- Основные определения технологического процесса

Содержание
- 2. Технологическая операция связана с выполнением законченного объема работы в рамках изготовления изделия или элементарного изделия и
- 3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПО СОЗДАНИЮ ГОСУДАРСТВЕННОГО КАДАСТРА НЕДВИЖИМОСТИ 1. Проектирование и построение на местности геодезического обоснования (закрепление
- 4. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПО ВЕДЕНИЮ ГОСУДАРСТВЕННОГО КАДАСТРА НЕДВИЖИМОСТИ 1. Договор заявителя с кадастровым инженером на осуществление кадастровой
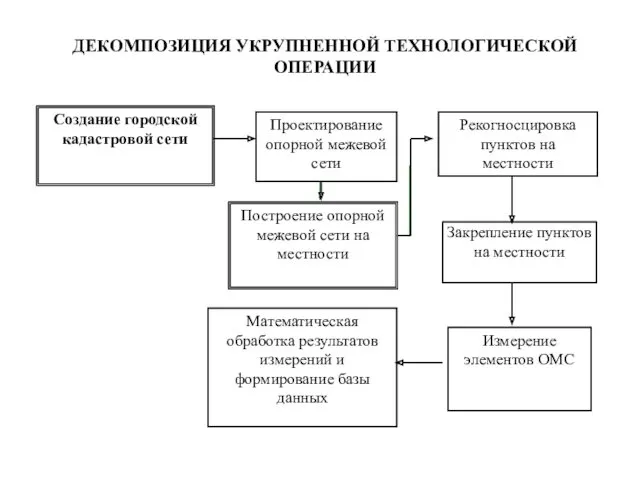
- 5. Сформированный технологический процесс необходимо проанализировать по составленным технологическим операциям. Если для технологической операции возможно определить состав
- 6. ДЕКОМПОЗИЦИЯ УКРУПНЕННОЙ ТЕХНОЛОГИЧЕСКОЙ ОПЕРАЦИИ
- 7. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА Деталь – часть изделия, которая является первичным элементом сборки; Узел - соединение
- 8. Блок при создании Государственного кадастра недвижимости – опорная межевая сеть (ОМС). Этот блок состоит из следующих
- 9. При выполнении технологической операции выделяют следующие этапы: 1. Установка – это часть операции, выполняемая в процессе
- 10. Оптимальным технологическим процессом называется такой процесс, который при заданном качестве изготовления изделия обладает минимальной суммарной трудоемкостью
- 11. СТРУКТУРА ВРЕМЕНИ НА ВЫПОЛНЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ОПЕРАЦИИ Технологическая норма времени Время работы Время перерывов Основное технологическое время
- 12. Подготовительно-заключительным называется время, которое затрачивается на ознакомление с техническим заданием, подготовку рабочего места, наладку и выверку
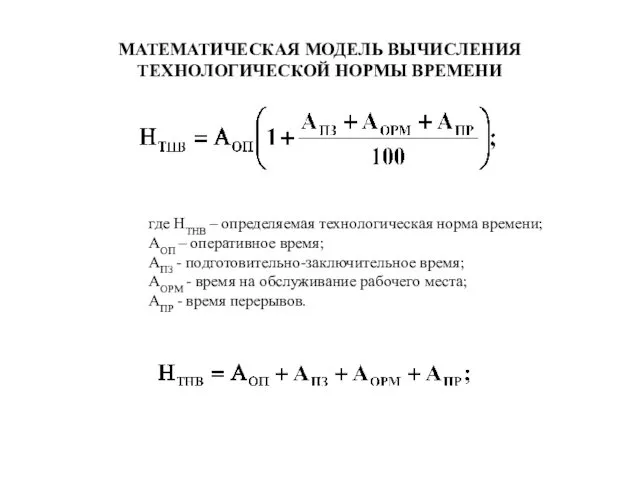
- 13. МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ВЫЧИСЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ НОРМЫ ВРЕМЕНИ где HТНВ – определяемая технологическая норма времени; АОП – оперативное
- 14. Наличие технологических норм времени позволяет вычислить трудоемкость для каждой элементарной технологической операции где О – число
- 15. Для определения себестоимости запроектированного технологического процесса для каждой технологической операции необходимо вычислить норму выработки. Нормой выработки
- 17. Скачать презентацию
Технологическая операция связана с выполнением законченного объема работы
в рамках изготовления
Технологическая операция связана с выполнением законченного объема работы
в рамках изготовления
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПО СОЗДАНИЮ ГОСУДАРСТВЕННОГО КАДАСТРА НЕДВИЖИМОСТИ
1. Проектирование и построение на
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПО СОЗДАНИЮ ГОСУДАРСТВЕННОГО КАДАСТРА НЕДВИЖИМОСТИ
1. Проектирование и построение на
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПО ВЕДЕНИЮ ГОСУДАРСТВЕННОГО КАДАСТРА НЕДВИЖИМОСТИ
1. Договор заявителя с кадастровым
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПО ВЕДЕНИЮ ГОСУДАРСТВЕННОГО КАДАСТРА НЕДВИЖИМОСТИ
1. Договор заявителя с кадастровым
Сформированный технологический процесс необходимо проанализировать
по составленным технологическим операциям.
Если для технологической
Сформированный технологический процесс необходимо проанализировать
по составленным технологическим операциям.
Если для технологической
ДЕКОМПОЗИЦИЯ УКРУПНЕННОЙ ТЕХНОЛОГИЧЕСКОЙ ОПЕРАЦИИ
ДЕКОМПОЗИЦИЯ УКРУПНЕННОЙ ТЕХНОЛОГИЧЕСКОЙ ОПЕРАЦИИ
ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Деталь – часть изделия, которая является первичным элементом
ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Деталь – часть изделия, которая является первичным элементом
Блок при создании Государственного кадастра недвижимости –
опорная межевая сеть (ОМС).
Блок при создании Государственного кадастра недвижимости –
опорная межевая сеть (ОМС).
При выполнении технологической операции выделяют следующие этапы:
1. Установка – это часть
При выполнении технологической операции выделяют следующие этапы:
1. Установка – это часть
Оптимальным технологическим процессом называется такой процесс,
который при заданном качестве изготовления
Оптимальным технологическим процессом называется такой процесс,
который при заданном качестве изготовления

СТРУКТУРА ВРЕМЕНИ НА ВЫПОЛНЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ОПЕРАЦИИ
Технологическая норма времени
Время работы
Время перерывов
Основное технологическое
СТРУКТУРА ВРЕМЕНИ НА ВЫПОЛНЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ОПЕРАЦИИ
Технологическая норма времени
Время работы
Время перерывов
Основное технологическое
Подготовительно-заключительным называется время, которое затрачивается на ознакомление с техническим заданием, подготовку
Подготовительно-заключительным называется время, которое затрачивается на ознакомление с техническим заданием, подготовку
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ВЫЧИСЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ НОРМЫ ВРЕМЕНИ
где HТНВ – определяемая технологическая норма
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ВЫЧИСЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ НОРМЫ ВРЕМЕНИ
где HТНВ – определяемая технологическая норма
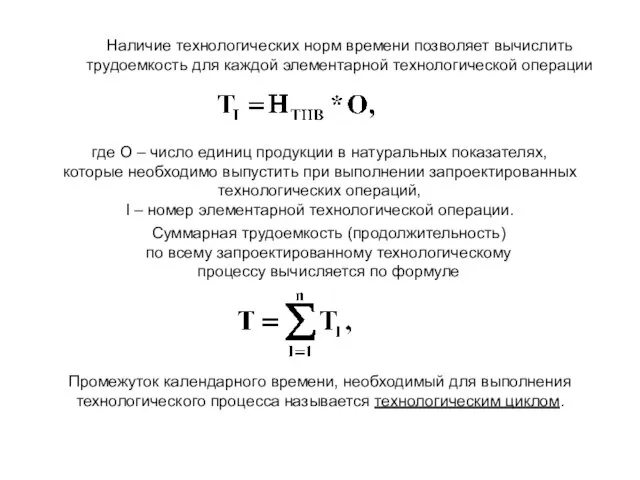
Наличие технологических норм времени позволяет вычислить
трудоемкость для каждой элементарной технологической
Наличие технологических норм времени позволяет вычислить
трудоемкость для каждой элементарной технологической
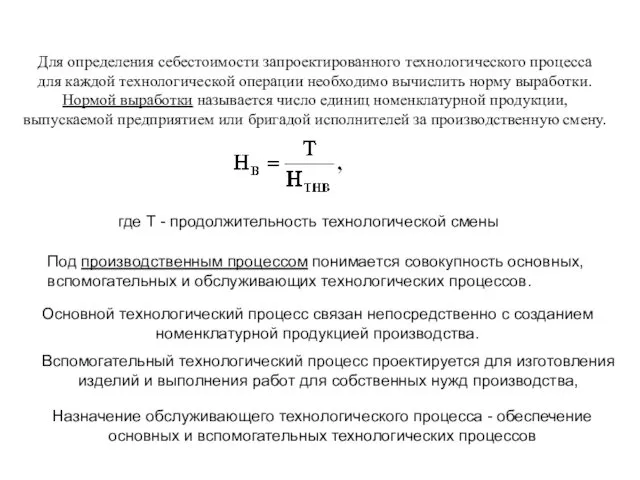
Для определения себестоимости запроектированного технологического процесса
для каждой технологической операции необходимо
Для определения себестоимости запроектированного технологического процесса
для каждой технологической операции необходимо
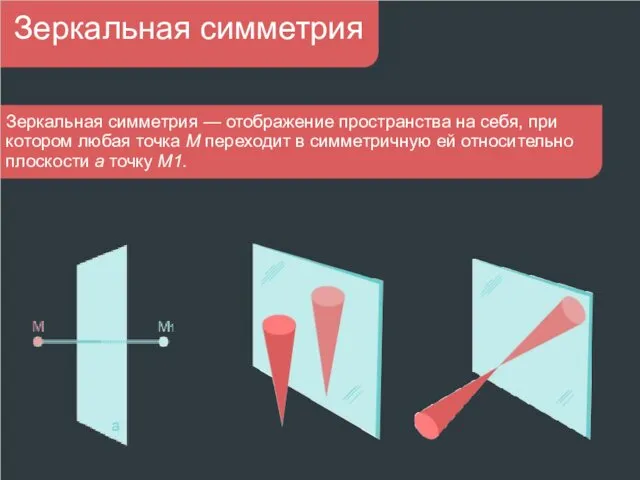 Зеркальная симметрия
Зеркальная симметрия Методы повышения нефтеотдачи
Методы повышения нефтеотдачи Сценарий интеллектуального конкурса для старших дошкольников Я шагаю по Москве
Сценарий интеллектуального конкурса для старших дошкольников Я шагаю по Москве Технология производства продуктов овцеводства
Технология производства продуктов овцеводства Уточнение границ земплепользования с использованием геоинформационных систем
Уточнение границ земплепользования с использованием геоинформационных систем Туркестанская область
Туркестанская область Распределение света и тепла на Земле
Распределение света и тепла на Земле Заработная плата
Заработная плата Правовое регулирование отношений в сфере рекламы
Правовое регулирование отношений в сфере рекламы презентация рабочей программы по правовому воспитанию
презентация рабочей программы по правовому воспитанию Освоение космоса
Освоение космоса Минеральные (неорганические) вяжущие
Минеральные (неорганические) вяжущие Элементы электрической цепи синусоидального тока
Элементы электрической цепи синусоидального тока Алмазы легенды и действительность
Алмазы легенды и действительность Презентация к занятию Россия - Родина моя (1-4 части).
Презентация к занятию Россия - Родина моя (1-4 части). Основные принципы русской пунктуации
Основные принципы русской пунктуации Социальное развитие Дальнего Востока Российской Федерации в XXI веке
Социальное развитие Дальнего Востока Российской Федерации в XXI веке Магнетронды тозандандыру әдісі
Магнетронды тозандандыру әдісі Биомикроскопия как метод исследования в офтальмологии
Биомикроскопия как метод исследования в офтальмологии Культура и мир детства
Культура и мир детства Правописание -тся и -ться в глаголах. 4 класс
Правописание -тся и -ться в глаголах. 4 класс Раневые инфекции. Синегнойная палочка
Раневые инфекции. Синегнойная палочка Пионербол - игровой вид спорта с мячом
Пионербол - игровой вид спорта с мячом Педагогический проект Развитие фонематического слуха старших дошкольников путём использования игровых приёмов и ИКТ
Педагогический проект Развитие фонематического слуха старших дошкольников путём использования игровых приёмов и ИКТ Уроки Настоящего
Уроки Настоящего Ответственность родителей или иных законных представителей
Ответственность родителей или иных законных представителей В мире новых профессий
В мире новых профессий Природный район России. Кавказ
Природный район России. Кавказ