- Отчет по командировке на предприятия концерна Даймлер (г. Манхайм, г. Верт)

Содержание
- 2. 1. Введение 2. г. Манхайм ( производство двигателей, производство автобусов EVO BUS) 3. г. Верт (производство
- 3. Введение Структура концерна Даймлер посещенные производства
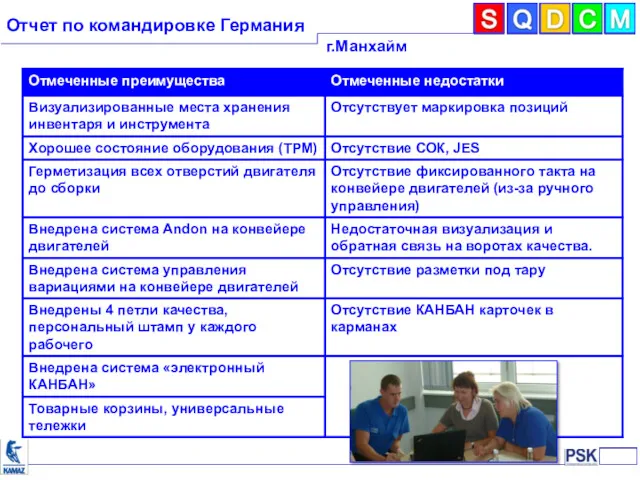
- 4. г.Манхайм Завод в г.Манхайм включает в себя : - производство двигателей, в том числе гибридные двигателя
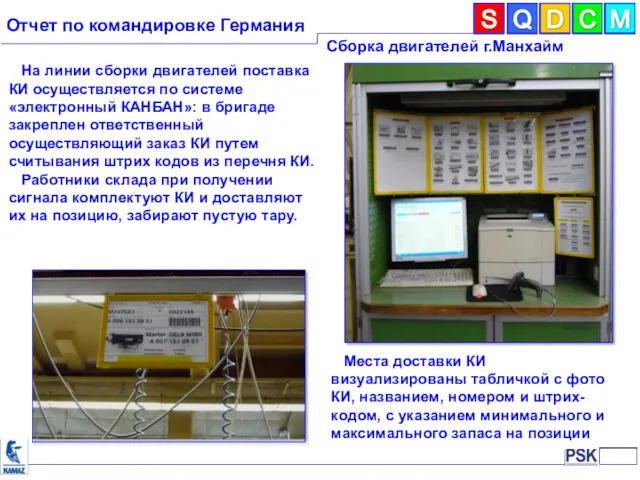
- 5. Сборка двигателей г.Манхайм На линии сборки двигателей поставка КИ осуществляется по системе «электронный КАНБАН»: в бригаде
- 6. Внедрена система веревочного Андона (пошаговый, с возможностью принудительного передвижения): 1 веревка (жёлтого цвета) – возникновение проблемы,
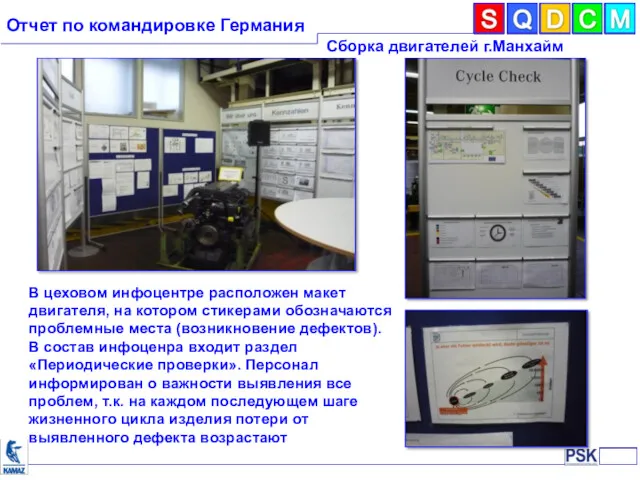
- 7. Сборка двигателей г.Манхайм В цеховом инфоцентре расположен макет двигателя, на котором стикерами обозначаются проблемные места (возникновение
- 8. Сборка двигателей г.Манхайм При обнаружении дефектов, требующих доработки вне линии двигатели направляют по отдельной ветке конвейера
- 9. Сборка/сварка каркасов автобусов г.Манхайм Для транспортировки деталей каркасов автобусов применяются: Складные тары Тележки с возможностью изменения
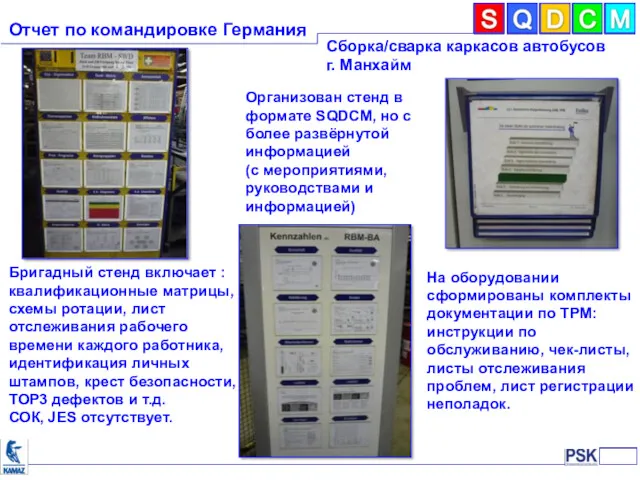
- 10. Сборка/сварка каркасов автобусов г. Манхайм На оборудовании сформированы комплекты документации по TPM: инструкции по обслуживанию, чек-листы,
- 11. Сборка/сварка каркасов автобусов г.Манхайм 5 S на рабочих местах: Нанесена разметка мест под тары, под хранение
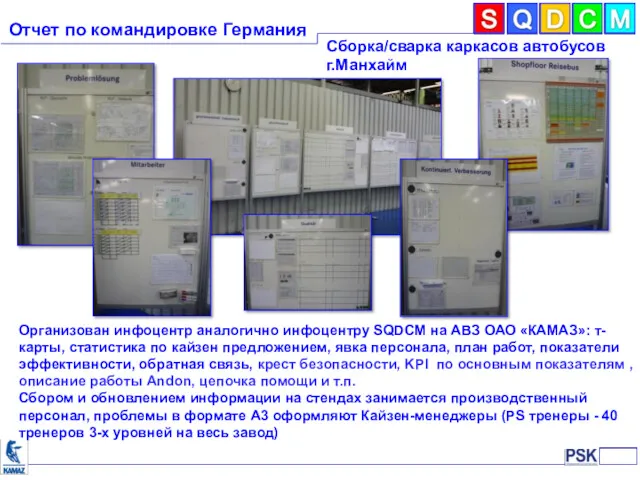
- 12. Сборка/сварка каркасов автобусов г.Манхайм Организован инфоцентр аналогично инфоцентру SQDCM на АВЗ ОАО «КАМАЗ»: т-карты, статистика по
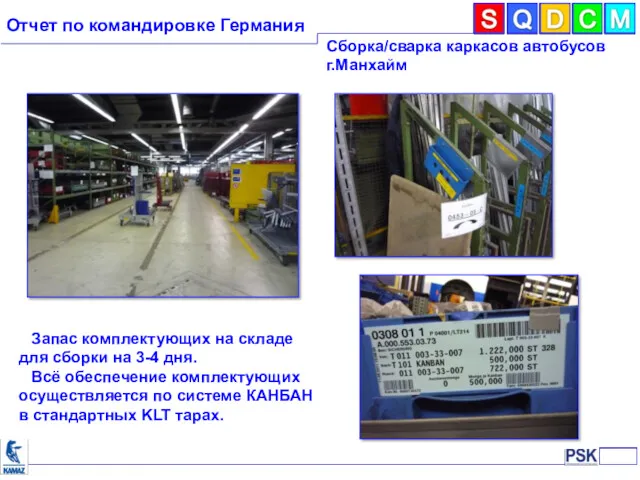
- 13. Сборка/сварка каркасов автобусов г.Манхайм Запас комплектующих на складе для сборки на 3-4 дня. Всё обеспечение комплектующих
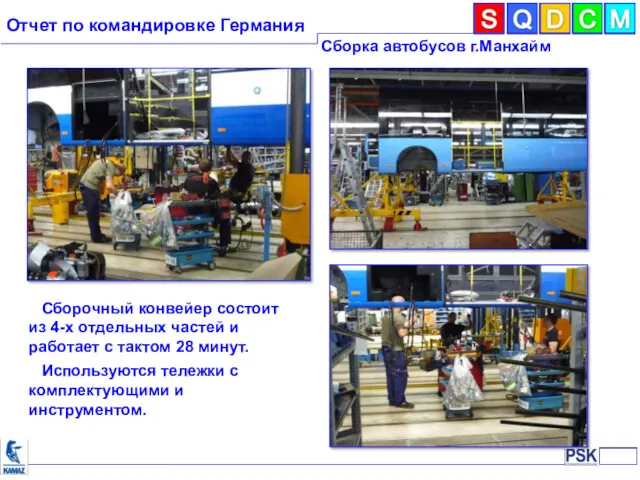
- 14. Сборка автобусов г.Манхайм Сборочный конвейер состоит из 4-х отдельных частей и работает с тактом 28 минут.
- 15. Сборка автобусов г.Манхайм Поставка комплектующих осуществляется по системе КАНБАН. Ежедневно в начале смены все проблемы с
- 16. Сборка автобусов г.Манхайм Внедрены и работают 4 петли качества: 1-я петля – контроль рабочим во время
- 17. г.Манхайм
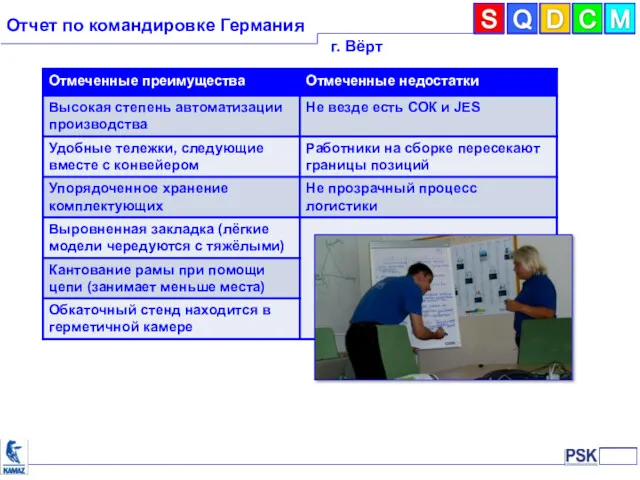
- 18. г. Вёрт Завод в г.Вёрт: Производство грузовика, работа в 2 смены, выпуск 406 автомобилей в сутки
- 19. Линия сборки кабин грузовиков г. Вёрт Поставка комплектующих осуществляется по системе КАНБАН, применяются наклонные гравитационные стеллажи,
- 20. Сборочный конвейер грузовиков г. Вёрт На части сборочных операций используется электронный контроль момента затяжки с функцией
- 21. Линия подсборки двигателей грузовиков г. Вёрт Организована площадка для обучения рабочих (при изменении процесса, трудоустройстве или
- 22. Линия подсборки двигателей грузовиков г. Вёрт Функционируют доски Andon, отражающие информацию о ходе производства: производственный план,
- 23. г. Вёрт
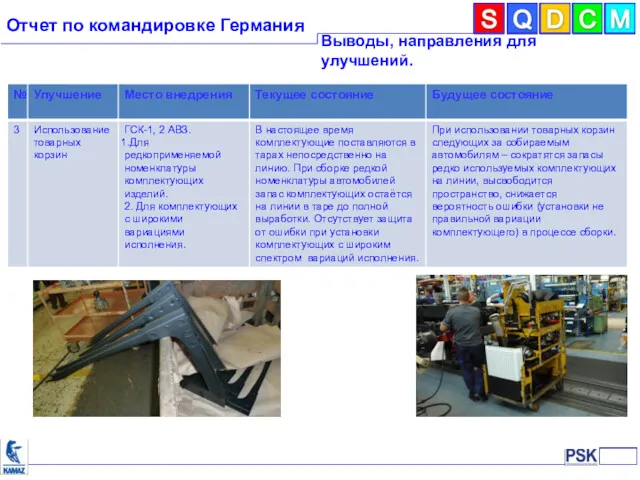
- 24. Выводы, направления для улучшений.
- 25. Выводы, направления для улучшений.
- 26. Выводы, направления для улучшений.
- 28. Скачать презентацию
1. Введение
2. г. Манхайм ( производство двигателей, производство автобусов EVO BUS)
3.
1. Введение
2. г. Манхайм ( производство двигателей, производство автобусов EVO BUS)
3.
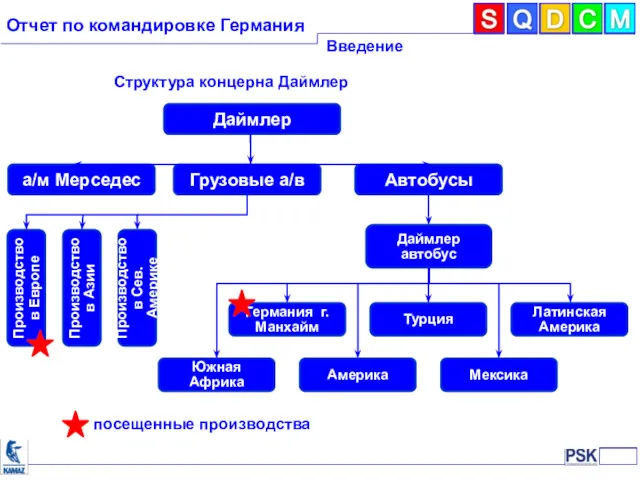
Введение
Структура концерна Даймлер
посещенные производства
Введение
Структура концерна Даймлер
посещенные производства

г.Манхайм
Завод в г.Манхайм включает в себя :
- производство двигателей, в том
г.Манхайм
Завод в г.Манхайм включает в себя :
- производство двигателей, в том
Сборка двигателей г.Манхайм
На линии сборки двигателей поставка КИ осуществляется по
Сборка двигателей г.Манхайм
На линии сборки двигателей поставка КИ осуществляется по

Внедрена система веревочного Андона (пошаговый, с возможностью принудительного передвижения):
1 веревка (жёлтого
Внедрена система веревочного Андона (пошаговый, с возможностью принудительного передвижения):
1 веревка (жёлтого
Сборка двигателей г.Манхайм
В цеховом инфоцентре расположен макет двигателя, на котором
Сборка двигателей г.Манхайм
В цеховом инфоцентре расположен макет двигателя, на котором

Сборка двигателей г.Манхайм
При обнаружении дефектов, требующих доработки вне линии двигатели
Сборка двигателей г.Манхайм
При обнаружении дефектов, требующих доработки вне линии двигатели

Сборка/сварка каркасов автобусов г.Манхайм
Для транспортировки деталей каркасов автобусов применяются:
Складные тары
Тележки
Сборка/сварка каркасов автобусов г.Манхайм
Для транспортировки деталей каркасов автобусов применяются:
Складные тары
Тележки
Сборка/сварка каркасов автобусов г. Манхайм
На оборудовании сформированы комплекты документации по
Сборка/сварка каркасов автобусов г. Манхайм
На оборудовании сформированы комплекты документации по

Сборка/сварка каркасов автобусов г.Манхайм
5 S на рабочих местах:
Нанесена разметка мест
Сборка/сварка каркасов автобусов г.Манхайм
5 S на рабочих местах:
Нанесена разметка мест
Сборка/сварка каркасов автобусов г.Манхайм
Организован инфоцентр аналогично инфоцентру SQDCM на АВЗ
Сборка/сварка каркасов автобусов г.Манхайм
Организован инфоцентр аналогично инфоцентру SQDCM на АВЗ
Сборка/сварка каркасов автобусов г.Манхайм
Запас комплектующих на складе для сборки на
Сборка/сварка каркасов автобусов г.Манхайм
Запас комплектующих на складе для сборки на
Сборка автобусов г.Манхайм
Сборочный конвейер состоит из 4-х отдельных частей и
Сборка автобусов г.Манхайм
Сборочный конвейер состоит из 4-х отдельных частей и

Сборка автобусов г.Манхайм
Поставка комплектующих осуществляется по системе КАНБАН.
Ежедневно в
Сборка автобусов г.Манхайм
Поставка комплектующих осуществляется по системе КАНБАН.
Ежедневно в

Сборка автобусов г.Манхайм
Внедрены и работают 4 петли качества:
1-я петля –
Сборка автобусов г.Манхайм
Внедрены и работают 4 петли качества:
1-я петля –
г.Манхайм
г.Манхайм

г. Вёрт
Завод в г.Вёрт:
Производство грузовика, работа в 2 смены,
выпуск 406 автомобилей
г. Вёрт
Завод в г.Вёрт:
Производство грузовика, работа в 2 смены,
выпуск 406 автомобилей

Линия сборки кабин грузовиков г. Вёрт
Поставка комплектующих осуществляется по системе КАНБАН,
Линия сборки кабин грузовиков г. Вёрт
Поставка комплектующих осуществляется по системе КАНБАН,

Сборочный конвейер грузовиков г. Вёрт
На части сборочных операций используется электронный контроль
Сборочный конвейер грузовиков г. Вёрт
На части сборочных операций используется электронный контроль

Линия подсборки двигателей грузовиков г. Вёрт
Организована площадка для обучения рабочих (при
Линия подсборки двигателей грузовиков г. Вёрт
Организована площадка для обучения рабочих (при

Линия подсборки двигателей грузовиков г. Вёрт
Функционируют доски Andon, отражающие информацию о
Линия подсборки двигателей грузовиков г. Вёрт
Функционируют доски Andon, отражающие информацию о
г. Вёрт
г. Вёрт

Выводы, направления для улучшений.
Выводы, направления для улучшений.

Выводы, направления для улучшений.
Выводы, направления для улучшений.
Выводы, направления для улучшений.
Выводы, направления для улучшений.
 Древнее прошлое Камчатки (презентация по материалам постоянной экспозиции музея)
Древнее прошлое Камчатки (презентация по материалам постоянной экспозиции музея) Презентация к уроку Галерея знаменитых петербуржцев первой пол.XIX века глазами К.П.Брюллова
Презентация к уроку Галерея знаменитых петербуржцев первой пол.XIX века глазами К.П.Брюллова Презентация по теме ПОРТФОЛИО УЧИТЕЛЯ В СОВРЕМЕННОЙ УЧЕБНОЙ ДЕЯТЕЛЬНОСТИ.
Презентация по теме ПОРТФОЛИО УЧИТЕЛЯ В СОВРЕМЕННОЙ УЧЕБНОЙ ДЕЯТЕЛЬНОСТИ. Моя профессия
Моя профессия Ритм, определение. Ритм вокруг нас
Ритм, определение. Ритм вокруг нас Экономическая культура
Экономическая культура Освещение жилого помещения
Освещение жилого помещения Розділові знаки між частинами складносурядного речення
Розділові знаки між частинами складносурядного речення Техническое задание на отрисовку планировок
Техническое задание на отрисовку планировок Духовная культура общества (10 класс)
Духовная культура общества (10 класс) конспект урока: Железорудные месторождения Казахстана. Биологическая и экологическая роль железа.
конспект урока: Железорудные месторождения Казахстана. Биологическая и экологическая роль железа. Подготовка к ЕГЭ
Подготовка к ЕГЭ флешмоб Расскажи о своем питомце
флешмоб Расскажи о своем питомце Современные теории и концепции обучения
Современные теории и концепции обучения Объединение и пересечение промежутков
Объединение и пересечение промежутков Контрольная уборка и выпуск шасси
Контрольная уборка и выпуск шасси Игра по ПДД На улицах и дорогах
Игра по ПДД На улицах и дорогах Конструкція фюзеляжу вертольота
Конструкція фюзеляжу вертольота Удаление и переработка отходов
Удаление и переработка отходов Конкурс Призвание - педагог
Конкурс Призвание - педагог Химические производства в ОАО ОЭЗ Алабуга Республики Татарстан
Химические производства в ОАО ОЭЗ Алабуга Республики Татарстан Мавзолей в Галикарнасе
Мавзолей в Галикарнасе География машиностроения
География машиностроения Ленинград в 40-х – 50-х годах
Ленинград в 40-х – 50-х годах Забавный ветерок (дыхательная гимнастика)
Забавный ветерок (дыхательная гимнастика) Кредитная и банковская системы
Кредитная и банковская системы Древний Ближний Восток. Семинар 2
Древний Ближний Восток. Семинар 2 Конкурс Кукурузная фантазия
Конкурс Кукурузная фантазия