- Основы пайки

Содержание
- 2. Цель: Ознакомиться с теоритическими основами пайки.
- 3. Задачи: Узнать что такое пайка. Узнать что такое лужение. Узнать где применяется пайка. Узнать где применяется
- 4. Пайка – это процесс получения неразъёмного соединения материалов с нагревом ниже температуры их автономного расплавления путём
- 5. Пайку широко применяют в различных отраслях промышленности. К преимуществам пайки относятся: незначительный нагрев соединяющихся частей, что
- 6. Припои – это качество, прочность и эксплуатационная надёжность паяльного соединения. Припои должны обладать следующими свойствами: иметь
- 7. Легкоплавкие припои Легкоплавкие припои служат для пайки стали, меди, цинка, свинца, олова и их сплавов.
- 8. Тугоплавкие припои представляют собой тугоплавкие металлы и сплавы, из них широко применяют медно-цинковые и серебряные. Добавка
- 9. Флюсы применяют для удаления оксида химических веществ. Флюсы улучшают условия смачивания поверхности, растворяя имеющиеся на поверхности
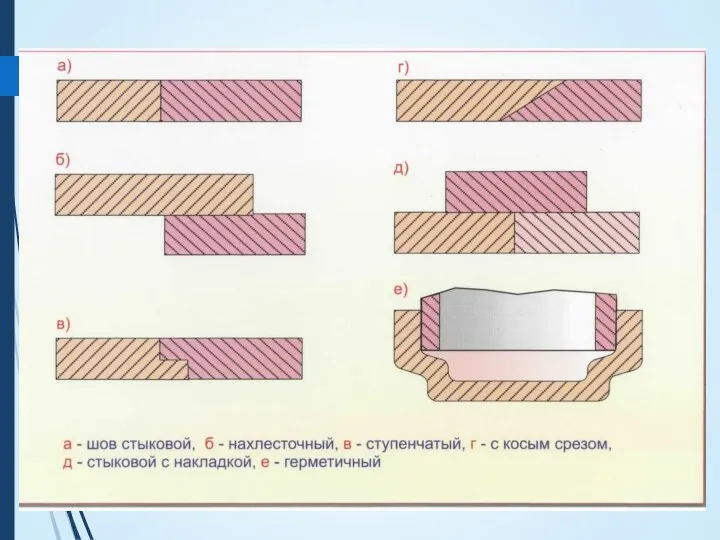
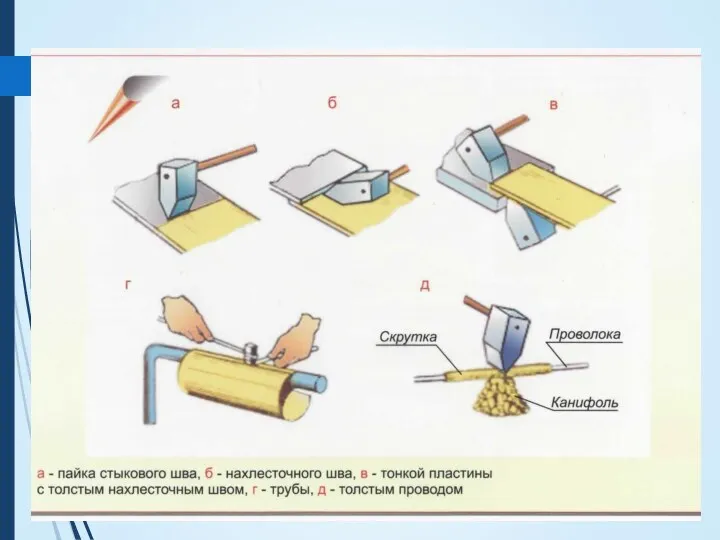
- 10. Виды паяных швов. В зависимости от предъявляемых к спаиваемым изделиям требований паяные швы разделяют на три
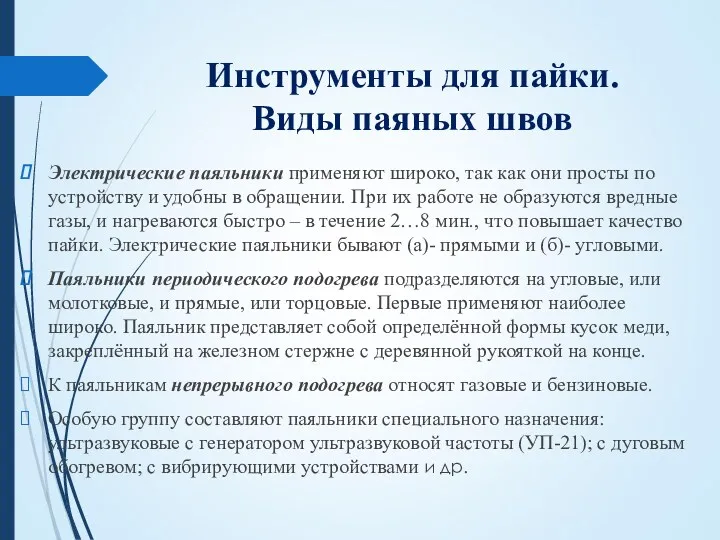
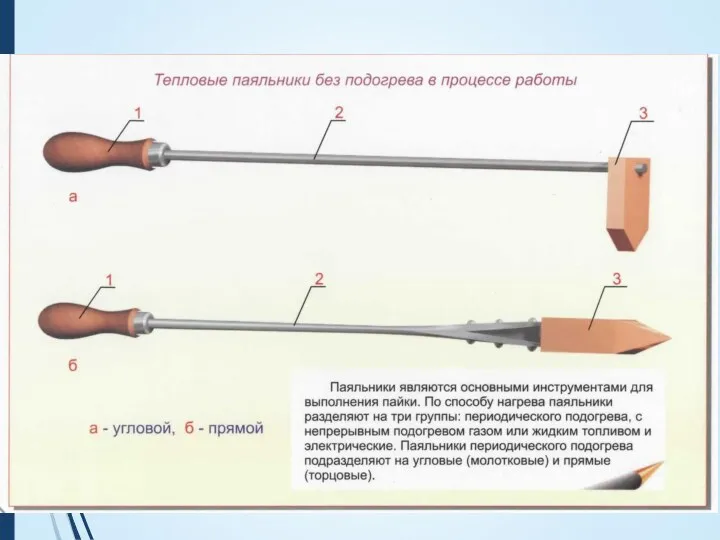
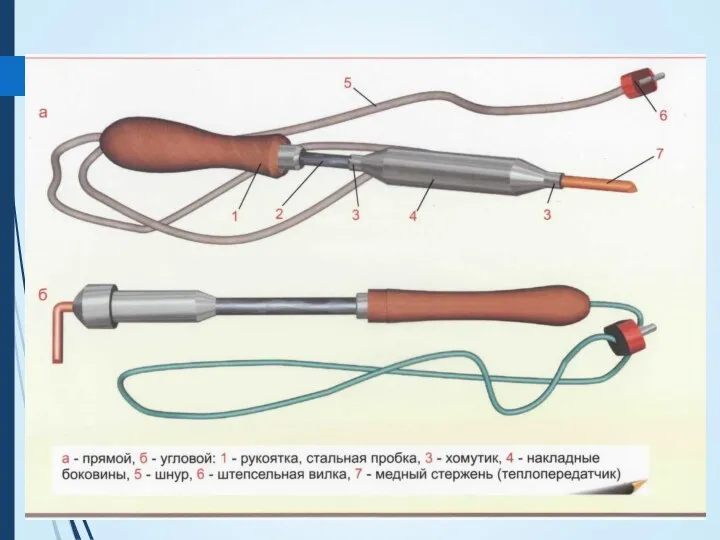
- 12. Инструменты для пайки. Виды паяных швов Электрические паяльники применяют широко, так как они просты по устройству
- 16. Лужение Это покрытие поверхности металлических изделий тонким слоем соответствующего назначению изделий сплава (олова, сплава олова со
- 17. Лужение, как правило, применяют при подготовке деталей к пайке, а также для предохранения изделий от коррозии,
- 18. Подготовка поверхности к лужению зависит от требований, предъявляемых к изделиям, и способа нанесения полуды. Перед покрытием
- 19. Способы лужения. Лужение погружением выполняют в чистой металлической посуде, в которую закладывают, а затем расплавляют полуду,
- 20. Безопасность труда. При пайке и лужении необходимо соблюдать следующие правили безопасности: рабочее место паяльщика должно быть
- 22. Скачать презентацию
Цель:
Ознакомиться с теоритическими основами пайки.
Цель:
Ознакомиться с теоритическими основами пайки.
Задачи:
Узнать что такое пайка.
Узнать что такое лужение.
Узнать где применяется пайка.
Узнать где
Задачи:
Узнать что такое пайка.
Узнать что такое лужение.
Узнать где применяется пайка.
Узнать где
Пайка
– это процесс получения неразъёмного соединения материалов с нагревом ниже температуры
Пайка
– это процесс получения неразъёмного соединения материалов с нагревом ниже температуры
Пайку широко применяют в различных отраслях промышленности.
К преимуществам пайки
Пайку широко применяют в различных отраслях промышленности.
К преимуществам пайки
Припои – это качество, прочность и эксплуатационная надёжность паяльного соединения.
Припои
Припои – это качество, прочность и эксплуатационная надёжность паяльного соединения. Припои
Легкоплавкие припои
Легкоплавкие припои служат для пайки стали, меди, цинка, свинца, олова
Легкоплавкие припои
Легкоплавкие припои служат для пайки стали, меди, цинка, свинца, олова
Тугоплавкие припои
представляют собой тугоплавкие металлы и сплавы, из них широко
Тугоплавкие припои
представляют собой тугоплавкие металлы и сплавы, из них широко
Флюсы
применяют для удаления оксида химических веществ. Флюсы улучшают условия смачивания
Флюсы
применяют для удаления оксида химических веществ. Флюсы улучшают условия смачивания
Виды паяных швов.
В зависимости от предъявляемых к спаиваемым изделиям требований
Виды паяных швов.
В зависимости от предъявляемых к спаиваемым изделиям требований
Инструменты для пайки. Виды паяных швов
Электрические паяльники применяют широко, так
Инструменты для пайки. Виды паяных швов
Электрические паяльники применяют широко, так
Лужение
Это покрытие поверхности металлических изделий тонким слоем соответствующего назначению
Лужение
Это покрытие поверхности металлических изделий тонким слоем соответствующего назначению
Лужение, как правило, применяют при подготовке деталей к пайке, а
Лужение, как правило, применяют при подготовке деталей к пайке, а
Подготовка поверхности к лужению
зависит от требований, предъявляемых к изделиям, и
Подготовка поверхности к лужению
зависит от требований, предъявляемых к изделиям, и
Способы лужения.
Лужение погружением выполняют в чистой металлической посуде, в которую
Способы лужения.
Лужение погружением выполняют в чистой металлической посуде, в которую
Безопасность труда.
При пайке и лужении необходимо соблюдать следующие правили безопасности:
Безопасность труда.
При пайке и лужении необходимо соблюдать следующие правили безопасности:
 Серебряный век русской поэзии (1900-1917)
Серебряный век русской поэзии (1900-1917) Самая чудесная девушка на свете
Самая чудесная девушка на свете Организация управленческого труда. Корпоративная культура организации
Организация управленческого труда. Корпоративная культура организации Презентация к логопедическому занятию по теме Звук и буква Ш
Презентация к логопедическому занятию по теме Звук и буква Ш Презентатор Microsoft Power Point
Презентатор Microsoft Power Point Автоматизация и механизация процессов листовой штамповки
Автоматизация и механизация процессов листовой штамповки Діни бостандық жариялануының қазақ жастарына әсері?
Діни бостандық жариялануының қазақ жастарына әсері? Игры, направленные на формирование культурно – гигиенических навыков и навыков самообслуживания
Игры, направленные на формирование культурно – гигиенических навыков и навыков самообслуживания игра в 5 классе
игра в 5 классе Автоматизированное хранилище ценностей клиентов АХЦК
Автоматизированное хранилище ценностей клиентов АХЦК Словарные слова (1-2 класс)
Словарные слова (1-2 класс) Последовательное соединение проводников
Последовательное соединение проводников Сравнительный подход к оценке недвижимости. (Тема 8)
Сравнительный подход к оценке недвижимости. (Тема 8) Биология - наука о жизни. Вводная 5 кл
Биология - наука о жизни. Вводная 5 кл Церковный язык
Церковный язык Мультимедийная разработка НОД Откуда пришел дождик
Мультимедийная разработка НОД Откуда пришел дождик Банковский менеджмент
Банковский менеджмент Развитие высших хордовых. Птицы
Развитие высших хордовых. Птицы Сharacteristics of young learners
Сharacteristics of young learners Бизнес-планирование производственной деятельности. (Тема 10, 11)
Бизнес-планирование производственной деятельности. (Тема 10, 11) Призентация открытого занятия для детей младшего дошкольного возраста. Сказка Колобок на новый лад с использованием мягких игрушек.
Призентация открытого занятия для детей младшего дошкольного возраста. Сказка Колобок на новый лад с использованием мягких игрушек. Презентация к занятию по внеурочной деятельности Многоцветные кружева родного края Безенчукский район
Презентация к занятию по внеурочной деятельности Многоцветные кружева родного края Безенчукский район Об изобретателях
Об изобретателях Газированная вода - вред или польза... (презентация)
Газированная вода - вред или польза... (презентация) Коррозия металлов
Коррозия металлов Фотография. История в фотографиях
Фотография. История в фотографиях Türkiye’de Eğitimin
Türkiye’de Eğitimin Школа и дети в годы войны.
Школа и дети в годы войны.