- Основные типы деформаций и перемещений в зоне сварных соединений

Содержание
- 2. Сварочные напряжения и деформации Сварка вызывает искажение размеров и формы элементов сварных конструкций, их укорочение, изгиб,
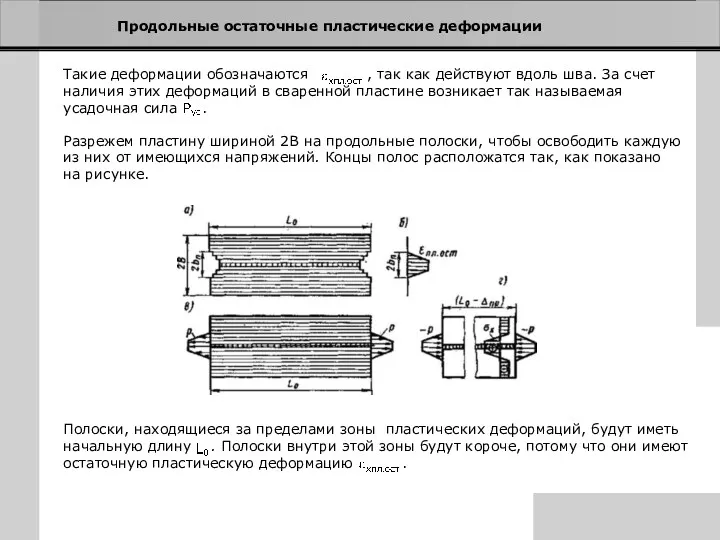
- 3. Продольные остаточные пластические деформации Такие деформации обозначаются , так как действуют вдоль шва. За счет наличия
- 4. Продольные остаточные пластические деформации Укорочение каждой полоски составит . Приложим к укороченным полосам растягивающие силы р,
- 5. Продольные остаточные пластические деформации Укорочение пластины от усадочной силы выражается величиной Собственные напряжения в разных точках
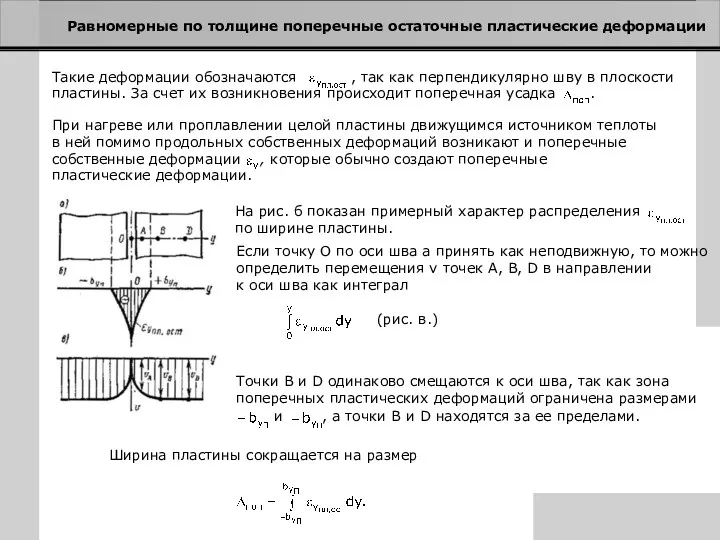
- 6. Равномерные по толщине поперечные остаточные пластические деформации Такие деформации обозначаются , так как перпендикулярно шву в
- 7. Равномерные по толщине поперечные остаточные пластические деформации В стыковом соединении пластин с зазором (рис. а) расширение
- 8. Неравномерные по толщине поперечные остаточные пластические деформации Неравномерные по толщине или неравномерные по сечению многослойного шва
- 9. Перемещения в направлении перпендикуляра к поверхности свариваемых листов В соответствии с принятой системой координат эти перемещения
- 11. Скачать презентацию
Сварочные напряжения и деформации
Сварка вызывает искажение размеров и формы элементов сварных
Сварочные напряжения и деформации
Сварка вызывает искажение размеров и формы элементов сварных
Продольные остаточные пластические деформации
Такие деформации обозначаются , так как действуют
Продольные остаточные пластические деформации
Такие деформации обозначаются , так как действуют
Продольные остаточные пластические деформации
Укорочение каждой полоски составит .
Приложим к
Продольные остаточные пластические деформации
Укорочение каждой полоски составит .
Приложим к
Продольные остаточные пластические деформации
Укорочение пластины от усадочной силы выражается величиной
Собственные
Продольные остаточные пластические деформации
Укорочение пластины от усадочной силы выражается величиной
Собственные
Равномерные по толщине поперечные остаточные пластические деформации
Такие деформации обозначаются ,
Равномерные по толщине поперечные остаточные пластические деформации
Такие деформации обозначаются ,
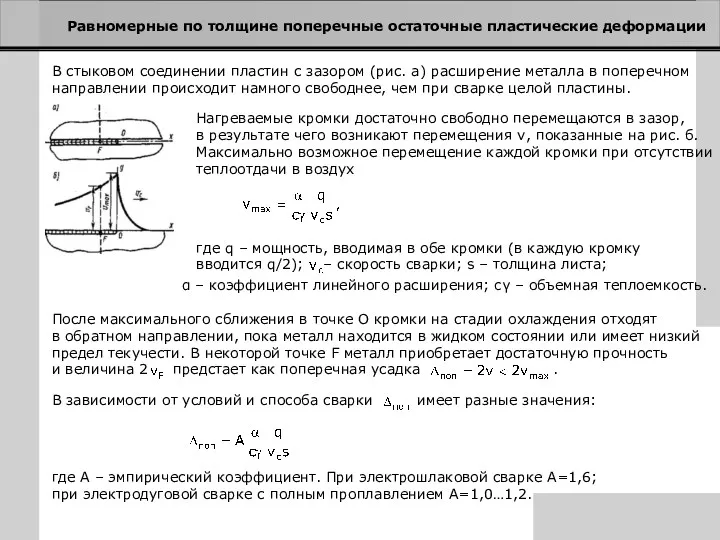
Равномерные по толщине поперечные остаточные пластические деформации
В стыковом соединении пластин
Равномерные по толщине поперечные остаточные пластические деформации
В стыковом соединении пластин

Неравномерные по толщине поперечные остаточные пластические деформации
Неравномерные по толщине или
Неравномерные по толщине поперечные остаточные пластические деформации
Неравномерные по толщине или
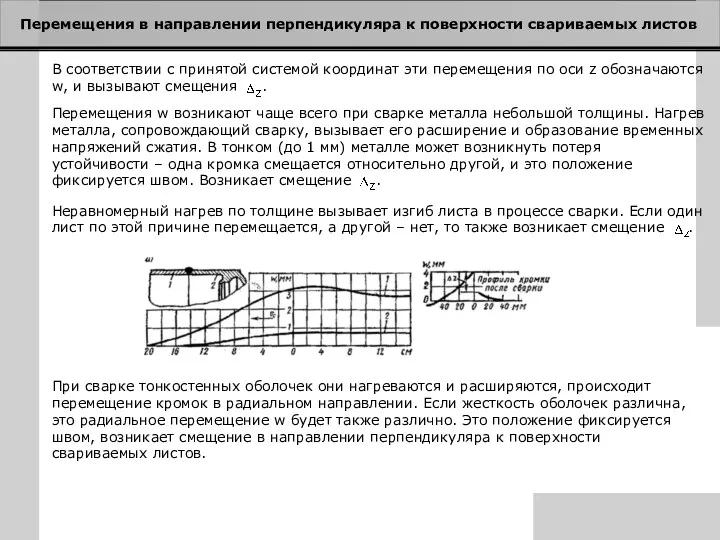
Перемещения в направлении перпендикуляра к поверхности свариваемых листов
В соответствии с принятой
Перемещения в направлении перпендикуляра к поверхности свариваемых листов
В соответствии с принятой
 Агропромышленный комплекс республики Башкортостан
Агропромышленный комплекс республики Башкортостан Урал. Путешествие по России
Урал. Путешествие по России Текущие библиографические пособия по искусству
Текущие библиографические пособия по искусству Акустический каротаж
Акустический каротаж Фтор в профилактике кариеса. Роль и значение фторидов в профилактике кариеса. Механизм действия. (Лекция 10)
Фтор в профилактике кариеса. Роль и значение фторидов в профилактике кариеса. Механизм действия. (Лекция 10) Архитектура ПЭВМ
Архитектура ПЭВМ Street Games
Street Games Награды Великой Отечественной войны
Награды Великой Отечественной войны Вулканы
Вулканы Дәрігердің қоғамдағы алатын орны және жаупкершілігі
Дәрігердің қоғамдағы алатын орны және жаупкершілігі Илон Ривс. Основатель компаний SpaceX и X.com
Илон Ривс. Основатель компаний SpaceX и X.com Родительское собрание в 1 классе Кризис 7 лет.
Родительское собрание в 1 классе Кризис 7 лет. Металургiйний комплекс України
Металургiйний комплекс України Что такое культура?
Что такое культура? Игра Химические элементы (формулы и названия
Игра Химические элементы (формулы и названия Технологическая документация. Технологические карты изготовления деталей из древесины
Технологическая документация. Технологические карты изготовления деталей из древесины Генераторы сигналов
Генераторы сигналов кубанское - значит отличное! внеклассное мероприятие
кубанское - значит отличное! внеклассное мероприятие Методика подготовки к ГИА
Методика подготовки к ГИА Здоровьесбережение в школе.
Здоровьесбережение в школе. Презентация Забота о природе
Презентация Забота о природе Бог не з жертвою, а з тим, хто смиренний і тремтить перед його словом
Бог не з жертвою, а з тим, хто смиренний і тремтить перед його словом Пролактин-ассоциированные заболевания, диагностика, лечение
Пролактин-ассоциированные заболевания, диагностика, лечение Past Simple — прошедшее простое время
Past Simple — прошедшее простое время Требования к оформлению тезисов
Требования к оформлению тезисов Жидкое биотопливо. Проблемы и перспективы
Жидкое биотопливо. Проблемы и перспективы Физиологические механизмы регуляции веса тела
Физиологические механизмы регуляции веса тела Коридор. 2 этаж
Коридор. 2 этаж