виброударная, ультразвуковая, центробежно-ударная обработка и др. Дробеструйная обработка
- 15. Центробежно-шариковая обработка осуществляется за счет кинетической энергии стальных шариков (роликов), расположенных на периферии вращения диска Центробежно-шариковая
- 16. При вращении диска под действием центробежной силы шарики отбрасываются к периферии обода, взаимодействуют с обрабатываемой поверхностью
- 17. Расчет глубины деформационного упрочнения поверхностного слоя Упрочненный слой - это слой, параметры состояния которого отличаются от
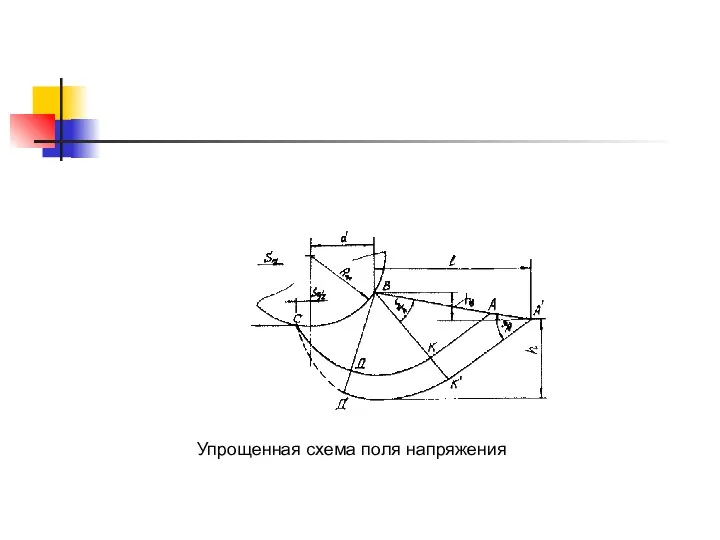
- 18. Упрощенная схема поля напряжения
- 19. Точка А/, которая легко выявляется профилографированием очага деформации, определяет длину L передней внеконтактной поверхности волны ВА/.A/K/Д/С/-
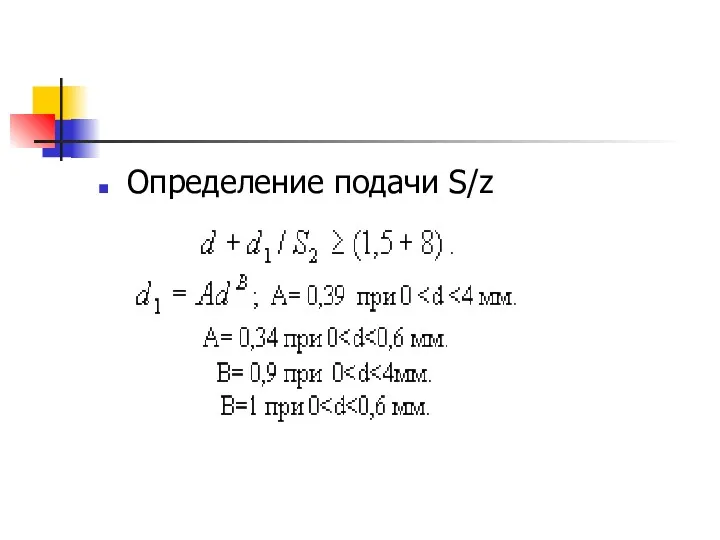
- 20. Определение подачи S/z
- 21. Сущность упрочнения пластическим деформированием Поликристаллические твердые тела состоят из большого числа зерен (кристаллов), разделенных между собой
- 22. сдвигающего напряжения дислокации генерируемые активным источником В, приходят к границе зерна и задерживаются около нее. По
- 23. Схема инициирования скольжения (или двойникования) в соседнем зерне поликристалла некоторой точке А, удаленной от вершины плоского
- 24. Движение дислокаций, генерируемых источником А, будет происходить по наиболее благоприятно ориентированной плоскости скольжения. Рассмотренный механизм торможения
- 26. Скачать презентацию
ППД - это обработка деталей давлением (без снятия стружки), при которой
ППД - это обработка деталей давлением (без снятия стружки), при которой
При ППД по схеме качения ДЭ (как правило, ролик или шарик)
При ППД по схеме качения ДЭ (как правило, ролик или шарик)
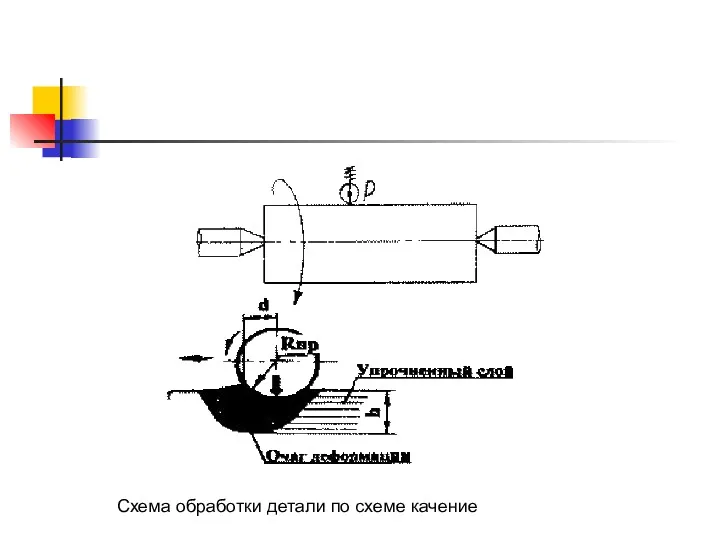
Схема обработки детали по схеме качение
Схема обработки детали по схеме качение
В соответствии с ГОСТ 18296-72 поверхностное пластическое деформирование при качении инструмента
В соответствии с ГОСТ 18296-72 поверхностное пластическое деформирование при качении инструмента
Достоинством накатывания является снижение сил трения между инструментом и обрабатываемым материалом.
К
Достоинством накатывания является снижение сил трения между инструментом и обрабатываемым материалом.
К
Алмазное выглаживание применяется для ППД закаленных сталей и деталей маложестких, т.е.
Алмазное выглаживание применяется для ППД закаленных сталей и деталей маложестких, т.е.
Дорнование - это деформирующее протягивание, калибрование, применяется для обработки отверстий. Это
Дорнование - это деформирующее протягивание, калибрование, применяется для обработки отверстий. Это
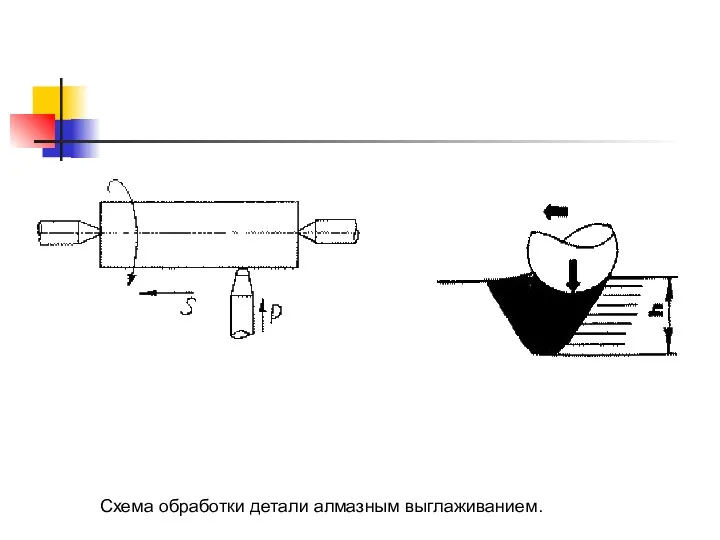
Схема обработки детали алмазным выглаживанием.
Схема обработки детали алмазным выглаживанием.
Дорнование.
Дорнование.
Методы накатывания, выглаживания и деформирующего протягивания относятся к методам статического поверхностного
Методы накатывания, выглаживания и деформирующего протягивания относятся к методам статического поверхностного
Многочисленные удары, наносимые инструментом по детали по заданной программе или хаотично,
Многочисленные удары, наносимые инструментом по детали по заданной программе или хаотично,
.Схема обработки ППД при ударном воздействии инструмента.
.Схема обработки ППД при ударном воздействии инструмента.
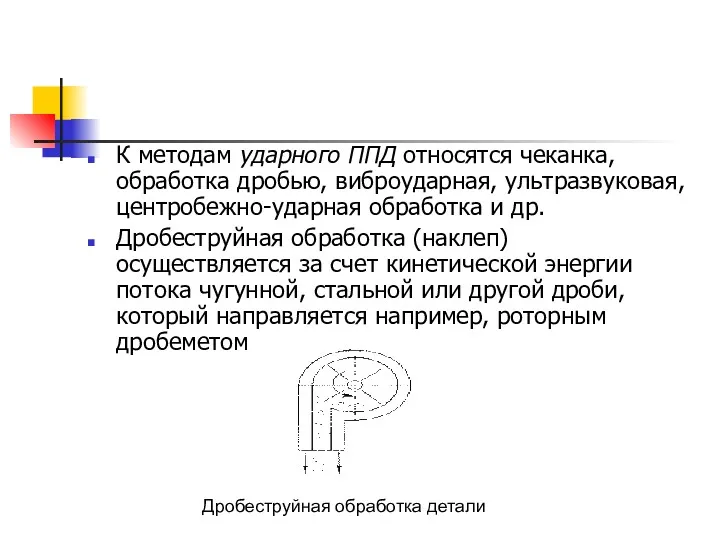
К методам ударного ППД относятся чеканка, обработка дробью, виброударная, ультразвуковая, центробежно-ударная
К методам ударного ППД относятся чеканка, обработка дробью, виброударная, ультразвуковая, центробежно-ударная
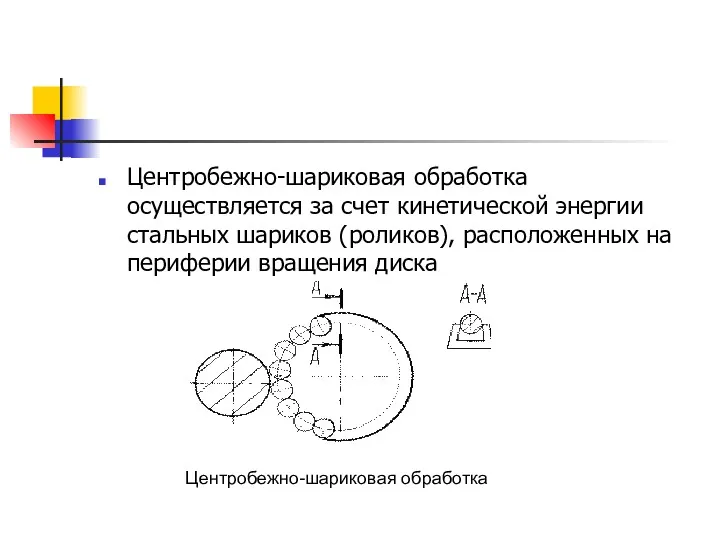
Центробежно-шариковая обработка осуществляется за счет кинетической энергии стальных шариков (роликов), расположенных
Центробежно-шариковая обработка осуществляется за счет кинетической энергии стальных шариков (роликов), расположенных
При вращении диска под действием центробежной силы шарики отбрасываются к периферии
При вращении диска под действием центробежной силы шарики отбрасываются к периферии
Расчет глубины деформационного упрочнения поверхностного слоя
Упрочненный слой - это слой, параметры
Расчет глубины деформационного упрочнения поверхностного слоя
Упрочненный слой - это слой, параметры
Упрощенная схема поля напряжения
Упрощенная схема поля напряжения
Точка А/, которая легко выявляется профилографированием очага деформации, определяет длину L
Точка А/, которая легко выявляется профилографированием очага деформации, определяет длину L
Определение подачи S/z
Определение подачи S/z
Сущность упрочнения пластическим деформированием
Поликристаллические твердые тела состоят из большого числа зерен
Сущность упрочнения пластическим деформированием
Поликристаллические твердые тела состоят из большого числа зерен
сдвигающего напряжения дислокации генерируемые активным источником В, приходят к границе зерна
сдвигающего напряжения дислокации генерируемые активным источником В, приходят к границе зерна
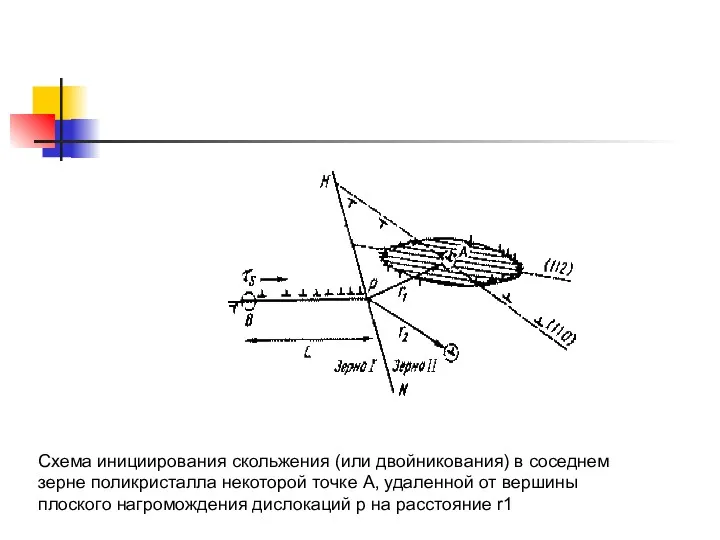
Схема инициирования скольжения (или двойникования) в соседнем зерне поликристалла некоторой точке
Схема инициирования скольжения (или двойникования) в соседнем зерне поликристалла некоторой точке
Движение дислокаций, генерируемых источником А, будет происходить по наиболее благоприятно ориентированной
Движение дислокаций, генерируемых источником А, будет происходить по наиболее благоприятно ориентированной
 Презентация Коллективная разработка ПО
Презентация Коллективная разработка ПО Невынашивание беременности
Невынашивание беременности Мікропроцесорна техніка (лекція 7)
Мікропроцесорна техніка (лекція 7)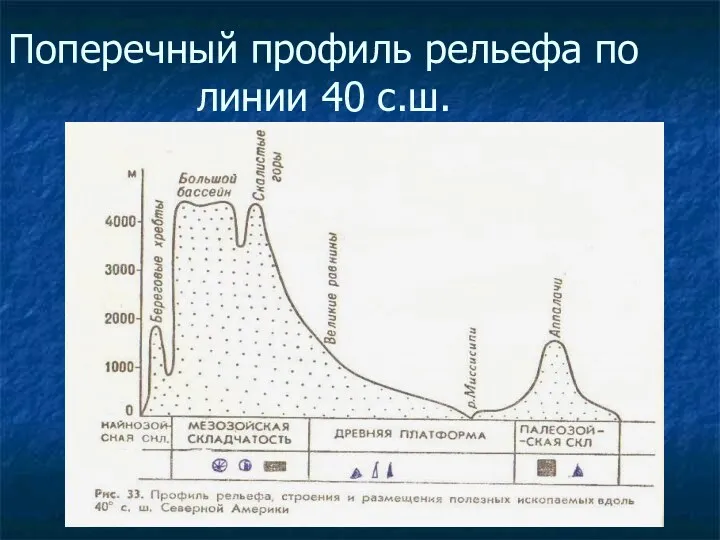 7 класс: Оледенение С.Америки
7 класс: Оледенение С.Америки Чем археолог отличается от криминалиста. Социальные ландшафты: вещи в динамике прошлого
Чем археолог отличается от криминалиста. Социальные ландшафты: вещи в динамике прошлого Functional styles of the english language: newspaper style
Functional styles of the english language: newspaper style Статус - отчет по ремонту Сормовский 3060
Статус - отчет по ремонту Сормовский 3060 К юбилею В.Г. Распутина, Героя Социалистического Труда, дважды лауреата Государственной премии СССР
К юбилею В.Г. Распутина, Героя Социалистического Труда, дважды лауреата Государственной премии СССР Планиметрия. Повторение. Часть 1
Планиметрия. Повторение. Часть 1 Мартеновский способ производства стали. Выплавка стали в электропечах
Мартеновский способ производства стали. Выплавка стали в электропечах How to present in English
How to present in English Интеллектуальные роботы состояние и перспективы
Интеллектуальные роботы состояние и перспективы Презентация С правом по жизни.
Презентация С правом по жизни. особенности изображения Земли на глобусе и на карте
особенности изображения Земли на глобусе и на карте Декоративные злаки
Декоративные злаки Мы вместе. Часть 2
Мы вместе. Часть 2 Рисуем пластилином
Рисуем пластилином Монтаж и эксплуатация ПВО. Противовыбросовое оборудование иностранных производителей
Монтаж и эксплуатация ПВО. Противовыбросовое оборудование иностранных производителей Философия Августина Блаженного
Философия Августина Блаженного Классный час 1сентября Эхо Бесланской печали
Классный час 1сентября Эхо Бесланской печали Конспект урока географии в 6 классе Тайны подземных бурь.
Конспект урока географии в 6 классе Тайны подземных бурь. Закрепление изученного в 4 классе
Закрепление изученного в 4 классе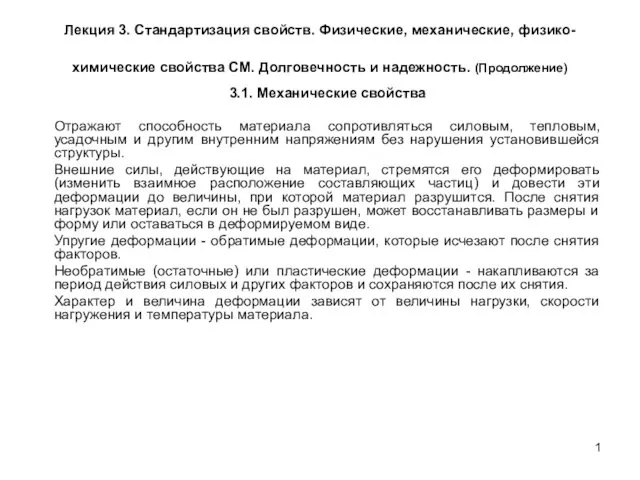 Стандартизация свойств. Физические, механические, физико-химические свойства СМ. Долговечность и надежность
Стандартизация свойств. Физические, механические, физико-химические свойства СМ. Долговечность и надежность презентация
презентация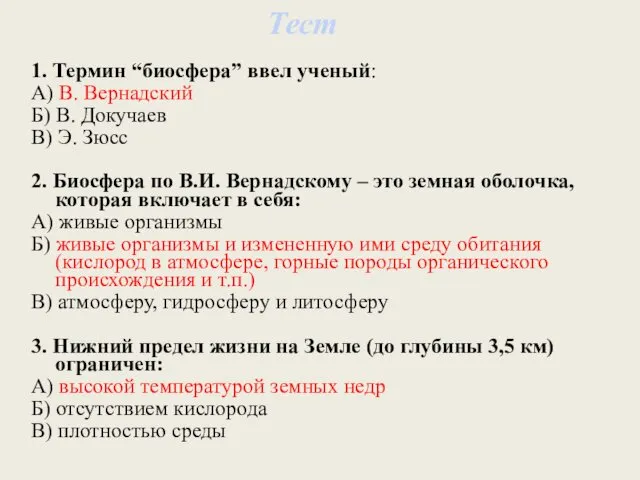 Биосфера Земли. Тест
Биосфера Земли. Тест Презентация Автоматизация звука Л в словах
Презентация Автоматизация звука Л в словах Священная Библейская история Ветхого Завета. Грехопадение и его последствия (Быт.3)
Священная Библейская история Ветхого Завета. Грехопадение и его последствия (Быт.3) Нарушения обмена хромопротеидов
Нарушения обмена хромопротеидов